管道内壁防腐蚀及焊缝补口新工艺
- 格式:doc
- 大小:26.50 KB
- 文档页数:2
管道防腐补口施工技术措施管道是重要的流体输送设备,在使用过程中难免会遇到管道毁损、腐蚀等问题,怎样进行管道的维修,不仅关系到管道的安全运行,也与环保和工程质量有关。
本文将介绍管道防腐补口施工技术措施及注意事项。
维修材料的选择针对不同种类的管道材料,应选择相应的维修材料。
常见的材料有:・聚氨酯膩子:适用于钢质、水泥、玻璃钢等管道维修・聚酯树脂:适用于水泥和玻璃钢管道维修・聚苯乙烯泡沫:适用于绝热和饰面等管道维修・聚氨脂板:适用于绝热和保温等管道维修・涂层:适用于防腐、防腐蚀等管道维修补口施工的具体流程针对不同程度的管道损坏,补口施工的方式也略有不同。
下面介绍一种针对轻度管道破损的补口施工流程。
断口清理1.先对管道二次封锁,进入管道进行内部的清理作业。
对断口处进行水洗或砂洗,将破损处清理干净。
2.按照要求对管道进行处理,如用抛光机对管道进行打磨处理,确保清洁度达到要求。
3.使用吸尘器对管道进行吸尘,保证管道干净,准备进行补开槽处理1.用锯片在断口处切出V型槽,槽口的宽度为3-5厘米,槽深按照管道的破损程度进行决定。
2.使用槽口刷和棉纱筒清理,并进行让漆处理,确保不会产生腐蚀现象。
3.在槽口周围涂刷环氧底漆,基本涂刷时间为30分钟至1小时,最多不能超过4小时持续的等待时间。
腻子填充1.先将腻子的两部分按照比例混合均匀。
2.用刮板将腻子均匀地填充到新切割的槽口中,确保槽口的平整度和填充密度均匀。
3.涂刷油漆,以起到保护和修复管道的作用。
处理管道表面1.使用打磨机进行抛光,将处理后的表蘿光滑。
2.水洗或者砂洗处理面,将管道表面清理干净。
3.涂刷防腐漆,为维修之后的管道提供保护。
验收和结束最后,对维修后的管道进行清洗,查看维修后的管道是否达到要求,并进行验收。
需要注意的事项1.在进行管道维修前必须进行管道的二次封锁,确保施工安全。
2.维修补口的方式应该根据不同破损程度的管道而指定,不能通用,否则可能加重管道的损伤。
管道防腐补口补伤施工方案
一、背景介绍
管道在运输、输送介质的过程中往往会因各种原因出现腐蚀、损伤情况,为保
障管道的安全运行及延长使用寿命,必须及时采取有效的防腐补口补伤措施。
本文将针对管道防腐补口补伤施工方案进行详细阐述。
二、施工准备
1.对施工现场进行彻底清理,确保工作环境整洁。
2.准备所需的防腐材料、补口补伤工具及设备。
3.安排经验丰富的施工人员进行操作指导和监督。
三、防腐处理
1.针对管道表面进行清洁处理,去除油污、锈蚀等污染物。
2.使用合适的防腐材料进行喷涂、涂刷或包覆,确保管道表面充分覆盖。
3.确保防腐层均匀且密实,避免出现漏涂、错涂情况。
四、补口补伤处理
1.对出现的管道开裂、磕碰等损伤进行清理、打磨处理。
2.使用适当的补伤材料进行填补,使管道表面恢复完整。
3.保证补伤处和管道表面的密合度和平整度,避免未来漏水、漏气现象
发生。
五、施工验收
1.完成防腐补口补伤施工后,对管道进行全面检查和验收。
2.检查防腐层和补口补伤处的质量,确保符合相关标准和要求。
3.对施工过程中存在的问题进行总结和反馈,为今后的施工经验提供参
考。
结语
管道防腐补口补伤施工是保障管道安全运行的关键环节,只有严格按照规定的
施工方案进行操作,才能确保防腐补口补伤的效果和质量。
希望本文所述的施工方案能够为相关领域的从业人员提供参考和指导,确保管道设施的安全可靠运行。
浅谈管道内防腐补口使用机器人施工新工艺摘要:近年来,我国的石油化工工程建设的发展迅速,管道腐蚀问题一直都是影响石油天然气管道寿命和质量的重要因素之一,由于石油的成分较为复杂,具有较强的腐蚀性,如果不做好相应的防腐措施,必然会对整体的油气输送产生影响。
鉴于此,本文主要针对石油天然气管道的腐蚀防护措施进行分析。
关键词:管道内防腐补口;使用机器人;施工新工艺1内补口机器人介绍1.1功能介绍智能内补口机市场所生产设备较低端,不能满足移动施工现场的需求,内补口质量无法保证。
项目部总结以往施工经验,结合北京大兴国际机场机坪供油管线的设计要求,与生产厂家共同研究,升级改造出一套更为先进的内补口机器人设备。
该型号内补口机器人主要用于已预制好的管道内环向焊缝处的补口施工。
该设备集管道内焊缝表面清理与涂敷功能于一体,体积小,重量轻,现场施工便捷;采用有线遥控控制方式,操作直观、简单,施工效率高。
1.2设备组成及配置该型号内补口机器人是以200V电源作为动力供应源,主要结构由行走、定位、除锈、供料、旋喷和控制等部分组成。
行走系统可控制设备在管道内向正反两个方向爬行;定位系统采用机头位置的摄像头进行定位,操作人员通过控制箱可直观、准确、方便地确定要补口补伤的位置;除锈系统可有效对环向焊缝及相邻区域进行除锈、打磨以及搭接边的拉毛等处理,机器人除锈作业车;供料系统设置单组份涂料仓,并设置恒温供料系统,单组份涂料供至旋喷枪并经充分混合和高效雾化后涂敷至管道内表面,工作时所有的操作指令都通过控制箱上的按键来实现远程遥控作业。
进行内补口防腐的管道在吹扫及试运行的效果检查。
2石油管道出现腐蚀的原因1)电化学的腐蚀。
金属和电解质溶液发生接触,直接导致金属出现电化学反应,通俗来讲就是金属腐蚀,也称作电化学腐蚀。
石油管道的铺设跨度较广,环境较为复杂,难以避免地会和海洋、湖泊以及环境中的水分发生接触,同时环境中还有电解质溶液,例如:灰尘、二氧化碳等,不同的电解质溶液浓度存在一定差异,出现的电化学反应也就有所不同。
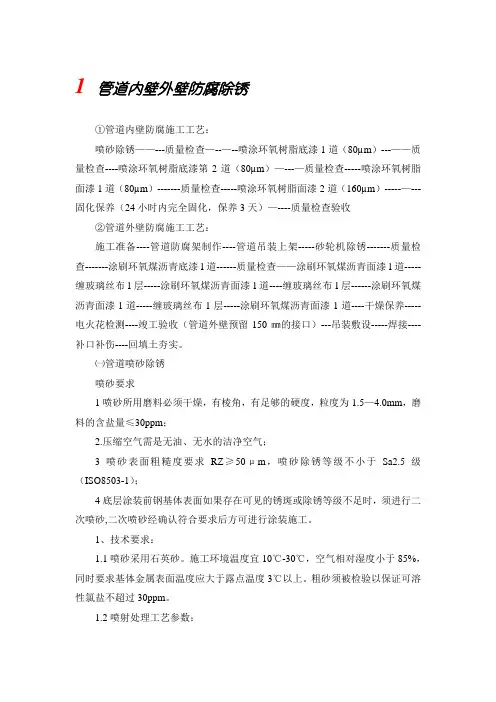
1 管道内壁外壁防腐除锈①管道内壁防腐施工工艺:喷砂除锈——---质量检查—--—--喷涂环氧树脂底漆1道(80µm)---——质量检查----喷涂环氧树脂底漆第2道(80µm)—---—质量检查-----喷涂环氧树脂面漆1道(80µm)-------质量检查-----喷涂环氧树脂面漆2道(160µm)-----—---固化保养(24小时内完全固化,保养3天)—----质量检查验收②管道外壁防腐施工工艺:施工准备----管道防腐架制作----管道吊装上架-----砂轮机除锈-------质量检查-------涂刷环氧煤沥青底漆1道------质量检查——涂刷环氧煤沥青面漆1道-----缠玻璃丝布1层-----涂刷环氧煤沥青面漆1道----缠玻璃丝布1层------涂刷环氧煤沥青面漆1道-----缠玻璃丝布1层-----涂刷环氧煤沥青面漆1道----干燥保养-----电火花检测----竣工验收(管道外壁预留150㎜的接口)---吊装敷设-----焊接----补口补伤----回填土夯实。
㈠管道喷砂除锈喷砂要求1喷砂所用磨料必须干燥,有棱角,有足够的硬度,粒度为1.5—4.0mm,磨料的含盐量≤30ppm;2.压缩空气需是无油、无水的洁净空气;3喷砂表面粗糙度要求RZ≥50μm,喷砂除锈等级不小于Sa2.5级(ISO8503-1);4底层涂装前钢基体表面如果存在可见的锈斑或除锈等级不足时,须进行二次喷砂,二次喷砂经确认符合要求后方可进行涂装施工。
1、技术要求:1.1喷砂采用石英砂。
施工环境温度宜10℃-30℃,空气相对湿度小于85%,同时要求基体金属表面温度应大于露点温度3℃以上。
粗砂须被检验以保证可溶性氯盐不超过30ppm。
1.2喷射处理工艺参数:压缩空气工作压力:6-8kg/cm2;喷射角:磨料喷射方向与工作表面法线之间夹角以15°~30°为宜;喷射距离:喷嘴离工件距离要求100 mm -300mm;磨料粒径:14-65目。
管道防腐补口施工技术措施姓名:XXX部门:XXX日期:XXX管道防腐补口施工技术措施为了配合石家庄热电天然气输管道工程线路焊接,不影响管线的下沟、回填保质保量的完成补口生产任务,本项目部经讨论研究制定了防腐补口的施工技术措施。
1、施工准备(1)据现场考察情况和设计规范要求,配备足够的设备和施工机组,并对设备、机具进行检修确保完好,满足工程施工要求。
(2)及时组织特殊工种的岗位培训,做到持证上岗。
(3)因施工正是多雨季节,沙子及防腐补口材料应做好防雨、防潮工作。
(4)喷砂设备均采用活动连接,便于拆卸、安装、运输和施工。
2、表面处理(1)补口前,对要补口的部位进行表面处理,采用喷砂除锈,质量达到Sa2.5级。
(2)喷砂时,必须安装保护带,宽度不小于300㎜。
清除作业坑的积水,并垫上草袋,以免泥水溅到管口而影响除锈质量。
(3)原防腐层打磨宽度25㎜。
3、涂刷底漆(1)补口采用底漆涂刷时,配比严格按厂家要求。
(2)涂刷前按设计要求(厚度不小于400㎜,2KV点火花检测无漏点)。
(针对穿越段)(3)底漆涂层要求均匀,无气泡、无流痕,底漆涂敷层与主体涂层搭接至少100㎜,后度不小于0.1㎜。
第 2 页共 5 页3、收缩带安装(1)底漆涂刷合格后采用聚乙烯热收缩带(套)补口。
(2)安装前应先对要补口的部位进行预热,裸钢管表面积焊口两边与收缩带搭接得住涂层加热到70-80测温时应在管道四周多次测量。
(3)底漆严格按厂家的要求来配比,涂在预热的裸钢管表面及焊口两边与热收缩带搭接的主涂层上。
(4)主漆涂刷均匀后,迅速将热收缩带固定在管道焊口上,热收缩带相互搭接尺寸约50㎜,搭接前应用喷枪先扫一下搭接处的内层以增加粘试,(5)将热收缩带定位后,用火焰先从中间位置沿环向均匀加热,使中央部位先收缩,然后再从中央向一边均匀移动加热,使收缩带均匀收缩,用棍轮滚压或带耐热手套用于挤压,至端部5㎝时,火焰调小,直至端部周向的底胶均匀溢出。
管道内防腐补口工艺探讨梅奇 孙红浩(北京扬奇工程技术有限公司)摘要:本文针对管道内防腐中目前仍然存在的焊缝补口技术瓶颈进行了探讨,并对现行的几种内补口的方法进行了梳理,重点对管道内智能补口车的现有技术发展程度以及现场的适用性进行了阐述,并将热喷涂技术应用到补口施工的现场可操作性进行了介绍。
最后,接合自身的实践,提出了管道内智能补口车与热喷涂耐蚀涂层短节的组合办法来实现管道内补口的方法。
关键词:管道 内防腐 补口 热喷涂1 前言管道输送由于具有安全、便捷及低成本等特性,目前已成为液体运输的最佳方式,特别是在石油、石化、天然气及市政等行业,管道运输网络就如同组成人体的血管一样。
由于管道输送网络已经彻底渗入到国民经济的各个行业当中,因此,管道的安全运行就显得特别重要。
而管道能否安全运行的一个非常关键的因素就是对管道内外表面腐蚀的控制。
管道的外腐蚀能“看得见、摸得着”,且随着前些年管道防腐蚀技术的引进、消化和近些年来我国技术的发展,不同环境条件下的管道外腐蚀已经得到了有效的控制;而管道的内表面状态基本上“看不见,摸不着”,且我国对内防腐技术方面的研究起步较晚,技术不完善,对内表面的防腐蚀控制就相对难些。
管道内表面防腐控制如同管道外表面防腐一样,需要分单根预制和现场补口两个步骤进行。
随着我们国家无溶剂涂料等技术的进步,管道内防腐中,单根预制阶段的产品质量已基本可以满足各类输送介质条件的耐腐蚀要求,且预制生产也实现了工业自动化操作;但现场内补口工序目前还存在一些缺陷和不完善的地方,严重时甚至成了管道内防腐市场发展的瓶颈。
经过我国各行业科技人员的不懈努力,近些年来开发出来了不少的管道内补口的方法,如:记忆合金法、内衬短接法、机械压接法、丝扣连接法、管端加焊不锈钢短节法、热喷涂焊法、智能补口机法等等,但有的方法因苛刻的工艺条件限制,在焊接现场没有办法得到有效的应用,如记忆合金和内衬短节法;有的因需要繁杂的前期施工工序作配合,在现场得不到有效的推广,如机械压接和丝扣连接法;有的因施工成本高昂或现场技术不成熟等原因,失去了现场应用的实际价值,如加焊不锈钢短节和各种材质的内衬短接法等;对于长输管线,特别是较大口径的长输管线时,上述诸多方法均显示出了自身应用的局限性。
小口径管道内壁防锈及防腐施工工法小口径管道内壁防锈及防腐施工工法一、前言在工业生产和日常生活中,小口径管道的应用非常广泛。
然而,由于管道内部长期受到液体或气体的腐蚀作用,导致管道内壁出现锈蚀和腐蚀,进而影响管道的使用寿命和安全性。
因此,针对小口径管道内壁的防锈及防腐施工工法非常重要。
二、工法特点该工法采用特殊的涂层材料对小口径管道内壁进行涂覆,形成一层具有优异防锈和防腐性能的保护层。
具体特点包括:1. 良好的附着力:涂层材料与管道内壁能够有良好的附着力,不易脱落。
2. 抗腐蚀性强:涂层材料具有极强的抗腐蚀性能,能够有效保护管道内壁。
3. 密封性好:涂层能够密封管道内壁的缺陷,防止进一步腐蚀。
4. 施工方便:施工过程简单方便,能够适应不同形状和尺寸的小口径管道。
5. 使用寿命长:涂层具有长久的使用寿命,能够延长管道的使用寿命。
三、适应范围该工法适用于各种小口径管道,如水管、油管、气管等。
涂层材料可以适应不同的工作环境和介质,具有很强的适应性。
四、工艺原理该工法通过涂层材料形成一层保护层,阻隔管道内壁与介质的接触,以达到防锈和防腐的目的。
具体的工艺原理如下:1. 预处理:对小口径管道内壁进行清洗,去除表面的污垢和氧化物,以便涂层材料能够与管道内壁良好地结合。
2. 底涂施工:涂布一层底涂,增强涂层与管道内壁的附着力,提高整体的防锈和防腐性能。
3. 中涂施工:涂布一层中涂,增加涂层的厚度,提高防腐能力。
4. 面涂施工:涂布一层面涂,形成一层平滑、均匀的保护层,防止管道内壁受到进一步的腐蚀。
五、施工工艺1. 清洗管道内壁,确保表面光洁。
2. 进行底涂施工,保证涂层与管道内壁的附着力。
3. 中涂施工,增加涂层厚度,提高防腐能力。
4. 进行面涂施工,形成保护层,保护管道内壁。
5. 检查涂层质量,确保无漏涂、脱层等现象。
6. 完成施工细节处理,如管口涂层处理、补涂等。
7. 检测涂层的厚度和附着力,确保施工质量。
管道内防腐现场补口新方法樊三新刘玉玲大庆油建公司施工技术研究所 摘要 该文针对内防腐管道现场补口的难题,提出对钢管两端头预先进行表面防腐处理,利用不同材料进行结构的复合,一改传统复合材料有明显界面以及由此带来一系列负面影响的弊端,充分发挥材料的不同性能,实现内防腐现场补口的目的。
文章详细介绍了在钢材表面高温渗较活泼的金属如铝等,在钢材表面形成一层小于1mm的合金层,现场焊接采用专用焊条进行焊接,从而在焊口处和管端头形成一致的合金层,达到防腐补口的目的。
关键词 倾斜;功能;渗;防腐;补口;焊接New method of anticorrosion inside pipeline in site complement notchFan SanxinLiu YulingDaqing Oil Field Construction Co. Construction Technique Reseach Institude Centre Abstract According to the difficult problem that corrosion protection insider pipeline field minus punch. We pose that do a surface corrosion protection handle with two ends of steel pipe.Utilize different material to make the construction compound, thus, minus punch would haven' t obvious interface that owned by traditional compound material and a serious of abuse caused by it, using the material property enough. This paper also introduces active metal, such as aluminum, was permeate to the surface of steel in high temperature and conform a alloy coating less than 1 mm on the surface of steel on worksite special welding rod was used, thus, the same alloy coating was formed in welding punch and pipe ends, gaining the aim that corrosion preventive minus punch.Key words lean ;function; permeate; anticorrosion; minus punch ;weld倾斜功能材料的主要耐热材料尚且如此,妄提高组合体的整体丐^们瓦序魁不两的卓待专,国内聿艺解决的亨腐采用参铝焊条岫建公司施,。
国内外管道补口的新技术随着科技的不断发展,国内外管道补口技术也在不断创新和改进。
以下列举了一些当前管道补口领域的新技术,涵盖了热收缩技术、热熔技术、涂层技术等多个方面。
一、热收缩技术热收缩技术是一种常用的管道补口方法,利用加热收缩原理对管道进行密封和修复。
这种方法具有快速、简便、可靠的优点,适用于各种材质的管道。
通过热收缩技术的使用,可以有效提高管道的密封性能和耐压能力,减少泄漏和渗漏的可能性。
二、热熔技术热熔技术是一种新型的管道补口技术,利用热熔机对管道进行密封和修复。
热熔机可以将塑料管材加热熔化,然后将其与管道进行连接和密封。
这种方法具有连接可靠、密封性能好、耐腐蚀等优点,适用于各种管道的修复和连接。
三、涂层技术涂层技术是一种在管道表面涂覆特殊涂层的方法,以提高管道的耐腐蚀性能和使用寿命。
涂层可以采用油漆、涂料、玻璃纤维等材料制成,具有良好的防腐蚀、耐磨、防水等性能。
通过涂层技术的应用,可以有效延长管道的使用寿命,减少维修和更换的频率。
四、砂浆喷涂技术砂浆喷涂技术是一种将砂浆喷涂在管道内壁的方法,主要用于修复管道内壁的磨损和腐蚀。
该技术采用高压喷射砂浆,将砂浆均匀地喷涂在管道内壁上,形成一层坚硬的保护层。
砂浆喷涂技术具有施工简便、修复效果好等优点,是管道内壁修复的重要方法之一。
五、注浆技术注浆技术是一种将特殊材料注入管道内部的方法,主要用于修复管道内部的破损和裂缝。
注浆材料可以根据管道的具体情况和需要进行选择,如环氧树脂、聚氨酯等。
通过注浆技术的应用,可以有效修复管道内部的破损和裂缝,提高管道的密封性能和耐压能力。
六、玻璃纤维技术玻璃纤维技术是一种利用玻璃纤维对管道进行加固和修复的方法。
玻璃纤维具有良好的耐腐蚀、高强度等优点,可以对管道进行有效的加固和修复。
该技术可以采用手工或机械缠绕的方式进行施工,具有施工简便、效果好等优点。
七、聚乙烯技术聚乙烯技术是一种利用聚乙烯材料对管道进行密封和修复的方法。
管道内壁防腐蚀及焊缝补口新工艺
---------------------------------------------------------------------
-----------
该技术工艺流程可分为两大部分:一是在预制厂对单根钢管进行除锈和喷涂预制作业;二是在管道的铺设现场,对焊接后的焊缝及其它损坏部位进行补口补伤处理。
具体工艺如下:
(1)钢管内壁喷砂除锈,达到标准Sa2 1/2级。
目前常见的管道内壁喷砂机均能胜任。
(2)钢管内壁喷涂涂料、采用电动喷涂机完成喷涂作业,可以得到涂膜连续,厚度均匀、光泽一致的防护涂层。
由于涂料一次成膜厚度有限,要达到设计的厚度需多次操作才能完成,因此,每遍涂料的喷涂间隔时间一定要控制好。
(3)在预制作业时,每根管道的两端预留100-150mm,在喷砂除锈后刷涂上一层有机或无机富锌涂料,这种涂料属于可焊性底层涂料,容易补涂修复。
(4)平整、洁净的焊缝表面是补口涂层具有良好附着力的保证。
现场安装焊接后的焊缝,在补口喷涂前用管道内焊口磨光机打磨焊瘤、焊疤、焊渣,并将焊口附近打磨的尘埃吸收和吹扫干净。
(5)管道内焊缝涂层补口:采用专用补口涂料,为了保证焊缝处涂层厚度以及减少针孔、漏点的产生,每个焊口补涂时应最少按两遍进行。
现场补口作业应和管道安装单位密切配合,实施交叉施工,同时因该补口车爬行距离较大,可完全利用安装单位的吃饭、休息时间来完成补涂作业。
(6)用管道内窥仪以及检测仪对整条管道的内壁防护涂层进行检查,抽查防护层厚度以及焊缝补口质量,达到设计质量要求后交工验收。
按该工艺施工的技术核心为北京扬奇技术开发有限公司开发的管道内防腐蚀专用施工机具:电动喷涂机、涂层补口车、焊口磨光机及管道内窥检测设备。
管道内电动喷涂机以220V交流电作动力源,能正反方向自动行走,自带料仓。
旋喷电机转速在20000转/分钟以上,可使涂料高效雾化。
与原风动管道内喷涂机相比,该设备行走速度均匀,涂料雾化效果好,能耗少,施工成本低,施工效率提高50%以上。
管道内涂层补口车是在管道内电动喷涂机的基础上,加大行走电机的功率,使其具备更大拖动力;加装彩色CCD定位装置,通过监视器可方便、直观、准确地定位补口的位置并实施补口作业。
目前,该补口车在管道内的最大爬行距离为300M。
管道内焊口磨光机主要用于管道内焊口处,焊瘤、焊疤、焊渣的打磨处理以及局部内壁表面的除锈。
设备主要结构组成为行走系统、视觉光学定位系统、打磨系统和除尘系统。
打磨时,有三个支撑脚从车内伸出稳定车身,彩色CCD跟踪磨头,强力除尘系统予以吹扫和吸收打磨后的尘埃。
按此方案进行管道内壁防护施工,对环境的施工条件以及配套设备要求较低,施工速度快,质量容易得到控制。
在整个预制施工阶段,不受钢管堆放场地的限制,在对管道不作任何搬运的情况下,对所有钢管进行内壁防护。
在简陋的施工场地和野外的施工作业环境中,不受场地电源的限制,一台2000W的交流发电机就可提供充足的动力供应。
补口作业中,采用视觉光学定位系统,使定位准确、直观;科学的检测手段,能使防护工程质量得到有效的保证。