不干胶标签打印软件的调试
- 格式:doc
- 大小:12.50 KB
- 文档页数:1
华运通物流标签打印机设置手册IT信息部一、标签打印工具介绍使用软件进行标签打印,需要进行对打印机格式设置1.硬件:标签打印机。
打印机型号TSC TTP-342E Pro2.软件:BarTender 9.4 和License Server二、打印机设置每次更换不同型号的标签纸,都要进行打印机设置:1.间隙感应器灵敏度的校正此项功能用来校正标签纸间隙感应器灵敏度,当使用者更换新的标签纸或使用打印机初始化,请重新校正标签纸间隙感应器灵敏度。
注意:间隙感应器校正不当可能导致纸张无法正确定位,导致错误指示灯闪烁。
操作步骤:1.1.打印机先装好新的标签纸,装好碳带,并关闭电源;1.2.按住暂停键(PAUSE键)不放,然后开机;1.3.当打印机进纸,2秒之后,即可放开暂停键,直到打印机停止动作,电源和连接指示灯正常。
三、打印机属性设置每次更换不同型号的标签纸,都要进行打印机设置:1.打印机属性设置位置:打开“控制面板”→“设备和打印机”→打印机“TSC TTP-342E Pro” →选中,鼠标右键“打印机属性”,如下图2.设置打印标签纸格式:在“打印机属性”中,点击“首选项”→“打印机首选项”→ “新建”→“输入标签名称、大小、和露出的宽度”→点击确定保存,如下图3.设置打印打印打印方向:在“打印机属性”中,点击“首选项”→“打印机首选项”→点击“方向”,点击确定保存。
,如下图。
4.保存预设纸张标签格式:在“打印机属性”中,点击“首选项”→“打印机首选项”→点击“管你”→点击“新建”→输入“格式名称”,点击确定保存。
5.四、打开标签软件的服务:此License Server服务用于打印软件BarTender 9.4的打印服务,让打印软件能正常打印,在当前局域网电脑中开启其中一台就可以了,打开之后就如下图1.当局域中端口的软件服务重复时,请更改网络端口,如下图。
五、打印软件的设置1.新建新格式的标签,点击“开始新的标签格式”开始新签标签,如图2.在向导中点击“空白标签格式”,点击“下一步”如下图3.选择标签打印机“TSC TTP-342E Pro”,点击“下一步”如下图4.点击“指定自定义设置”,点击“下一步”如下图5.更据新的标签规格,点击“单个标签” 或“ 多个标签,如“50mm*12mm”的单个标签,如下图:6.更据新的标签规格,点击标签侧边格式,如下图7.更据新的标签规格,选择标签形状8.更据新的标签规格,选择之前在“打印机属性”创建设置的“标签大小”9.标签格式创建完成。
不干胶标签印刷加工实用指南一、不干胶材料的外观检查为了尽可能地避免由不干胶材料本身的质量问题引起的不干胶标签印刷故障,在印刷加工前,有必要先对不干胶材料的外观质量进行认真检查,以便在印刷前就能及时发现可能引起印刷加工质量问题的缺陷。
1、检查不干胶材料是否有毛边卷筒不干胶材料边缘光洁、无损坏,是确保不干胶标签印刷质量的基础,所以,印刷加工前一定要仔细检查卷筒不干胶材料的分切边缘是否有毛边,是否因储运不当而出现了破损,并且要将卷筒不干胶材料卷下4—5圈,仔细检查其分切边缘。
2、检查不干胶材料上是否有裂纹不干胶材料在分切时,如果分切刀具调整不合适或刀刃不够锋利,都会在不干胶材料的面纸或底纸上出现裂纹,裂纹处拉出的纤维又会被粘合剂粘住。
裂纹的发生可能是连续的,也可能是随机的,可能出现在卷筒不干胶材料的一边,也可能两边都有,所以,不干胶材料上机印刷前,不定要仔细察看其底纸和面纸上是否有小的裂纹。
然后,取一段经过上述检查的样纸,剥于底纸再次检查一下面纸和底纸上是否有裂纹,因为裂纹有时是非常小的,只有分开底纸和面纸后才能发现。
值得注意的是,由于油墨和粘合剂在印刷过程中会逐渐积存到印刷机的导纸辊上,也会引起不干胶材料边缘出现裂纹。
所以,即使已经开始印刷,也不能忽社上述问题。
3、检查不干胶材料边缘是否粘连,底纸是否漏涂硅不干胶材料边缘粘连或底纸上有部分区域漏涂硅油,在印刷加工过程中均会引起排废时面纸断裂,不能正常生产。
所以,印刷前先要取一段长1米左右的不干胶材料,用手剥开,看看边缘或其它部分有无不能顺滑一致剥开的部分。
通常,面纸和底纸边缘粘连都发生在整卷涂布的不干胶材料的一个分切卷上,而且一般只发生在外层7—10米处,所以,遇到分切的卷筒不干胶材料边缘有粘连,不要马上就断言整卷纸都有此毛病。
此外要注意,剥离重量轻的面纸(如60G/平方米和80G/平方米的面纸)比剥离重量重的面纸所用的力要大,面纸越轻,剥离时手感越紧。
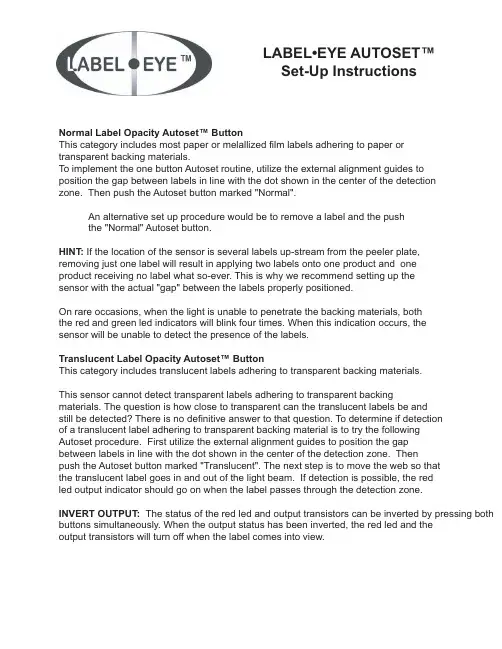
Normal Label Opacity Autoset™ ButtonThis category includes most paper or melallized film labels adhering to paper or transparent backing materials.To implement the one button Autoset routine, utilize the external alignment guides to position the gap between labels in line with the dot shown in the center of the detection zone. Then push the Autoset button marked "Normal". An alternative set up procedure would be to remove a label and the pushthe "Normal" Autoset button.HINT: If the location of the sensor is several labels up-stream from the peeler plate, removing just one label will result in applying two labels onto one product and one product receiving no label what so-ever. This is why we recommend setting up the sensor with the actual "gap" between the labels properly positioned.On rare occasions, when the light is unable to penetrate the backing materials, both the red and green led indicators will blink four times. When this indication occurs, the sensor will be unable to detect the presence of the labels.Translucent Label Opacity Autoset™ ButtonThis category includes translucent labels adhering to transparent backing materials.This sensor cannot detect transparent labels adhering to transparent backingmaterials. The question is how close to transparent can the translucent labels be and still be detected? There is no definitive answer to that question. To determine if detection of a translucent label adhering to transparent backing material is to try the following Autoset procedure. First utilize the external alignment guides to position the gap between labels in line with the dot shown in the center of the detection zone. Thenpush the Autoset button marked "Translucent". The next step is to move the web so that the translucent label goes in and out of the light beam. If detection is possible, the red led output indicator should go on when the label passes through the detection zone.INVERT OUTPUT: The status of the red led and output transistors can be inverted by pressing both buttons simultaneously. When the output status has been inverted, the red led and the output transistors will turn off when the label comes into view.LABEL•EYE AUTOSET™Set-Up InstructionsLER Red LED, 4 conductor 6 ft.cable LERCRed LED, 4-pin Nano connectorGEC-6 6 ft.(1.8m)Straight Female GEC-1515 ft.(4.6m)Straight Female RGEC-6 6 ft.(1.8m)90°Female RGEC-1515 ft.(4.6m)90°Female®。
不干胶商标作业指导书修订日期:2015.04.03 页次:1 OF 3一、目的:规范商标组作业程序,保证作业品质。
二、范围:商标组的所有生产作业均属之。
三、职责:由生产部商标组培训合格之人员进行作业。
四、定义:无五、作业规范:5.1使用工具/仪器美工刀、三角板、校版台、直尺5.2作业步骤5.2.1仓管接到指令单后,核对图面、版、刀模,正确无误后发给生产机台。
5.2.2生产机台人员按指令单要求到仓库领料,领之材料应与制令单要求一致。
5.2.3排版A. 排版先核对样品、确认刀模、版的摆放。
B. 刀模版一定得在一条直线上,决不能歪斜,在先排放版后排刀模时,一定要用排版台上50#消银龙复印一刀线,版按刀模线排放,但刀模一定要使用三角板排正。
C. 如果是二色印刷,一般排版第一色后,第二色根据刀模规格加2mm。
三色同样加2mm。
D. 版排好在消银龙上后,用双面胶把版粘在版架上,用手压紧、压平,以免在印刷擦版时,去渍油流入版下,造成胶溢出。
5.2.4 油墨确认A. 根据客户要求,图纸上有注明油墨厂商、型号的,一定要使用与之相符的油墨,不可代用或乱用。
B. 样品卡或图纸上没有指定油墨要求的,一般用中一女神系列油墨。
5.2.5 刻版A. 刻版剪一块比印刷版稍大一点的下垫纸板,贴上双面胶,粘在下底铁板上,要以印刷版对齐。
B. 机器打上油墨,用版在下垫纸板上轻印一下,使下底板上有产品印,这样有利于在印刷确认文字压力轻重时以根据下垫板文字进行垫高或挖低。
C. 需垫板之产品一般为反白字,垫板应在文字边缘,为两层50#消银龙,对底色较大的位置可根据实际情况再加垫。
D. 文字印刷一般不用垫板,文字不平,可稍垫。
不干胶商标作业指导书修订日期:2015.04.03 页次:2 OF 35.2.6拉料A. 拉料首先核对备料区材料是否与指令单材料相同。
B. 机器压料布是否干净,适当用去渍油擦试。
C. 材料要前后对直,应同刀模、版一条直线。
标签条码打印软件的使用方法随着时代的发展,各行各业的迅猛发展,国家对于产品管理的日益完善,各种数码打印机、激光打印机技术不断提升,中琅领跑标签条码打印软件也应运而生,它的内容设计多样,排版灵活,打印效率高受到越来越多用户的欢迎。
在中琅领跑标签条码打印软件中可以绘制,椭圆,圆角,线条,箭头,弧线,多边形等各种图形。
并能对图形边线,填充内容做设置,进行多种快捷排版。
一、图形的设置打开中琅领跑标签条码打印软件,在新建标签上,绘制椭圆图形。
然后选中绘制的图形(四周出现黄色控制点),右击鼠标,选着属性,弹出图形属性窗口。
在这里可以对图形的尺寸,位置,线条颜色,样式,填充颜色进行修改、设置。
1、图形属性窗口中,“尺寸”选项卡中,可以对椭圆的宽度和高度进行设置。
勾选“禁止变形”复选框后,可以固定图形形状大小。
方便鼠标拖动位置,而不会对图形本身形状误操作。
2、“样式”选项卡是对图外观的操作。
在中琅领跑标签条码打印软件中可以对图形的边线线形,边线颜色,粗细自定义调整。
同时也可以对图形内容填充颜色。
填充的内容可以是斜线,点线,点斜线等,更可以对其做渐变色调整。
渐变色的颜色,可以渐变起始顺序都可以根据自己的需求进行调整。
在样式选项卡下的填充参数下,除了上面提到的填充类型,渐变色外,还有个“底纹”的参数,该参数在我们选择渐变色填充的时候是灰色不可编辑状态。
而当我们选择斜线,点线,点划线等这种填充类型的时候,就可以同时对图形的底纹进行填充。
二、图形的布局当我们在条码打印软件的标签中编辑多个图形对象的时候,可以通过条码打印软件本身的排版按钮,简化排版,使标签内容的格式更加标准,规范,标签更加美观。
在中琅领跑标签条码打印软件的顶部工具栏中,可以看到(如上图)有一行编辑排版用的工具,其中用红色方框标志出来的就是用来排版布局用的。
从左到右的功能按钮依次为:左对齐,右对齐,顶部对齐(上对齐),底部对齐(下对齐),垂直平均分布,水平平均分布,水平居中画布,垂直居中画布。

条码与信息系统2019年第5期BAR CODE &INFORMATION SYSTEM 日用陶瓷是日常生活中使用的一种瓷器,因其较为低廉的成本和耐磨不透水的特性广为世界各地的民众所喜爱。
商品条码在日用陶瓷上的应用,极大提高了该类产品流通效率,减少了人工盘点带来的意外损坏,而良好的条码符号质量,是保证商品条码在日用陶瓷中无“障碍”应用的基础。
本文从日用陶瓷商品条码应用状况、条码符号质量现状入手,分析应用中的问题,并提出针对性改进措施。
商品条码在日用陶瓷上的应用和质量现状商业超市中,所有日用陶瓷都使用了商品条码,日用陶瓷商品条码覆盖率达100%,日用陶瓷的盘点、结算都是通过商品条码实现,达到了依托条码,快速流通的目的。
随机选取208批次日用陶瓷条码符号样品进行研究,条码符号不符合标准要求的产品有186批次,不符合标准要求的占样品总数的89.4%。
条码符号空白区窄、放大系数小的问题突出,个别样品光学参数不符合标准。
日用陶瓷条码符号质量问题主要集中在以下几个方面,如图1所示。
条码放大系数不符合标准要求GB 12094—2008《商品条码零售商品编码与条码表示》要求,商品条码(EAN-13)的放大系数为0.8~2.0,条码符号长度29.83mm 到74.58mm 之间,商品条码尺寸不能过大,也能不太小。
放大系数越小,对印刷精度要求越高,出现不合格品的机率也就越大;而放大系数过大,超出识读设备的视野,不能正常使用。
日用陶瓷条码放大系数不符合标准要求的有93批次,占不合格条码总数的50%,而且问题全部都是放大系数小。
空白区宽度过窄空白区的作用是提示识读器归零,开始采集和结束采集数据,空白区的宽度应不小于(即大于或等于)相关标准要求的最小宽度尺寸。
从研究对象看,日用陶瓷条码符号空白区宽度小于标准要求的样品有72批次,占不合格样品总数的38.7%。
可译码度低可译码度反映了印刷过程中未被占用的,为扫描识读过程留出的容许误差。
电脑打印标签操作方法步骤
操作步骤如下:
1. 打开电脑,并确保连接了打印机和标签纸。
2. 在电脑上安装并打开标签打印软件,例如Adobe Acrobat、Microsoft Word 或专门的标签打印软件等。
3. 在软件中选择“文件”或“打印”选项。
4. 在打印选项中选择所连接的打印机。
5. 在打印选项中选择标签纸的尺寸和方向。
通常可以选择常用的标准尺寸,如4x6英寸、3x5英寸等。
6. 编辑标签内容。
根据需要,在标签上添加文本、图像或条形码等。
7. 调整标签布局或格式,确保标签内容适合标签纸的尺寸。
8. 预览或打印前预览标签。
确保标签内容和布局正确无误。
9. 点击“打印”按钮,开始打印标签。
10. 等待打印完成,并将打印好的标签从打印机上取下。
11. 检查打印的标签,确保内容清晰、完整。
注意:操作步骤可能因不同的打印机型号和标签打印软件而有所不同,以上步骤仅供参考,请根据具体情况进行操作。
条码打印软件怎么让倾斜的纸张或标签正常打印在印刷行业,因为失误或者其他什么情况,造成纸张倾斜或者纸张裁斜都是有可能出现的情况,那么在这种情况下,是否还可以正常打印呢?今天我们就来看一下这种情况下在标签打印软件中该怎么设置才能正常打印?我们今天使用的该条码打印软件中做批量打印的时候由于裁纸不当或者是打印机搓纸等外部原因,会出现打印内容倾斜的情况。
针对这种情况如果只是在空白标签上打印内容还好说。
顶多在打印时,预留的页边距多些,将倾斜角度预留出来。
当然有些浪费就是了。
但是另一种已经打印有防伪图案的标签。
如果这是标签模板在打印的时候打印倾斜了。
那再次在这种标签上打印防伪码的话,普通的条码打印软件就没法在相应的位置上打印上防伪码这种浪费就非常大了。
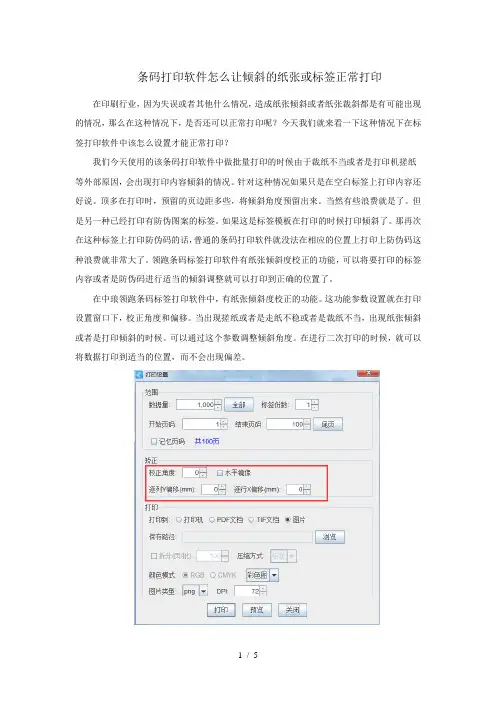
领跑条码标签打印软件有纸张倾斜度校正的功能,可以将要打印的标签内容或者是防伪码进行适当的倾斜调整就可以打印到正确的位置了。
在中琅领跑条码标签打印软件中,有纸张倾斜度校正的功能。
这功能参数设置就在打印设置窗口下,校正角度和偏移。
当出现搓纸或者是走纸不稳或者是裁纸不当,出现纸张倾斜或者是打印倾斜的时候。
可以通过这个参数调整倾斜角度。
在进行二次打印的时候,就可以将数据打印到适当的位置,而不会出现偏差。
斜度校正的方法。
第一种直接通过校正角度调整。
第二种是通过移动行和列的偏移来到的倾斜的目的。
一、在条码打印软件中调整校正角度参数。
在不管是裁纸不当引起的倾斜,还是其他原因导致的标签内容倾斜,都可以在通过这个参数来调整的。
可以在纸张上直接测量出倾斜角度,然后在该参数上将倾斜角度输入进去,就可以在适当的位置上打印出相应的条码内容。
比如说在倾斜角度测量的是5度。
那么就可以在这里输入5,打印效果如下。
如果是输入正值,在条码打印软件中就可以打印出从左上右下倾斜的效果。
如下图:如果是-5度,就可以打印出,从右上往左下倾斜的效果。
具体的可以到该条码打印软件中做个标签试一下。
二、在中琅领跑条码标签打印软件中也可以按照行和列进行偏移设置,达到倾斜的效果。
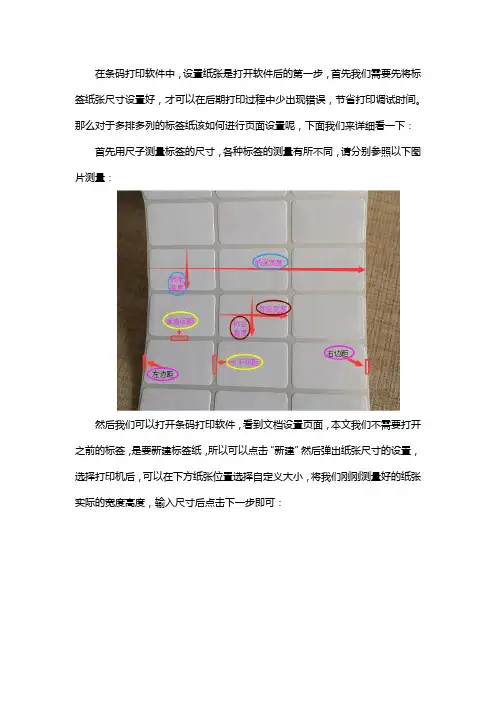
在条码打印软件中,设置纸张是打开软件后的第一步,首先我们需要先将标签纸张尺寸设置好,才可以在后期打印过程中少出现错误,节省打印调试时间。
那么对于多排多列的标签纸该如何进行页面设置呢,下面我们来详细看一下:首先用尺子测量标签的尺寸,各种标签的测量有所不同,请分别参照以下图片测量:然后我们可以打开条码打印软件,看到文档设置页面,本文我们不需要打开之前的标签,是要新建标签纸,所以可以点击“新建”然后弹出纸张尺寸的设置,选择打印机后,可以在下方纸张位置选择自定义大小,将我们刚刚测量好的纸张实际的宽度高度,输入尺寸后点击下一步即可:设置纸张宽度高度后,点击下一步可设置行列数,行列数根据实际纸张尺寸设置,为1行3列,再次点击下一步设置页面边距,此处页面边距为标签纸到衬纸边沿的距离,也就是文章开始我们测量的左右边距的尺寸,输入后点击下一步即可:点击下一步后,我们可以看到设置标签纸尺寸以及标签间距的页面,其中标签尺寸需根据实际测量尺寸设置,标签间距中的水平间距为横向标签间的间距,垂直间距为竖向标签之间的间距,如果是以一行标签纸为一页的话,可以不用设置垂直间距。
具体设置如下图:设置完之后可以点击下一步,接下来的打印顺序以及画布背景的设置,如果没有特殊需求默认即可,然后点击完成:在纸张尺寸设置完毕后,我们可以在标签打印软件界面看到所设置好的标签纸画布,如果对纸张尺寸及布局有需要修改的可以点击上方“文档设置”图标,在纸张和布局窗口中来修改相关参数:以上就是在标签打印软件中页面尺寸的设置,在实际打印中,一般都是需要保证软件和打印机中的纸张尺寸一致,才可以正常打印,所以在设置纸张尺寸时,一定要测量好纸张的实际尺寸,保证纸张设置没有问题再进行添加内容。
为了减少成本消耗,也可先打印少量进行测试,无误后进行批量打印。
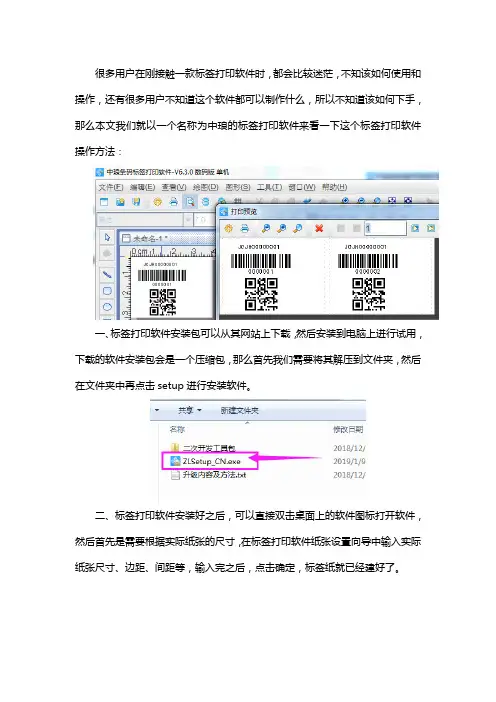
很多用户在刚接触一款标签打印软件时,都会比较迷茫,不知该如何使用和操作,还有很多用户不知道这个软件都可以制作什么,所以不知道该如何下手,那么本文我们就以一个名称为中琅的标签打印软件来看一下这个标签打印软件操作方法:
一、标签打印软件安装包可以从其网站上下载,然后安装到电脑上进行试用,下载的软件安装包会是一个压缩包,那么首先我们需要将其解压到文件夹,然后在文件夹中再点击setup进行安装软件。
二、标签打印软件安装好之后,可以直接双击桌面上的软件图标打开软件,然后首先是需要根据实际纸张的尺寸,在标签打印软件纸张设置向导中输入实际纸张尺寸、边距、间距等,输入完之后,点击确定,标签纸就已经建好了。
三、标签打印软件标签纸设置好之后,下面可以添加内容,中琅标签打印软件中,可以添加的内容比较多,在添加不同对象时,可以先点击左侧工具栏中的
对应图标,然后在画布上绘制对象样式:
这时的数据是软件默认的数据,我们可以通过双击每个对象,在其“图形属性”-“数据源”修改成我们需要添加的数据,其内容添加方法可以是手动输入、数据库导入、序列生成等,在中琅软件中,不管是文本内容还是条码、二维码,其他添加内容的操作方法是一样的。
四、标签内容添加之后,在实际打印之前,可以先点击打印预览并翻页查看核对一下打印效果,看数据是否正确。
预览核对无误的话,可以点击预览页面左上角的打印机图标,然后设置一下开始和结束页码,以及是直接连接打印机还是输出电子版PDF文档等格式,设置完毕后再点击打印就可以啦:
以上就是标签打印软件操作方法的其中一个软件的操作方法,可以大致了解一下标签打印软件设计制作的一个流程,不至于在接触到软件后会手足无措。
还有其他更多的标签打印软件,由于文章有限,就不一一演示了,希望本文可以帮助到大家。
标签打印控制系统的安装与调试作者:王燕燕来源:《电子技术与软件工程》2016年第13期摘要本文根据标签打印控制系统的要求,将元器件进行合理布局,并安装接线。
接线结束后先进行断电检测,确保回路接线正确,再下载程序完成系统的调试。
【关键词】标签打印控制系统安装调试标签打印控制系统主要由s7-200smart、变频器、触摸屏、伺服系统、三相异步电机、双速电机、MCGS和温控系统等组成。
1 标签打印控制系统的安装标签打印控制系统的安装遵循先主电路后控制电路,先强电后弱电的顺序依次展开。
1.1 主电路的安装标签打印控制系统的主电路共有5台电动机,分别为打码电动机M1、上色电动机M2、传送带电动机M3、热封滚轮电动机M4、上色喷涂进给电动机M5。
其中M1为双速电动机,M2、M4为三相交流异步电动机,M3为带速度继电器的三相交流异步电动机,M5为伺服电动机。
主电路安装要求及注意事项如下:(1)根据每台电动机的功率,主电路中的L1、L2、L3、N(U、V、W)分别选用1.0mm2的黄、绿、红、黑四种颜色的BVR导线,接地线选择1.5mm2的黄绿相间的BVR导线。
每根线上要接上合适的压线端子,并套上号码管,标注好线号。
(2)电气控制柜所有的接地线要与公共接地点或接地母排相连。
连接到变频器的任何控制设备都要使用短和粗的导线与其共地,最好采用扁平导体。
减小在高频时产生的阻抗。
(3)电动机的电缆与其它控制电缆的最小距离为500mm,尽可能的避免电动机的电缆与控制电缆长距离平行走线,若两种电缆交叉,则将它们按90°角交叉。
最后用夹子将电动机电缆和控制电缆的屏蔽层固定到安装板上。
(4)为避免电磁波的辐射和传导,变频器的电机电缆须使用屏蔽层的电导至少为每相导线芯的电导的1/10的屏蔽电缆。
1.2 控制电路的安装控制电路的接线图如图1和图2所示,安装要求及注意事项如下。
(1)控制电路的输入和输出信号均采用0.5 mm2的绿色(蓝色)BVR线,每根线上要接上合适的压线端子,并套上号码管,标注好线号。
经常会碰到客户反映这样的情况,标签纸大小一样,只是横竖的方向不一样,这样就不知道怎么去排版了!其实这个操作很简单的,只需要把标签纸旋转一下就解决了这方面的问题了,下面深圳市互信恒科技公司以标签纸张70*50为例。
假设用户需要的是50乘70的,结果标签大小是70乘50的,这个时候怎样进行排版设置一下就解决这方面的问题了,操作步骤如下:
1、先按照实际标签大小设置:
2、将标签纸张旋转一下,如下图设置成横向的:
3、预览,可以看到的结果是50*70,这样只需要旋转一下就解决了这方面的问题了
备注:以上的条码打印软件是bartender9.4,不同的条码打印软件可能会有不同的设置,希望以上的标签设置方法面能够帮到更多的人!。
简介:Label Matrix是一个灵活的排版软件程序,能使你简单、快速的设计你自己的标签。
Label Matrix支持点阵、喷墨、激光、热式打印机等各种类型打印机,可以打印文字、图形、图象、条码,支持可变尺寸的文本和数据库。
由于它所见即所得的图形接口,使设计标签真正变得快速、简单和准确!一旦你设计好标签,你就可以很快将它打印几千枚,或者打印每枚标签时自动从数据库文件中读取数据。
系统要求:Intel 80386以上CPU的计算机Windows3.1或更高的操作系统8—10M硬盘空间8M内存安装Label Matrix:将光盘放入光驱,进入Windows的资源管理器,找到光驱所在的驱动器后,在“lmw40”或“打印软件”的子目录中,双击install(.exe)或setup(.exe)文件开始安装。
或者在“运行”命令中的命令行中输入安装路径和执行文件,单击“OK”或“确定”键。
对于安装过程中出现的对话框,点击对话框中的“Next”或“Yes”(或“OK”)键即可。
运行Label Matrix(以Windows95为例):双击LMW标记进入软件,或按“开始”→“程序”→“strandware”的步骤选择“Label Matrix”项,即出现以下画面。
1.create a new label:创建一个新标签。
2.open a recently used label:打开最近使用过的标签(最多四个)。
3.find an existing label:寻找一个以前创建过的标签。
选择一个所要的项目后点击(OK)键,以后按照使用向导逐步操作即可。
对于本软件的初次使用者,请使用第一个选项:“创建一个新标签”。
步骤一:含四个选项,分别为:1.本软件默认的打印机是×××2.定义纸张尺寸3.从数据库调用信息4.打印标签的数量需要改变的选项,如:本软件默认的打印机(可以不是操作系统默认的打印机)、纸张尺寸等,“√”选中即可。
不干胶标签打印电子秤安全操作规定随着物流行业的不断发展,不干胶标签打印电子秤在生产和仓储物流领域得到了广泛的应用,具备更高的效率和更广泛的适用性,能够大大提高工作效率和企业收益。
不过在使用不干胶标签打印电子秤时,也需要注意安全操作规范,以免因误操作造成安全隐患。
1.使用前的准备工作在使用不干胶标签打印电子秤前,应当对设备进行检查。
首先检查设备是否完好无损,是否需要保养和维修。
其次,检查设备是否与配套设备搭配完好,并严格按照说明书要求连接操作,确保设备的安全可靠。
2.电子秤的使用在使用不干胶标签打印电子秤时,应当根据操作说明步骤进行操作,不得随意更改、拆卸、修理设备。
对于不清楚的操作,应该询问专业技术人员的意见,并在获得确认操作无误后方可进行。
3.操作过程中的注意事项(1)准确称重使用不干胶标签打印电子秤进行称重时,应该注意测量的重量范围,并确保被称重物品摆放平稳,秤台水平,避免不准确的数据记录。
同时,应避免抖动、拍打等造成测量偏差的操作。
(2)避免过度负荷在使用不干胶标签打印电子秤称重时,不要超过仪器的最大负荷额度。
如果确定要进行超量称重,则应提前与厂家沟通和确认。
(3)恰当放置设备不干胶标签打印电子秤应放置于平稳的地面上,避免温度过高或者太低的环境,避免阳光直射及雨淋,以保障设备的正常工作。
同时,电子秤应放置于电磁干扰较小的地方。
(4)适当调节打印机在使用不干胶标签打印电子秤时,应根据所需打印标签的大小、材质、数量、位置等因素选择正确的打印速度、文字大小、字体等打印参数,并适当调节打印机以保障设备的正常工作。
4.设备日常维护除了正常使用以外,不干胶标签打印电子秤还需要进行定时的维护保养,包括清洁、检查、润滑等。
同时也要保证设备存放环境的干燥、防尘,以防设备在日常使用过程中出现故障。
以上就是不干胶标签打印电子秤的安全操作规范,希望每位工作人员在日常工作中都能严格遵守操作规定,并将其运用到生产和日常操作中去,确保设备在正常的状态下发挥出最佳的效率。
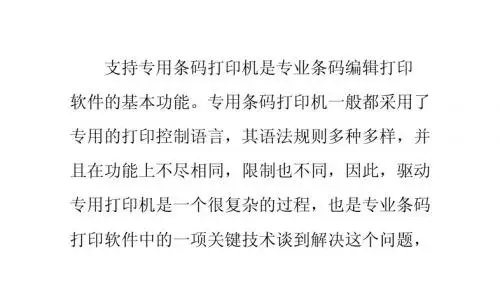
支持专用条码打印机是专业条码编辑打印软件的基本功能。
专用条码打印机一般都采用了专用的打印控制语言,其语法规则多种多样,并且在功能上不尽相同,限制也不同,因此,驱动专用打印机是一个很复杂的过程,也是专业条码打印软件中的一项关键技术
谈到解决这个问题,原理上很简单,就是针对每种品牌的打印机采用相应的指令进行输出就可以了。
但问题是不同品牌打印机的指令差异很大,这就要求专业的条码打印软件可以兼容多种打印指令集。
打印软件需要通过打印机的驱动程序识别出打印机的品牌和型号,从而确定打印机支持的指令集的类型,在标签编辑的过程中,还应该考虑到目标打印机的性能参数,这样才可以尽可能的保证在屏幕上看到的标签格式与打印出来的实际效果尽可能相同。
专业的条码打印软件应尽量发挥专用打印机的性能优势,例如支持打印机内置字体、支持标签格式下载等。
还应尽量保持在不同的打印机上达到相同的输出效果。
对于企业而言,常常会有多个品牌、多种型号的打印机在使用,要保证同一标签在不同的打印机上同样实现准确、高效的打印输出,专业的条码打印软件可以很好地做到这一点。
条码打印机的内置字体一般都是点阵字体,字体的尺寸都是固定的,使用打印机的内置字体,打印速度很快,且文字质量很好。
但绝大多数条码打印机都没有汉字库,汉字打印输出只能依靠打印软件来实现。
对于汉字,条码打印软件是将其转化成图片的方式输出的,也就是通过打印软件将汉字轮换处理成条码打印机可以识别的格式的图片,再发送给打印机。
当然,对于内置了汉字库的条码打印机,同样可以通过打印软件直接发送汉字内码到打印机的方式实现汉字的打印输出。
最常见的问题是在打印过程中由于打印设备和打印介质的限制所产生的条宽度误差。
也就是由于打印机打印方式的不同,可能会在打印的时候出现类似“油墨扩散”的现象,使得条码“条”的尺寸变宽,影响打印的条码的质量。
解决的办法是使用“条码缩减技术”,这种技术是将条码的条宽度按一定的标准进行减小,可以在喷墨打印机上或在无碳复写纸上打印出合格的条码。
以往,这种条码缩减技术是在专业的条码胶片输出软件中才提供的功能,一般只是针对固定的码制按一定的标准进行固定的调整,主要是针对印刷而设计。
现在已经有了可针对不同的打印设备自行调整从而达到最优的输出效果的条码编辑打印软件。
通过这项技术的应用,条码的打印质量大大提高,尤其是在一些打印质量不好的打印机和耗材上输出时,经过调整测试,一样可得到满意的输出效果。