经典喷丸强化技术.ppt
- 格式:ppt
- 大小:2.86 MB
- 文档页数:29

弹簧喷丸强化技术运用很早之前,一片轿车钢板弹簧热处置后,工匠们就会不断地用锤子连续击打、捶击它。
那时候工匠们并不理解他们这么做的作用会让板簧的运用寿命延伸6倍,而现在,这一现实已被工程师们充分晓得。
这一强化技术技术相同适用于圆柱螺旋弹簧(圆簧),扭杆,旨在不阀门弹簧一样程度前进和改善弹簧疲乏强度与应力腐蚀开裂强度。
其他一些飞机和轿车零部件,如连杆、曲轴、摇臂、行星齿轮、齿轮圈、航空发动机叶片、起落架、传动轴都将强化工序作为生产过程的必要过程,且拟定了严厉的技术标准。
先简略解释一下零件在强化后会发生哪些改动?一、强化技术的原理强化技术是运用高速运动的弹丸流对金属表面的冲板簧击而使表面发生循环塑性应变层,由此致使该层的显微组织发生有利的改动并使表层引进,剩下压应力场。
表层的显微组织和剩下压应力场是前进金属材料及其弹簧的疲乏开裂和应力腐蚀开裂抗力的两个强化要素,以前进弹簧的可靠性和耐久性。
强化是个“冷处置”技术,有别于金属零件在高温下的热加工处置。
压应力密封圈弹簧层一般延伸到材料表面下0.005”到0.030”深处。
如有必要,也可通过改动技术参数,如丸料标准、喷/抛射速度、喷/抛射角度、喷/抛射时间等来将压应力层延伸深度增大。
评价强化效果的两个重要参数是强度和覆盖率。
覆盖率(100%.200%或更大)主要是依托目测,而强度则需用代表性的弹簧钢试片进行测量(即阿尔门试片)二、强度测量零件校对东西(PVT),计划用来将试片固定于一些特定方位,在这些方位的试片可模仿零件有强度需要且有必要进行强度检测的区域方位。
依据不一样运用,强度规模从0.015-0.030(在N等级上)。
三、弹簧强化设备类型1、离心式叶片抛丸强化设备2、气动喷嘴式喷丸强化设备前者的利益是速度快、产量高,比照适用于板簧、圆簧等产能需要高的零件之强化处置,它能在较短的时间里抛射到更多的区域,以及让被喷部位更快抵达丰满强度。
•一种连续链式输送系统的抛丸强化设备适用于板簧强化,多个抛头对准板簧的上表面,及左右周围面进行抛射•一种带指轴的连续通过式抛丸强化设备适用于圆簧强化,在抛丸室里有一个旋转辐轮,股动圆簧边旋改变通过,在此过程中,多个抛头对准其进行抛丸强化。
书山有路勤为径;学海无涯苦作舟
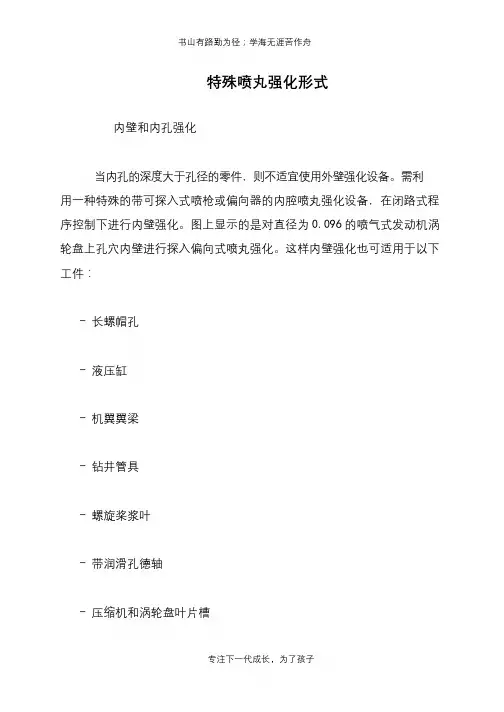
特殊喷丸强化形式
内壁和内孔强化
当内孔的深度大于孔径的零件,则不适宜使用外壁强化设备。
需利
用一种特殊的带可探入式喷枪或偏向器的内腔喷丸强化设备,在闭路式程序控制下进行内壁强化。
图上显示的是对直径为0.096的喷气式发动机涡轮盘上孔穴内壁进行探入偏向式喷丸强化。
这样内壁强化也可适用于以下工件:
- 长螺帽孔
- 液压缸
- 机翼翼梁
- 钻井管具
- 螺旋桨浆叶
- 带润滑孔德轴
- 压缩机和涡轮盘叶片槽
专注下一代成长,为了孩子。
喷丸喷丸成形技术是利用高速弹丸流撞击金属板材的表面使受撞击的表面及其下层金属材料产生塑性变形而延伸从而逐步使板材发生向受喷面凸起的弯曲变形而达到所需外形的一种成形方法。
喷丸成形理图:喷丸成型的主要优点有:(1)工艺装备简单不需要成形模具,因此零件制造成本低,对零件尺寸大小的适应性强。
(2)由于喷丸成形后,沿零件厚度方向在上下两个表面均形成残余压应力,因此在零件成形的同时还可以改善零件的抗疲劳性能。
(3)既可以成形单曲率零件,也可以成形复杂双曲率零件。
近年来,随着现代先进飞机对整体气动性能的要求越来越高,以及计算机技术的快速发展,大大促进了喷丸成形技术的研究和开发,出现了预应力喷丸成形技术,数字化喷丸成形技术,新型喷丸成形强化技术等,大大扩展了喷丸成形技术的加工能力和应用范围。
1.预应力喷丸成形技术通常情况下,喷丸成形前的零件完全处于自由状态,喷丸成形所引起的零件变形量与喷丸强度、弹丸覆盖率和零件厚度有关,影响喷丸强度的因素主要有与弹丸有关的参数,包括弹丸材料、弹丸热处理状态和弹丸直径,以及与喷丸设备有关的参数,包括弹丸速度和喷射角度。
影响弹丸覆盖率的因素主要有喷丸时间和受喷零件的材料性能。
因此,针对一定的喷丸设备和弹丸,采用最大覆盖率喷丸成形特定材料和厚度的零件时,所获得的变形量是一定的,该变形量反映了相应条件下的喷丸成形极限。
超临界机翼是现代先进飞机的一个重要特征,作为构成机翼外形重要零部件之一的整体壁板在外形上具有复杂马鞍形和扭转的特点。
在内型上具有整体加强凸台、口框、孔及下陷等,整体带筋结构的应用也越来越多。
对于这类零件,由于自由喷丸的成形极限较小,很难满足零件外形所需的变形量,为此出现了预应力喷丸成形技术。
预应力喷丸成形的原理图:对零件喷丸之前,通过特定的工装夹具对零件施加一预定的载荷,从而使零件预先产生一定的弹性变形。
然后再对受拉表面进行喷丸成形,在相同喷丸强度和覆盖率条件下,预应力喷丸的成形极限是自由喷丸的2~3倍,同时预应力喷丸还可有效控制沿喷丸路线方向的附加弯曲变形。
近期工作中接触喷丸强化(强力喷丸)比较多,搜索了一些资料,做了一些笔记,记录了一些照片,整理一下,与大家共享。
希望与大家交流。
1.强化喷丸概念在了解喷丸强化技术之前,我们有必要将抛丸、喷砂、喷丸的三个容易混淆的概念解释一下。
这三个概念其实就四个字:喷、抛、丸、砂,其中,喷抛是工艺方法,丸砂是使用的材料。
喷,是用高压空气将丸、砂吹到工件的表面,抛是用高速旋转的叶片抛射到工件表面,丸用的是钢丸,砂用的是石英砂等。
喷丸过程就是将大量弹丸喷射到零件表面上的过程,有如无数小锤对表面锤击,因此,金属零件表面产生极为强烈的塑性形变,使零件表面产生一定厚度的冷作硬化层,称为表面强化层,此强化层会显著地提高零件的疲劳强度。
测评强化丸质量有三个基本参数:强度、覆盖率、表面粗糙度。
2.喷丸强度影响喷丸强度的工艺参数主要有:弹丸直径、弹流速度、弹丸流量、喷丸时间等。
弹丸直径越大,速度越快,弹丸与工件碰撞的动量越大,喷丸的强度就越大。
喷丸形成的残余压应力可以达到零件材料抗拉强度的60%,残余压应力层的深度通常可达0.25mm,最大极限值为1mm左右。
喷丸强度需要一定的喷丸时间来保证,经过一定时间,喷丸强度达到饱和后,再延长喷丸时间,强度不再明显增加。
在喷丸强度的阿尔门试验中,喷丸强度的表征为试片变形的拱高。
3.阿尔门(Almen)试验喷丸强度常用N试片(用于有色金属试验)、A试片(最常用)、C试片(更高强度)来进行测量,A试片和C试片之间关系为近似3倍关系。
如用C试片测得强度为0.15-0.20C mm 就相当于0.45-0.60A mm。
图中厚的为C试片,薄的为A试片。
试验过程中,先测量试片原有变形,然后将卡好该试片的工装置于喷丸箱内,采用与工件相同的工艺进行喷射。
喷丸结束,取下试片,测量变形拱高。
如图[localimg=400,300]3[/localimg]4.喷丸覆盖率覆盖率是指工件上每一个点被钢丸打到的次数,有人对喷丸覆盖率常这样认为:我的喷嘴1上1下喷工件2遍,不就可以满足200%的覆盖率了吗?乍一听觉得有道理,其实不是这样的。