第四章 电化学加工
- 格式:doc
- 大小:34.50 KB
- 文档页数:2



第四章电化学加工1.从原理和机理上来分析,电化学加工有无可能发展成为“纳米级加工”或“原子级加工”技术?原则上要采用哪些措施才能实现?答:由于电化学加工从机理上看,是通过电极表面逐层地原子或分子的电子交换,使之在电解液中“阳极溶解”而被去除来实现加工的,可以控制微量、极薄层“切削”去除。
因此,电化学加工有可能发展成为纳米级加工或原子级的精密、微细加工。
但是真的要实现它,从技术上讲还有相当难度。
主要是由于电化学加工的实质是实现选择性阳极溶解或选择性阴极沉积,只要能把这种溶解或沉积的大小、方向控制到原子级上就可以了。
但是由于它们的影响因素太多,如温度、成分、浓度、材料性能、电流、电压等,故综合控制起来还很不容易。
2.为什么说电化学加工过程中的阳极溶解是氧化过程,而阴极沉积是还原过程?答:从电化学过程来说,凡是反应过程中原子失去电子成为正离子(溶入溶液)的,称为氧化,反之,溶液中的正离子得到电子成为中性原子(沉积在阴极上)的称为还原,即由正离子状态还原成为原来的中性原子状态。
例如在精炼电解铜的时候,在电源正极上纯度不高的铜板上的铜原子在电场的作用下,失去两个电子成为Cu2+正离子氧化而溶解入CuCl2 溶液,而溶液中的Cu2+正离子在阴极上,得到两个电子还原成为原子而沉积在阴极上。
3.原电池、微电池、干电池、蓄电池中的正极和负极,与电解加工中的阳极和阴极有何区别?两者的电流(或电子流)方向有何区别?答:原电池、微电池、干电池和蓄电池中的正极,一般都是较不活泼的金属或导电体,而其负极,则为较活泼的金属。
例如干电池,正极为不活泼的石墨(碳)棒,负极为活泼金属锌,蓄电池的正极是不活泼的铅。
金属与导电液体形成的微电池中的正极往往是不活泼的碳原子或杂质。
两种活泼程度不同的金属(导电体)在导电溶液中发生电化学反应能产生电位差,电位较正的称为“正极”,流出电流(流入电子流),电位较低的流入电流(流出电子流)。
电解加工时人为地外部加以电源,接电源正极称阳极,接电源负极的称阴极,阳极表面流出电流(流入电子流),阴极表面流入电流(流出电子流),两者的方向仍一致,见图4-1。
一、名词解释
1.混气电解加工
2.电极的极化
3.电化学当量
4.钝化和活化
二、选择题
1.电解加工中常用电解液的净化方法是()
A.自然沉淀法和介质过滤法B.介质过滤法和离心过滤法
C.自然沉淀法和离心过滤法D.离心过滤法
2.需加工一批叶片型面,精度为0.1mm,表面粗糙度R a<0.4μm,应选用(,,)A.电火花成形加工B.三维线切割加工
C.电解加工D.化学加工
3.一批不锈钢内齿轮,需去除插齿时留在端面上的毛刺,应选用()
A.电解去毛刺B.磨削喷射去毛刺
C.挤压珩磨去毛刺D.液力加工去毛刺
4.下列特种加工方法中,工具不.损耗的加工方法是(,,)
A.电火花加工厂B.电解磨削
C.超声加工D.离子束加工
5.下列特种加工方法中,属于电化学加工范畴的是()
A.电解加工、电铸B.电解研研磨、光刻
C.蚀刻、涂镀D.表面改性、电解磨削
6.电解加工( )
A.生产效率较低
B.加工表面质量较差
C.加工精度不太高
D.工具电极损耗
三、填空题
1.工件为铁,工具为铜,在NaCl电解液中进行电解加工时,阳极生成,阴极生成H2,但电解液内最终生成物是
2.电解加工中钝化现象产生的原因中,主要的是和两种。
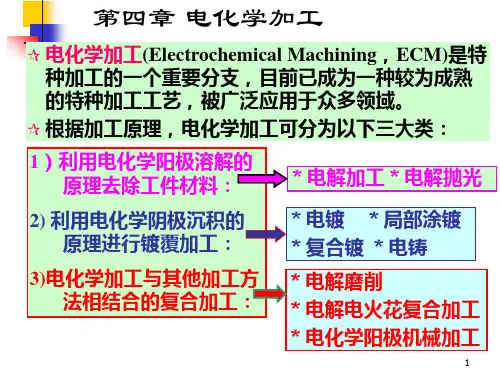
3.电化学加工包括从工件上去除金属的和向工件上沉积金属的两大类。
4.电解磨削的原理是和。
5.电解加工常用的直流电源为和。
四、简答题
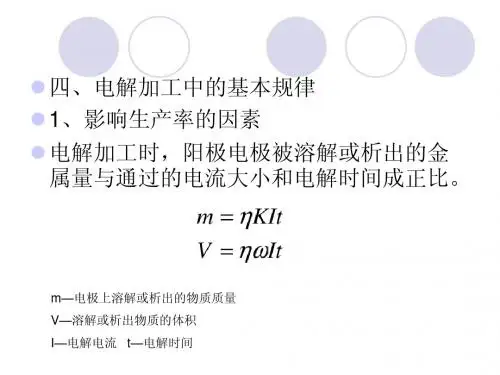
1.用NaCl电解液加工低合金钢(体积电化当量ω=2.22mm3/A·min),当电流为900A时,加工4min,求工件去除体积V是多少?
2.对电解加工机床有什么特殊要求
3.电解加工(如套料、成形加工等)的自动进给系统和电火花加工的自动进给系统有何异同?为什么会形成这些不同?
4.电解加工时的电极间隙与电火花加工时的电极间隙在特性上有何不同?。