环氧乙烷、乙二醇装置简介和重点部位及设备
- 格式:docx
- 大小:46.17 KB
- 文档页数:14
环氧⼄烷⼯艺概述(经典)分析解析环氧⼄烷情况概述1.1. 装置概况及特点1.1.1.装置建设规模(反应初期)EO/EG装置能⼒为20.89万吨/年当量环氧⼄烷(EOE)。
⼯况1: 10万吨/年⾼纯环氧⼄烷(EO),13.89万吨/年⼀⼄⼆醇(MEG),1.15万吨/年⼆⼄⼆醇(DEG),0.06万吨/年三⼄⼆醇(TEG)。
⼯况2: 5.21万吨/年⾼纯环氧⼄烷(EO), 20万吨/年⼀⼄⼆醇(MEG),1.65万吨/年⼆⼄⼆醇(DEG),0.087万吨/年三⼄⼆醇(TEG)。
装置⼄烯各⼯况下的反应初期与反应末期年消耗均为150000吨。
1.1.2.建设性质本项⽬属于新建项⽬。
1.1.3编制依据美国科学设计公司(SD)为辽宁北⽅化学⼯业有限公司环氧⼯程项⽬编制的EO/EG装置⼯艺包;《⽯油化⼯装置基础⼯程设计内容规定》 SHSG-033-2003其他设计依据参见总说明的编制依据。
1.1.4装置的组成、设计范围和设计分⼯EO/EG装置分为环氧⼄烷反应和吸收系统、⼆氧化碳脱除系统、环氧⼄烷解吸和再吸收系统、环氧⼄烷精制系统、⼄⼆醇反应和蒸发系统、⼄⼆醇脱⽔和精制系统、多⼄⼆醇分离系统、公⽤⼯程蒸汽和凝液系统等单元组成。
SD公司负责装置的⼯艺包设计,中国寰球⼯程公司负责初步设计与施⼯图设计。
1.1.5装置的年运⾏时数、操作班次和装置的定员1.1.5.1年操作⼩时数装置年操作⼩时数为7560⼩时。
1.1.5.2操作班次本装置⼯作制度为四班三倒。
1.1.5.3装置的定员装置定员为103⼈。
1.2 原料、产品及副产品1.2.1原料的规格、⽤量、运输⽅式及来源EO/EG装置主要原料为⼄烯、氧⽓、甲烷等,其规格见⼯艺说明部分,⼄烯年消耗在各⼯况下均为150000吨,其余原料⽤量根据催化剂的活性调整。
各原料⽤量、运输⽅式及来源情况见表1.2-1。
表1.2-1 原料规格、⽤量及来源1.2.2产品和副产品产量、运输⽅式装置的主要产品为⾼纯环氧⼄烷、⼀⼄⼆醇,副产品为⼆⼄⼆醇、三⼄⼆醇,其规格见⼯艺说明部分,产量与运输⽅式见表1.2-2。
第五章环氧乙烷/乙二醇装置第一节概述环氧乙烷(EO)、乙二醇(EG)都是重要的基本化工原料,亦是石油化工的产品,用途十分广泛。
通常,乙二醇由环氧乙烷水合而成。
环氧乙烷的生产方法之一——氯醇法在国外已被淘汰,国内尚保留有年产1.5万吨的氯醇法制环氧乙烷装置。
当前生产环氧乙烷的主要工艺是乙烯在银催化剂上的空气或氧气直接氧化法。
目前我国较为大型的空气法年产4.4万吨乙二醇已经改造为年产6万吨乙二醇并采用直接氧化法的装置建在辽阳化纤总厂。
70年代引进的年产6万吨乙二醇和1987年引进的年产20万吨乙二醇,以及1987年签订合同引进的另两套分别为年产12万吨、6万吨的四套乙二醇装置均采用直接氧化法工艺。
四套装置分别建在燕山、扬子、金山及抚顺。
一、生产方法乙烯气相直接氧化法分为空气法与氧气法两种。
辽化采用原西德虚尔斯(Huels )空气氧化法专利技术,由法国引进。
燕化采用的氧气法系美国S.D公司(美国科学设计公司)的专利技术,由日本日曹公司承建。
下面仅以乙烯直接氧化法生产环氧乙烷的工艺为主要内容介绍。
工艺原理是乙烯在银催化剂上与氧发生部分氧化反应生成环氧乙烷,其主反应是:主要副反应:CO2和水:除乙醛外,反应中还有少量的其它副产物生成,其反应机理及形成原因尚不清楚。
环氧乙烷与水在一定条件下水合制得一乙二醇、二乙二醇及三乙二醇等醇类。
由乙烯、氧气(或空气)、致稳气(N2, CH4等)、适量抑制剂(二氯乙烷)组成的混合气,通过置于固定床反应管中的银催化剂发生反应生成环氧乙烷。
含环氧乙烷的反应气经水吸收、汽提、脱除CO2,水合生成乙二醇,少部分环氧乙烷水溶液经过精制得精环氧乙烷。
环氧乙烷和水直接生成乙二醇的同时,还有少量的副反应:环氧乙烷和乙二醇及较高的同系物反应,生成二乙二醇及更少量的三乙二醇、多乙二醇。
二、工艺流程S.D公司专利技术生产乙二醇的工艺简略如下:1.乙烯氧化及循环气压缩将乙烯与氧气混入循环气中,在N2致稳条件下使氧含量达7%,乙烯含量达15%,CO210%,Ar约<12,(用甲烷做致稳气时,O28%,C2H425%)然后使循环气与反应器出来的反应气体换热,升温后进入填有Ag催化剂的固定床,在约200~270℃,平均压力2. 1MPa条件下进行反应,生成环氧乙烷。

环氧乙烷生产中的装置设计与工艺流程优化策略随着工业化的快速发展,化工行业成为现代社会的重要组成部分。
环氧乙烷是一种常用的化工原料,广泛应用于塑料、橡胶、合成纤维等领域。
在环氧乙烷生产过程中,装置设计和工艺流程的优化是确保生产效率和产品质量的关键因素。
本文将论述环氧乙烷生产中的装置设计及工艺流程的优化策略,并探讨其对环氧乙烷产量和产品质量的影响。
一、装置设计1. 主要设备环氧乙烷生产装置由反应器、分离器、蒸馏塔等主要设备组成。
其中,反应器是整个生产过程的核心设备,其设计应考虑反应器的尺寸、受热面积、搅拌速度等参数对反应效率的影响。
2. 材料选择在环氧乙烷生产装置的设计中,材料的选择是非常重要的。
应选择能够抵抗高温高压、耐腐蚀的材料,以保证设备的使用寿命和产品质量。
常见的材料包括不锈钢、镍基合金等。
3. 安全性设计环氧乙烷是一种易燃易爆的化学品,因此在装置设计过程中,安全性应是首要考虑的因素之一。
应合理设置防爆装置、紧急喷淋系统等安全设施,确保生产过程的安全运行。
二、工艺流程优化策略1. 原料选择环氧乙烷的原料主要是乙烯和过氧化氢。
优化工艺流程的一种策略是选择高纯度的原料,以提高环氧乙烷的产率和产品质量。
2. 反应条件控制环氧乙烷的生产反应条件包括温度、压力、反应时间等因素。
通过对反应条件的控制,可以提高反应效率和产物选择性。
例如,适当调节反应温度和压力可以降低副反应的发生,提高环氧乙烷的产率。
3. 反应过程监控在环氧乙烷生产过程中,反应过程的监控是优化工艺流程的重要手段。
可以通过在线监测仪器对反应物浓度、温度、压力等参数进行实时监控,及时调整反应条件,保持最佳的生产状态。
4. 能源利用环氧乙烷生产过程中,能源的利用对于提高生产效率至关重要。
优化工艺流程可以通过合理的能源回收和利用,减少能源消耗,提高能源利用效率。
5. 产品纯净度提升提高环氧乙烷的纯净度是优化工艺流程的一项重要目标。
可以通过加入适量的添加剂、优化分离工艺等方式提高产品的纯净度,满足市场需求。
环氧乙烷的简介及仪器的选配环氧乙烷(EO)为一种最简单的环醚,属于杂环类化合物,是重要的石化产品。
环氧乙烷在低温下为无色透明液体,在常温下为无色带有醚刺激性气味的气体,气体的蒸汽压高,30℃时可达141kPa,这种高蒸汽压决定了环氧乙烷熏蒸消毒时穿透力较强。
环氧乙烷是继甲醛之后出现的第2代化学消毒剂,至今仍为最好的冷消毒剂之一,也是目前四大低温灭菌技术(低温等离子体、低温甲醛蒸汽、环氧乙烷、戊二醛)最重要的一员。
EO是一种简单的环氧化合物,为非特异性烷基化合物,分子式为C2H4O,分子量为44.05。
职业接触限职业接触限值:阈限值1ppm(时间加权平均值);A2(可疑人类致癌物)(美国政府工业卫生学家会议,2004年)。
时间加权平均容许浓度(PC-TWA):2mg/m3≈1.11PPM(GBZ2.1-2007《工作场所有害因素职业接触限值第一部分:化学有害物质》)。
爆炸极限%(V/V):3~100。
行业用途环氧乙烷是一种有毒的致癌物质,以前被用来制造杀菌剂。
环氧乙烷易燃易爆,不易长途运输,因此有强烈的地域性。
被广泛地应用于洗涤,制药,印染等行业。
在化工相关产业可作为清洁剂的起始剂。
环氧乙烷有杀菌作用,对金属不腐蚀,无残留气味,可杀灭细菌(及其内孢子)、霉菌及真菌,因此可用于消毒一些不能耐受高温消毒的物品以及材料的气体杀菌剂。
美国化学家Lloyd Hall在1938年取得以环氧乙烷消毒法保存香料的专利,该方法直到今天仍有人使用。
环氧乙烷也被广泛用于消毒医疗用品诸如绷带、缝线及手术器具。
主要用于制造其他各种溶剂(如溶纤剂等),稀释剂,非离子型表面活性剂,合成洗涤剂、抗冻剂、消毒剂、增韧剂和增塑剂等。
与纤维素发生羟乙基化可合成得水溶性树脂(其环氧乙烷含量约75%)。
还可用作熏蒸剂、涂料增稠剂、乳化剂、胶黏剂和纸张上浆剂等。
通常采用环氧乙烷-二氧化碳(两者之比为90:10)或环氧乙烷-二氯二氟甲烷的混合物,主要用于医院和精密仪器的消毒。
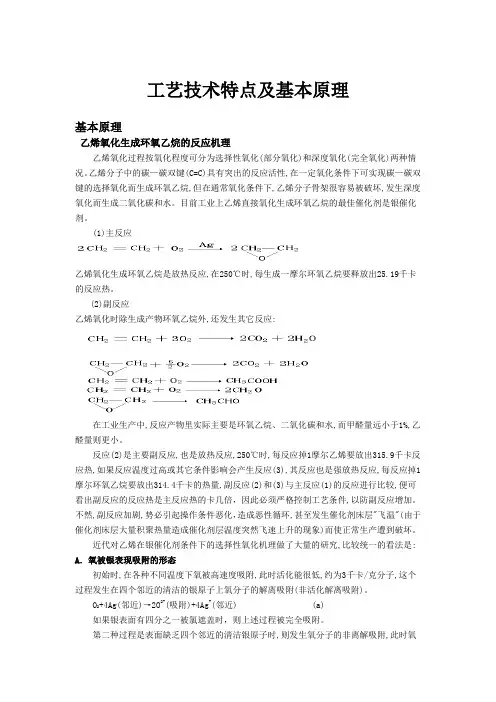
工艺技术特点及基本原理基本原理乙烯氧化生成环氧乙烷的反应机理乙烯氧化过程按氧化程度可分为选择性氧化(部分氧化)和深度氧化(完全氧化)两种情况。
乙烯分子中的碳—碳双键(C=C)具有突出的反应活性,在一定氧化条件下可实现碳—碳双键的选择氧化而生成环氧乙烷,但在通常氧化条件下,乙烯分子骨架很容易被破坏,发生深度氧化而生成二氧化碳和水。
目前工业上乙烯直接氧化生成环氧乙烷的最佳催化剂是银催化剂。
(1)主反应乙烯氧化生成环氧乙烷是放热反应,在250℃时,每生成一摩尔环氧乙烷要释放出25.19千卡的反应热。
(2)副反应乙烯氧化时除生成产物环氧乙烷外,还发生其它反应:在工业生产中,反应产物里实际主要是环氧乙烷、二氧化碳和水,而甲醛量远小于1%,乙醛量则更小。
反应(2)是主要副反应,也是放热反应,250℃时,每反应掉1摩尔乙烯要放出315.9千卡反应热,如果反应温度过高或其它条件影响会产生反应(3),其反应也是强放热反应,每反应掉1摩尔环氧乙烷要放出314.4千卡的热量,副反应(2)和(3)与主反应(1)的反应进行比较,便可看出副反应的反应热是主反应热的卡几倍,因此必须严格控制工艺条件,以防副反应增加。
不然,副反应加剧,势必引起操作条件恶化,造成恶性循环,甚至发生催化剂床层"飞温"(由于催化剂床层大量积聚热量造成催化剂层温度突然飞速上升的现象)而使正常生产遭到破坏。
近代对乙烯在银催化剂条件下的选择性氧化机理做了大量的研究,比较统一的看法是: A.氧被银表现吸附的形态初始时,在各种不同温度下氧被高速度吸附,此时活化能很低,约为3千卡/克分子,这个过程发生在四个邻近的清洁的银原子上氧分子的解离吸附(非活化解离吸附)。
O2+4Ag(邻近)→2O2-(吸附)+4Ag+(邻近) (a)如果银表面有四分之一被氯遮盖时,则上述过程被完全吸附。
第二种过程是表面缺乏四个邻近的清洁银原子时,则发生氧分子的非离解吸附,此时氧分子一个电子,这个过程的活化能约为7.9千卡/克分子。
环氧乙烷乙二醇装置简介和重点部位及设备简介环氧乙烷乙二醇装置是一种化工设备,用于生产环氧乙烷乙二醇。
环氧乙烷乙二醇是一种有机化合物,广泛用于化妆品、医药、染料等行业。
其化学式为C4H8O2,分子量为88.11克/摩尔。
通过环氧化反应,乙二醇可以转化为环氧乙烷乙二醇。
环氧乙烷乙二醇装置是实现这种化学反应的关键设备之一,具有广泛的应用前景。
重点部位环氧乙烷乙二醇装置主要由以下部位组成:1. 反应釜反应釜是环氧乙烷乙二醇装置的核心部分,其作用是容纳气体和液体反应物,实现化学反应。
反应釜的主要材料是不锈钢,具有耐腐蚀、耐高温等特性。
反应釜分为外夹层和内腔两部分,夹层中通入冷却水或加热水,以控制反应温度。
2. 冷却器冷却器是反应釜的一个重要组成部分,其作用是降低反应产生的热量,防止反应釜过热炸裂。
冷却器一般采用换热器的形式,通过冷却介质和反应物之间的热量传递,实现降温。
3. 管道系统管道系统是连接反应釜、冷却器和其他设备之间的重要通道,主要由不锈钢制成。
管道系统中有许多阀门和附件,可以实现流量控制、压力控制等功能。
4. 真空泵真空泵是环氧乙烷乙二醇装置中一个重要的设备,其作用是实现反应过程中的真空抽取。
在反应釜中,反应物在真空的作用下更易反应。
真空泵可以通过调节真空度,控制气体的比例和质量。
设备环氧乙烷乙二醇装置中使用的设备主要包括:1. 反应釜反应釜是环氧乙烷乙二醇装置中最重要的设备之一。
反应釜型号和大小根据生产需要进行选择。
2. 冷却器冷却器可根据反应釜的大小进行选择,冷却器中使用的冷却介质可以是循环水、冰水等。
3. 真空泵真空泵型号、真空度、排气速度等参数可根据生产需要进行选择。
4. 计量泵计量泵是用来精确计量反应物进入反应釜中的设备。
计量泵常用的类型包括齿轮泵、柱塞泵等。
5. 管道和阀门管道和阀门是将反应釜、冷却器等设备连接在一起,实现介质的输送、调节和控制的设备。
总结环氧乙烷乙二醇装置是化工行业中一项重要的设备,其主要作用是实现环氧化反应,生产环氧乙烷乙二醇。

环氧乙烷/乙二醇装置操作手册执笔:徐可敏张国甫审核:陈忠华环氧乙烷/乙二醇装置操作手册目录概述 (1)61 单元 (1)62 单元 (33)B:操作 (37)63 单元 (43)64 单元 (51)65 单元 (77)66 单元 (81)67 单元 (87)68 单元 (100)69 单元 (114)70 单元 (129)74 单元 (133)81 单元 (140)82 单元 (146)83 单元 (150)检查纪录 (155)操作指南 (157)催化剂装填 (175)维护 (181)第 1 页共1 页概述概述陶氏化学公司为镇海炼化公司EO/EG装置提供的工艺设计包将推动实施装置的详细设计,保证装置达到高物料效率、有吸引力的能效、较高的产品质量、极低的污水排放。
在催化剂的整个生命周期过程中,装置反应器可生产506.3 kTA环氧乙烷并全部消耗用于生产乙二醇。
装置的纯环氧乙烷生产能力可达到100 kTA。
装置操作安全、可靠。
本操作手册包括有关开车、正常操作、停车和紧急工况等的说明和程序,镇海炼化可据此编写环氧乙烷/乙二醇装置详细的操作程序。
装置根据工艺操作的逻辑区分划分成不同的部分。
本手册对每一部分都提供了有关工艺、设备和仪表的说明以及各部分的特定安全注意事项和操作程序。
本手册还包括一些针对整个装置的程序和信息。
装置一般安全注意事项乙二醇装置在一定的温度和压力极限范围内处理高温、反应、易燃或有毒化学物质方面与其他化学加工装置非常相似。
编写和执行安全规定及程序可保证人身和设备安全。
这种程序一般包括但不限于火灾和蒸汽预防、人身保护性设备规范、设备维护程序。
除化工厂内已有的安全注意事项,乙二醇工艺还有一些特殊的注意事项,包括防止反应系统形成易燃氧气/燃料混合物、乙烯/氧气混合物自燃、浓环氧乙烷分解以及乙二醇蒸馏塔内乙二醇/碱混合物分解。
这些安全注意事项在操作手册相关区域的操作部分进行了详细讨论。
本工艺设计包中规定的很多设计特性都是为了减少其中危害发生的可能性。
安全管理编号:YTO-FS-PD137环氧乙烷、乙二醇装置简介和重点部位及设备通用版In The Production, The Safety And Health Of Workers, The Production And Labor Process And The Various Measures T aken And All Activities Engaged In The Management, So That The Normal Production Activities.标准/ 权威/ 规范/ 实用Authoritative And Practical Standards环氧乙烷、乙二醇装置简介和重点部位及设备通用版使用提示:本安全管理文件可用于在生产中,对保障劳动者的安全健康和生产、劳动过程的正常进行而采取的各种措施和从事的一切活动实施管理,包含对生产、财物、环境的保护,最终使生产活动正常进行。
文件下载后可定制修改,请根据实际需要进行调整和使用。
一,装置简介(一)EO/EG(环氧乙烷/乙二醇)行业发展史及生产现状1,EO/EC行业发展史环氧乙烷是石油化工的重要原料,广泛用作防冻液、冷却剂以及纤维和塑料生产的原料,还大量用于生产非离子表面活性剂,乙二醇醚、乙醇胺、防腐涂料以及其他多种化工产品。
EO、EG成为聚乙烯和聚氯乙烯之后的第三大乙烯衍生物。
世界上发现环氧乙烷这种化学物质的时间可以追溯到1859年。
当时德国化学家伍兹(Wurtz)用2—氯乙醇与氢氧化钾溶液进行液相反应时,首先制得了EO这种产物,20世纪60年代以前生产20的主要方法氯乙醇法a9来自于他的研究成果。
1931年,法国的勒福特(Lefort)成功完成了在银催化剂上用空气直接氧化乙烯制取EO的实验,并开发了以空气为氧化剂的直接氧化法。
1938年,美国联合炭化物公司(UCC)采用此方法建成了世界上第一座直接氧化法生产EO 的工厂。
★ 石油化工安全环保技术 ★镇海炼化百万吨乙烯工程配套65万吨环氧乙烷乙二醇装置于2010年建成并投产,原设计CO 2排放气中非甲烷总烃(VOCs )<150 mg/m 3、 环氧乙烷<1 mg/m 3,已不适应《石油化学工业污染物排放标准》(GB 31571—201)规定的指标。
为了满足国家新的环保指标的要求,减少污染物的排放,进一步加强节能减排,适应社会的需求,必须对此排放气进行处理,达标合格后排放或回收。
1 存在的问题及现状分析环氧乙烷乙二醇装置采用氧和乙烯选择性反应,生成环氧乙烷,副产物主要为二氧化碳。
环氧乙烷再经水合反应,生成乙二醇,系统产生的二氧化碳经过碳酸钾溶液吸收,再解析,经二氧化碳闪蒸罐,由甲烷或氮气汽提,将溶于富碳酸钾溶液中的大部分非甲烷烃类(VOCs 乙烯和少量环氧乙烷)汽提出来,富碳酸钾溶液再经再生塔,碳酸钾溶液再在再生塔中再生,解析出二氧化碳和非甲烷烃及环氧乙烷。
具体数据见表1。
原设计是基于2015年之前的标准,非甲烷总烃含量不大于150 mg/m 3、环氧乙烷不大于 0.5 mg/m 3,但实际运行过程中,非甲烷总烃含量达到170 mg/m 3,甚至以上,超过最新的国家标准,因此必须对此排放气体进行处理。
2 处理方案的选择对于VOCs 处理的方法比较多,含量较低收稿日期:2019-05-31作者简介:邓圣红,男,2008年毕业于浙江工业大学化学工程与工艺专业,主要从事工艺技术管理工作,现任镇海炼化分公司烯烃部副总工程师。
电话:*************,E-mail:***********************环氧乙烷乙二醇装置二氧化碳排放气治理的探讨邓圣红(中国石油化工股份有限公司镇海炼化分公司,浙江 宁波 315207)摘 要:针对环氧乙烷乙二醇装置二氧化碳排放气中非甲烷总烃含量和环氧乙烷含量超过新的国家标准的问题,提出了几种处理方案,并对几种方案进行了比较。
(二)CO2脱除及EO吸收(200#单元)一、反应产品冷却和EO吸收反应产品气体经过二次冷却后,温度降到135(138)℃,然后与K-301来的气体混合。
这股气流在产品第二冷却器E-203中,与从EO吸收塔C-203中来的富吸收液进行交换,进一步冷却到51(53)℃;富吸收液从41(42)℃被加热到67(69)℃。
冷却后的反应产品气体进到EO吸收塔C-203(在2000年扩能改造中此塔内件改为规整填料)的急冷部分。
气体中的一些杂质,如少量有机酸、微量分解的抑制剂被碱性急冷循环液吸收(部分EO反应器生成的甲醛也在这里脱除)。
急冷液离开塔釜的温度为47℃。
为脱除反应产品气冷却时产生的水,将一小股物流引到急冷排放解吸塔C-205中,用泵P-205把急冷液打到急冷冷却器E-205,冷却到42℃,再回到EO吸收塔的急冷段。
依靠五层减震浮阀塔塔板上的两级热传递实现急冷段的热平衡。
急冷液的循环速率为160m3/hr。
离开急冷段的气体在35℃下用贫吸收液洗涤以回收E0,苛性碱连续加到贫吸收液中维持PH值在7.3~7.5之间,以确保脱除气体中残余的少量酸性化合物。
为保证在有33块塔板(采出板上面)的EO吸收塔中,EO的吸收率达到99.6%(包括急冷排放和乙二醇的生成),吸收剂的流量定为258.8 m3/hr(EOC),塔的内径定为3000mm。
系统需要消泡,因此把消泡剂加到贫吸收液中(消泡剂应为无硅的)。
富吸收液从第六层塔板(采出板)引出,温度为41℃。
为防止高压循环气串入压力较低的EO解吸塔,并由此排至大气,在富吸收液管道上安装了一个开关阀,低液位开关会引起此阀动作。
同样,如果进塔的贫吸收液中断,贫吸收液管道上的开关阀亦可通过回流保护系统关闭。
低压差同样会引起氧气停车系统联锁(延时3分钟)。
EO吸收塔的压力,以及循环气管道(从反应器进料到循环气体压缩机入口)的压力是通过排放少量(0.18%)EO吸收塔塔顶气体,从而降低惰性组分含量来控制的。
环氧乙烷、乙二醇装置简介和重点部位及设备参考文本In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of EachLink To Achieve Risk Control And Planning某某管理中心XX年XX月环氧乙烷、乙二醇装置简介和重点部位及设备参考文本使用指引:此安全管理资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。
一,装置简介(一)EO/EG(环氧乙烷/乙二醇)行业发展史及生产现状1,EO/EC行业发展史环氧乙烷是石油化工的重要原料,广泛用作防冻液、冷却剂以及纤维和塑料生产的原料,还大量用于生产非离子表面活性剂,乙二醇醚、乙醇胺、防腐涂料以及其他多种化工产品。
EO、EG成为聚乙烯和聚氯乙烯之后的第三大乙烯衍生物。
世界上发现环氧乙烷这种化学物质的时间可以追溯到1859年。
当时德国化学家伍兹(Wurtz)用2—氯乙醇与氢氧化钾溶液进行液相反应时,首先制得了EO这种产物,20世纪60年代以前生产20的主要方法氯乙醇法a9来自于他的研究成果。
1931年,法国的勒福特(Lefort)成功完成了在银催化剂上用空气直接氧化乙烯制取EO的实验,并开发了以空气为氧化剂的直接氧化法。
1938年,美国联合炭化物公司(UCC)采用此方法建成了世界上第一座直接氧化法生产EO 的工厂。
1953年,美国科学设计公司(即本装置的专利商SD公司)也开发了以空气为氧化剂的SD技术,并建成了2。
文件编号:RHD-QB-K9125 (解决方案范本系列)编辑:XXXXXX查核:XXXXXX时间:XXXXXX环氧乙烷、乙二醇装置说明与危险因素及防范措施标准版本环氧乙烷、乙二醇装置说明与危险因素及防范措施标准版本操作指导:该解决方案文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时进行更好的判断与管理。
,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。
一、装置简介(一)EO/EG(环氧乙烷/乙二醇)行业发展史及生产现状1.EO/EG行业发展史环氧乙烷是石油化工的重要原料,广泛用作防冻液、冷却剂以及纤维和塑料生产的原料,还大量用于生产非离子表面活性剂、乙二醇醚、乙醇胺、防腐涂料以及其他多种化工产品。
E0、EG成为聚乙烯和聚氯乙烯之后的第三大乙烯衍生物。
世界上发现环氧乙烷这种化学物质的时间可以追溯到1859年。
当时德国化学家伍兹(Wum)用2—氯乙醇与氢氧化钾溶液进行液相反应时,首先制得了EO这种产物,20世纪60年代以前生产EO的主要方法氯乙醇法即来自于他的研究成果。
1931年,法国的勒福特(Lefort)成功完成了在银催化剂上用空气直接氧化乙烯制取EO的实验,并开发了以空气为氧化剂的直接氧化法。
1938年,美国联合炭化物公司(UCC)采用此方法建成了世界上第一座直接氧化法生产EO的工厂。
1953年,美国科学设计公司(即本装置的专利商SD公司)也开发了以空气为氧化剂的SD技术,并建成了2.7×104t/a的生产装置。
第二次世界大战后,由于EO的需求量增加,原料乙烯随着石油化工的发展而廉价易得,纯氧的供应又有来源,世界上一些工业发达的国家便对直接氧化法加强了改进的研究。
1958年,美国壳牌油品开发公司(ShellOilDevelopmentC。
.)最先完成了以纯氧替代空气直接氧化乙烯制取EO的实验,开发了Shell技术。
随即建成了一座2X104t/a的工业装置。
编号:SM-ZD-23245环氧乙烷、乙二醇装置简介和重点部位及设备Organize enterprise safety management planning, guidance, inspection and decision-making, ensure the safety status, and unify the overall plan objectives编制:____________________审核:____________________时间:____________________本文档下载后可任意修改环氧乙烷、乙二醇装置简介和重点部位及设备简介:该安全管理资料适用于安全管理工作中组织实施企业安全管理规划、指导、检查和决策等事项,保证生产中的人、物、环境因素处于最佳安全状态,从而使整体计划目标统一,行动协调,过程有条不紊。
文档可直接下载或修改,使用时请详细阅读内容。
一,装置简介(一)EO/EG(环氧乙烷/乙二醇)行业发展史及生产现状1,EO/EC行业发展史环氧乙烷是石油化工的重要原料,广泛用作防冻液、冷却剂以及纤维和塑料生产的原料,还大量用于生产非离子表面活性剂,乙二醇醚、乙醇胺、防腐涂料以及其他多种化工产品。
EO、EG成为聚乙烯和聚氯乙烯之后的第三大乙烯衍生物。
世界上发现环氧乙烷这种化学物质的时间可以追溯到1859年。
当时德国化学家伍兹(Wurtz)用2—氯乙醇与氢氧化钾溶液进行液相反应时,首先制得了EO这种产物,20世纪60年代以前生产20的主要方法氯乙醇法a9来自于他的研究成果。
1931年,法国的勒福特(Lefort)成功完成了在银催化剂上用空气直接氧化乙烯制取EO的实验,并开发了以空气为氧化剂的直接氧化法。
1938年,美国联合炭化物公司(UCC)采用此方法建成了世界上第一座直接氧化法生产EO的工厂。
1953年,美国科学设计公司(即本装置的专利商SD公司)也开发了以空气为氧化剂的SD技术,并建成了2。
7XI0的4次方(原多次方位置应该标在右上位置,但word格式不支持)t/a的生产装置。
第二次世界大战后,由于肋的需求量增加,原料乙烯随着石油化工的发展而廉价易得,纯氧的供应又有来源,世界上一些工业发达的国家便对直接氧化法加强了改进的研究。
1958年,美国壳牌油晶开发公司(ShellOilDevelopmentCo.)最先完成了以纯氧替代空气直接氧化乙烯制取EO的实验,开发了SheH技术。
随即建成了一座2XI0的4次方(原多次方位置应该标在右上位置,但word格式不支持)t/a的工业装置。
此后,空气法和氧气法就成了世界生产EO的两大主要方法。
原先占统治地位的氯乙醇法逐渐被淘汰。
空气法使用空气做氧化剂,氧化反应分为二段或三段完成,系统中因为大量气体循环,需要相应规模的吸收、解吸、空气压缩以及净化等设备,显然,工艺流程比较复杂,动力消耗也较大;而且,系统中惰性气体含量多,循环排空量大,乙烯损失也较大。
而氧气法由于工艺流程较短,反应物浓度高,虽然反应转化率低一些,但是选择性高,损失乙烯少得多。
因此,纯氧直接氧化法的经济效益远远高于空气直接氧化法。
另外,20世纪70年代以后,随着石油化工工业工程能力和对石油化工产品需求的飞速发展,EO生产装置的规模不断扩大,空气法生产EO的技术经济指标远远落后于纯氧氧化法。
因此世界上空气法生产EO的装置逐步被淘汰,要么这些装置进行技术改造转变成纯氧氧化法,要么干脆关闭了。
从世界EO/EG的生产技术上,形成了Shell、SD和UCC三家居于统治地位的格局,而且三家均采用乙烯在银催化剂上进行纯氧氧化这一基本化学原理。
乙二醇(MEG)及其同系物二乙二醇(DEG)和三乙二醇(TEG)都是非常重要的有机原料。
现代乙二醇的生产均是采用EO水合反应生成。
一般地,现代生产装置都是联合生产E0和EG产品。
远在1859年,人们就可以通过乙二醇二醋酸酯和氢氧化钾进行水解制取乙二醇。
到1860年由环氧乙烷水解法制取乙二醇的试验成功。
1904年,用乙二醇又合成了硝化乙二醇酯,并发现这一化合物能降低硝化甘油的凝固点。
在第一次世界大战期间,德国由于缺少甘油制造炸药,同时为了解决硝化甘油容易结块问题,便利用硝化乙二醇酯作为硝化甘油的代用品。
于是,研究并采用了从酒精脱水制乙烯出发,先转化成二氯乙烷,再经脱水制成乙二醇的工艺。
但是,由于此法的收率较低,设备腐蚀问题又极其严重,所以后来很少采用。
1915年由氯乙醇制取乙二醇的专利发表,到1922年,美国UCC首先用此法建了第一个工业生产车间,以后道化学公司(DOW)相继也用此法建设了两套生产装置。
从此以后,氯乙醇法就成为60年代以前生产乙二醇的主要方法。
1940年,美国杜邦公司又开发出甲醛和一氧化碳合成法。
由于此法的反应需要在高温下进行,虽曾经一度建厂生产,但发展始终受到限制。
到20世纪50年代,由于石油化工的兴起和迅速发展,解决了乙烯的来源问题,从此人们便纷纷转向用环氧乙烷水解法生产乙二醇。
到1975年,世界上所有乙二醇产品已经全部是由环氧乙烷水解法生产的。
目前国外又开发出生产乙二醇的一些新方法、新技术,但大都未正式应用到大规模生产之中。
2.EO/EG行业的生产现状随着高性能银催化剂的开发和成功运用、工艺技术的日益完善以及EO/EG产品应用市场的开拓和发展,EO/EG 已经成为乙烯系列继聚乙烯和聚氯乙烯之后的第三大乙烯衍生物工业。
20xx年的统计数据表明,世界有120多套装置生产EO、EG,其生产能力分别达到约1630XI0的4次方(原多次方位置应该标在右上位置,但word格式不支持)t/a和1566XI0的4次方(原多次方位置应该标在右上位置,但word格式不支持)t/a,其中美国分别占总能力的26。
6%和23.8%;西欧为17。
2%和t0.9%;日本为5.6%和5.1%;其余分布在中东和亚太地区。
截止20xx年,我国(不包括台湾)共有EO/EG装置11套,当量环氧乙烷(EOE)舛XI0的4次方(原多次方位置应该标在右上位置,但word 格式不支持)tt/a,其中EG生产能力83.1XI0的4次方(原多次方位置应该标在右上位置,但word格式不支持)t/a,商品EO生产能力共27.7XI0的4次方(原多次方位置应该标在右上位置,但word格式不支持)tt/a。
生产规模最大的是南京杨子装置,20xx年该装置扩能至30XI0的4次方(原多次方位置应该标在右上位置,但word格式不支持)t/aEG,生产规模最小的是吉联装置,只有4XI0的4次方(原多次方位置应该标在右上位置,但word格式不支持)t /aEG当量。
从专利技术上,所有装置均是引进国外,世界主要3大EO/EG专利商在国内均能够找到踪影。
辽化装置是中国最早引进的空气法装置,后来采用UCC专利技术进行了氧气法改造,代表了UCC20世纪60年代的专利技术。
燕化装置70年代从美国SD公司引进,是我国最早引进的氧气法装置,代表了SD公司70年代的技术。
之后,在80年代至90年代,中国又陆续引进了SD公司的上海金山装置、南京杨子装置、北京东方装置、新疆独山子装置和吉电、吉联装置,天津联化、茂名和抚顺装置则是引进Shell专利技术。
总体上看,后引进的装置由于技术的先进性,装置能耗较低,经济效益明显;Shell装置比SD装置在MEG产品UV值等质量指标上要好一些。
目前,我国实际生产EO/EG当量能力还不能满足国内市场需求,因而,国外的石化巨头如BASF、BP、Shell纷纷花巨资在中国进行石化投资,BASF与南京杨子合作投资30,亿美元建设杨巴一体化石化项目;Shell与中国海洋石油总公司合作投资40亿美元在广东惠州建设中海壳牌石化项目;英国BP与上海金山合资建设90XI0的4次方(原多次方位置应该标在右上位置,但word格式不支持)t/a乙烯项目,这三个项目均建设有至少30XI0的4次方(原多次方位置应该标在右上位置,但word格式不支持)tt/aEO/EG装置,这三家项目上马后将在国内EO/EG市场占据主导竞争地位。
(二)装置的单元组成与工艺流程1,工艺路线乙烯和氧在银催化剂作用下,通过固定床反应器发生氧化反应,主反应生成环氧乙烷,主要副反应生成二氧化碳。
用碳酸钾溶液吸收循环气中的二氧化碳。
环氧乙烷用水吸收,然后解吸和再吸收,生产出不含乙烯、氧、二氧化碳等杂质的浓度为9.5%—10.5%的环氧乙烷水溶液。
一部分精馏生产环氧乙烷产品,另一部分水合生成乙二醇溶液。
乙二醇溶液经过多效蒸发及干燥塔分离出水,再进行乙二醇精馏得到一乙二醇、二乙二醇、三乙二醇产品。
2.基本原理3.组成单元环氧乙烷/L-醇装置主要是由乙烯氧化反应,循环气压缩,二氧化碳吸收、解吸,环:氧乙烷吸收、解吸和再吸收,轻组分脱除、环氧乙烷精馏、环氧乙烷水合反应,多效蒸发,乙二醇精馏等单元构成。
(1)环氧乙烷反应系统:原料乙烯、氧气和致稳氮气(甲烷)来自界区。
乙烯、氧气和致稳气,在循环压缩机的出口侧,与贫循环气混合,混合气中乙烯和氧控制一定的浓度,通过气—气热交换器管程与反应器出口气体换热后,进入填充银催化剂的列管式固定床反应器,在银催化剂的作用下,在一定的温度和压力下,进行氧化反应生成环氧乙烷。
从反应器下部出来的生成气体经换热器降温后进入环氧乙烷水洗塔(D—115),在这里与贫循环水逆流接触,吸收其中的环氧乙烷和其他一些反应产物。
未被吸收的塔顶气体回到循环压缩机的进口,以补充压力损失。
经循环压缩机增压后的循环气,大部分直接循环到反应器原料系统,少部分先送到二氧化碳脱除系统脱除C0₂后,再返回压缩机出口的反应器原料系统,以维持循环气中的C0₂含量不变。
(2)C0₂脱除系统来自循环压缩机气量大约为循环气量10%的气体进入接触塔,在此与来自再生塔的热碳酸钾溶液接触,C0₂经化学吸收,即碳酸钾与C0₂反应生成碳酸氢钾,未反应的气体返回到循环气系统。
来自C0₂接触塔塔釜的富碳酸氢钾溶液,经过减压阀减压后进入再生塔,闪蒸析出部分C0₂,通过加热使碳酸氢钾还原为碳酸钾,放出C0₂。
(3)环氧乙烷解析和再吸收系统来自环氧乙烷水洗塔的富循环水,经换热、减压闪蒸后进入解吸塔顶部,环氧乙烷以及其他轻组分和不凝气体被解吸。
被解吸出来的环氧乙烷和水蒸气进入再吸收塔被水吸收,并调整加水量,以保持再吸收塔釜液中含10%(质量)的环氧乙烷,将此塔釜液送到乙二醇原料解吸塔。
(4)环氧乙烷精制系统来自乙二醇原料解吸塔的釜液,一部分进人环氧乙烷精制塔,经过精馏、脱醛处理,生产商品EO。
(5)乙二醇反应和蒸发提浓系统来自再吸收塔塔釜约为10%(质量)的环氧乙烷水溶液,在乙二醇原料解析塔用蒸汽脱除C0₂,来自环氧乙烷精制塔含醛的环氧乙烷也在此得以回收。