2-4铸钢
- 格式:ppt
- 大小:566.00 KB
- 文档页数:10


材料名称密度(克/厘米3) 灰口铸铁6。
6~7。
4 白口铸铁7。
4~7。
7 可锻铸铁7。
2~7.4 铸钢7.8 工业纯铁7.87 普通碳素钢7.85 优质碳素钢7。
85 碳素工具钢7。
85 易切钢7.85 锰钢7。
81 15CrA铬钢7。
74 20Cr、30Cr、40Cr铬钢7。
82 38CrA铬钢7。
8 铬钒、铬镍、铬镍钼、铬锰、硅、铬锰硅镍、硅锰、硅铬钢7.85 铬镍钨钢7。
8 铬钼铝钢7。
65 含钨9高速工具钢8.3 含钨18高速工具钢8.7 高强度合金钢7。
82 轴承钢7。
81 不锈钢0Cr13、1Cr13、2Cr13、3Cr13、4Cr13、Cr17Ni2、Cr18、9Cr18、Cr25、Cr28 7.75 0Cr18Ni9、1Cr18Ni9、Cr18Ni9Ti、2Cr18Ni9 Cr14、Cr17 7。
7 4-0。
3、4-4-4锡青铜8。
9 1Cr18Ni11Si4A1Ti 7.52 7铝青铜7。
8 19—2铝青铜9—4、10—3-1.5铝青铜7。
5 9-4、10-3-1.5铝青铜7.5 10—4-4铝青铜7.46 铍青铜8。
3 3-1硅青铜8。
47 1-3硅青铜8.6 1铍青铜8.8 0.5镉青铜8.9 0。
5铬青铜8。
9 1。
5锰青铜8。
8 5锰青铜8.6 白铜B5、B19、B30、BMn40—1。
5 8.9 BMn3—12 8.4 BZN15-20 8。
6 BA16—1.5 8。
7 BA113-3 8。
5 纯铝2.7 防锈铝LF2、LF43 2.68 LF3 2.67 LF5、LF10、LF11 2.65 LF6 2.64 LF21 2.73 硬铝L Y1、L Y2、L Y4、L Y6 2。
76 L Y3 2.73 L Y7、L Y8、L Y10、L Y11、L Y14 2。
8 L Y9、L Y12 2。
78 L Y16、L Y17 2.84 锻铝LD2、LD30 2。
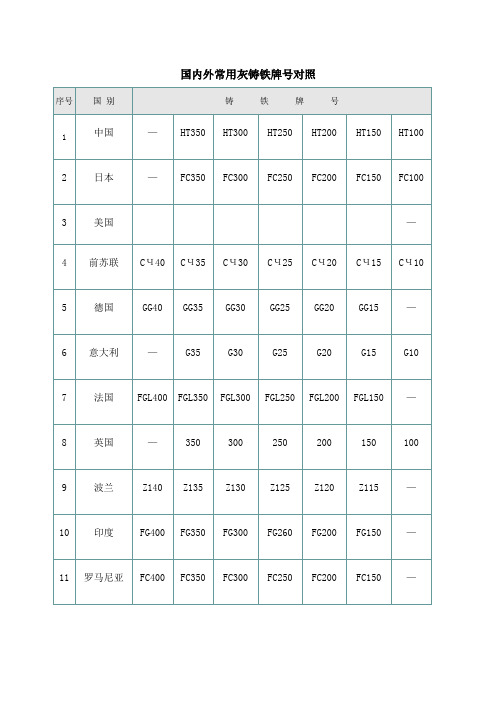
7 LD4 2.7灰铸铁 HT100~HT350 6。

熔敷金属及热影响区夏比V 型缺口室温冲击试验;(3)焊接试件的材料为合金钢时,A 级锅炉锅筒的对接焊缝,工作压力大于或者等于9.8MPa 或者壁温大于450℃的集箱类部件、管道的对接焊缝,A 级锅炉锅筒、集箱类部件上的管接头的角焊缝,在焊接工艺评定时应当进行金相检验4.3.2.3 试验结果评定附加要求(1)全焊缝金属拉力试样的试验结果应当满足母材规定的抗拉强度Rm 或者屈服强度R p0.2;(2)金相检验发现有裂缝、疏松、过烧和超标的异常组织之一者,即为不合格;仅因有超标的异常组织而不合格者,允许检查试件再热处理一次,然后取双倍试样复验(合格后仍须复验力学性能),全部试样复验合格后才为合格4.3.2.3 焊接工艺评定文件(1)施焊单位应当按照产品焊接要求和焊接工艺评定标准编制用于评定的焊接工艺指导书(PWP S),经过焊接工艺评定试验合格,形成焊接工艺评定报告(P QR),制订焊接工艺规程(WPS)后才能进行焊接;(2)焊接工艺评定完成后,焊接工艺评定报告和焊接工艺规程应当经过制造单位焊接责任工程师审核,技术负责人批准后存入技术档案,保存至该工艺评定失效为止,焊接工艺评定试样至少应当保存5年4.3.3 焊接作业 4.3.3.1 基本要求(1)受压元件焊接作业应当在不受风、雨、雪等影响的场所进行,采用气体保护焊施焊时应当避免外界气流干扰,当环境温度低于0℃时应当有预热措施;(2)焊件装配时不得强力对正,焊件装配和定位焊的质量符合工艺文件的要求后才能进行焊接。
4.3.3.2 氩弧焊打底 下列部位应当采用氩弧焊打底:(1)立式锅壳锅炉下脚圈与锅壳的连接焊缝; (2)有机热载体锅炉管子、管道的对接焊缝; (3)油田注汽(水、油)锅炉管子的对接焊缝。
(4)A 级高压以上锅炉,锅筒和集箱、管道上管接头的组合焊缝,受热面管子的对接焊缝、管子和管件的对接焊缝,结构允许时应当采用氩弧焊打底4.3.3.3 受压元件对接(1)锅筒(锅壳)纵、环缝两边的钢板中心线应当对齐,锅筒(锅壳)环缝两侧的钢板不等厚时,一般应当采用中心线对齐,也允许一侧的边缘对齐;(2)名义壁厚不同的两元件或者钢板对接时,两侧中任何一侧的名义边缘厚度差值若超过本规程4.3.4.4规定的边缘偏差值,则厚板的边缘应当削至与薄板边缘平齐,削出的斜面应当平滑,并且斜率不大于1:3,必要时,焊缝的宽度可以计算在斜面内,参见图4-1;图4-1 不同厚度钢板(元件的对接)4.3.3.4 焊缝边缘偏差锅筒(锅壳)纵、环向焊缝以及封头 (管板)拼接焊缝或者两元件的组装焊缝的装配应当符合以下规定:(1)纵缝或者封头(管板)拼接焊缝两边钢板的实际边缘偏差值不大于名义板厚的10%,且不超过3m m;当板厚大于100mm 时,不超过6mm;(2)环缝两边钢板的实际边缘偏差值 (包括板厚差在内)不大于名义板厚的15%加1mm ,且不超过6mm;当板厚大于100mm 时,不超(a)纵缝(b)环缝δ—名义边缘偏差;t 1—薄板厚度;t 2—厚板厚度;L —削薄的长度。

德国钢铁产品牌号表示方法发布时间: 2007-5-7 15:34:20 浏览次数: 316DINDeutsche Indutrie Normen标准是德国标准化协会Deutsche Institut fur Normung缩写DIN制定的.DIN标准的钢号表示方法有17006和DIN17007数字系统W-Nr两种.DIN17006系统钢号表示方法如下:一、钢类为非合金钢钢号表示方法第1类表示熔炼方法;第2类表示原始特征;第3类表示主体符号;第4类表示主体数值;第5类表示保证范围;第6类表示状态;第7类表示抗拉强度值1 熔炼方法B:炉 LE:电弧炉 SS:焊接用 W:转炉代用E:一般电炉 M:平炉 T:托马斯附加字母:B—碱性I:感应电炉 PP:熟铁 T i:坩锅 Y—酸性2 原始特征A:耐时效L:耐碱脆S:可熔焊G:含较高的P、S P:可压焊可锻焊U:沸腾H:半镇静钢Q:可冷镦压挤、冷变形Z:可拉伸K:含较低的P、S R:镇静3 主体符号St:以材料强度表示此法仅适用非合金钢C:以化学成分表示此法适用非合金钢的其他性能比抗拉强度更重要或需进行热处理时,如渗碳、调质,按照不同质量及用途可在C后冠以字母K,m,f,g等Cm:控制P、S~ Cf:表示淬火Cg:冷镦用Ck:控制P、S4 主体数值St法:表示抗拉强度下限值C法:以万分之几表示含碳量5 保证范围1.屈服点心7.屈服点、弯曲、顶锻及冲击韧性2.弯曲或顶锻8.高温强度或蠕变强度与上述非合金状态表示方法相同A 回火HI 表面高频淬火B 经过处理获最好K 经过加工冷轧的可削性N 正火E 渗碳淬火NT 渗氮G 软化退火S 消除应力退火H 淬火U 未经热处理HF 表面火焰淬火 V 调质三、钢类为高合金钢钢号表示方法第1类表示高合金钢符号;第2类表示含碳量;第3类表示主要合金元素;第4类表示合金元素含量1 高合金钢符号钢号冠以“X”,如果含碳量无关紧要,则X可省略2 含碳量以万分之几表示3 主要合金元素用化学元素符号表示,按含量多少依次排列4 合金元素含量以百分之几表示按四舍五入化整数四、钢类为碳素工具钢钢号表示方法第1类表示钢种符号;第2类表示含碳量;第3类表示类号1 钢种符号冠以C2 含碳量以万分之几表示3 类号标W表示碳素工具钢:W1、P、S≤%W2、P、S≤%W3、P、S≤%WS 特殊用途五、钢类为高速工具钢钢号表示方法第1类钢种符号;第2类合金元素;第3类合金元素含量1 钢种符号一律冠以S2 合金元素按WMoVCo次序排列,Cr不表示3 合金元素含量以百分之几表示,数字之间用“”隔开如1245:不含Mo-用0表示;不含Co-不用0表示;不含Cr-规定4%六、钢类为铸钢钢号表示方法第1类钢种符号;第2类浇注工艺;第3类钢牌号1钢种符号在钢号前冠以GS或G为铸钢2 浇注工艺K-铸模浇注;Z-离心浇注3 钢牌号St表示有非合金铸钢C表示有非合金、低合金例:如牌号C10中C表示非合金、低合金七、钢类为铸铁钢号表示方法铸铁分为灰口铸铁、球墨铸铁、可锻铸铁、合金耐腐铸铁、奥氏体铸铁一灰口铸铁第1类钢种符号;第2类抗拉强度表示方法;第3类试样代号1 钢种符号灰口铸铁冠以GG2 表示抗拉强度最小值用二位数字:如153 试样代号:C-为单铸试样A-为未规定附铸试样的型式K-为K型附铸试样H-为H型附铸试样二球墨铸铁第1类钢种符号;第2类抗拉强度表示方法1 钢种符号球墨铸铁冠以GGG2 表示抗拉强度最小值用二位数字:如50三可锻铸铁第1类钢种符号;第2类抗拉强度表示方法;第3类伸长率表示方法1钢种符号可锻铸铁冠以:GTS-为黑心可锻铸铁或不脱碳退火可锻铸铁GTW-为白心可锻铸铁或脱碳退火可锻铸铁2 抗拉强度最小值是以前二位数字表示的,如353 伸长率的最小值是以后二位数字表示的,如10四合金耐腐铸铁第1类钢种符号;第2类类别代号;第3类合金元素表示;第4类Cr-3供应条件:标A-保证化学成分;标M-保证性能;标H-保证淬透性;4含碳量:以万分之几表示平均值二、钢类为合金结构钢弹簧钢轴承钢第1类表示类别号;第2类表示分组顺序号;第3类表示供应条件;第4类表示含碳量1类别号:以5~9表示2分组顺序号:与第一位数字共同表示合金系列组别3供应条件:标A-保证化学成分;标M-保证性能;标H-保证淬透性4含碳量:以万分之几表示平均值三、钢类为不锈钢包括耐热钢、阀门钢第1类表示类别号;第2类表示分组顺序号;第3类表示钢符号;第4类表示区别号1类别号:3-奥氏体不锈钢;4-马氏体和铁素体不锈钢2分组顺序号:多数常用牌号与AISI数字体系相同,如053钢符号:一律冠以S4区别号:01-表示每种钢的基本成分,范围规定较宽11~99-表示在基本成分基础上,增加一种元素,调整含碳量,或对某元素含量范围要求较严及有特殊要求的特定钢四、钢类为工具钢第1类表示钢符号;第2类表示材料类别;第3类表示顺序号1钢符号:钢号一律冠以B2材料类别:高速工具钢热作工作钢冷作工具钢耐冲击工具钢水淬工具钢特殊用钢注:上述材料类别的表示方法与美国AISI工具钢相同3顺序号:如6表示其顺序号五、铸铁铸铁分灰口铸铁、球墨铸铁、可锻铸铁、耐蚀铸铁一灰口铸铁钢号表示方法:如:180用三位数字表示抗拉强度值二球墨铸铁钢号表示方法:如420/12420表示最小抗强度值;12表示最小延伸率的百分数三可锻铸铁钢号表示方法:如 P690/2P:表示前缀,可锻铸铁前缀一律冠以B-表示API 美国石油学会标准AWS 美国焊接协会标准SAE 美国机动车工程师协会标准MIL 美国军用标准美国联邦政府标准对上述标准难以一一介绍他们的牌号表示方法.本书只对使用比较广泛的ANSI,ASTM,SAE和AISI几种标准的牌号表示方法,作重点介绍.一 ANSI美国国家标准牌号表示方法1. 标准代号+字母类号+序号+颁布年份如:ANSI 19822. 标准代号+断开号+原专业标准号+序号+颁布年份如:ANSI/UL 560-19803. 如果某个ANSI标准在内容上有补充,其补充件的表示方法是在原标准序号的后面加一英文小写字母.a表示第一次补充,b表示第二次补充.如:ANSI 家用煤气转换燃烧器.ANSI 家用煤气转换燃烧器第一次补充件4. 对于经过复审,被重新确认为继续有效的ANSI标准,一般在该标准号后面注确认年份.如:ANSI R 1983,表示1972年的ANSI 标准在1983年复审后,重新确认有效,其内容毫无变化.5. ANSI标准的分类ANSI标准采用字母和数字混合分类法.其中,字母表示大类,数字表示小类.如:B—机械,B1—螺纹.ANSI标准一级类目字母代号如下表:A B C D F G H J K L M MC MD建筑机械电气与电子公路交通与安全食品与饮料黑色冶金材料与冶金学有色冶金材料与冶金学橡胶化工纺织矿业计量与自动控制医疗器械MHNOPPHSSEWXYZZ109Z98材料装运原子核木材纸浆与造纸摄影与电影声学、振动、机械冲击与录音防盗设备焊接情报系统制图、符号与缩写杂项皮革绝热材料二ASTM标准中铸铁、铸钢和锻钢表示方法见下表.材料名称牌号组成说明有些钢号中间插入B或L:B—含硼钢,L—含铅钢.末尾加“H”时,表示对淬透性有一定要求的钢种.有些加前置字母“M”或“MT”:M—机械级,MT—机械用管材.四不锈钢和耐热钢牌号表示方法这类钢材主要采用AISI标准的编号系统,牌号由三位阿拉伯数字组成,第一位数表示钢的类别.第二、三位数表示顺序号.钢的类别号:1—沉淀硬化不锈钢,2—Cr-Mn-Ni-N 奥氏体钢,3—CrNi 奥氏体钢,4—高铬马氏体和低碳高铬铁素体钢,5—低碳马氏体钢.五 ASTM/SAE工具钢牌号表示方法ASTM和SAE标准中工具钢牌号由材料类别字母加数字顺序号组成.例如A10、D7和F2等.其类别字母含义见本节英国部分中“英国和美国标准中工具钢材料类别代号说明”.六 UNS编号系统UNS是“UNFIED NUMBERING SYSTEM”统一编号系统的缩写.这是由美国机动车工程师学会SAE和美国材料与试验协会ASTM于1967年共同设计的一种简便的编号系统,其目的在于代替或至少补充现行各标准的产品牌号系统.目前该编号系统已在SAE和ASTM标准中形成文件加以详细说明.SAE标准号为J1086,ASTM标准号为E527,名称为“金属和合金编号推荐方法UNS”.UNS编号系统的编号方法是由一个字母和五位数字组成.UNS编号系统使牌号的对照比较简单明了,但并非各国所有的牌号都能在UNS编号系统中找到相同或相似的牌号.这是因为UNS编号系统基本上是反映美国的状况,而且目前UNS编号数量还有限,加上各国在合金化物点、要求等方面情况各异,所以,美国以外的众多外国牌号,尚不能在UNS编号系统中找出相同或相似的牌号.UNS系统工分18大类,见下表.有色金属和合金黑色金属和合金A00001~A99999 铝和铝合金C00001~C99999 铜和铜合金E00001~E99999 稀土和稀土类合金细分18小类L00001~L99999 低熔点金属和合金细分14小类M00001~M99999 其他有色金属和合金细分12小类N00001~N99999 镍和镍合金P00001~P99999 精密金属和合金细分8小类R00001~R99999 活性和耐热金属与合金Z00001~Z99999 锌和锌合金D00001~D99999 规定机械性能的钢F00001~F99999 灰铸铁、可锻铸铁、珠光体可锻铸铁、球墨铸铁G00001~G99999 AISI和SAE碳素钢和合金钢工具钢除外H00001~G99999 AISI H-钢J00001~J99999 铸钢工具钢除外K00001~K99999 其他钢材和黑色合金S00001~S99999 耐热钢和耐腐蚀不锈钢T00001~T99999 工具钢W00001~W99999 金属焊料、药皮焊条和管形电极按焊接熔敷金属成分分类。