飞锯机基础知识 (20)
- 格式:doc
- 大小:49.50 KB
- 文档页数:8
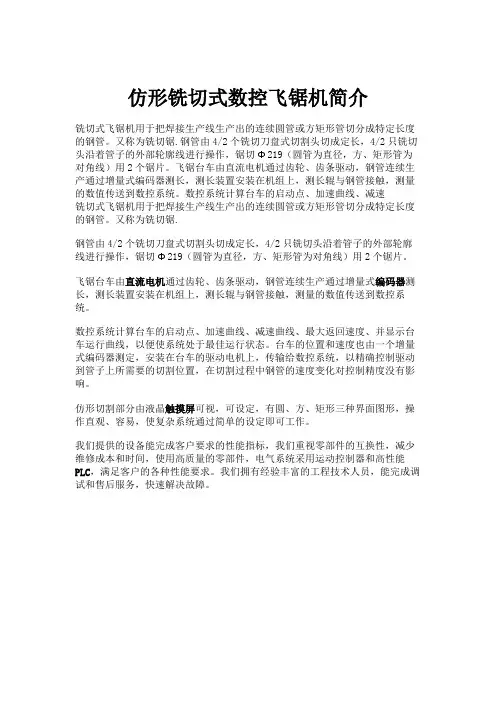
飞锯机的基本知识
一、飞锯机切断的原理:
飞机小车与钢管同步运行时,高速旋转的锯片在落锯汽缸作用下压向钢管,锯片和被切金属之间由摩擦产生的热量将钢管锯口的金属融化或软化,由锯齿将融化或软化金属沿切线方向抛出,锯片落至终了时将钢管切断。
锯切的管端上部有轻微的压下变形,底部有小毛刺粘连。
通常可在平头机上铣平。
当锯齿磨钝、钢管较硬较厚时,飞刺就较大。
二、锯片允许的最大线速度的计算:
锯片允许的最大线速度决定于锯片材料的强度和在高速旋转时的允许工作应力,可按下式计算:
V²=σg/γ=135—145米/秒
V:锯片允许的切线速度,米/秒;
α:锯片转速为V时的工作应力,兆帕;为保证锯片安全,取α≤147~167兆帕;
g:重力加速度,g=9.81米/秒;
γ:锯片材料的密度,取7.8克/厘米。
在实际生产中,当锯片直径小于1米时,取锯片最大线速度为80~100米/秒;当锯片直径大于1米时,取锯片最大线速度为100~100米/秒。
三、锯片实际的空转线速度的计算可按下式:
V=πDn/60 V:锯片线速度,米/秒;
D:锯片直径,mm;
N:锯片每分钟转速;n=D1n0/D2
D1:主动轮直径,mm
D2:从动轮直径,mm
N0:主动轮转速,即电机转速。
例如:已知电机转速为1470转/分,主动皮带轮的直径为338毫米,从动皮带轮的直径为237毫米,锯片直径为760毫米,求锯片的空转线速度。
V=πD/60×D1/D2×n0=π*0.76/60*338/237*1470
=83.4米/秒
四、锯片的厚度计算:
S=D/200(D—锯片直径)
通常4″以下机组的锯片厚度一般取3—4mm
五、锯片直径;
D=4D0+300(D0—钢管最大外径)
钢管公司各机组所选用的锯片直径如下:
φ32机组:D=4*32+300=400mm
φ45机组:D=4*45+300=500mm
φ50机组:D=4*50+300=500mm
φ76机组:D=4*76+300=600mm
φ114机组:D=4*114+300=760mm
φ165机组:D=4*165+300=960mm
φ219机组:D=4*219+300=1100mm
六、对锯片的要求:
1、具有较长的使用寿命;锯片材质应具有较高的强度和硬度,
有良好的耐磨性。
2、锯片可修磨。
3、具有良好的齿形。
4、锯片平整,不平度不超过0。
1mm
5、轴孔和外径的径向跳动不得超过0。
08mm
6、齿距不宜过大过小,以在9~11为宜。
7、齿部硬度应在HRC45~49
8、锯片的空转噪声和锯切噪声都较小。
七、锯片齿形:
锯齿形状以45°尖齿最好,如下图,在焊管生产中应用较广。
这种齿形的进刀阻力最小,45°尖齿能顺利进入切割变形区软化或熔化的金属中去,因而有较高的生产能力,寿命较长,噪声音小。
σ
γ~米/秒
σ
γ~米/秒
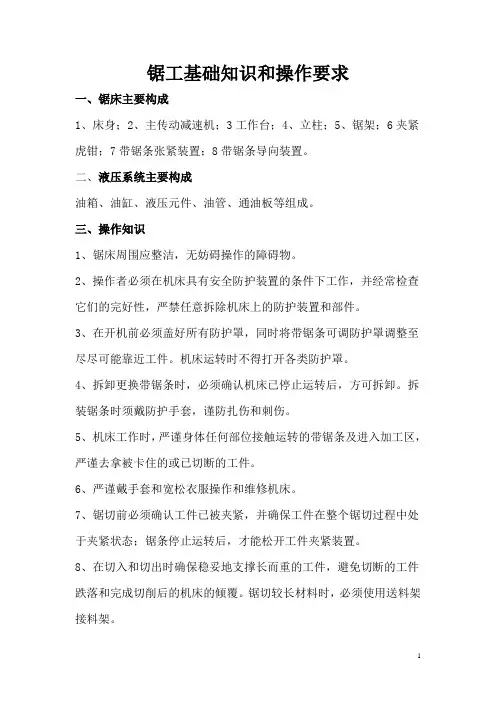
八、主要部件的作用
1、床身:由机座、缓冲装置、拖链装置、容屑盒组成。
用于支撑锯车、齿条箱等。
两条导轨为锯车的高速稳
定运动提供良好的基础;缓冲装置控制在失控状态下
吸收锯车的冲量使其逐步制动;容屑盒储存锯车排出
的铁屑;拖链用于电缆、气路、水管起支撑作用。
2、齿条箱:由箱体、齿轮轴、齿条组成。
用于将驱动系
统的动力通过齿轮轴、齿条传递给锯车,实现锯车往
复运动。
3、锯车:由车体、主轴、锯臂、电机、剧罩、锯片组成。
在齿轮箱带动下追踪运动的钢管,电机带动锯片在汽
缸作用下,按控制系统的指令切断钢管,然后电磁法
换向汽缸动作松开家居,锯片归位,锯车在齿轮箱带
动下返回原位。
4、测速:由汽缸、测速辊、光电脉冲发生器组成。
八、常见故障分析和处理
1.飞锯小车返回到原位停不住,造成齿轮齿条脱离,是原位
感应开关开路性损坏或者短线。
2.管子锯断台锯后锯车不返回,是原位感应开关短路损坏或
开关引线长期被水腐蚀绝缘损坏产生漏电后送入微机错误
信号所致。
3.锯车切不断管子就台锯返回,是锯切到位感应开关短路损
坏。
4.锯车切到底不台锯是开路损坏或开关位置不合适。
5.管子锯断台锯后锯车不返回,而造成脱齿是台锯到位感应
开关开路性损坏、短线或位置不合适。
6.锯没抬起、锯车返回、打锯片,松夹信号有干扰,用示波
器可看到松夹信号有干扰脉冲,应检查继电柜常动作的继
电器电容或吸收二极管或附近有无未加吸收的继电器(重
点检查落锯继电器、电磁阀。
7.定尺不准,长短不齐应重点检查:
A 测速辊与钢管接触不好,轴连接松动,测速辊磨损严重。
B 锯车直流电机与减速机齿轮及联轴器间隙过大,磨损严重。
C 轧机速度变化太大(可从速度数码管上看出)。
D 高频干扰信号传入钢管和锯车脉冲电路。
E 钢管或锯车乘法器系数设置不准,偏差太大。
7. 马蹄口或扫头,是锯车和钢管速度严重不同步所致,这时管长显示误差大应重点检查:脉冲发生器、测速辊、联轴器、轧机速度稳定性,电源电压波动范围。
两者不同步也会造成长短不齐。
如上述都正常,应检查计算机5V A、5VB、+12V、-12V是否正常,检查传动柜内590C是否正常,如正常应模拟开车,如模拟开车正常,是自动开车时干扰。
模拟开车不正常,检查计算机和传动柜,计算机查法:将锯车推至极端使齿轮脱开,将松开信号从计算机端子断开,用80m/min管速模拟开车,以2219信号可测出8V左右电压,低于此直大多是计算机故障;如正常是传动柜故障。
恢复正常模拟开车,观察启动电流,电流值应与电机额定电流相近,若电流低于正常值较多将产生上述故障,将正向堵转电流调到规定值即可。
九、毛刺的种类及消除方法
焊管生产中,飞锯锯切毛刺普遍存在。
为了去除毛刺,通常焊管靠平头机清除.
1.毛刺的种类
在线飞锯锯切毛刺,按生产原因可分为热毛刺和冷毛刺两种。
1.1热毛刺是在锯切过程中,锯片侧面与焊管磨察生热熔化金属
而产生的毛刺。
这种毛刺在焊管切断断面成平口,看上去管
壁很厚。
产生锯片与和焊管摩擦的原因有:A:飞锯夹紧机构
的底线标高低于出料辊道标高,锯切时产生焊管夹锯片现
象.B:焊管弯曲,锯切前接触辊面,产生夹锯片现象。
C:锯
片轴向跳动过大。
1.2冷毛刺是焊管端部成条状的,其宽度与锯片厚度有关,锯片
越厚,毛刺宽度越宽。
这种毛刺主要是焊管在锯断之前,锯片两边焊管有相对位移,从而使锯片两边金属不能同时切断而产生的毛刺。
由于锯切产生大量热能,焊管在切断之前AB区一定量的金属见红变软又由于焊管自重和辊道2的输送运动,B点位移下降。
而左边焊管是夹持状态,A点高度保持不变,故锯片先切断A处金属,而AB区金属由于锯片旋转水和铁屑产生的离心力和AB段重量作用,使AB段绕B点旋转,由于与辊道输送,故锯片不能切断B点,从而出现毛刺,这种毛刺经水冷却变得很硬,毛刺出现在焊管尾端下方。
这种AB区冷毛刺在实际生产中占95%以上.
1.3消除冷毛刺的几种办法:(1)AB同切法,也就是AB两点
同时切断。
要求锯片与焊管垂直,也就是在锯片的两边各设一套夹紧机构,使焊管在锯切过程中保持相对位置不变,达到AB两点同时切断。
(2)先B后A法,用浮动托辊抬起B 处,将毛刺控制在焊管前端A处,再使用风力、水力或顶板,阻止AB区毛刺绕A点旋转。
风力和水力除给毛刺一定推力外,主要是冷却毛刺,使毛刺在切断前较硬,从而不易绕A 点旋转,保持毛刺在切削区AB切削掉。
浮动托辊为自由辊,安装在飞锯小车上,它由辊子、机架、弹簧、上下丝杆组成。
通过机架下面丝杆调整调整托辊高度和抬起力来使用不同焊管的重量,通过机架上方丝杆调整托辊最大自由高度。
通
常托辊上表面标高高出飞锯钳口底线标高5—15mm。
顶板,就是在飞锯下钳口与锯片之间装一托板。
顶板上面与钳口同高,顶头顶至锯片侧面。
顶板断面形状可与产品相吻合,材料采用A3,厚度2—3mm。
采用顶板时锯片轴向跳动越小,去毛刺效果越好。
(3)先A 后B法,先切断A点后切断B点。
具体办法是:一是使出料辊线速度小于或等于焊管成型速度或出料辊改为自由辊。
二是出料辊道改为V型辊道。
三是像先B后A法一样,分别采用风力、水力或顶板,防止毛刺绕B点旋转。
这种办法的缺点是,有时会出现少量热毛刺。