数控车技能大赛实操试题一
- 格式:doc
- 大小:132.50 KB
- 文档页数:4
2020年河南省中等职业教育技能大赛现代制造技术类数控车加工技术赛项竞赛试题工作任务书(样题)(操作技能竞赛部分)一、选手须知(一)竞赛内容参赛选手在不间断的个小时,以现场操作的方式,完成以下竞赛任务:任务1.完成独立赛件加工:根据任务书利用现场提供的数控车床、CAD/CAM 软件和毛坯等,按图纸要求完成赛件加工,同时对选手职业素养(工具、量具、刃具摆放;安全防护;现场安全、文明生产和操作规范)进行评分。
任务2.完成小批量赛件加工:根据任务书利用现场提供的数控车床、CAD/CAM软件和毛坯(四件)等,按图纸要求加工完成小批量赛件3件,第4件毛坯选手可根据自己加工情况选择性使用(不配分)。
注:最后由选手选择3件上交测量评分,第4件(或毛坏)上交但不测量。
(二)安全文明参赛要求1.参赛选手应严格遵守竞赛规则和竞赛纪律,服从裁判员和竞赛工作人员的统一指挥安排,自觉维护赛场秩序,不得因申诉或对处理意见不服而停止比赛,否则以弃权处理。
2.参赛选手在比赛过程中,必须穿工作服、防砸防刺穿劳保工作鞋,佩戴护目镜,女选手要求带工作帽,且长发不得外露。
3.竞赛现场提供数控车床、计算机及CAD/CAM软件、竞赛毛坯、相关技术资料等,选手不得自带任何纸质资料、存储工具及通讯工具,如出现较严重的违规、违纪、舞弊等现象,经裁判组裁定取消比赛成绩;选手离开比赛场地时,不得将草稿纸等与比赛相关的纸质物品带离比赛现场。
4.比赛过程中,选手若需休息、饮水或去洗手间,一律计算在比赛时间内,食品和饮水由赛场统一提供。
5.参赛选手必须将全部数据文件存储至计算机指定盘符下,不按要求存储数据,导致数据丢失者,责任自负。
6.当裁判长宣布比赛开始后才可切削操作;比赛距结束前15分钟裁判长对选手作出提示,裁判长宣布比赛结束后,选手应立即按下机床“进给保持”键,离开机床至指定位置,然后选手在现场裁判员的监督下停止机床运转并卸下工件,3分钟之内必须把赛件、工作任务书上交至收件区收件裁判员处。


数控考证实操试题及答案一、单项选择题1. 数控机床的数控系统主要包括哪些部分?A. 伺服系统B. 驱动系统C. 控制系统D. 所有选项2. 数控编程中,G代码表示什么?A. 准备功能B. 辅助功能C. 程序编号D. 刀具编号二、多项选择题3. 下列哪些属于数控机床的基本操作?A. 程序输入B. 程序编辑C. 程序运行D. 程序删除4. 数控机床的维护保养包括哪些方面?A. 清洁机床B. 检查润滑系统C. 检查电气系统D. 检查液压系统三、判断题5. 数控机床的精度主要取决于伺服系统的性能。
()6. 数控编程中的M代码表示辅助功能。
()四、简答题7. 简述数控机床的工作原理。
五、实操题8. 请根据给定的零件图纸,编写数控车床的加工程序。
六、计算题9. 已知数控机床的切削速度为100m/min,进给速度为0.2mm/r,求切削深度。
七、案例分析题10. 某数控机床在加工过程中出现异常停机,分析可能的原因并提出解决方案。
答案:一、1. D 2. A二、3. A B C D 4. A B C D三、5. 正确 6. 错误四、数控机床的工作原理是将输入的程序代码通过数控系统进行解析,然后控制机床的各个运动部件按照预定的轨迹进行加工。
五、(略)六、切削深度 = 切削速度 / 进给速度 = 100 / 0.2 = 500mm七、可能原因包括:电气故障、机械故障、程序错误等。
解决方案:检查电气连接,检查机械部件,重新检查并编辑程序。

数控车工实操考试试题一
一、本题分值:100分,60分合格;
二、考核时间:180 分钟;
三、具体考核要求:按工件图样完成加工操作
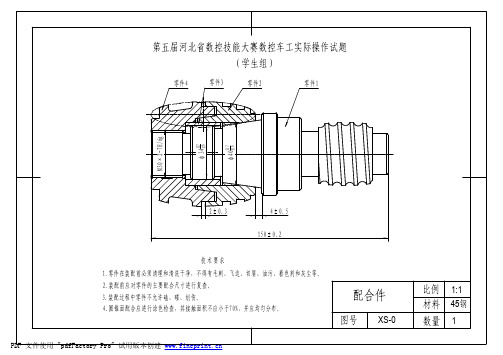
数控车工实操试题零件图
四、评分表
数控车工实操考试评分表
五、工、量、刃具准备通知单
数控车工实操试题工、量、刃具准备通知单
数控车工实操考试试题二
一、本题分值:100分,60分为合格;
二、考核时间:180 分钟;
三、具体考核要求:按工件图样完成加工操作
数控车工实操试题零件图
四、数控车工实操考试评分表
五、数控车工实操试题工、量、刃具准备通知单
数控车工实操考试试题三
一、本题分值:100分,60分合格;
二、考核时间:180 分钟;
三、具体考核要求:按工件图样完成加工操作
数控车工实操试题零件图
四、评分表
数控车工实操考试评分表
五、工、量、刃具准备通知单
数控车工实操试题工、量、刃具准备通知单。

数控车试题及答案(第一套)一、单项选择题(第1题~第80题。
选择一个正确的答案,将相应的字母填入题内的括号中。
每题1分,满分80分。
)1、什么是道德?正确解释是()。
A、人的技术水平B、人的交往能力C、人的行为规范D、人的工作能力2、职业道德修养属于()。
A、个人性格的修养B、个人文化的修养C、思想品德的修养D、专业技能的素养3、社会主义市场经济条件下的诚信()。
A、只是一种法律规范B、只是一种道德规范C、既是法律规范、又是道德规范D、既不是法律规范,又不是道德规范4、社会主义道德建设的基本要求是()。
A、心灵美、语言美、行为美、环境美B、爱祖国、爱人民、爱劳动、爱科学、爱社会主义C、仁、义、礼、智、信D、树立正确的世界观、人生观、价值观5、职业道德建设中,你认为正确的做法是()。
A、风来一阵忙,风过如往常B、常抓不懈、持之以恒C、讲起来重要,干起来次要D、生产好了,职业道德建设自然也好6、2:1是( )的比例。
A、放大B、缩小C、优先选用D、尽量不用7、外形简单内部结构复杂的零件最好用以下图表达:( )。
A、全剖视图B、半剖视图C、局部视图D、阶梯剖视图8、粗牙普通螺纹大径为20,螺距为2.5,中径和顶径公差带代号均为5g,其螺纹标记为( )。
A、M20×2.5-5gB、M20-5gC、M20×2.5-5g5gD、M20-5g5g9、不属于标准件的是:( ) 。
A、圆柱销B、弹簧C、键D、垫片10、一对互相啮合的标准直齿圆柱齿轮,其中心距为( )。
A.2π(d1+d2 ) B.( d1+d2)/2 C.m(d1+d2)/2 D.2(d1+d2)11、使表面粗糙度值增大的主要因素为( )。
A、进给量大B、背吃刀量小C、高速D、前角12、以切削速度( )切削中碳钢时,易形成积屑瘤。
A、V C≤3m/minB、V C =20m/minC、V C =80m/minD、V C≥100m/min13、精基准是用下列( )表面作定位基准的?A、已经加工过的表面B、未加工表面C、精度最高的表面D、粗糙度低的表面14、装配尺寸链的组成原则除封闭原则和精确原则外,还有( )。
数控技能大赛精选试题一、选择题:1、在圆弧指令中的I 表示圆心的坐标( A )。
A.在X 轴上的相对坐标;B.在Z 轴上的相对坐标;C.在X 轴上的绝对坐标;D.在Z 轴上的绝对坐标;2、在数控加工控制系统中公制螺纹的切削指令是( C )。
A.G00;B.G01;C.G33;D.MO23、千分尺的精确度为:(B)mm。
A.0.1;B.0.01 ;C.0.001 ;D.1。
4、圆弧指令中的半径用(D )表示。
A.S 或W;B.U 或X;C.K 或J;D.R5、车床上的卡盘、中心架等属于( A )夹具。
A.通用;B.专用;C.组合;D.特殊。
6、由外圆向中心进给车端面时,切削速度是(B)。
A.保持不变;B.由高到低;C.由低到高;D.难以确定7、在车床上钻孔时,钻出的孔径偏大的主要原因是钻头的( B )。
A.后角太大;B.两主切削刃长不等;C.横刃太长;D.前角不变8、限位开关在电路中起的作用是( D )。
A.短路保护;B.过载保护;C.欠压保护;D.行程控制。
9、选择刀具前角时,主要按加工材料定。
当加工塑性材料时应取( C )的前角。
A.负值;B.较小;C.较大;D.0 度10、车床主轴存在轴向窜动时,对( C )的加工精度影响很大。
A.外圆;B.内孔;C.端面;D.套筒类零件11、为提高零件加工的生产率,应考虑的最主要一个方面是( C )。
A.减少毛坯余量;B.提高切削速度;C.减少零件加工中的装卸,测量和等待时间;D.减少零件在车间的运送和等待时间。
12、计算Tr40×12(P6)螺纹牙形各部分尺寸时,应以( A )计算。
A.螺距;B.导程;C.线数;D.中径13、提高劳动生产率的措施,必须以保证产品(B )为前提,以提高经济效率为中心。
A.数量;B.质量;C.经济效益;D.美观14、数控机床程序中,F100 表示( B )。
A.切削速度;B.进给速度;C.主轴转速;D.步进电机转速。
数控车工技能鉴定试题一、理论知识部分1.选择题2.1.数控车床中,用于控制刀具沿Z 轴方向移动的指令是()A. XB. YC. ZD. U2.车削螺纹时,为了保证螺纹牙型的准确性,刀具的()角应与螺纹牙型角相等。
A. 主偏B. 副偏C. 刀尖D. 刃倾角3.填空题4.1.数控车床的坐标系分为()坐标系和()坐标系。
2.车削圆锥面的方法主要有()法、()法和()法。
5.简答题6.1.简述数控车床编程的一般步骤。
2.解释数控车床刀具半径补偿的作用及其原理。
7.计算题8.1.已知圆锥大端直径D = 50mm,小端直径d = 30mm,圆锥长度L = 100mm,求圆锥半角α/2。
2.计算车削M30×2 - 6g 外螺纹时,螺纹的牙高h、小径d1 的值(已知牙型高度h = 0.5413P,小径d1=d - 1.0825P,P 为螺距)。
二、实操技能部分1.零件图纸识读与工艺分析1.给出一个中等复杂程度的轴类零件图纸(包含圆柱面、圆锥面、螺纹、沟槽等结构),要求考生分析零件的尺寸精度要求、形位公差要求、表面粗糙度要求,并制定合理的加工工艺路线,包括选择刀具、切削参数、装夹方式等。
2.零件编程与加工1.根据上述零件图纸,要求考生使用数控车床编程指令(如G 代码、M 代码等)编写零件加工程序,并在数控车床上完成零件的加工。
在加工过程中,要正确操作数控车床,包括对刀、设置参数、自动运行程序等操作,保证零件的加工精度和表面质量符合图纸要求。
3.零件检测与质量分析1.考生需要使用量具(如游标卡尺、千分尺、螺纹规等)对加工后的零件进行尺寸精度、形位公差和表面粗糙度的检测,并记录检测结果。
对不符合图纸要求的尺寸或形状进行质量分析,找出产生误差的原因,如编程错误、刀具磨损、装夹变形等,并提出改进措施。
2。
1题控车床技能大赛试“创业杯”数相配,配合1 与件2用数控车床完成图所示零件的加工,此零件为配合件,件钢。
45 50%,零件材料为锥面用涂色法检查,要求锥体接触面积不小于准车床评分标得分准考证号操作时间240min系统类型试题编号2检测配分得分扣分评分标准考核内容及要求考核项目备注序号结果-6gM27×1.5超差不得分61R6超差不得分32)处倒角(2 分错、漏 1 处扣1 2597±0.05分每超差 0.01 扣 126IT分每超差 0.01 扣 1 37?46-0.025Ra3.2分每降1 级扣1 28IT分扣 1 每超差 0.0139?24+0.033 Ra1.61 工件分级扣1 每降1 210IT分 1 每超差0.01扣3?20-0.033Ra1.6分 1 级扣1 每降2IT分每超差0.01 扣 1113?36±0.012Ra1.6分级扣1 1 每降122超差不得分?29.62超差不得分54超差不得?22.各工序刀具的切削参数参考程序:O1001;(件1 程序—车小头)N0010 G97 G99 G40 S800 M03 T0101; N0020 G00 X80.0 Z50.0;N0030 G00 X51.0 Z2.0;N0040 G71 U3.0 R0.8;N0050 G71 P60 Q180 U0.4 W0.2 F0.3; N0060 G01 X0 F0.1;N0070 Z0;N0080 G03 X20.0 Z-10.0 R10.0;N0090 G01 Z-26.5;N0100 X24.0;N0110 X27.0 Z-28.0;N0120 Z-49.5;N0130 X32.0;N0140 G03 X36.0 Z-51.5 R2.0;N0150 G01 Z-64.5;N0160 X43.0;N0170 X46.0 Z-66.0;N0180 Z-77.0;N0190 G00 X80.0 Z50.0;N0200 G97 G99 G40 S1000 M03 T0202; N0210 G00 X51.0 Z2.0;N0220 G70 P60 Q180;N0230 G00 X80.0 Z50.0;N0240 G97 G99 G40 S200 M03 T0303; N0250 G00 X38.0 Z-49.5;N0260 G01 X23.0 F0.1;N0270 G04 X4.0;N0280 G01 X38.0;N0290 G00 X80.0 Z50.0;N0300 G97 G99 G40 S300 M03 T0404; N0310 G00 X29.0 Z-24.5;N0320 G92 X26.2 Z-46.5 F1.5;N0330 G92 X25.6 Z-46.5 F1.5;N0340 G92 X25.2 Z-46.5 F1.5;N0350 G92 X25.04 Z-46.5 F1.5;N0360 G00 X80.0 Z50.0;N0370 M30;O1002; (件1 程序—车大头)N0010 G97 G99 G40 S600 M03 T0101; N0020 G00 X51.0 Z32.5;N0030 G01 X0 F0.2;N0040 Z34.5.0;N0050 G00 X51.0;N0060 G71 U3.0 R0.8N0070 G71 P80 Q110 U0.4 W0.1 F0.3; N0080 G01 G42 X28.9 F0.1;N0090 X36.827 Z14.681;N0100 G02 X46.0 Z10.0 R6.0;N0110 G01 X51.0;N0120 G00 X80.0 Z120.0;N0130 G97 G99 G40 S1000 M03 T0202; N0140 G00 X51.0 Z34.5;N0150 G70 P80 Q110;N0160 G00 X80.0 Z120.0;N0170 G97 G99 G40 S600 M03 T0505; N0180 G00 X18.0 Z34.5;N0190 G90 X23.0 Z12.5 F0.3;N0200 S1000 M03;N0210 G01 X27.0 F0.1;N0215 Z32.5;N0220 X24.016 Z31.0;N0230 Z12.5 ;N0240 X18.0;N0250 G00 Z120.0;N0260 X80.0;N0270 M30;O0003; (件2 程序)N0010 G97 G99 G40 S600 M03 T0101; N0020 G00 X80.0 Z50.0;N0030 G00 X51.0 Z2.0;N0040 G71 U3.0 R0.6;N0050 G71 P60 Q70 U0.4 W0.2 F03;N0060 G01 X46.0 F0.1;N0070 Z-55.0;N0080 G00 X80.0 Z120.0;N0090 G97 G99 G40 S1000 M03 T0202; N0100 G00 X51.0 Z2.0;N0110 G70 P60 Q70;N0120 G00 X80.0 Z120.0;N0130 G97 G99 G40 S1000 M03 T0505; N0140 G00 X23.0 Z2.0N0150 G71 U3.0 R0.6;N0160 G71 P170 Q220 U0.4 W0.2 F0.3; N0170 G01 G41 X46.0 F0.1;N0180 Z0;N0190 G02 X36.932 Z-4.67 R6.0;N0200 G01 X29.6 Z-23.0;N0210 X26.0 Z-24.5;N0220 Z-55.0;N0230 S1000 M03;N0240 G70 P170 Q220;N0250 G97 G99 G40 S200 M03 T0606;N0260 G00 X24.0 Z10.0;N0270 Z-21.0;N0280 G92 X26.3 Z-48.0 F1.5;N0290 G92 X26.9 Z-48.0 F1.5;N0290 G92 X27.3 Z-48.0 F1.5;N0290 G92 X27.47 Z-48.0 F1.5;N0300 G00 Z120.0;N0310 X80.0;N0320 G97 G99 G40 S200 M03 T0404;N0330 G00 X47.0Z-46.0;N0340 G01X24.0F0.1;N0350 G00X80.0Z120.0N0360 M30;“创业杯”数控车床技能大赛试题2㎜的棒料。
数控车床考试测试竞赛试题题库(第一试题库)第一部分:选择题1. 在数控车床中,以下哪个是常用的刀柄类型?a) 高速刀柄b) 钻头刀柄c) 方形刀柄d) 车刀刀柄2. 数控车床中,以下哪个是用于控制车刀进给的设备?a) 伺服电机b) 主轴c) 刀架d) 精密滚珠丝杠3. 数控车床中,以下哪个指令用于设定刀具离开工件的位置?a) G00b) G01c) G02d) G034. 数控车床中,以下哪个指令用于设定切削进给速度?a) Fb) Sc) Md) T5. 数控车床中,以下哪个指令用于设定主轴转速?a) Fb) Sc) Md) T第二部分:判断题1. 数控车床中,切削速度是刀具切削单位时间内接触工件表面的长度。
(True/False)2. 数控车床中,G00指令用于设定切削进给速度。
(True/False)3. 数控车床中,利用编程控制,可以实现不同形状的工件加工。
(True/False)4. 数控车床中,刀具的选用需考虑切削力、切削速度等因素。
(True/False)5. 数控车床中,主轴转速的设定对加工效果影响较小。
(True/False)第三部分:应用题1. 设计一个数控车床程序,实现在直径为100mm的轴上加工出直径为50mm、长度为80mm的圆柱形凹槽。
请编写相应的G代码。
2. 以下为数控车床程序中的一部分代码,请解释代码的含义和作用。
N10 G54 G90N20 T01N30 M06N40 S2000N50 G43 H01N60 G00 X50 Z-10N70 G01 Z-20 F200N80 X30N90 Z-30N100 X40 Z-40第四部分:综合题1. 请列举出你所熟悉的数控车床的安全操作规程,并解释每一条规程的作用和意义。
2. 数控车床的应用范围非常广泛,请举例说明三个数控车床的应用场景,并解释其优势和特点。
注:以上试题仅供参考,具体内容可以根据需要进行调整和修改。
继续写相关内容1000字第一部分:选择题1. 在数控车床中,以下哪个是常用的刀柄类型?c) 方形刀柄2. 数控车床中,以下哪个是用于控制车刀进给的设备?a) 伺服电机3. 数控车床中,以下哪个指令用于设定刀具离开工件的位置?a) G004. 数控车床中,以下哪个指令用于设定切削进给速度?a) F5. 数控车床中,以下哪个指令用于设定主轴转速?b) S第二部分:判断题1. 数控车床中,切削速度是刀具切削单位时间内接触工件表面的长度。