船用曲轴的检修
- 格式:ppt
- 大小:2.21 MB
- 文档页数:39
Analysis and Prevention of Crankshaft Wear Faultsin Marine Medium Speed Diesel EnginesHe Baofeng(CNOOC Energy Development Equipment Technology Co., Ltd., Shenzhen Branch,Shenzhen, Guangdong 518000, CHN)【Abstract】The diesel engine is the power system of the ship, and its quality is related to the per⁃formance of the whole ship. As an important core component, the crankshaft has long been the fo⁃cus of research as a domestic and foreign diesel manufacturer. As an integral part of the diesel en⁃gine, the surface of the crankshaft is subjected to a lot of pressure, and the poor heat dissipation ability of the journal leads to material wear. Therefore, it is necessary to carry out inspections to prevent accidents and reduce the occurrence of accidents. This paper discusses the wear and tear faults of the crankshaft of medium-speed diesel engines, and the common damages include wear and cracks, analyzes the treatment measures of the faults, and proposes the prevention technology of crankshaft wear faults.Key words:medium-speed diesel engine;crankshaft;wear and tear;crack曲轴与连杆配合将活塞气体的压力转化成为力矩,带动机械运转。
金猴工作室ytgolden_monkey@ QQ:404272555曲轴的修理[摘要]曲轴常见损伤形式是轴颈的磨损、划伤、擦伤、腐蚀、裂纹、弯曲、扭曲、折断及组合式曲轴套合处的滑移等。
另外,曲轴的安装是柴油机装配过程极重要一步。
这是因为一方面曲轴是其它主要运动机件装配的基础,曲轴的安装质量,对活塞连杆等主要机件的位置有较大的影响;另一方面曲轴受力情况复杂,如果装配达不到要求,不仅影响自身的使用寿命,同时也影响其它机件的使用寿命。
而装配柴油发动机曲轴时应注意的一些问题,也在讨论之内。
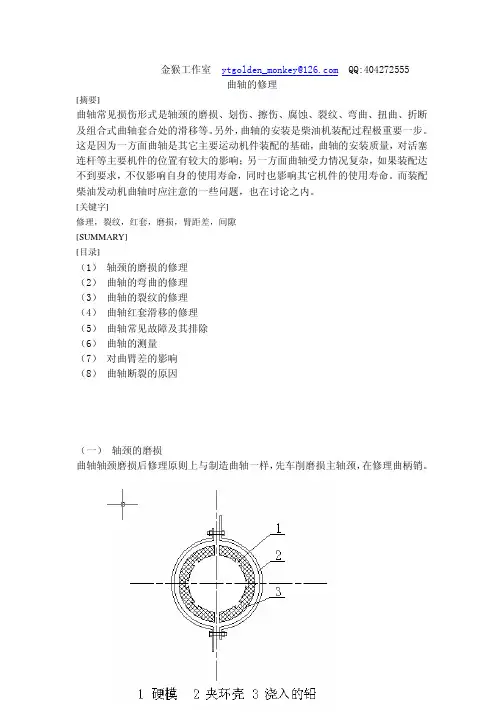
[关键字]修理,裂纹,红套,磨损,臂距差,间隙[SUMMARY][目录](1)轴颈的磨损的修理(2)曲轴的弯曲的修理(3)曲轴的裂纹的修理(4)曲轴红套滑移的修理(5)曲轴常见故障及其排除(6)曲轴的测量(7)对曲臂差的影响(8)曲轴断裂的原因(一)轴颈的磨损曲轴轴颈磨损后修理原则上与制造曲轴一样,先车削磨损主轴颈,在修理曲柄销。
曲柄销的修理,除较短曲轴可进行车、磨修理外,中型以上柴油机曲轴由于设备条件的限制,一般采用手工挫削或夹环研磨的方法进行修理。
如下图所示为硬木制的夹环构造,在夹环分界处留有3~5mm的间隙,其内圆沿纵向的半圆形槽内浇上铅,研磨时将磨料嵌入铅条面上,以保证研磨均匀。
主轴颈一般不用手工挫削法。
若条件不允许用机械加工法而用手工挫削时,一定要仔细。
中型曲轴常根据直径尺寸采用分级修理尺寸法进行修理。
通常采用直径每减少0.25mm(或0.25mm)为一级。
修理时,应以磨损最厉害的轴颈为准,看轴颈接近哪一个分级修理尺寸,然后就按那个尺寸加工。
其他轴颈都修理到与它相同的尺寸,换上加大尺寸的新轴瓦。
这写都是针对薄壁轴瓦而言的。
对于厚壁轴瓦,轴颈修理后,还可以一通过拂刮轴瓦和增减轴承垫片来达到同轴和配合间隙的要求。
若轴颈表面仅有轻微伤痕且尺寸公差没有超过规定的值的,可用细纱布条(最好用柴油浸过的砂布),拉磨一段时间后,除去砂布上脱落下来的砂粒,然后在磨。

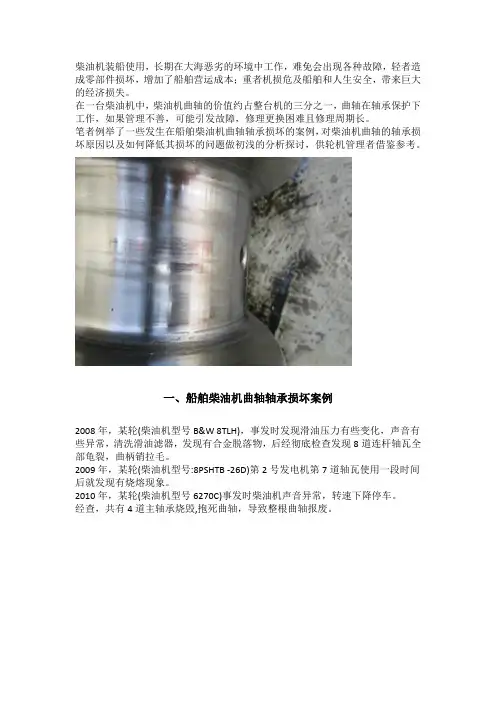
柴油机装船使用,长期在大海恶劣的环境中工作,难免会出现各种故障,轻者造成零部件损坏,增加了船舶营运成本;重者机损危及船舶和人生安全,带来巨大的经济损失。
在一台柴油机中,柴油机曲轴的价值约占整台机的三分之一,曲轴在轴承保护下工作,如果管理不善,可能引发故障,修理更换困难且修理周期长。
笔者例举了一些发生在船舶柴油机曲轴轴承损坏的案例,对柴油机曲轴的轴承损坏原因以及如何降低其损坏的问题做初浅的分析探讨,供轮机管理者借鉴参考。
一、船舶柴油机曲轴轴承损坏案例2008年,某轮(柴油机型号B&W 8TLH),事发时发现滑油压力有些变化,声音有些异常,清洗滑油滤器,发现有合金脱落物,后经彻底检查发现8道连杆轴瓦全部龟裂,曲柄销拉毛。
2009年,某轮(柴油机型号:8PSHTB -26D)第2号发电机第7道轴瓦使用一段时间后就发现有烧熔现象。
2010年,某轮(柴油机型号6270C)事发时柴油机声音异常,转速下降停车。
经查,共有4道主轴承烧毁,抱死曲轴,导致整根曲轴报废。
二、轴承的损坏形式及原因分析通过以上案例不难看到,曲轴轴承损坏主要是轴瓦上的耐磨合金的损坏,其主要损坏形式有:过度磨损、裂纹和剥落、腐蚀和烧熔。
1、轴瓦的过度磨损及其原因分析柴油机运转一段时间后使主轴承下瓦、十字头轴承下瓦和曲柄销轴承上瓦产生过度磨损。
轴瓦过度磨损将使轴承间隙增大,油膜破坏,机油压力下降增大了冲击,加剧磨损。
造成轴瓦过度磨损原因主要是:(1)润滑油净化不良,机油中含机械杂质较多。
(2)轴颈表面的精度等级太低,几何形状误差过大和曲轴变形等。
(3)柴油机启动、停止频繁和长时间超速、超负荷运转。
(4)其他日常维护不善,甚至违章操作等等。
以上各种原因,要么使得轴承润滑油膜无法建立或建立不好;要么由于磨粒、轴颈表面光洁度不良或过大的轴承负荷,破坏已形成的油膜,造成轴瓦的过度磨损。
2、轴瓦的裂纹和剥落及其原因分析裂纹和剥落主要发生在厚壁合金轴瓦上。
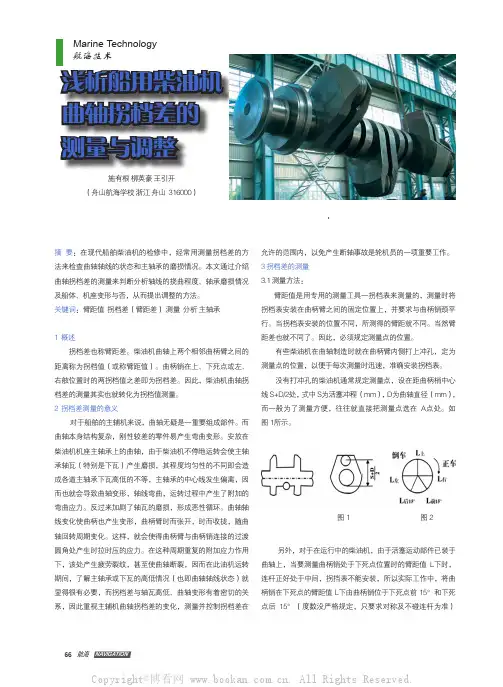
航海NAVIGATION66摘 要:在现代船舶柴油机的检修中,经常用测量拐档差的方法来检查曲轴轴线的状态和主轴承的磨损情况。
本文通过介绍曲轴拐档差的测量来判断分析轴线的挠曲程度、轴承磨损情况及船体、机座变形与否,从而提出调整的方法。
关键词:臂距值 拐档差(臂距差) 测量 分析 主轴承1 概述拐档差也称臂距差。
柴油机曲轴上两个相邻曲柄臂之间的距离称为拐档值(或称臂距值)。
曲柄销在上、下死点或左、右舷位置时的两拐档值之差即为拐档差。
因此,柴油机曲轴拐档差的测量其实也就转化为拐档值测量。
2 拐档差测量的意义对于船舶的主辅机来说,曲轴无疑是一重要组成部件。
而曲轴本身结构复杂,刚性较差的零件易产生弯曲变形。
安放在柴油机机座主轴承上的曲轴,由于柴油机不停地运转会使主轴承轴瓦(特别是下瓦)产生磨损,其程度均匀性的不同即会造成各道主轴承下瓦高低的不等,主轴承的中心线发生偏离,因而也就会导致曲轴变形,轴线弯曲,运转过程中产生了附加的弯曲应力。
反过来加剧了轴瓦的磨损,形成恶性循环。
曲轴轴线变化使曲柄也产生变形,曲柄臂时而张开,时而收拢,随曲轴回转周期变化。
这样,就会使得曲柄臂与曲柄销连接的过渡圆角处产生时拉时压的应力。
在这种周期重复的附加应力作用下,该处产生疲劳裂纹,甚至使曲轴断裂,因而在此油机运转期间,了解主轴承或下瓦的高低情况(也即曲轴轴线状态)就显得很有必要,而拐档差与轴瓦高低、曲轴变形有着密切的关系,因此重视主辅机曲轴拐档差的变化,测量并控制拐档差在曲轴拐档差的测量与调整施有根 柳英豪 王引开(舟山航海学校 浙江 舟山 316000)允许的范围内,以免产生断轴事故是轮机员的一项重要工作。
3 拐档差的测量3.1 测量方法:臂距值是用专用的测量工具一拐档表来测量的,测量时将拐档表安装在曲柄臂之间的固定位置上,并要求与曲柄销颈平行。
当拐档表安装的位置不同,所测得的臂距就不同。
当然臂距差也就不同了。
因此,必须规定测量点的位置。
第四节船轴的检修一、船轴船轴或称传动轴,是对钢质船舶的尾轴(螺旋桨轴)、中间轴和推力轴的统称。
1.尾轴尾轴位于轴系的末端,穿过尾轴管伸至船外与螺旋桨或与螺旋桨轴连接,首端与最后一节中间轴连接。
尾轴的结构简单,主要结构形式如图9-19(a)所示。
1)按尾轴与其法兰的连接方式分为固定式和可拆式固定式尾轴与其法兰为一体,或整体锻造或分体焊接而成。
虽结构简单,但拆装尾轴不便,只能从船内进行拆装,工程量大,为吊出尾轴甚至需移开最后一节中间轴和轴承。
可拆式尾轴本体与其法兰分别制造,如图9-19(d)所示。
靠尾轴锥部与可拆法兰锥孔紧配对中,用键和螺纹连接成一体。
结构复杂,但拆装方便、可自船外装入或抽出尾轴。
2)按尾轴润滑方式分为油润滑式和水润滑式油润滑式尾轴的工作轴颈较非工作轴颈尺寸大,精度和表面粗糙度要求高;水润滑式尾轴工作轴颈包覆钢套以防腐蚀,一般采用热套工艺将铜套装于轴上。
非工作轴颈可包覆玻璃钢或橡胶保护层。
尾轴铜套一般应为整体铸造。
大型海船尾轴工作轴颈较长可达3m以上。
铜套过长,加工制造和套装均较困难,一般铜套长度不超过600~1000mm,否则分段制造。
要求分段套合的铜套必须保证接缝处的水密性,绝不能渗漏。
如果水自接缝处渗入将会造成尾轴锈蚀引起断轴的危险。
接缝允许采用氩弧焊填补,搭接缝采用锡焊填补、机械滚压接平或环氧树脂填补,如图9-20所示。
接缝搭口处的水密性用0.2MPa的试验压力进行油压试验,合格后将泵油孔用铜螺丝和红丹白漆封堵。
螺旋桨与尾轴用键连接时,尾轴锥体上的键槽首端加工成雪撬形(轴径d大于500mm时)以减少应力集中造成的裂纹与断轴事故。
2.中间轴中间轴位于主机曲轴(或推力轴)与尾轴之间,承担传递主机动力的任务。
中间轴由法兰和轴构成,可采用整体锻造或分锻焊接成一体,工作轴颈较非工作轴颈一般大5~20mm。
如图9-19(b)所示。
各中间轴法兰用螺栓连接。
中、小型船舶的法兰连接螺栓普遍采用加工容易的圆柱螺栓;大、中型船舶则广泛采用圆锥形紧配螺栓,其对中性好,不易松动,但加工较难。
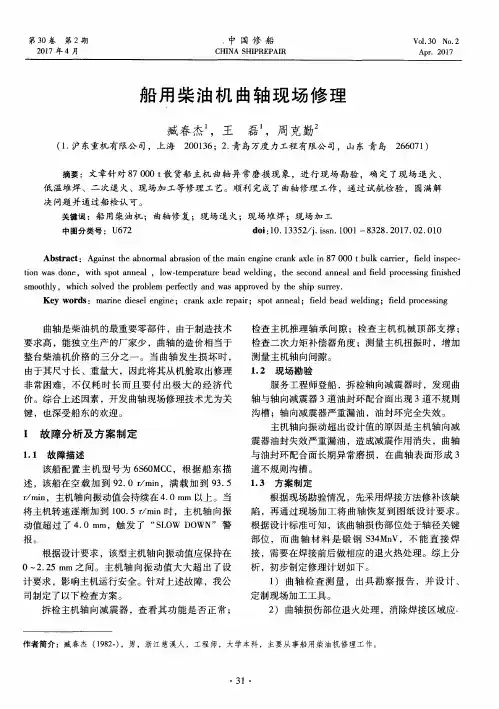
图6喷涂氧化锆涂层装试在修理工厂修复后,将加力筒体装配在发动机上在试车台架上进行试验验证;在训练基地维修后使用加力筒体固定架替代发动机尾部,将修复合格的加力筒体与发动机主机连接、装配,地面起动试车,调试发动机慢车、额定、图1船用低速柴油机曲轴图2轴颈损伤图片350mm 的某型船用低速柴油机的曲轴轴颈修复工艺和过程,为大型船用低速柴油机曲轴的修复提供借鉴。
1曲轴损伤装配该型船用低速机的船舶在航行过程中,柴油机内部出现异响,经停机检查,发现一个缸的连杆连接螺栓脱落,导致该缸与连杆连接的曲柄销轴颈被严重划伤,并被撞击出众多凹坑。
损伤图片如图2所示。
为了精确测量凹坑的大小和深度,我们使用了模技术对曲柄销轴颈进行测量。
然后将3D 模印发至专业的机构执行测量,得到缺陷的准确尺寸,如图3从图片和测量数据可以看到,该缸的曲柄销轴颈表面受到严重损坏,如果不进行修复,将导致轴颈与轴瓦之间接触面积不足,形成不了足够的润滑油膜和油压,强行运行可能导致轴颈、轴瓦烧毁,造成严重的经济损失,并影响经过进一步的测量,得到数据如表1。
第一次精加工后,曲柄销轴颈上1#凹坑肉眼可见,他缺陷经圆滑过渡,痕迹依旧存在,轴颈尺寸公差符合设图3轴颈损伤点和尺寸图4曲柄销轴颈加工状态表3轴颈与轴瓦的实测间隙a 1+a 2bc 1+c 技术要求曲轴修复后实测均值0.3~0.55mm0.36mm0.15~0.45mm 0.20mm0.3~0.55mm 0.40mm图5曲柄销轴颈加工后状态计要求。
当前状态不影响曲轴的性能,但影响油膜的分布和油压力形成,最终将影响轴瓦的寿命,因此船东对于当前曲轴的状态并不接受。
第二次加工在第一次精加工的基础上,经过分析,轴颈的直径加工去除0.3mm ,同时单独定制轴瓦,去除所有的凹坑、划痕,保证轴颈与轴瓦的装配间隙。
单配轴瓦的难点在于匹配曲柄销加工后的尺寸,轴瓦的厚度。
通过粗加工曲柄销轴瓦,等待曲柄销最终返最后对曲柄销轴瓦进行精加工,我们及时地得到了特殊轴瓦。
曲轴的检修(1)曲轴的结构如图2-144所示。
(2)曲轴的外观检查。
检查曲轴外表面有无拉伤、卡滞、烧蚀、严重磨损、裂纹或其他缺陷。
如有,应更换曲轴。
(3)曲轴主轴颈和曲柄销颈的检查1)主轴颈和曲柄销颈尺寸的标准规定如表2-l4所示。
图2-144 曲轴1-曲轴前端 2-主轴颈 3-曲柄销 4-平衡块 5曲轴尾端表2-14 主轴颈、曲柄销颈的尺寸规定 (mm)2)主轴颈和曲柄销颈尺寸的检查方法。
用千分尺检查曲轴主轴颈和曲柄销颈的尺寸,如图2-145所示。
如测出的主轴颈和曲柄销颈尺寸不符合表2-l4规定的标准尺寸和圆度、圆柱度极限值时,则应按修理尺寸进行磨削加工或更换曲轴。
(4)曲轴径向圆跳动的检查1)曲轴径向圆跳动的规定,曲轴径向圆跳动的极限值为:0.06mm。
图2-145 主轴颈、曲柄销颈的尺寸测量1-曲轴 2-主轴颈 3-曲柄销颈 4-千分尺2)曲轴径向圆跳动的检查方法。
将曲轴支撑在摆差检查仪或车(磨)床上,用千分表在曲轴的第二∶(或第三)主轴颈外表面上检查曲轴的径向圆跳动量。
如图2-146所示。
检查时应慢慢转动曲轴,注意不要划伤轴颈表面。
在千分表上读出指针的最大、最小值,二者之差即为曲轴的径向圆跳动量。
曲轴径向圆跳动量如超过极限值,则应进行修理或更换曲轴。
图2-146曲轴径向圆跳动的检查1-摆差检查仪2-千分表3-磁力表架4-曲轴(5)曲轴主轴颈与主轴承间隙的检查1)曲轴主轴颈与主轴承间隙的标准规定,曲轴主轴颈与互轴承间隙见表2-15。
表2-15 曲轴主轴颈和主轴承间隙2)曲轴主轴颈轴承的检查。
轴承的检查主要是检查轴承是否有划伤、熔损、凹坑、烧蚀、减磨合金有无剥落的迹象,并对轴承内表面进行接触印痕的涂色检查,接触面积不应小于总面积的80%。
有损伤的轴承和不合格的轴承,应予更换。
3)曲轴主轴颈与主轴承间隙的检查。
将主轴承安装到气缸体和主轴承盖上。
操作时要注意上、下轴承的位置不要装错。
开有油槽的上主轴承,装在气缸上,没有油槽的下主轴承,装在主轴承盖上。