螺柱焊STUB WELDING
- 格式:doc
- 大小:1.88 MB
- 文档页数:8
焊接专业词汇-英中对照weldable adj. 可焊的weldless adj. 无焊缝的weldment n. 焊(接)件double-bevel groove weld 双斜边坡口焊缝, K形坡口焊缝butt weld 对接焊缝groove weld 坡口焊contour weld 特形焊接automatic spot weld 自动点焊法explosive weld 爆炸焊接gas-pressure weld 气压焊concave fillet weld 凹角焊downhand weld 平焊缝carbon arc weld 碳极弧焊braze welding 硬焊, 铜焊, 钎焊air-acetylene welding空气-乙炔焊接argon arc welding 氩弧焊automatic slag-pool welding 自动电渣焊aircomatic welding 自动调弧氩弧焊, 惰性气体保护金属极弧焊aluminothermic welding 铸焊, 铝热剂焊接butt welding 对接焊, 对焊austenite welding 不锈钢(焊条)焊接automatic submerged arc welding 自动埋弧焊argon shielded arc welding 氩护电弧焊weld all around围焊weld appearance驾吨焊缝外观welding powder 焊粉weldable steel可焊钢;焊接钢weldable copper可焊复合铜板non-weldable steel不可焊接的钢high strength weldable aluminium alloy高强度可焊铝合金weldable可焊的non-weldable不可焊接的weldable strain gauge悦焊接式应变计weldbonding粘焊(指电阻点焊与用粘胶粘接相结合的焊接)welddecay[冶]焊接区晶间腐蚀welded all around(round)沿周边焊接的lap welded casing搭焊套管welded aluminum alloy(WAA)焊制铝合金welded and expansion joint焊接加胀接法welded and rolled tube joint焊胀welded armor焊接甲板welded attachment焊接附件welded austenitic stainless steel pipe焊接奥氏体不锈钢钢管welded bellows焊接波纹管welded body焊接车身;焊体welded bond焊接轨隙连接器welded cap焊接管封头projection welded cap凸焊帽;有凹凸的焊帽welded bridge焊接桥, 焊接桥梁welded casing焊接套管welded case焊接机匣helically-welded case螺旋焊接壳体welded chain焊接链welded cathode焊接阴极welded connection焊接合,焊接头,焊接联结shop-welded connection厂焊接头welded construction 焊接结构all-welded construction全焊结构welded contact rectifier熔接整流器welded corner joint角焊接welded crossing焊接断面welded digester焊接蒸煮锅welded elbow焊接机械肘, 焊接弯头welded encapsulation焊接封装welded ends焊接连接端welded fin tube焊片式翅片管welded fissure焊接裂缝,焊合的裂缝, 焊接裂纹welded fitting焊接式管接头welded flange焊接法兰;焊接翼缘manhole with common welded flange平焊法兰人孔manhole with butt welded flange对焊法兰人孔handhole with butt welded flange对焊法兰手孔welded flat head焊接式平盖welded frame焊接骨架, 焊接车架, 焊接隔框tubular welded frame scaffold管状焊接框架式脚手架welded frog焊接辙叉welded gasket焊接垫tie-in weld管段间焊接powder weld process粉末焊接法intermittent fillet weld断续角焊缝edge weld端接焊缝tack weld定位焊backing run; backing weld打底焊道strapped weld; strapped joint搭板对接焊缝strength weld承载焊缝lap fillet welding搭接角焊overlap welding; lap welding搭接焊magneticetic pulse welding磁力脉冲焊flywheel type friction welding; inertia welding储能摩擦焊stored energy welding储能焊percussion welding冲击焊workshop welding车间焊接explosive welding爆炸焊接blasting welding factory爆破焊接厂welded eye焊眼welded elbow; welded ell焊接直角弯头welded nut焊接螺母welded tank焊接罐welded pipe焊接管ratio-frequency welded tube高频焊管furnace butt-welded pipe对接炉焊管hammer welded pipe锻焊管lap welded casing搭焊套管concave fillet weld凹形角焊缝automatic spot weld自动点焊法butt weld对接焊缝carbon arc weld碳极弧焊concave fillet weld凹角焊contour weld特形焊接double-bevel groove weld双斜边坡口焊缝, K形坡口焊缝downhand weld平焊缝explosive weld爆炸焊接gas-pressure weld气压焊groove weld坡口焊heliarc weld氦弧焊inert gas carbon-arc weld惰性气体保护碳弧焊接inert gas metal-arc weld惰性气体保护金属极弧焊intermittent weld间断焊缝lap(seam) weld搭接焊缝; 搭接焊laser weld激光焊multiple-electrode submerged arc weld多电极埋弧焊multiple-pass weld多道焊缝non-pressure weld熔焊, 不加压焊接overhead fillet weld仰焊角焊缝oxyacetylene weld氧[乙]炔焊, 气焊oxygen weld氧气焊接, 气焊projection weld凸焊resonance butt weld谐振式对接焊scarf weld斜面焊接, 两端搭接焊, 嵌接焊semi-automatic arc weld半自动电弧焊shot weld点焊fusion pressure welding熔化压接fusion thermit welding熔化铅热焊gas-electric welding气电联合焊接gas metal arc welding气体保护金属极电弧焊, 熔化极气体保护焊gas shielded arc welding气体保护焊, 气体保护弧焊gas shielded magnetic flux arc welding磁性焊剂气体保护焊gas torch welding炬焊gas tungsten arc welding钨电极惰性气体保护焊girth welding环缝焊接gravity welding重力焊, 重力式电弧焊hammer welding锻接hard facing arc welding表面加硬电弧焊heated-tool welding热烙铁焊接helium shielded welding氦气保护焊接hidden arc welding潜弧焊, 埋弧焊high-frequency induction welding高频感应焊接horizontal fillet welding水平角焊接horizontal-rolled-position welding滚动水平焊, 水平转动焊接hydrogen atomic welding原子氢焊接induction resistance welding感应电阻焊接indirect spot welding间接点焊inert gas shielded-arc welding惰性气体保护焊inert gas tungsten arc welding钨板惰性气体保护焊inertial welding惯性焊接jump welding丁字形焊。
螺柱焊技巧1. 引言螺柱焊是一种常见的焊接技术,用于将螺钉或螺柱固定在工件上。
它在机械制造、建筑、汽车工业等领域得到广泛应用。
本文将介绍螺柱焊的基本原理、焊接材料和设备、焊接过程以及一些常见的焊接技巧。
2. 螺柱焊的基本原理螺柱焊是通过将螺柱与工件焊接在一起,形成强固的连接。
焊接产生的热量会使螺柱和工件的材料熔化,并通过冷却形成焊接接头。
螺柱焊的焊接接头通常具有较高的强度和可靠性。
3. 焊接材料和设备3.1 焊接材料螺柱焊常用的焊接材料有焊丝和焊剂。
焊丝是用于填充焊接接头的材料,常见的焊丝有铜焊丝、铝焊丝和不锈钢焊丝等。
焊剂是用于清洁焊接接头和促进焊接的化学剂。
3.2 焊接设备螺柱焊常用的焊接设备有焊枪、焊接机和辅助工具。
焊枪是焊接过程中用于提供电流和焊丝的工具,焊接机是用于提供电能和控制焊接参数的设备。
辅助工具包括焊接夹具、钳子等,用于固定工件和焊接材料。
4. 螺柱焊的焊接过程螺柱焊的焊接过程可以分为准备工作、焊接操作和后续处理三个阶段。
4.1 准备工作在进行螺柱焊之前,需要进行以下准备工作:•清洁工件表面,去除油污和氧化物,以确保焊接接头的质量。
•预热工件,特别是对于厚度较大的工件,预热可以减少焊接应力和变形。
•选择合适的焊接材料和设备,根据工件材料和焊接要求选择合适的焊丝和焊剂。
•调整焊接参数,包括电流、电压和焊接速度等,以保证焊接接头的质量。
4.2 焊接操作螺柱焊的焊接操作步骤如下:1.将螺柱与工件对齐,并使用焊接夹具或钳子固定住。
2.使用焊枪将焊丝送入焊接接头,同时提供所需的电流。
3.移动焊枪,使焊丝在螺柱和工件之间形成焊接接头。
4.控制焊接速度和焊丝供给速度,以保证焊接接头的质量。
5.焊接完成后,停止供电并等待焊接接头冷却。
4.3 后续处理焊接完成后,还需要进行一些后续处理工作:•对焊接接头进行清理,去除焊渣和氧化物。
•对焊接接头进行检查,确保焊接质量符合要求。
•如有需要,可以进行热处理或机械加工,以进一步提高焊接接头的性能。
螺柱焊的过程及工艺参数螺柱焊是一种常见的焊接工艺,用于连接螺柱与工件的焊接。
本文将介绍螺柱焊的过程及工艺参数。
螺柱焊的过程通常包括准备工作、焊接操作和后续处理。
准备工作是螺柱焊的第一步。
首先,需要选择适当的焊接设备和材料。
焊接设备包括焊接机和焊接电极。
焊接材料通常是金属焊丝。
然后,需要对工件进行预处理,包括清洁和去除表面氧化物。
这可以通过使用溶剂或机械方法来完成。
最后,还需要准备焊接区域,确保焊接区域的平整度和对齐度。
焊接操作是螺柱焊的核心步骤。
首先,需要将螺柱与工件进行对位,并使用夹具将其固定。
然后,将焊接电极与焊接区域接触,形成电弧。
在焊接过程中,需要控制电弧的稳定性和焊接速度。
同时,还需要保持适当的焊接电流和电压,以确保焊接质量。
焊接完成后,需要等待焊缝冷却,并进行质量检查。
螺柱焊的工艺参数对焊接质量和效率起着重要作用。
其中,焊接电流和电压是两个关键参数。
焊接电流决定焊接强度和渗透深度,一般根据工件材料的特性和要求来确定。
焊接电压影响电弧的稳定性和焊接速度,一般需要根据焊接电流来调整。
此外,还需要注意焊接速度、焊接时间和焊接角度等参数,以确保焊接质量和效率。
除了电流和电压,还有一些其他的工艺参数也需要考虑。
例如,焊接电极的直径和材料选择,会影响焊接质量和稳定性。
焊接速度和焊接时间的选择,也会对焊缝的形成和焊接效果产生影响。
此外,环境条件(如温度和湿度)也需要考虑,以避免对焊接质量产生不利影响。
螺柱焊是一种重要的焊接工艺,用于连接螺柱与工件。
通过适当的准备工作和控制工艺参数,可以实现高质量的螺柱焊接。
同时,需要注意安全操作和质量检查,以确保焊接质量和工作效率。
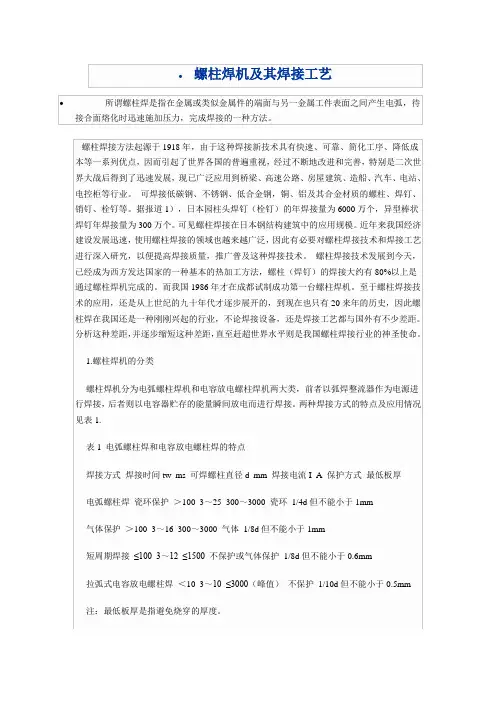


螺柱焊机的工作及原理螺柱焊(studwelding)是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。
电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它钢结构等。
主要由螺柱焊电源和焊枪组成.电弧螺柱焊的基本原理是在待焊螺柱与工件间引燃电弧,当螺柱与工件被加热到合适温度时,在外力作用下,螺柱送入工件上的焊接熔池形成焊接接头。
根据焊接过程中所用焊接电源的不同,传统电弧螺柱焊可以分为普通电弧螺柱焊和电容储能电弧螺柱焊两种基本方法编辑本段螺柱焊接原理分析螺柱焊是将金属螺柱或其他紧固件焊接在工件上的方法。
实现螺柱焊接的方法有多种,如:拉弧式螺柱焊、储能式螺柱焊、电阻焊、凸焊等。
与之相对应的焊机也有所不同,分别为拉弧式螺柱焊机、储能式螺柱焊机、电阻焊机、凸焊机等。
[1]螺柱焊机在国内有多种非正规称法,如种焊机,植焊机,种钉机,植钉机,植焊机,螺钉焊机,螺丝焊机等等,均是指螺柱焊机。
储能式螺柱焊机储能式螺柱焊机采用大容量电容作为焊接能量的来源,通过可控硅精确控制放电时间,以瞬间低电压-强电流的方式将螺柱尖端迅速熔化,使螺柱和工作面间隙快速合并,将螺柱牢固的焊接在工作面上,整个过程持续约1-3ms。
储能式螺柱焊机的工作原理简图如下:螺柱焊原理图储能式螺柱焊机使用220v交流电,通过变压器1升压,再通过整流桥2将交流电变成直流电,经过双向整流管3和电池电阻向电容6电池。
由智能芯片准确掌控可控硅5,并使储能电容6瞬间释放出来全部电量顺利完成整个冲压过程。
储能式螺柱焊机广为运用于钣金工程、电子业开关柜、试验和医疗设备、食品工业、家电工业、通讯工程、工业全套炊具、办公室和银行设备、投币式督货机、玻璃幕墙结构和绝缘技术等。
编辑本段螺柱焊的特点1.非常节省时间和成本所有螺柱焊的结构不用钻孔,冲孔,车螺纹,铆接,拧螺纹和精整等步骤。
ASME锅炉和压力容器规范中有关焊接术语定义ASME锅炉和压力容器规范中有关焊接术语定义QW-492电弧缝焊arc seam weld 采用电弧焊方法焊成的缝形焊缝。
电弧点焊arc spot weld 采用电弧焊方法焊成的点状焊缝。
弧伤arc strike 由于疏忽大意,使电能在完成的焊缝(或母材)表面与焊条或磁探头(电流源)之间通过,从而发生电弧,造成在完成的焊缝(或母材)的外形轮廓上的任何烧伤。
螺柱弧焊arc stud swelding 一种弧焊方法。
此法在金属螺柱(或类似零件)和另一工件之间引发电弧,直至被连接的表面受到适当加热,然后再以压力使两者接合起来。
在螺柱外围加一陶瓷护套,可以获得适当的部分保护。
焊剂或保护气体可用可不用。
电弧焊arc welding 电弧焊是指某一焊接方法群,此焊接方法群是以单弧或多弧加热的办法来实现接合,填充金属可用可不用,外加压力亦可用可不用。
焊态as-welded 焊缝金属、焊接接头和焊件,在焊接后未接受任何后续处理例如热处理、机械处理或化学处理之前的状态。
自动焊automatic welding 采用施焊时间无需焊接操作工调节控制钮的机器进行的焊接。
这类焊机可以也可以不执行装卸工件的工作,参见机动焊。
背面清根back gouging 从一个部分焊接的接头的另一面清除一些焊缝金属和母材,以保证从这一面作后续焊接时能完全焊透。
后焊法backhand welding 焊炬或焊枪的指向与焊接方向相反的一种焊接技术。
衬垫backing 为了支撑熔化的焊接金属在焊接接头的根部放置一材料。
背面气体backing gas 采用氩、氦、氮或活性气体之类,从焊接接头根部的背面(与焊接侧相反的一面)排除氧气。
母材base metal 被焊接的或被切割的金属。
熔合线bond line, fusion line 见fusion line对接接头butt joint 在近乎同一的平面内对装在一起的两元件之间的接头。
螺柱焊接基础知识螺柱焊及螺柱穿透焊工艺的由来和现状螺柱焊起于上世纪30年代,首先在造船工业装修中应用,到50~60年代发达国家在钢结构工程中开始应用,70年代应用范围和行业逐渐增加,锅炉、压力容器、汽车、造船、金属结构中 ...螺柱焊及螺柱穿透焊工艺的由来和现状螺柱焊起于上世纪30年代,首先在造船工业装修中应用,到50~60年代发达国家在钢结构工程中开始应用,70年代应用范围和行业逐渐增加,锅炉、压力容器、汽车、造船、金属结构中的大量应用。
我国80年代在成都第一台国产螺柱焊机问世,并通过机电部鉴定。
90年代初国产RSR电容贮能螺柱焊机已成系列,解决了M2—M8螺柱的焊接问题,90年代中期研制成功RSR系列螺柱焊机,满足2~30 mm的螺柱焊接问题。
随着钢结构防火耐热要求的提高,螺柱焊技术得到了长足的进步,对异种钢的焊接取得了成功,目前国内有关单位正在攻克螺柱焊的另外二大难关,即横立焊和仰焊。
不断地向国内外行业领先的地位进军。
螺柱穿透焊是伴随着钢—混凝土结构的发展而推广起来的,作为钢—混凝土联结件的栓钉对结构发挥两种作用,一是承受钢—混凝土结构的水平剪切力,二是防止钢—混结构垂直剥离的抗翘作用。
抗剪钉主要用于钢筋混凝土柱,梁及楼板的抗剪,特别是大跨度铁路桥梁,市政公路高架桥、高承载力钢结构建筑等。
在多层钢结构组合楼板施工中,经常是安装钢结构柱梁,在铺设压型钢板后进行螺柱焊施工。
在压型钢板铺设时,为提高其支承刚度,通常采用多跨连接布置方式。
因此,大量的螺柱需在压型钢板上引弧并穿透压型钢板焊接于梁上,这种方法就叫“螺柱穿透焊”工艺。
穿透焊和非穿透焊的区别在于支撑梁与螺柱端部之间增加了压型钢板的隔离层,使螺柱端部无法与钢梁表面直接接触,由于压型板隔离层的存在,形成了许多焊接工艺上无法控制的因素,致使焊接质量得不到保证。
螺柱焊优点电弧螺柱焊(以下简称螺柱焊)是焊接学科的一个分支,也是目前各国工业领域广泛应用的连接和装配方式,这种工艺具有三大优越性:(1)同焊条电弧焊对比,可实现全截面的焊接,焊条电弧焊只能实现角焊缝,所以螺柱焊的螺栓抗剪能力得到大幅度的提高。
熔接fusion welding压接pressure welding焊接过程welding process焊接技术welding technique焊接工艺welding technology/procedure焊接操作welding operation焊接顺序welding sequence焊接方向direction of welding焊接位置welding position熔敷顺序build-up sequencedeposition sequence焊缝倾角weld slope/inclination of weld axis焊缝转角weld rotation/angle of rotation平焊位置flat position of welding横焊位置horizontal position of welding立焊位置vertical position of welding仰焊位置overhead position of welding平焊downhand welding/flat position welding横焊horizontal position welding立焊vertical position welding仰焊overhead position welding全位置焊all position welding:熔焊时,焊件接逢所处空间位置包括平焊、横焊、仰焊等位置所进行的焊接。
如水平固定管所进行的环缝焊接向下立焊vertical down welding/downward welding in the vertical position向上立焊vertical up welding/upward welding in the vertical position倾斜焊inclined position welding上坡焊upward welding in the inclined position下坡焊downward welding in the inclined position对接焊butt welding角焊fillet welding搭接焊lap welding船形焊fillet welding in the downhand position/fillet welding in the flat position平角焊horizontal fillet welding立角焊fillet welding in the vertical position仰角焊fillet welding in the overhead position坡口焊groove weldingi形坡口对接焊square butt welding喇叭形坡口焊 flare groove welding卷边焊flanged edge welding纵缝焊接welding of longitudinal seam横缝焊接welding of transverse seam环缝焊接girth welding/ circumferential螺旋缝焊接welding of spiral seam/welding of helical seam环缝对接焊butt welding of circumferential seam定位焊tack welding单面焊welding by one side双面焊welding by both sides单道焊single pass welding/single run welding多道焊multi-pass welding单层焊single layer welding多层焊multi-layer welding分段多层焊block sequence/ block welding分层多道焊multi-layer and multi-pass welding连续焊continuous welding断续焊intermittent welding打底焊backing weld封底焊back sealing weld盖面焊cosmetic welding深熔焊deep penetration welding摆动焊welding with weaving/weave bead welding前倾焊 foreward welding (英国)/ forehand welding (美国) 后倾焊 backward welding(英国)/ backhand welding(美国) 分段退焊backstep welding跳焊skip welding对称焊balanced welding/ balanced welding sequence 左焊法leftward welding forehand welding右焊法rightward welding/backhand welding挑弧焊whipping method自动焊automatic welding手工焊manual welding/hand welding车间焊接shop welding工地焊接site welding(英国)/ field welding (美国)拘束焊接restraint welding堆焊surfacing/building up/overlaying隔离层堆焊buttering端部周边焊boxing/end return返修焊rewelding补焊repair welding塞焊plug welding槽焊slot welding衬垫焊welding with backing焊剂垫焊welding with flux backing窄间隙焊narrow-gap welding强制成形焊enclosed welding脉冲电弧焊pulsed are welding电弧点焊arc spot welding螺柱焊stud welding热风焊hot gas welding高能焊high grade energy welding固态焊接solid-state welding单面焊双面成形one-side welding with back formation 焊接条件welding condition焊接工艺参数welding parameter极性polarity正接electrode negative/straight polarity反接electrode positive/reversed polarity运条方式manipulation of electrode焊接电流welding current焊接电流增加时间welding current upslope time焊接电流衰减时间welding current downslope time电流密度current density短路电流short circuit current脉冲电流pulse level/pulse current level脉冲电流幅值pulse current amplitude基值电流background level脉冲频率pulse frequency脉冲焊接电流占空比duty cycle of pulse duration电弧电压arc voltage再引弧电压reignition voltage焊接速度welding speed行走速度rate of travel/travel speed送丝速度wire feed rate线能量heat input/energy input热输入heat input预热preheat后热postheat焊后热处理posweld heat treatment/postheat treatment 预热温度preheat temperature层间温度interpass temperature焊接终了温度finishing temperature后热温度postheating temperature焊丝伸出长度wire extension弧长arc length熔化速度melting rate熔化时间melting time熔化系数melting coefficient熔敷速度rate of deposition/deposition rate熔敷系数deposition coefficient熔敷效率deposition efficiency损失系数loss coefficient飞spatter飞溅率spatter loss coefficient融合比fusion ratio稀释dilution稀释率rate of dilution合金过度系数transfer efficiency/recovery (of an element) 坡口groove坡口面groove face坡口面角度angle of bevel (英国)/ bevel angle (美国)坡口角度included angle(英国)/groove angle(美国)坡口高度groove depth钝边root face钝边高度thickness of root face/width of root face根部间隙root gap(英国)/root opening (美国)根部半径root radius/groove radius根部锐边root edge卷边高度height of flange卷边半径radius of flange单面坡口single groove双面坡口double groove坡口形式groove typei形坡口square groovev形坡口single v groovey形坡口single v groove with root face双y形坡口double vgroove with root face带钝边u形坡口single u groove带钝边双u形坡口double u groovevy形坡口single compound angle groove带钝边j形坡口single j groove带钝边双j形坡口double j groove单边v形坡口single bevel groove双v形坡口double v groove不对称双v形坡口 asymmetric double v groove双单边v形坡口 double bevel groove/k groove带垫板v形坡口 v groove with backing/ single v groove with backing。
焊接专业词汇-英中对照weldable adj. 可焊的weldless adj. 无焊缝的weldment n. 焊(接)件double-bevel groove weld 双斜边坡口焊缝, K形坡口焊缝butt weld 对接焊缝groove weld 坡口焊contour weld 特形焊接automatic spot weld 自动点焊法explosive weld 爆炸焊接gas-pressure weld 气压焊concave fillet weld 凹角焊downhand weld 平焊缝carbon arc weld 碳极弧焊braze welding 硬焊, 铜焊, 钎焊air-acetylene welding空气-乙炔焊接argon arc welding 氩弧焊automatic slag-pool welding 自动电渣焊aircomatic welding 自动调弧氩弧焊, 惰性气体保护金属极弧焊aluminothermic welding 铸焊, 铝热剂焊接butt welding 对接焊, 对焊austenite welding 不锈钢(焊条)焊接automatic submerged arc welding 自动埋弧焊argon shielded arc welding 氩护电弧焊weld all around围焊weld appearance驾吨焊缝外观welding powder 焊粉weldable steel可焊钢;焊接钢weldable copper可焊复合铜板non-weldable steel不可焊接的钢high strength weldable aluminium alloy高强度可焊铝合金weldable可焊的non-weldable不可焊接的weldable strain gauge悦焊接式应变计weldbonding粘焊(指电阻点焊与用粘胶粘接相结合的焊接)welddecay[冶]焊接区晶间腐蚀welded all around(round)沿周边焊接的lap welded casing搭焊套管welded aluminum alloy(WAA)焊制铝合金welded and expansion joint焊接加胀接法welded and rolled tube joint焊胀welded armor焊接甲板welded attachment焊接附件welded austenitic stainless steel pipe焊接奥氏体不锈钢钢管welded bellows焊接波纹管welded body焊接车身;焊体welded bond焊接轨隙连接器welded cap焊接管封头projection welded cap凸焊帽;有凹凸的焊帽welded bridge焊接桥, 焊接桥梁welded casing焊接套管welded case焊接机匣helically-welded case螺旋焊接壳体welded chain焊接链welded cathode焊接阴极welded connection焊接合,焊接头,焊接联结shop-welded connection厂焊接头welded construction 焊接结构all-welded construction全焊结构welded contact rectifier熔接整流器welded corner joint角焊接welded crossing焊接断面welded digester焊接蒸煮锅welded elbow焊接机械肘, 焊接弯头welded encapsulation焊接封装welded ends焊接连接端welded fin tube焊片式翅片管welded fissure焊接裂缝,焊合的裂缝, 焊接裂纹welded fitting焊接式管接头welded flange焊接法兰;焊接翼缘manhole with common welded flange平焊法兰人孔manhole with butt welded flange对焊法兰人孔handhole with butt welded flange对焊法兰手孔welded flat head焊接式平盖welded frame焊接骨架, 焊接车架, 焊接隔框tubular welded frame scaffold管状焊接框架式脚手架welded frog焊接辙叉welded gasket焊接垫tie-in weld管段间焊接powder weld process粉末焊接法intermittent fillet weld断续角焊缝edge weld端接焊缝tack weld定位焊backing run; backing weld打底焊道strapped weld; strapped joint搭板对接焊缝strength weld承载焊缝lap fillet welding搭接角焊overlap welding; lap welding搭接焊magneticetic pulse welding磁力脉冲焊flywheel type friction welding; inertia welding储能摩擦焊stored energy welding储能焊percussion welding冲击焊workshop welding车间焊接explosive welding爆炸焊接blasting welding factory爆破焊接厂welded eye焊眼welded elbow; welded ell焊接直角弯头welded nut焊接螺母welded tank焊接罐welded pipe焊接管ratio-frequency welded tube高频焊管furnace butt-welded pipe对接炉焊管hammer welded pipe锻焊管lap welded casing搭焊套管concave fillet weld凹形角焊缝automatic spot weld自动点焊法butt weld对接焊缝carbon arc weld碳极弧焊concave fillet weld凹角焊contour weld特形焊接double-bevel groove weld双斜边坡口焊缝, K形坡口焊缝downhand weld平焊缝explosive weld爆炸焊接gas-pressure weld气压焊groove weld坡口焊heliarc weld氦弧焊inert gas carbon-arc weld惰性气体保护碳弧焊接inert gas metal-arc weld惰性气体保护金属极弧焊intermittent weld间断焊缝lap(seam) weld搭接焊缝; 搭接焊laser weld激光焊multiple-electrode submerged arc weld多电极埋弧焊multiple-pass weld多道焊缝non-pressure weld熔焊, 不加压焊接overhead fillet weld仰焊角焊缝oxyacetylene weld氧[乙]炔焊, 气焊oxygen weld氧气焊接, 气焊projection weld凸焊resonance butt weld谐振式对接焊scarf weld斜面焊接, 两端搭接焊, 嵌接焊semi-automatic arc weld半自动电弧焊shot weld点焊fusion pressure welding熔化压接fusion thermit welding熔化铅热焊gas-electric welding气电联合焊接gas metal arc welding气体保护金属极电弧焊, 熔化极气体保护焊gas shielded arc welding气体保护焊, 气体保护弧焊gas shielded magnetic flux arc welding磁性焊剂气体保护焊gas torch welding炬焊gas tungsten arc welding钨电极惰性气体保护焊girth welding环缝焊接gravity welding重力焊, 重力式电弧焊hammer welding锻接hard facing arc welding表面加硬电弧焊heated-tool welding热烙铁焊接helium shielded welding氦气保护焊接hidden arc welding潜弧焊, 埋弧焊high-frequency induction welding高频感应焊接horizontal fillet welding水平角焊接horizontal-rolled-position welding滚动水平焊, 水平转动焊接hydrogen atomic welding原子氢焊接induction resistance welding感应电阻焊接indirect spot welding间接点焊inert gas shielded-arc welding惰性气体保护焊inert gas tungsten arc welding钨板惰性气体保护焊inertial welding惯性焊接jump welding丁字形焊keyhole mode plasma arc welding小孔型等离子弧焊接lap welding搭焊; 搭头焊接lap fillet welding搭角焊light ga(u)ge welding薄板焊接line welding(电阻)缝焊liquid metal welding熔焊,浇注补焊longitudinal seam welding纵缝焊接, 纵向滚焊(焊缝)magnetic discharge welding电磁焊magnetic-force welding磁力焊接法manual eletro-slag welding手工电渣焊mash stitch welding多针缝式焊接match assemble welding装架焊接metal barie welding埋渣焊microgap welding微隙间隙焊micro resistance welding显微电阻焊mitre welding斜接焊接multiple-electrode welding多焊条焊接multiple-impulse welding多脉冲焊multiple projection welding多点凸焊multiple resistance welding复式电阻焊multiple-wire multiple-power submerged-arcwelding多丝埋弧焊multi-run welding多道焊narrow gap one side welding窄间隙单面焊non-gas shielded arc welding无气体保护电弧焊non-vacuum electron beam welding大气压电子束焊接open arc welding明弧焊接open butt gas pressure welding开式加压气焊orbit welding环形轨道自动焊接overhead position welding仰焊overlap welding搭接焊overlaying welding堆焊, 补焊pad welding垫块焊接parallel gap welding平行间隙焊接, 平行间隙熔焊penetration fusion welding深熔焊接percussion arc pile-up welding振动电弧堆焊percussive welding锻接pile-up welding堆焊pinpoint welding点焊plasma-MIG welding等离子熔化极气体保护焊plate electrode slag pool welding板极电渣焊pressure thermit welding加压铝热焊接progressive induction seam welding连续感应滚焊puddle welding熔焊pulsation welding脉冲接触焊pulsed laser welding脉冲激光焊接push welding手压点焊(接)quasi-arc welding潜弧自动焊radio-frequency welding射频焊接, 高频焊接resistance butt-seam welding电阻对缝焊接resistance electro-slag welding接触[电阻]电渣焊resistance-flash welding电阻闪光焊接resistance seam welding电阻缝焊resistance spot welding接触点焊resistance stud welding电阻栓焊resurfacing welding堆焊ring welding滚焊rotating arc welding旋转电弧焊sandwich welding夹紧冷焊scarf welding两端搭接焊, 嵌焊, 斜面焊接self-adjusting [self-regulating] arc welding自动调节电弧焊series welding单边多电极焊接, 串焊, 系列焊接series projection welding单边多极凸焊series seam welding单边双电极焊缝, 单边多极滚焊series-spot welding单面点焊shape welding异形焊shield-arc welding封闭电弧焊, 保护式电弧焊, 气体保护焊shielded carbon arc welding碳弧保护焊, 气体保护碳极电弧焊Sigma welding惰性气体保护金属极弧焊, 西格马焊接single-impulse welding单脉冲焊接single-pass [run] welding单道焊skip block welding分段多层跳焊skys welding间隔焊接slag pile-up welding电渣堆焊slant angle type welding低角度式焊接slanting butt seam welding斜对接缝焊solid-phase (pressure) welding固相压焊solid-state welding固态焊special build-up welding特殊堆焊spin welding旋转熔接spring type welding弹力式焊接stack welding多层接触点焊staggered welding错列焊staggered-intermittent fillet welding错综式间断角焊step-by-step welding跨步焊stitch welding叠焊(法); 跳焊; 针脚点焊(法) stitch-and-seam welding点线焊, 断续焊缝straight bead welding直线焊接stud welding螺柱焊接submerged arc welding潜弧焊submerged slag pool welding埋弧电渣焊接symmetry welding对称焊接tack welding平头焊接, 点焊tee spot welding丁字点焊thermal compression welding热压焊接three o'clock welding横向自动焊three-phase arc welding三相电弧焊接tie welding搭接焊torch welding吹管焊接torch braze welding焊矩钎焊track welding轨道焊接ultrasonic spot welding超声波点焊underside welding仰焊, 顶焊union melt welding埋弧自动焊upset butt welding电阻对接焊vacuum diffusion welding真空扩散焊(接) vertical position welding立焊water gas welding水煤气焊接water vapor arc welding水蒸汽保护焊接weaving welding摆动焊Westing-arc welding惰性气体保护金属板弧焊, 西屋电弧焊wire welding焊网。
凸焊螺柱焊接强度的检验一.概述1.凸焊螺柱通常为一个供焊接用的预制凸点,螺柱焊(stud welding)焊接过程是:将螺柱一端与板件(或管件)表面接触,螺柱与工件间通电引弧,工件被加热,待接触面熔化后,给螺柱一定压力,螺柱送入工件上的焊接熔池形成焊接接头。
a.将焊接螺柱(或柱状金属)放置于焊接母材上b.提升焊接螺柱,同时导通电流,在焊接螺柱和焊接母材之间激发电弧,c.电弧将焊接螺柱端部和焊接母材表面溶化,并形成焊接熔池;d.焊接螺柱和焊接母材相对运动,焊接螺柱在外力作用下以一定速度受控地插入熔池;e.焊接电流终止,电弧熄灭,同时熔池凝固,焊接过程完成,形成全断面熔合的焊缝2.螺柱焊接优点:①焊接在瞬间完成,提高了焊接工作效率,非常节省时间;②所有螺柱焊的结构不用钻孔,冲孔,标准的螺柱是低成本的,所以非常节省成本③可适应多种金属材料;④热影响区小,焊接母材变形小;⑤焊接损伤很小,母材背面没有或只有很小的焊接损伤;⑥保持中空零件的密闭性;⑦实现单面焊接;⑧操作简便。
正因为上述优点,所以螺柱焊在称身焊接中使用较广泛。
4.(以下内容仅作了解)螺柱根据公称直径的不同,长度的不同,丝牙(螺纹)的不同,凸点种类的不同等分类较多,常见的螺柱类型见下列图片3.对于端面凸焊螺栓来说,其敲检,套管扳检和判定方法与凸焊螺柱相同。
序号项目二.凸焊螺母焊接强度的检查敲检要求敲检时机使用工具内容1 23当螺柱熔融端与钣金的焊接面有间隙时焊接强度不够的可能性较大,建议进行敲检。
①达到工艺或检验文件规定的敲检频次时;②人、机、料、法、环任一因素发生变更时;③焊点外观质量极差,怀疑焊接强度不够时。
螺柱焊接强度检查使用的工具有:榔头(或锤子),对应规格的螺母,螺柱套管(内径7至10mm或比螺柱直径大1.5至5mm),扭力扳手,对应规格的套筒,记号笔,相机。
或序号项目螺柱的半破坏敲检内容4根据使用工具的不同或差异,具体操作有以下三种方式可供选择①橡胶榔头直接敲击:此种方式对螺纹基本无损伤,但操作起来相对费力。
螺柱焊的过程及工艺参数螺柱焊是一种金属连接工艺,通常用于连接两个或多个金属零件。
它的过程包括准备、焊接和后续处理。
下面将详细介绍螺柱焊的过程及工艺参数。
一、准备工作1.设计和选择焊接方法:根据工件种类、大小、形状、焊接需求和应力要求来确定使用何种螺柱焊方法。
2.选择合适的螺柱材料和焊接材料:根据焊接需求和环境条件,选择合适的螺柱材料和焊接材料,确保焊接强度和耐腐蚀性。
3.准备工件:确保工件表面干净、光滑,无油污、氧化物和其它杂质。
4.准备器材:根据要求选择合适的焊接器材,包括焊机、电缆、焊接枪等,并确保它们处于正常工作状态。
二、焊接工艺参数1.焊接电流:螺柱焊可以使用直流或交流电源,根据具体情况选择合适的电流。
电流大小直接影响焊接速度和焊接质量,通常使用的电流范围为50A到300A。
2.电弧电压:电弧电压取决于电流和焊接材料的类型和规格。
一般情况下,电弧电压在20V到30V之间,较低的电压可以获得较好的焊接质量。
3.焊接速度:焊接速度是指焊接枪在工件上移动的速度,它也间接影响焊缝的质量。
焊接速度应根据焊接材料和规格选择,通常在5cm/min到30cm/min之间。
4.保护气体流量:气体保护是螺柱焊的重要环节,可以采用惰性气体(如氩气)或活性气体(如二氧化碳)来防止氧化和空气污染焊缝。
保护气体流量大小受焊接速度和焊接电流的影响,在5升/分钟到15升/分钟之间。
5.焊接枪角度:焊接枪的角度对焊接质量也有一定影响。
一般情况下,横焊使用18度到30度的角度,纵焊使用30度到45度的角度。
6.焊缝形状:根据具体焊接要求和工件形状,选择合适的焊缝形状,包括V型、U型、X型等。
7.工件定位和支撑:要确保焊接过程中工件的稳定性和定位准确性,可以使用夹具或支撑物等辅助工具。
三、焊接过程1.接通电源和打开气源:连接焊接电源和气源,并确保它们处于正常工作状态。
2.焊接枪接触工件表面:将焊接枪的金属头与工件表面保持一定的接触压力。
螺柱焊属结构加工制造的高速发展和技术进步对将金属螺柱(或类似的金属紧固件如栓、钉、锚等)焊到板件(或管件)上去形成T形接头的连接方法不断提出新的要求,于是逐渐产生并形成了一种特殊的焊接技术,即螺柱焊,也称作植焊。
螺柱焊接技术虽然建立在其他成熟的焊接方法的原理基础上,但它毕竟有自己特殊的工艺规律及需要专用的设备,因而形成了一门有别于其他焊接技术的独立学科或技术分支。
螺柱焊是将金属螺柱或其他紧固件焊接在工件上的方法,主要由螺柱焊电源和焊枪组成实现螺柱焊接的方法根据热源分类,可以有电阻法、摩擦法、及电弧法等多种焊接方法.螺柱焊机在国内有多种非正规称法,如种焊机,植焊机,种钉机,植钉机,植焊机,螺钉焊机,螺丝焊机等等,均是指螺柱焊机。
电弧法螺柱焊(stud arc welding),因为只有电弧法螺柱焊才有其技术及焊接设备的特殊性。
电弧法螺柱焊又根据所采用的供电电源可分为三大类螺柱焊接方法。
第一种是稳定的电弧法螺柱焊。
螺柱端部与工件之间,产生稳定的电弧过程,电弧作为热源在工件上形成熔池,同时在螺柱端部形成熔化层及塑性区,螺柱被夹持在焊枪中,靠焊枪中的弹簧压力或其他机械压力作用将螺柱压入熔池,并且将部分或全部熔化金属挤出熔池进入陶瓷环成形槽中,从而形成再结晶的塑性连接或再结晶和重结晶的混合连接接头。
这种螺柱焊的电源一般是具有下降伏安特性的弧焊整流器(可控及不可控整流器)、焊接逆变器或直流弧焊发电机。
如同焊条电弧焊一样,电弧放电是稳定而持续的电弧过程。
稳定的电弧法螺柱焊也称作电弧螺柱焊(arc stud welding)。
第二种是不稳定电弧法螺柱焊。
与前者的不同之处在于电弧的供电电源是电容器组。
电容器在螺柱端部与工件之间放电,实现螺柱焊接。
因为电容放电是不稳定的电弧过程,即电弧电压与焊接电源是瞬间变化着的,过程是不可控的。
这种不稳定的电弧法螺柱焊一般称作电容储能螺柱焊或电容放电螺柱焊(capacitance discharge stud welding)。
又因为用这种方法施焊的螺柱端部中心必须加工出一个凸尖,所以也有人称作尖端放电螺柱焊(peak discharge stud welding)。
储能式螺柱焊机采用大容量电容作为焊接能量的来源,通过可控硅精确控制放电时间,以瞬间低电压-强电流的方式将螺柱尖端迅速熔化,使螺柱和工作面间隙快速合并,将螺柱牢固的焊接在工作面上,整个过程持续约1-3ms。
焊接范围:种钉机的螺柱焊接范围是有限的,一般为M3-M8,较少用于焊接M10或以上的螺柱焊钉,原因有三个:第一,种钉机每次焊接的所需的能量来自于电容,电容所能存储的能量是有限的,如果焊接太大的螺柱会造成能量不足的缺陷从而导致焊接强度不够或不稳定。
第二,螺柱焊钉直径越大,则其法兰盘也越大,而种钉机焊接的时间只有1-3ms,法兰盘过大容易使部分表面在焊接时未和母板完全焊接在一起,造成虚焊,焊接强度不佳。
有一种解决方法是使用不含法兰盘的焊钉,这样可以一定程度上减小法兰盘的焊接面积,不至于造成虚焊。
第三,种钉机用于薄板焊接,母板厚度一般在3mm以下,并且植钉机焊接熔池较浅,小于螺柱直径的1/10,使用M8的螺柱焊钉焊接薄板已经完全满足应用需求。
如果用于焊接3mm以上的厚板,则会因为熔池过浅而导致焊接强度不够的问题(在不虚焊的情况下)。
实现螺柱焊接的方法根据热源分类,可以有电阻法、摩擦法、及电弧法等多种焊接方法.螺柱焊机在国内有多种非正规称法,如种焊机,植焊机,种钉机,植钉机,植焊机,螺钉焊机,螺丝焊机等等,均是指螺柱焊机。
电弧法螺柱焊(stud arc welding),因为只有电弧法螺柱焊才有其技术及焊接设备的特殊性。
电弧法螺柱焊又根据所采用的供电电源可分为三大类螺柱焊接方法。
第一种是稳定的电弧法螺柱焊。
螺柱端部与工件之间,产生稳定的电弧过程,电弧作为热源在工件上形成熔池,同时在螺柱端部形成熔化层及塑性区,螺柱被夹持在焊枪中,靠焊枪中的弹簧压力或其他机械压力作用将螺柱压入熔池,并且将部分或全部熔化金属挤出熔池进入陶瓷环成形槽中,从而形成再结晶的塑性连接或再结晶和重结晶的混合连接接头。
这种螺柱焊的电源一般是具有下降伏安特性的弧焊整流器(可控及不可控整流器)、焊接逆变器或直流弧焊发电机。
如同焊条电弧焊一样,电弧放电是稳定而持续的电弧过程。
稳定的电弧法螺柱焊也称作电弧螺柱焊(arc stud welding)。
第二种是不稳定电弧法螺柱焊。
与前者的不同之处在于电弧的供电电源是电容器组。
电容器在螺柱端部与工件之间放电,实现螺柱焊接。
因为电容放电是不稳定的电弧过程,即电弧电压与焊接电源是瞬间变化着的,过程是不可控的。
这种不稳定的电弧法螺柱焊一般称作电容储能螺柱焊或电容放电螺柱焊(capacitance discharge stud welding)。
又因为用这种方法施焊的螺柱端部中心必须加工出一个凸尖,所以也有人称作尖端放电螺柱焊(peak discharge stud welding)。
储能式螺柱焊机采用大容量电容作为焊接能量的来源,通过可控硅精确控制放电时间,以瞬间低电压-强电流的方式将螺柱尖端迅速熔化,使螺柱和工作面间隙快速合并,将螺柱牢固的焊接在工作面上,整个过程持续约1-3ms。
焊接范围:种钉机的螺柱焊接范围是有限的,一般为M3-M8,较少用于焊接M10或以上的螺柱焊钉,原因有三个:第一,种钉机每次焊接的所需的能量来自于电容,电容所能存储的能量是有限的,如果焊接太大的螺柱会造成能量不足的缺陷从而导致焊接强度不够或不稳定。
第二,螺柱焊钉直径越大,则其法兰盘也越大,而种钉机焊接的时间只有1-3ms,法兰盘过大容易使部分表面在焊接时未和母板完全焊接在一起,造成虚焊,焊接强度不佳。
有一种解决方法是使用不含法兰盘的焊钉,这样可以一定程度上减小法兰盘的焊接面积,不至于造成虚焊。
第三,种钉机用于薄板焊接,母板厚度一般在3mm以下,并且植钉机焊接熔池较浅,小于螺柱直径的1/10,使用M8的螺柱焊钉焊接薄板已经完全满足应用需求。
如果用于焊接3mm以上的厚板,则会因为熔池过浅而导致焊接强度不够的问题(在不虚焊的情况下)。
第三种电弧法螺柱焊称作短周期螺柱焊(short cycle stud welding)或短时螺柱焊(short time stud welding)。
焊接电弧经过了电流波形调制,由较小的先导电弧电流及较大的焊接电弧电流两部分组成。
因而是短时阶段稳定或不稳定电弧法螺柱焊。
短周期螺柱焊的供电电源一般由两个并联的电源分别先后给先导电弧及焊接电弧供电。
可以是两个弧焊整流器(可控或不控),也可以是整流器和电容器组,只有采用逆变电源是才可以不用双电源并联。
拉弧式螺柱焊机的短周期焊接的焊接时间为5-100ms,适合在厚板上焊接直径较小的螺柱焊钉。
三种电弧法焊接的适用场合和特点:电弧螺柱焊适用于φ以上φ以下的大直径螺柱在中厚钢板上的焊接。
一般应用于大型金属构件的植钉。
如锅炉、化工炉的保温层固定,造船、铁路、客车、桥梁及粮食钢板仓库的建造等场合,φφ的螺柱用得最多;高层建筑金属构架、电力变压器、高速公路护栏以及建筑工程上的预埋件结构等,用φφ的螺柱河钢筋较多。
电容放电螺柱焊适用于非镀层薄钢板上的植钉。
如机箱、仪表箱、橱具、家电、超市货架等薄壁结构φ以下的螺柱较多。
其中拉弧式电容放电螺柱焊却可以焊接锌层薄钢板。
短周期螺柱焊主要用于镀层薄钢板上的植钉。
如汽车车身、通讯设备的机箱、机柜、箱式变电站等场合。
电弧螺柱焊()作为熔化焊接方法之一,同样存在如何保护熔池不受空气的侵犯的问题。
这里基本上没有采用传统的渣保护、气保护或渣之联合保护等方法,而使用了陶瓷环的机械保护法。
它基本上可以满足结构钢(低碳钢及普低钢)的植焊质量要求。
而且成本低,每个陶瓷环仅合人民币角钱左右,焊后瓷环破碎作为垃圾清除。
对有色金属或不锈钢或其他材料,用氩气()保护是比较理想的,自然成本略高。
电容储能螺柱焊和短周期螺柱焊则不采用任何保护措施,因为电弧燃烧时间极短(前者约为,后者为)在引发电弧和电弧由小电流到大电流迅速膨胀过程中,将接头区的空气排挤出去,电离化的金属蒸汽充满了电弧空间并具有一定的负压,当被排挤出的空气重新回来恢复到新的平衡时,焊接过程已经结束。
这个时间临界值为。
所以短周期螺柱焊不能焊φ以上的螺柱也是受到了燃弧时间会超过临界无保护时间的的限制。
材质范围:种焊机对材质没有选择性,低碳钢、不锈钢、铝、黄铜都可以焊接,只需要配合相应的焊枪就可以了,焊枪分为提升式螺柱焊枪和压力式螺柱焊枪两种,提升式螺柱焊枪适合焊接低碳钢、不锈钢、铝、黄铜四种材质的螺柱焊钉,压力式焊枪适合焊接低碳钢、不锈钢和黄铜三种材质的螺柱焊钉。
螺柱焊的特点1.非常节省时间和成本•1 所有螺柱焊的结构不•2 用钻孔,•3 冲孔,•4 车螺纹,•5 铆接,•6 拧螺纹和精整等步骤。
2.不断扩展结构设计的应用潜力•1 在螺柱焊时起焊接过程是短时间,•2 大电流和较小的熔深。
因此,•3 可以焊接到很薄的板•4 材上。
对于使用陶瓷环拉弧螺柱焊和短周期拉弧螺柱焊的板厚可以到1mm。
电容放电拉弧•5 螺柱焊可以到0.6mm,而•6储能式螺柱可以到0.5mm。
螺柱焊的工件必须是从一侧焊接。
•1 能在全位置焊接,•2 借助于扩展器可以焊接到受限制的垂直隔板上。
•3 由于是短时间焊接且焊后很少变形,•4 故不•5 需要修整。
•6 因为焊接的结构不•7 需要钻孔,•8 故不•9 会造成泄漏。
•10 螺柱焊的接头可以达到很高的强度,•11 即螺柱焊的接头强度大于螺柱本身强度。
•12 在镀层或高合金板材焊接后,•13背面没有印痕。
3.良好的经济性螺柱焊相对于其他焊接方法的优点,•2 在于焊接功率上。
对于批量生产的工件,•3 在很短的焊接时间(3-980ms)内可打到8-40个/min(根据不同•4 直径螺柱和不同•5 焊接功率)。
而•6 自动送料螺柱焊机可以达到60个/min的超高效率。
•7 标•8 准的螺柱是低成本的。
•9 螺柱焊设备•10和焊枪具有多种类型,•11 设备•12 的购置费用相对较低。
•13 根据产品,•14可以制成多工位自动焊机,•15 或高精度龙门式数控自动焊机。
•16 螺柱焊具有较高的质量再现率和较小的废品率。
•17 但是,•18螺柱焊在应用中要注意:螺柱焊也和其他熔化焊一样,•19 对钢中的含碳量有一定限制——对于结构钢螺柱,•20含碳量应在0.18%以内,而•21 母材的含碳量应在0.2%以内。
•22 要根据螺柱焊的不同•23方法,•24 按推荐的螺柱材料和母材组合可焊性施焊,•25 否则螺柱和母材相互之间会有不•26 熔性。
•27 超出推荐范围以外的螺柱材料和母材组合要通过试验确定可焊性和产品设计要求进行相关检验评定可能性。