汽车车身焊接技术(讲课资料)
- 格式:pptx
- 大小:31.00 MB
- 文档页数:63
客车焊装技术※1、客车车身三大制作工艺过程:焊装、涂装、总装。
※2、大型客车车身是由底骨架(地板骨架)、左/右侧围骨架、前/后围骨架及顶围骨架等6大片骨架经组焊而成。
※3、客车车身分为非承载、半承载、全承载式三种类型。
1)、非承载式车身焊装工艺特点:非承载式车身在焊装生产中不带底盘,车身结构相对简单,易组焊且重量轻,焊装线工序运输方便,可采用人工推运方式。
非承载式结构车身适合大批量生产,目前国内大型客车厂采用这种生产工艺较多。
2)、全承载式车身焊装工艺特点:全承载式车身的底架是由矩形钢管和型钢焊接的格栅式空间结构,与半承载和非承载车身底架比较,其焊接工作量大,底架夹具结构复杂。
此外,行李仓内板、仓门的制作和焊接研配的工作量均较大。
但其具有整体刚度好,车身承载程度高、构件受力较均衡、重心低、便于在地板下布置行李仓和空调装置的特点。
3)、半承载式车身焊装工艺特点:半承载式车身是在三类底盘上焊制的,生产中底盘自始至终要经过生产的各个环节,因此在焊装生产中也产生一些工艺问题。
如:由于底盘大大增加了车身质量,使车身在焊装线工序运输中不灵便,人工推运困难,往往需要增加机械化输送机构;此外,由于车身六面体合焊时需要在合装设备中定位底盘,为此合装设备需要设计底盘举升机构用于底盘二次定位,因此增加了合装设备造价。
目前,国内只有少数小型客车厂或某些客车厂的少量车型因生产技术和生产能力所限仍沿用这种工艺。
4、客车车身焊装的特点1)、产品结构客车车身结构根据车型分类不同其结构也有较大区别,7米以下的客车其车身结构型式与轿车相似,一般采用承载式车身。
车身构件为薄板冲压件焊接,较少采用骨架结构。
而7米以上的大中型客车则多采用骨架蒙皮结构,骨架承载,蒙皮覆盖件只起装饰作用。
客车是载人工具除满足乘座舒适性外,其造型和外观质量要求也很高。
由于客车体积较大、车身很长,两侧面占很大面积,平面平整度显得格外重要。
前后围又是客车外型关键部位,对外观影响都很大。

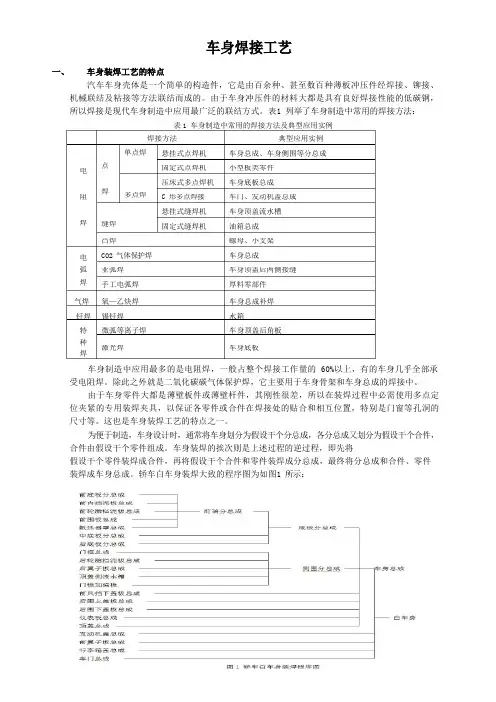
焊接方法典型应用实例单点焊悬挂式点焊机车身总成、车身侧围等分总成电点固定式点焊机小型板类零件压床式多点焊机车身底板总成阻焊多点焊C 形多点焊接车门、发动机盖总成悬挂式缝焊机车身顶盖流水槽焊缝焊固定式缝焊机油箱总成凸焊螺母、小支架电弧焊CO2 气体保护焊车身总成亚弧焊车身顶盖后两侧接缝手工电弧焊厚料零部件焊激光焊车身底板车身焊接工艺一、车身装焊工艺的特点汽车车身壳体是一个简单的构造件,它是由百余种、甚至数百种薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。
由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,所以焊接是现代车身制造中应用最广泛的联结方式。
表1 列举了车身制造中常用的焊接方法:表 1 车身制造中常用的焊接方法及典型应用实例气焊氧—乙炔焊车身总成补焊钎焊锡钎焊水箱特种微弧等离子焊车身顶盖后角板车身制造中应用最多的是电阻焊,一般占整个焊接工作量的 60%以上,有的车身几乎全部承受电阻焊。
除此之外就是二氧化碳碳气体保护焊,它主要用于车身骨架和车身总成的焊接中。
由于车身零件大都是薄壁板件或薄壁杆件,其刚性很差,所以在装焊过程中必需使用多点定位夹紧的专用装焊夹具,以保证各零件或合件在焊接处的贴合和相互位置,特别是门窗等孔洞的尺寸等。
这也是车身装焊工艺的特点之一。
为便于制造,车身设计时,通常将车身划分为假设干个分总成,各分总成又划分为假设干个合件,合件由假设干个零件组成。
车身装焊的挨次则是上述过程的逆过程,即先将假设干个零件装焊成合件,再将假设干个合件和零件装焊成分总成,最终将分总成和合件、零件装焊成车身总成。
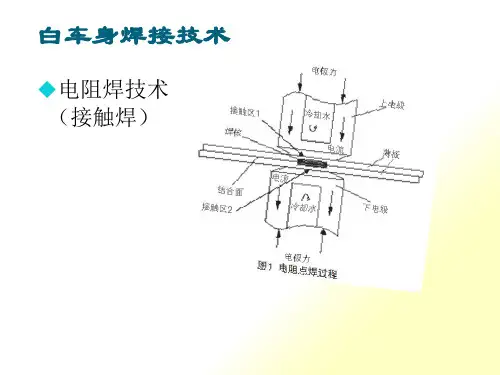
轿车白车身装焊大致的程序图为如图1 所示:电阻焊1.电阻焊及其特点将置于两电极之间的工件加压,并在焊接处通以电流,利用电流通过工件本身产的的热量来加热而形成局部熔化,断电冷却时,在压力连续作用下而形成结实接头。
这种工艺过程称为电阻焊。
电阻焊的种类很多,按接头形式可分为搭接电阻焊和对接电阻焊两种。
CATALOGUE目录•汽车焊接基础知识•汽车焊接基本技能•汽车主要部件的焊接工艺•汽车焊接新技术与趋势•汽车焊接常见问题及解决方案•汽车焊接实例分析焊接定义焊接分类焊接的定义和分类车身焊接底盘焊接发动机焊接030201焊接在汽车制造中的应用焊接设备和工具01020304电弧焊设备电阻焊设备钎焊设备其他工具佩戴必要的防护装备,如焊接面罩、手套、工作服、护脚等,以防止焊接过程中产生的飞溅、热辐射等对人体的伤害。
焊接操作姿势与安全防护安全防护措施焊接操作姿势焊接参数选择焊接参数调整焊接参数选择与调整常见焊接缺陷了解常见的焊接缺陷,如气孔、夹渣、未熔合、未焊透等,以及产生的原因和防止措施。
质量控制建立严格的质量控制体系,对每一道工序进行严格的质量检查和控制,以确保最终产品的质量符合要求。
焊接缺陷与质量控制铝合金的焊接钢铝混合车身的焊接高强度钢的焊接车身结构的焊接工艺发动机的焊接底盘的焊接发动机和底盘的焊接工艺油箱和管道的焊接工艺油箱的焊接油箱是汽车的重要安全部件,其焊接工艺需要保证密封性和安全性。
管道的焊接管道是汽车的重要流体传输部件,其焊接工艺需要保证流体传输的稳定性和可靠性。
高效焊接的定义包括气体保护焊、埋弧焊、电阻焊、激光焊等。
高效焊接的种类高效焊接的应用高效焊接技术1 2 3自动化和机器人焊接技术的定义自动化和机器人焊接技术的种类自动化和机器人焊接技术的应用自动化和机器人焊接技术激光焊接技术与应用激光焊接技术的定义01激光焊接技术的优点02激光焊接技术的应用031操作不熟练解决方案操作不当解决方案焊接操作问题及解决方案气孔由于保护气体不纯或保护不良,导致焊缝中出现气孔。
夹渣由于焊接速度过快或焊缝清理不当,导致焊缝中夹渣。
解决方案解决方案电击解决方案弧光辐射解决方案车身焊接底盘焊接发动机焊接典型汽车部件的焊接实例分析涉及对底盘结构件、悬挂、车桥等部件的焊接,要求熟练掌握底盘焊接的规范和操作流程。