数控加工的程序编制
- 格式:ppt
- 大小:2.79 MB
- 文档页数:114


面铣削加工程序编制
专业:机械设计制造及其自动化
班级:T08机自
姓名:
1课程设计任务
(1)零件图工艺分析
(2)确定装夹方案
(3)确定装夹顺序
(4)选择加工用量具
(5)合理选择切削用量
(6)拟订数控铣削加工工序卡
(7)根据加工工序步骤编写加工程序
2课程设计目的
使我们了解数控铣床的加工工艺范围、特点、方式、及加工对象,掌握常用刀具的选用、夹具的使用等。通过对数控技术的发展,极大地改变了人们的制造手段和方法,本文通过对数控铣床及数控系统的介绍和典型铣床零件的加工规程的分析从而进一步提高对数控铣床的认识程度,并掌握铣床零件加工的规程。
3数控铣床概况
3.1数控铣床的主要功能和加工特点
3.1.1 数控铣床的主要功能
各类型数控铣床所配置的数控系统虽各有不同,其主要功能基本相同。
(1)点位控制功能
此功能可以实现对相互位置精度要求很高的孔系加工。
(2)连续轮廓控制功能 此功能可以实现直线、圆弧的插补功能及非圆曲线的加工。
(3)刀具半径补偿功能
此功能可以根据零件图样的标注尺寸来编程,而不必考虑所用刀具的实际半径尺寸,从而减少编程时的复杂数值计算。
(4)刀具长度补偿功能
此功能可以自动补偿刀具的长短,以适应加工中对刀具长度尺寸调整的要求。
(5)比例及镜像加工功能
此功能可将编好的加工程序按指定比例改变坐标值来执行。镜加工又称轴对称加工,如果一个零件的形状关于坐标轴对称,那么只要编出一个或两个象限的程序,而其余象限的轮廓就可以通过镜像加工来实现。
(6)旋转功能
该功能可将编好的加工程序在加工平面内旋转任意角度来执行。
(7)子程序调用功能
有些零件需要在不同的位置上重复加工同样的轮廓形状,将这一轮廓形状的加工程序作为子程序,在需要的位置上重复调用,就可以完成对该零件的加工。
(8)宏程序功能
201 0年第15期
(总第1 63期) 琐代芷业文II/
MODERN ENTERPRlSE CULTURE NO.15,2010 (CumuIatiVetyNO.1 63)
浅谈数控车床加工程序的编制
陈永红
(广东省肇庆市高级技工学校,广东肇庆526020)
摘要:为了提高数控车床的生产效率,选择最合理的加工 路线尤为重要。文章从确定进给路线、选择合适的G命令等细
节出发,探讨了数控车削中程序的编制方法。
关键词:数控车床;程序编制;G命令
一、零件图样的分析 分析看懂零件冈样是T艺准备中的首要T作,它是车削流
程的基础,直接影响零件的编制及加工结果。 首先,审查与分析零件图中的尺寸标注方法是否符合数控
加:[的特点,审查和分析在数控车床上加工时零件结构的合理 性。其次,审查与分析加T轮廓的几何要素。冉次,审查与分
析形状和位置公差要求。最后,审查与分析零件的表面粗糙度 要求,材料与热处理要求,毛坯的要求,件数的要求等也是对
:】==序安排及走刀路线的确定不可忽视的参数。
二、进给路线的选择 进给路线的确定是加T程序编制的重点,主要是确定粗加
工及空行程的走刀路线,因精加工切削程序走刀路线基本上都
是沿其零件轮廓顺序进行的。使走刀路线最短可以节省整个加
:E过程的执行时间,还能减少一些不必要的刀具消耗及机床进
给机构滑动部件的磨损。 1.找最短空行程路线,主要有以下几点:
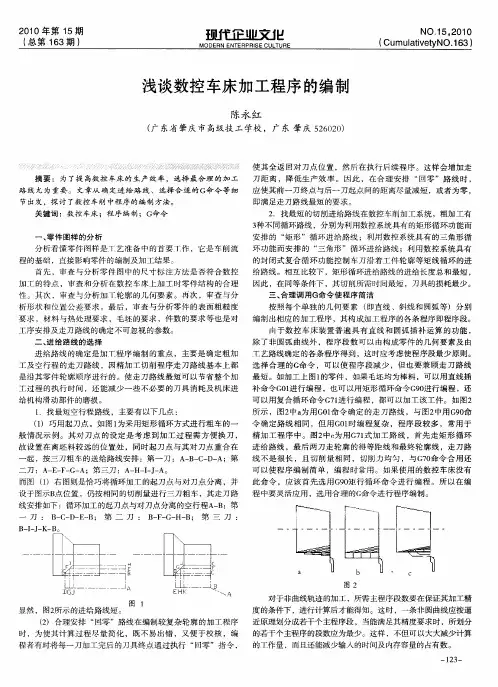
(1)巧用起刀点。如图1为采用矩形循环方式进行粗车的一
般情况示例。其对刀点的设定是考虑到加工过程需方便换刀,
故设置在离坯料较远的位置处,同时起刀点与其对刀点重合在
一起,按三刀粗车的送给路线安排:第一刀:A—B—C—D—A;第
二刀:A—E—F—G—A;第三刀:A—H—I—J—A。
而网(1)右图则是恰巧将循环加工的起刀点与对刀点分离,并
设于图示B点位置,仍按相同的切削量进行三刀粗车,其走刀路
线安排如下:循环加工的起刀点与对刀点分离的空行程A—B:第
数控车床加工程序的编制
2007年全国职业培训
优秀教研成果评选活动参评教案 参评组别:技校
专业分类:B205
课程名称: 数控车削编程与操作训练
2
授课教材 数控车削编程与操作训练 版本 高等教育出版社出版
的中等职业教育国家
规划教材 作者 教学对象 中职学生
授课教师 课
时 2 课
型 综合型 教
法 一体化
教学法 教学用具 微机、投影仪、数控加工仿真软件
教学内容 §2.3.1简单固定循环指令的编制 教学
班级
教学目的 掌握G90程序段的编制
教学重点 G90程序段的运行轨迹
教学难点 G90程序段的编制及仿真加工
板书设计
§2.3.1简单固定循环指令的编制
任 务:掌握用G90程序段进行编程的方法
活动一:确定数控车削的加工工艺
活动二:学习G90程序段
活动三:编制数控加工程序
活动四:仿真加工
教学过程时间分配
一、 组织教学:1分 二、 复习提问:4分
三、 讲授新课及仿真训练:79分
四、 全课小结:3分 五、 布置作业:3分
3 教学过程
一、组织教学、互相问候、清点人数。 教师活动/
学生活动
二、复习提问、导入新课:
1、加工圆弧的指令有哪几种?
(答案:两种;①G02为加工顺时针方向的圆弧。②G03为加工逆时针方向的圆弧。)
2、圆弧插补指令有哪几种格式?并说明其意义。
(答案:两种格式;
格式一:G02(G03) X(U) Z(W) R F
意义: X、Z为圆弧的终点坐标,R为所加工圆弧的半径,F为进给速度。
格式二:G02(G03) X(U) Z(W) I K F
意义: X、Z为圆弧的终点坐标,I、K为圆弧的起点到圆心的矢量在X、Z轴方向的分量值,F为进给速度。)
3、试说明车外圆时的走刀路线?
职业教育
零件数控车床加工程序的编制
贾冬林
摘要:作者在从事数控车削实训教学工作中体会到,要达到加工合格的零件并提高数控车床
的生产效率之目的,其选择最合理的加工路线是极其重要的。加工的方法因人而异,所编制的加工
程序也各不相同,因此,确定走刀路线、选择合适的功能指令、分析在数控车削中程序的编制方
法,则是极为重要的一项工作。
关键词:数控车床;走刀路线;程序编制
在数控车削加工中,编制一个零件的数控程
序,其加工路线的选择、程序功能指令的选择往往
举棋不定,甚至同一个零件已经加工完成多个,尚
需反复比较方能决定其最优的、最终加工方案。这
无疑关系到在零件加工合格前提下,提高效率,降
低成本之目的。
1 0/ 全部
1
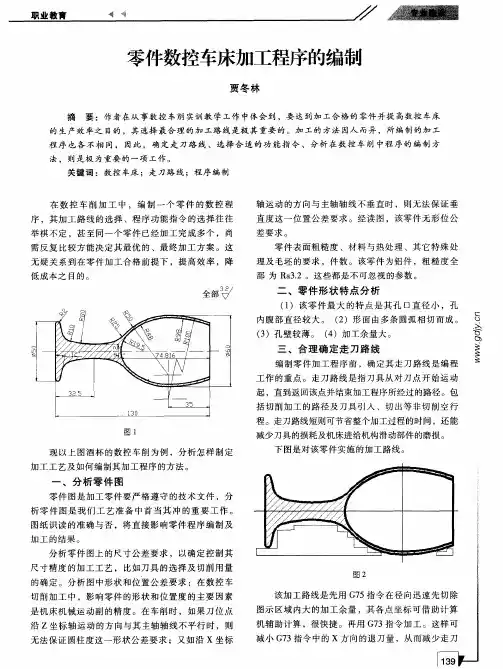
现以上图酒杯的数控车削为例,分析怎样制定
加工工艺及如何编制其加工程序的方法。
一、分析零件图
零件图是加工零件要严格遵守的技术文件,分
析零件图是我们工艺准备中首当其冲的重要工作。
图纸识读的准确与否,将直接影响零件程序编制及
加工的结果。
分析零件图上的尺寸公差要求,以确定控制其
尺寸精度的加工工艺,比如刀具的选择及切削用量
的确定。分析图中形状和位置公差要求:在数控车
切削加工中,影响零件的形状和位置度的主要因素
是机床机械运动副的精度。在车削时,如果刀位点
沿Z坐标轴运动的方向与其主轴轴线不平行时,则
无法保证圆柱度这一形状公差要求;又如沿X坐标 轴运动的方向与主轴轴线不垂直时,则无法保证垂
直度这一位置公差要求。经读图,该零件无形位公
差要求。
零件表面粗糙度、材料与热处理、其它特殊处
理及毛坯的要求,件数。该零件为铝件,粗糙度全
部为Ra3.2。这些都是不可忽视的参数。
二、零件形状特点分析
(1)该零件最大的特点是其孔口直径小,孔
内腹部直径较大。 (2)形面由多条圆弧相切而成。
(3)孔壁较薄。(4)加工余量大。
三、合理确定走刀路线
编制零件加工程序前,确定其走刀路线是编程