自动喂料系统规范安装演示图
- 格式:ppt
- 大小:4.79 MB
- 文档页数:25
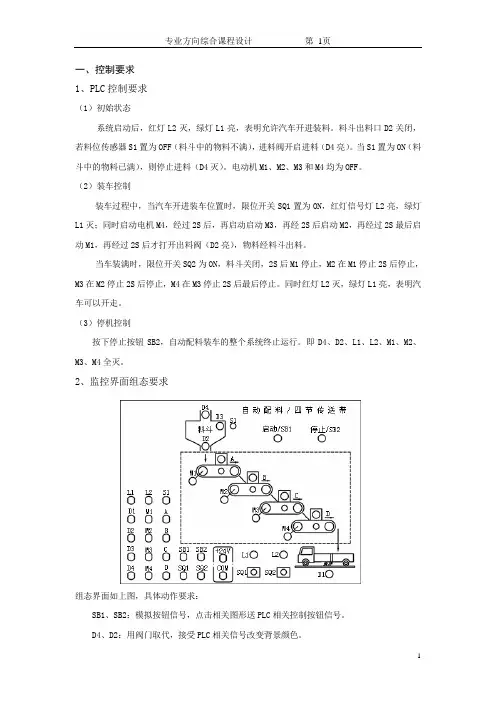
一、控制要求1、PLC控制要求(1)初始状态系统启动后,红灯L2灭,绿灯L1亮,表明允许汽车开进装料。
料斗出料口D2关闭,若料位传感器S1置为OFF(料斗中的物料不满),进料阀开启进料(D4亮)。
当S1置为ON(料斗中的物料已满),则停止进料(D4灭)。
电动机M1、M2、M3和M4均为OFF。
(2)装车控制装车过程中,当汽车开进装车位置时,限位开关SQ1置为ON,红灯信号灯L2亮,绿灯L1灭;同时启动电机M4,经过2S后,再启动启动M3,再经2S后启动M2,再经过2S最后启动M1,再经过2S后才打开出料阀(D2亮),物料经料斗出料。
当车装满时,限位开关SQ2为ON,料斗关闭,2S后M1停止,M2在M1停止2S后停止,M3在M2停止2S后停止,M4在M3停止2S后最后停止。
同时红灯L2灭,绿灯L1亮,表明汽车可以开走。
(3)停机控制按下停止按钮SB2,自动配料装车的整个系统终止运行。
即D4、D2、L1、L2、M1、M2、M3、M4全灭。
2、监控界面组态要求组态界面如上图,具体动作要求:SB1、SB2:模拟按钮信号,点击相关图形送PLC相关控制按钮信号。
D4、D2:用阀门取代,接受PLC相关信号改变背景颜色。
M1、M2、M3、M4:接收PLC的4台电机运行信号,分别点亮4个灯(即背景颜色),若能让该圆圈有旋转动感更好。
料斗:可用水箱或其他图形替代,在D4开启时,其中的料位动态上升,当D2开启时,其中的料位动态下降,同时开启,料位上升但较慢。
当料位到一定值,反馈给PLC一信号,表示物料满,也就是控制要求中的S1。
卡车:开始停在最右方,当允许开进进料时水平左移,到M4下方(检测坐标)送PLC到位信号(SQ1),装料时卡车上最好能动态显示物料高度上升,到一定高度送PLC一信号(SQ2),皮带:静止,但在工作时,其上最好有物料在移动,在该物料的动作应该有向右和向下的动作。
L1、L2:根据PLC信号亮灭。
二、PLC部分(1)PLC系统硬件配置利用实验室设备进行课题设计,选用西门子S7——300PLC。
猪场自动化喂料系统的组成和运行原理随集约化养猪模式的快速发展,自动化饲喂系统的优势越发明显,以高效,节省人工,迅速提升经济效益受到广大养殖场的青睐,对其猪场效益发挥着重要的作用。
自动化喂料系统适用于各阶段的猪群,也是现阶段主流的喂养模式,可以实现精准喂料,大大解放人力的投入,让人们更多的去关注提升猪场的整体效益。
(一)自动化饲喂系统的组成自动化饲喂系统总体是一个储料、上料、输料、下料四部分。
由plc型电控箱及程序系统配合完成。
通过料塔进行储料,保证饲料的新鲜,干净;再通过上料设备(塞片主机、绞龙主机)带动赛盘链条或者绞龙将饲料进行输送,猪舍内部安装下料装置,比如三通、定量桶等进行饲料投放。
定量桶的使用可以有效控制饲料量的投放以及定时进行投放。
(二)自动化饲喂系统的运行原理电脑端设有工作程序,上料主机以及料线位置最后一个下料口会安装传感器,见料启停感应方式让饲料正常运转到猪舍。
饲料在经过定量桶的时候会逐个下满,等猪舍内全部上满饲料之后,在进行统一下料,减少了猪群的应激,实现了精准投放,还能及时观察猪只的采食情况,了解猪只的健康情况。
自动化饲喂系统在猪场生产中凸显的优势在于:1、实现集中饲料管理,可以实现远距离输送,整个喂料过程操作简单,大大解放了人工的投入,节约了成本。
2、改善了猪舍环境,减少饲料浪费。
整个输送饲料的过程封闭,减少了猪舍内的粉末含量,给猪只定时定量的饲喂,减少了猪只对饲料的浪费,同时还增加了猪只的饲料利用率,大大节省饲料的成本。
3、避免了人工饲喂带来的猪群骚动,减少了猪群应激情况,增强母猪的体况,让母猪的膘情可以得到有效的控制,提高仔猪成活率,并提高了母猪的产能。
养猪场要适度选用养猪设备,提高养猪的生产效率,促进整体养猪水平的提高,是我国规模养猪所面临的严峻考验,要根据自己猪场的实际情况灵活布局。
简述SQ31型切丝机的喂料系统SQ31型切丝机喂料系统是指将物料输送至上下排链处的喂料装置。
标签:喂料;送料;布料;导料SQ31型切丝机喂料系统主要有水平喂料方式与垂直喂料方式。
下面介绍水平喂料方式与垂直喂料方式的结构组成与工作原理。
一、水平喂料水平送料裝置采用送料振槽,有两种结构形式,一种为送梗振槽,另一种为送叶振槽。
两种振槽的工作原理相同,但结构形式、外形尺寸不同。
(一)结构及特点SQ31型切丝机水平喂料方式的送料振槽结构主要有:装料槽体为不锈钢材料制成,电机皮带轮、传动装置皮带轮为铸铁件,组装时应注意保证传动皮带轮的传动中心在同一平面内;簧片为特殊材料制成,有一定的弹性及刚度;振槽支架的底部装有脚轮,送料振槽通过脚轮移动,在清洁和维修时能拉开,因此在送料振槽后边必须有一段400mm的空间。
送料振槽装料槽体的出料口高出下铜排链50mm.送料振槽与切丝机的连接,通过两端连接锁扣稳固连接。
送料振槽主要具有以下特点:1.结构紧凑,体积小,便于调整维修。
2.装有脚轮,在清洁和调整维修时可自由移动。
3.振幅、频率可以调整。
4.使用连接锁扣与机架连接,快捷可靠。
5.光电开关、超声波传感器可控制输送物料高度,输送物料稳定、可靠,并可根据实际情况调整。
(二)工作过程送料振槽由电机通过三角皮带传动驱动。
电机的输出轴驱动小皮带轮,小皮带轮通过三角皮带传动大皮带轮,大皮带轮驱动传动装置主轴。
主轴上设有两个偏心圆桂。
送叶振槽偏心圆柱上分别有5个定位螺孔,每个定位螺孔均编有编号,每组相应定位螺孔的偏心距大小相等方向相反。
送梗振槽偏心圆柱上分别有7个定位螺孔,每个定位螺孔均编有编号,一组偏心圆柱驱动装料槽体,另一组偏心圆柱驱动平衡体,在不同数字处偏心距是不同的,从而实现装料槽体有不同的振幅。
必须注意在安装调整时两偏心圆柱编号应一一对应。
簧片与水平面成一定夹角,其分别固定支撑槽体、平衡体。
当振槽小车在传动装置的驱动下按一定方向谐振时,平衡体也同时与槽体做方向相反、振幅相等的谐振,从而使得槽体的惯性力与平衡体的惯性力保持相互平衡,减少了振体传给机架的振动。
基于MCGS的养殖场自动喂料控制系统的设计-机电论文基于MCGS的养殖场自动喂料控制系统的设计尹余琴金濯董鹏程黄敏(江苏农牧科技职业学院农业工程系,江苏泰州225300)【摘要】针对目前规模化养殖业喂料中存在物料残留和污染严重的现状,本文提出了采用MCGS组态软件进行喂料控制系统的实时监控的方案,首先进行自动喂料控制系统的整体结构设计,然后进行控制系统的组态画面设计,并通过变量的设定和连接实现实时运行的监控。
关键词养殖场;自动喂料;MCGS0 引言在规模化养殖业中自动喂料系统是主要的喂饲设备,其性能关系到养殖业生产的质量和效益,它应具备适时控制料槽中饲料的量,而且使不易污染饲料等特点。
基于这样的特定要求,采用MCGS组态软件为自动喂料控制系统进行实时监控,模拟仿真自动喂料的运行状态及相关硬件环境和物料多少,当发生故障或物料不足时进行声光报警,提醒饲养员进行处理,这样可以极大限度的将饲养员从喂料的高强度劳动中解放出来,具有一定的实用价值。
1 自动喂料控制系统的整体结构设计系统的总体布局如图1所示,主要由储料仓、料槽、挡料板、交流电机驱动的皮带传动装置、伺服电机、报警装置、PLC及MCGS等组成。
其中储料仓置于养殖圈的端部,其底部采用漏斗形状设计,并安装一个光电传感器,用来检测储料箱是否有料,当没有物料时,会发出声光报警,提醒饲养员进行装料;如果储料仓有料,而某一料槽没料,控制系统将通过伺服电机驱动螺旋推料杆将物料推出送到传送带上,传送带通过交流电机的驱动到相应的料槽位置停止,再通过推杆将物料推至料槽中;料槽采用无盖的长方体盒,一半布置在养殖圈里面,方便养殖动物的进食,一半伸出养殖圈的外面,方便放料,料槽的多少可以根据实际需要进行增减,料槽下面有称重传感器,根据设定重量的多少确认是否需要进行加料。
控制系统主要由西门子S7-200 CPU226型的PLC来实现。
该自动喂料系统的工作过程是:当系统处于初始状态时,检测储料仓和各料槽中物料余量,是否达到设定要求,如果储料仓中料不足,则产生报警,蜂鸣器响;如储料仓中料量足够,料槽中的料量低于设定值,则也产生报警,警示灯以1Hz的频率闪烁;饲养员接到报警信号,可以迅速判断报警原因,如果是储料仓缺料,则手动添加物料,当储料仓中物料足够了,饲养员可以按下操作面板上的系统启动,则启动伺服电机,带动螺旋出料杆转动,在储料仓的出料口放出物料,同时启动变频器驱动交流电机,带动传送带传动饲料,哪个料槽无料,相应的挡料板倾斜45°伸出,皮带上的物料由此引入相应的料槽,若料槽料满,挡料板恢复原状,伺服电机反转退回残料,然后停止,同时交流电机也停转,皮带停止传送,系统进入待机状态。
自动喂料线安装、使用和维护一、自动喂料系统整体介绍随着集团倍增计划的推进,日后养户的养殖量将日益增加,而养鸡日常的主要工作量就是喂料,所调查,一个人喂5000只鸡,一次就需要1个小时,如果养殖量增加到1.5万只鸡,一个人喂料时间就需要3个小时,如果一天喂三次,一天就得发9个小时在喂料上。
在这种情况下,使用自动喂料系统更显得重要。
使用自动喂料后提高多少喂料效率?不同养户的使用习惯可能有所不同,设备的性能发挥得也不一样,这里有一组数据可供参考,集团的一个养殖小区,使用自动喂料系统后,两个人可以养殖5万多只鸡,人均养殖量2.5万只。
这是原有的养殖模式无法实现的。
作为倍增计划的一项重要措施,自动喂料系统的推广将对倍增计划的有效实施起到重大的推进作用。
(一)自动喂料系统电控工作原理基本介绍自动喂料系统的电控系统主要由交流接触器、传感器、开关、指示灯等组成。
它主要的工作原理是由料位传感器控制交流接触器的闭合,进而控制电机通电与断电。
如图所示,当料位传感器闭合,交流接触器内部的线圈通电,当线圈通电时,静铁芯产生电磁吸力,将动铁芯吸合,由于触头系统是与动铁芯联动的,因此动铁芯带动两条动触片同时运行,触点闭合,从而接通电源。
当料位传感器断开,线圈断电,吸力消失, 动铁芯联动部分依靠弹簧的反作用力而分离,使主触头断开,切断电源,电机停止转动。
这就是自动喂料系统的基本电路控制原理,而各厂家控制系统上增加的变压器、电压指示、按扭开关、前端料箱传感器等,都是围绕这个电控原理进行一些增加的附助功能配件。
我们了解了电控原理后,也就懂得了如何进行电控系统的维护维修。
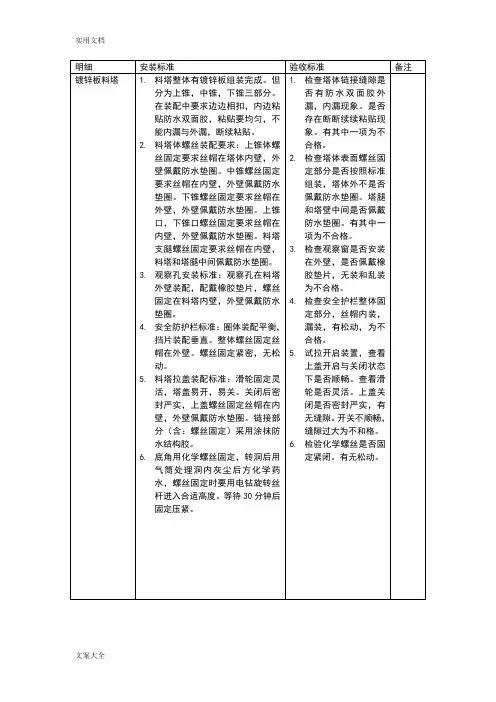
目前养户使用的自动喂料系统在养殖行业内又叫盘式自动喂料系统,它主要由料箱、输料管道、螺旋弹簧、料盘、悬挂升降装置、驱动装置、电控系统等组成。
1、料箱;2、滑轮;3、链条;4、钢丝绳;5、调绳夹;6、升降绞盘、7、绞盘摇把;8、输送料管;9、料盘;10、驱动部分图自动喂料系统整体图自动喂料系统的主要工作原理是在电机的驱动下,输料管道内的螺旋弹簧绞龙不继旋转,推动饲料输送到各料盘。

自动喂料线安装、使用和维护自动喂料线安装、使用和维护一、自动喂料系统整体介绍随着集团倍增计划的推进,日后养户的养殖量将日益增加,而养鸡日常的主要工作量就是喂料,所调查,一个人喂5000只鸡,一次就需要1个小时,如果养殖量增加到1.5万只鸡,一个人喂料时间就需要3个小时,如果一天喂三次,一天就得发9个小时在喂料上。
在这种情况下,使用自动喂料系统更显得重要。
使用自动喂料后提高多少喂料效率?不同养户的使用习惯可能有所不同,设备的性能发挥得也不一样,这里有一组数据可供参考,集团的一个养殖小区,使用自动喂料系统后,两个人可以养殖5万多只鸡,人均养殖量2.5万只。
这是原有的养殖模式无法实现的。
作为倍增计划的一项重要措施,自动喂料系统的推广将对倍增计划的有效实施起到重大的推进作用。
(一)自动喂料系统电控工作原理基本介绍自动喂料系统的电控系统主要由交流接触器、传感器、开关、指示灯等组成。
它主要的工作原理是由料位传感器控制交流接触器的闭合,进而控制电机通电与断电。
如图所示,当料位传感器闭合,交流接触器内部的线圈通电,当线圈通电时,静铁芯产生电磁吸力,将动铁芯吸合,由于触头系统是与动铁芯联动的,因此动铁芯带动两条动触片同时运行,触点闭合,从而接通电源。
当料位传感器断开,线圈断电,吸力消失, 动铁芯联动部分依靠弹簧的反作用力而分离,使主触头断开,切断电源,电机停止转动。
这就是自动喂料系统的基本电路控制原理,而各厂家控制系统上增加的变压器、电压指示、按扭开关、前端料箱传感器等,都是围绕这个电控原理进行一些增加的附助功能配件。
我们了解了电控原理后,也就懂得了如何进行电控系统的维护维修。
目前养户使用的自动喂料系统在养殖行业内又叫盘式自动喂料系统,它主要由料箱、输料管道、螺旋弹簧、料盘、悬挂升降装置、驱动装置、电控系统等组成。
1、料箱;2、滑轮;3、链条;4、钢丝绳;5、调绳夹;6、升降绞盘、7、绞盘摇把;8、输送料管;9、料盘;10、驱动部分图自动喂料系统整体图自动喂料系统的主要工作原理是在电机的驱动下,输料管道内的螺旋弹簧绞龙不继旋转,推动饲料输送到各料盘。
机电一体化系统课程设计题目:牛舍自动喂食系统设计内装:1. 设计说明书一份2.程序设计图两份小组成员:冯新安2012012945李章兵2012012946杨侃专业年级:机制126班指导教师:陈军侯俊才石复习李卫完成日期:2015年12月30日机电一体化系统课程设计说明书题目:牛舍自动喂食系统设计小组成员:冯新安2012012945李章兵2012012946杨侃专业年级:机制126班指导教师:陈军侯俊才石复习李卫完成日期:2015年12月30日目录1. 喂料车的设计原则、指标、方案和设计优点 (1)1.1设计原则1.2设计指标1.3总体设计方案的确定1.4设计优点2. 自动喂料系统设计 (2)2.1自动喂料系统布局设计2.2自动喂料小车设计3. 喂料小车方案的确定 (4)3.1.动力的选择3.2车轮的选择3.3皮带轮及传动比的选择3.4车架的结构设计4. 设计参数的计算 (5)4.1螺旋绞龙输料的功率消耗4.2滚动阻力的计算4.3喂料车行走功率计算4.4总功率的计算5. 结论 (9)6.《机电一体化课程设计》的收获、体会和建议 (9)实用标准文案牛舍自动喂食系统设计一、前言中国是全球养殖大国,养殖量全球第一,但养殖技术落后,生产设施十分简陋,养殖效益差,这一状况已严重影响我国养殖业的发展。
随着人们生活水平的提高,国内养牛业发展迅速,但由于缺乏与之相配套的喂料机械,均采用人工喂料,费时、费工,且喂料不均,浪费严重。
一般牧场工作环境差,枯燥繁重,待遇不高,造成了牧场长期招不到工人,甚至遏制牧场的远期发展,为了解决这一老大难题为克服上述不足,他们正在寻求适应其工作的养牛设备。
市场上现有的喂料车有手推式和电动势两种,前者消耗体力大,效率低;后者是采用电流电作能源,其受限因素较多,使用过程中存在极大的安全隐患,方便灵活性较差。
综上所述:我们小组综合各方面因素,搜集相关技术资料,提出了以下自动喂食系统,该系统的最大特点是可以有效地解决人工喂料中喂料不规范等问题。
新型自动配料装车系统设计摘要自动配料系统是一个针对各种不同类型的物料(固体或液体)进行输送、配比、加热、混合以及成品包装等全生产过程的自动化生产线。
广泛应用于化工、冶金、建材、食品、饲料加工等行业。
本文主要围绕饲料厂配料工艺流程进行研究,包括配料系统的组成、配料流程、装车系统的组成、电子称的基本原理等等,应用PLC(可编程序控制器)技术,设计了自动配料装车系统,提出了可移动式料斗称双速进料式零位法称量的控制方案。
使用siemens公司的可编程序控制器S7-200可以设计满足控制要求的自动配料装车控制系统。
并且通过S7-200模拟仿真软件验证了系统的有效性。
本设计的预期目标是改变以往配料系统的传统配料方式,提高运行人员工作效率,提高配料系统的配料精度,提高工业系统管理水平和生产效率,解决工业的配料装车问题,从而实现对资源的优化配置,提高工业效率和经济效益。
本文针对自动配料装车过程以及配料精度进行重点研究,得出可移动式料斗称双速进料式零位法称量的控制方案可以满足饲料厂的配料需求。
关键词:自动配料;装车;称量New type of automatic batching loading systemdesignAbstractAutomatic batching system is one for all sorts of different types of materials (solid or liquid) for conveying and proportion, heating, mixing and finished product packaging of whole production process automation production line. Widely used in chemical industry, metallurgy, building materials, food industry, feed processing, etc.This article mainly revolves the feed mills batching process is studied, including the composition of batching system, batching process, the loading system composition, the basic principle of electronic scale, etc., application of PLC (programmable Logic controller) technology, automatic batching loading system is designed and proposed mobile hopper said two-speed feeding type zero method weighing control scheme. Use of Siemens company's S7-200 programmable controller can be designed to meet the control requirements of automatic batching loading control system. And by S7-200 simulation software to verify the effectiveness of the system. Anticipated target of this design is to change the previous way of traditional ingredients system, enhances the working efficiency of the operation personnel, improving the batching accuracy of batching system, improve management level and production efficiency of industrial system, solve the problem of industrial ingredients loading, so as to realize the optimization of resource configuration, improve the industrial efficiency and economic benefits.Dosing and loading process and precision, the author of this paper to focus on research, concluded that portable two-speed feeding hopper said type zero method weighing control scheme can meet the demand of feed mills in the ingredients.Keywords: automatic batching; load;weigh目录摘要 (I)Abstract (II)第1章绪论 (6)1.1课题的来源及现实意义 (6)1.1.1 课题的来源 (6)1.1.2 现实意义 (7)1.2国外发展现状及趋势 (7)1.3设计任务与控制要求的确定 (9)1.3.1设计要求 (9)1.3.2 控制要求 (9)第2章自动配料装车系统概述 (11)2.1配料系统概述 (11)2.1.1自动配料系统的特点 (11)2.1.2自动配料系统组成 (11)2.1.3配料技术的最新进展 (12)2.2 自动配料系统的方案选择 (12)2.2.1称重方式选择 (13)2.2.2给料方式选择 (14)2.2.3生产线结构的选择 (15)2.2.4 称重元件的选择 (15)2.3 装车系统的概述 (17)2.3.1 装车系统的组成 (17)2.3.2 装车系统的控制 (18)第3章自动配料装车控制系统硬件设计 (19)3.1 PLC基本单元及相关模块选配 (19)3.1.1 PLC的选配 (19)3.1.2 PLC扩展模块选取 (21)3.2 电子称重系统硬件设计 (21)3.2.1称重传感器选择 (21)3.2.2 称重传感器的连接方式 (22)3.2.3电子称的工作原理 (24)3.2.4 电子称重仪表选择 (26)3.3自动配料装车控制系统的硬件设计 (27)3.3.1 自动配料装车系统总体结构 (27)3.3.2 自动配料装车系统电气原理图设计 (27)第4章自动配料装车控制系统的软件设计及验证 (29)4.1 电子称参数设定 (29)4.2 PLC程序编制 (29)4.2.1.PLC I/O点配置表 (29)4.2.2.程序流程框图 (31)4.3.3PLC程序梯形图设计 (33)4.3 控制系统的程序验证 (34)4.3.1配料准备程序验证 (34)4.3.2配料主程序验证 (36)4.3.3装车程序验证 (39)第5章结束语 (41)参考文献 (42)辞 (44)附录1 配料准备程序 (45)附录2 配料主程序 (47)附录3 装车程序 (51)第1章绪论1.1课题的来源及现实意义1.1.1 课题的来源自动配料系统是一个针对各种不同类型的物料(固体或液体)进行输送、配比、加热、混合以及成品包装等全生产过程的自动化生产线。