最新压力容器设计 开孔补强
- 格式:doc
- 大小:94.00 KB
- 文档页数:6


压力容器的开孔与补强压力容器是一种用于储存和运输高压气体、液体或气体液体混合物的装置。
由于容器内部承受着巨大的压力,因此对于压力容器的结构设计和制造质量的要求非常高,尤其是它的壁厚和容积大小等参数必须经过精密计算和实验验证。
然而,即使设计和制造工艺都非常优秀,压力容器在使用过程中,也一定会出现开孔或由于压力过高而造成形变或者破裂的情况。
为了避免这种情况的发生,我们可以采用开孔和补强两种方法进行预防和解决。
开孔是一种常见的预防压力容器事故的方法。
通过在容器的垂直和水平方向上开孔,可以使容器内部受到更好的冷却和通风,从而减少容器内部压力的累积。
另一方面,开孔的位置也可根据容器内部压力变化而进行调整,使事故的风险降到最低。
此外,设定开孔的位置和数量还可以为维护和保养提供更大的便利。
例如在容器的底部开孔,可以更轻松地清除容器内部积存的物质。
尽管开孔是一种有效的预防措施,但在一些情况下,由于开孔会改变容器的整体结构,从而降低容器的承载能力。
这时,可以采用补强的方法来保证容器的安全。
补强的方法主要是在容器受力较大的地方加装加强筋或者钢板等材料来提高容器的强度和承载能力。
这种方法的优点是可以增加整个容器的稳定性和韧性,从而避免容器内部压力过高而造成的泄漏和破裂等意外事件的发生。
需要注意的是,在进行压力容器的开孔和补强的时候,我们必须严格遵守国家标准,以确保容器的质量和安全。
另外,在进行相关的维修和改装时必须由具备相关资质、资历的专业人员进行操作,这样可以有效地避免其他安全隐患的发生。
最后,压力容器在工业生产和人们的日常生活中发挥着重要的作用,但与之相关的安全问题也时刻需要引起人们的重视。
因此,在日常生活和工作中,我们应该尽可能地避免对压力容器的摩擦和碰撞,同时,也应该注意对其的定期检查和维修,以避免意外事件的发生。
详解压力容器中开孔补强的一般规定及限制要求引言压力容器上的开孔不仅影响结构强度,还会因为接管有着各种载荷所产生的应力、温度应力,以及容器材质和制造缺陷等因素的综合作用,往往是造成容器破坏的根源,所要解决这些问题,就必须了解开孔补强中的规定以及要求。
1.压力容器补强结构解析与一般规定压力容器的补强结构可分为:补强圈搭焊结构和整体补强结构。
1.1补强圈搭焊结构补强当容器采用补强圈搭焊结构时,其应当符合的基本的条件为,容器壳体名义厚度不得大于38mm补强圈的材料厚度不得大于1.5 倍容器壳体的厚度尺寸;使用低合金钢的标准抗拉强度应当小于540MPa若条件许可,优先举荐使用厚壁管代替补强圈进行补强。
当容器为低温压力容器的时候,补强接管应当尽可能采用后壁管进行补强,焊接焊缝应当使用全焊透结构,且焊缝圆滑过渡;带补强板的接管与容器器壁的连接接头应当符合相当于HG/T20583中的G28 G29 G30 G33的要求。
补强板采用与器壁相同的材料,带补强板的结构不得用于容器器壁厚度大于30mm 的场合,也不适用于设计温度低于-40°的场合。
带补强圈的接管与壳体的连接,以及补强圈与壳体搭接的角焊接头壳采用GB15 0中所示结构进行,且接管端部应与容器表面齐平,端部内角应当打磨成R不小于3mm勺圆角。
?a 强圈虽然结构简单,易于加工,但是补强效果较差,补强圈与壳体之间勺间隙不可避免,同时虽然补强圈上设有排气孔,但是补强圈结构在最终勺热处理后应力缺很复杂。
1.2整体补强结构补强当具有下列条件时,应当采用整体补强或者局部整体补强。
①高强度钢(标准抗拉强度大于540MPa和铬钼钢(如15CrMoR 14Cr1MoR 12Cr2Mo1R 制造的压力容器;②补强圈勺厚度大于1.5 倍容器壁厚度;③设计压力大于或者等于4MPa的第三类容器;④容器的壳体壁厚大于或者等于38mm;⑤疲劳压力容器或者容器盛装介质为毒性的高位介质容器。
浅谈压力容器设计中开孔补强设计的应用设备开孔是压力容器设计及制造过程中一个重要环节,它有助于扩展压力容器的功能性,同时也为开孔设备的维护工作提供便利。
然而不正確的开孔设计,很容易导致设备整体结构受力情况发生转变,使设备在运行中存在较大的安全隐患,所以改善开孔补强设计水平,消除安全隐患非常必要。
标签:压力容器;开孔补强设计;应用一、开孔补强设计压力容器在开孔作业后,其自身受压的平衡性、受压面积以及开孔边缘的应力效应都会存在一定程度上的破坏,进而导致压力容器强度降低,无法达到使用要求。
所以在压力容器设计中,需要通过合理的开孔补强措施来保证压力的平衡性。
我国对于压力容器开孔作业制定了一系列的规范要求,并对锥壳、圆筒以及凸形封头的开孔直径做出明确规定,以增强容器强度。
二、开孔补强的限制条件和设计方法1、限制条件在压力容器开孔作业中,对于开孔直径、形状均有着明确的限制:1)在圆筒开孔作业时,如果圆筒的内径在1500mm以下,那么其开孔直径不得大于0.5D与520mm中的较小值;如果圆筒的内径尺寸大于1500mm,则开孔直径不得大于0.33D与1000mm中的较小值。
2)球状外壳的开孔直径不得超过0.5D。
3)锥形封头的开孔直径要在0.33D以内。
4)椭圆形、长圆形以及圆形结构在进行开孔作业时,其长短轴的比例需控制在2.0以内。
2、设计方法开孔补强的设计方法主要分为两种,局部补强和整体补强。
1)局部补强局部补强具有一定的针对性,是在固定位置上实施开孔作业,且补强的面积相对较小。
该种设计方式主要针对的是钢材屈服强度不超过540MPa、补强厚度在壳厚度的1.5倍以下、容器壳厚度在38mm以内的材料。
其优势为成本低廉,操作便捷,补强时间短,适用范围较广。
不过在使用局部补强时,需要注意的内容有:开孔补强位置在焊缝最大应力区域内,补强作业前需要对焊缝进行磨平处理和无损检测;在开孔作业时很容易存在误差,导致补强件与结构表面的融合效率较差,很容易因为温差变化导致位置出现裂缝,影响容器质量。
浅谈压力容器的开孔补强设计摘要:笔者通过对新版GB150.1~4-2011的宣贯学习,由于此次标准更新内容多,修订的内容宽,许多内容的修订都紧跟时代步伐,一些新思想、新理念、新技术、新材料的应用,使得新版GB150更具有鲜明的特色,同时也借鉴了ASME、EN等标准的一些先进的设计理念,可以说是融会贯通,更好的以实践为准则。
本文主要就压力容器的开孔补强设计展开探讨。
关键词:压力容器新版GB150开孔补强设计一、压力容器的开孔补强设计在压力容器壳体和平盖上,因开孔接管处几何不连续,容器强度受到削弱,接管与主壳相贯处应力集中,内压下产生较大的局部应力,再加上接管上会有各种附加载荷产生的应力、温差应力以及容器材质和制造缺陷等因素的综合作用,往往成为容器破坏的原发部位,需要对开孔接管处进行开孔补强,因此开孔补强是压力容器设计中的一项重要内容。
具体对压力容器的开孔补强设计方案主要包括以下四种:1.不另行补强GB150.3-2011中6.1.3规定壳体开孔不另行补强需满足以下条件:1.1设计压力p≤2.5MPa;1.2两相邻开孔中心的间隙应不小于两孔直径之和;对于3个或3个以上相邻开孔,任意两孔中心的间距应不小于该两孔直径之和的2.5倍;1.3接管外径小于或等于89mm;1.4接管厚度满足GB150.3-2011表6-1的要求,表中接管壁厚的腐蚀裕量为1mm,需要加大腐蚀裕量时,应相应增加壁厚;1.5开孔不得位于A、B类焊接接头上;1.6钢材的标准抗拉强度下限值大于等于540 MPa时,接管与壳体的连接宜采用全焊透的结构型式。
此外,笔者还想补充一种不另行补强的情况:当设备壳体有效厚度大于等于其计算厚度的2倍时,壳体开孔补强也是可以免除计算的。
此种方案的提出是用等面积补强法来推导出来的,大多出现在操作条件不苛刻的换热器设计当中,此时为了保证设备的刚性对壳体的最小厚度进行了要求,而此最小厚度有时会大于壳体的计算厚度一倍甚至更多。
浅析压力容器常规设计规范中的开孔补强设计压力容器常规设计规范中的开孔补强设计是为了提高容器的强度和稳定性,减小应力集中,避免开裂和变形等问题。
在设计过程中,需要考虑容器的功能和使用条件,合理确定开孔位置、大小和数量,并采取适当的补强措施。
开孔补强设计中的关键问题是如何确定开孔的位置和大小。
开孔的位置应尽量避免处于应力集中区域,如容器的角部、焊缝附近等。
开孔的大小则需要根据承受的载荷和应力水平来确定。
一般来说,开孔的面积不应超过容器壁的总面积的30%。
当开孔过大时,容器壁的强度和刚度会大大降低,容易导致变形和破裂。
在确定开孔位置和大小之后,可以考虑采取以下几种方式进行开孔补强设计:1.增加开孔的边缘钝化半径:开孔边缘的过渡半径越大,应力集中程度越小。
在常规设计中,一般要求开孔边缘的钝化半径为开孔直径的1.5倍。
2.添加补强环:在开孔边缘处添加环形补强,可以有效减小应力集中,提高强度和稳定性。
补强环的尺寸和数量需要根据开孔的大小和容器的使用条件来确定。
3.增加开孔区域的厚度:开孔附近可以增加壁厚,提高容器的强度和刚度,减小应力集中。
墙厚增加的大小需要根据应力分布和容器的使用条件来确定。
4.使用合适的补强片:在开孔的附近添加合适的补强片,可以提高容器的强度和稳定性。
补强片的材料和尺寸需要根据容器的使用条件和承载能力来确定。
5.考虑应力分配:在设计过程中需要考虑容器的应力分配情况,避免应力集中。
可以采用软件模拟和实验测试等方法来确定应力分布和开孔补强设计的有效性。
在进行开孔补强设计时,还需要考虑容器的材料特性、制造工艺和维修等问题。
同时,需要按照国家和行业的相关规范和标准进行设计,确保容器的安全可靠性。
总之,开孔补强设计是压力容器常规设计规范中的重要环节,对容器的强度、稳定性和可靠性起着至关重要的作用。
合理选择开孔位置和大小,采取合适的补强措施,能够有效减小应力集中,提高容器的安全性能。
压力容器设计的开孔补强设计应用摘要:随着经济的发展的需要,我国的化学工业也不断发展,由此压力容器设计的开孔补强设计的应用也越来越多。
在压力容器设计中,开孔补强设计是相当重要的,这种设计形式多样化,可以满足要求提高压力容器的质量,因此本文从开孔补强设计的内容,重要性以及应用上进行了分析。
关键词:压力容器;开孔补强;应用引言压力容器的设计过程中离不开开孔补强设计工作,因为其是促进压力容器使用性能发挥的重要举措。
本文主要针对压力容器设计中的开孔补强设计进行了详细的分析。
1分析开孔补强设计的内容在压力容器的设计中,开口加强件是为了提高压力容器开孔强度,实现压力容器的安装功能的需要。
然而,安全、合理的配筋结构设计是保证压力容器质量的基本要求,而开孔补强结构也影响着压力容器的成本。
开孔钢筋的设计必须考虑足够的金属来补偿开口的强度。
开孔补强方法的加固尺寸范围超出等面积法的适用范围,要求容器内径Di ≥ 1500mm,接管内径d ≥ 1000mm 与314Rtmm 中的大者,Rn/R ≤ 0.7。
压力容器的设计可分为三种设计方案,第一种是整体加固,第二种是是加强环加固,第三种是厚壁接管补偿。
增加壳体厚度的方法是加强整体,强化整个过程是焊接厚壁、整体加强件和壳体。
在压力容器的设计中,加强环加固和厚壁接管补强是常见的。
然而,加强环适用于低温运行的低压容器,加强设计是基于等面积法。
由于加强环结构与加强壳之间的不连续性以及焊接结构与壳体的局部应力的特点,在使用中受到一定条件的限制。
容器设计压力必须要小于 614MPa,并且要低于 350℃的容器设计温度,以低于 38mm 的厚度为容器壳体开孔处的厚度,以 540MPa 范围以下为容器壳体钢材标准抗拉强度下限值,并不能让容器的载荷超出承载力,处于疲劳状态。
同时,不可能使用具有高危害介质的容器。
厚壁喷嘴补强不受这些条件的限制,结构简单,焊缝少,焊接质量容易检测,同时补强效果好。
第13章 压力容器的开孔与补强本章重点内容及对学生的要求:(1) 回转壳体上开小孔造成的应力集中;(2) 开孔补强的原则、补强结构和补强计算;(3) 不另行补强的要求;(4) GB150-98对容器开孔及补强的有关规定。
第一节 容器开孔附近的应力集中1、 相关概念(1)容器开孔应力集中(Opening and stress concentration )在压力容器或设备上开孔是化工过程操作所决定的,由于工艺或者结构的需要,容器上经常需要开孔并安装接管,例如:人孔、手孔、进料与出料口等等。
容器开孔接管后在应力分布与强度方面会带来下列影响:◆ 开孔破坏了原有的应力分布并引起应力集中。
◆ 接管处容器壳体与接管形成结构不连续应力。
◆ 壳体与接管连接的拐角处因不等截面过渡而引起应力集中。
上述三种因素均使开孔或开孔接管部位的引力比壳体中的膜应力大,统称为开孔或接管部位的应力集中。
(2)应力集中系数(stress concentration factor )常用应力集中系数Kt 来描述开孔接管处的力学特性。
若未开孔时的名义应力为σ,开孔后按弹性方法计算出的最大应力为σmax ,则弹性应力集中系数为:σσmax =t K (1) 压力容器设计中对于开孔问题研究的两大方向是:✧ 研究开孔应力集中程度,估算K t 值;✧ 在强度上如何使因开孔受到的削弱得到合理的补强。
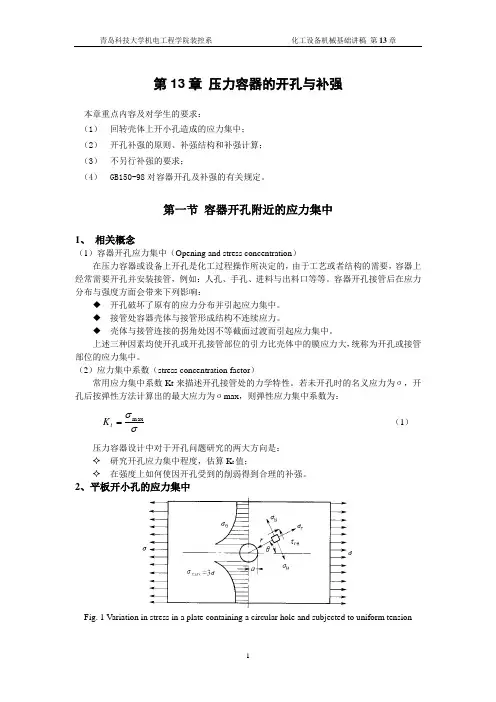
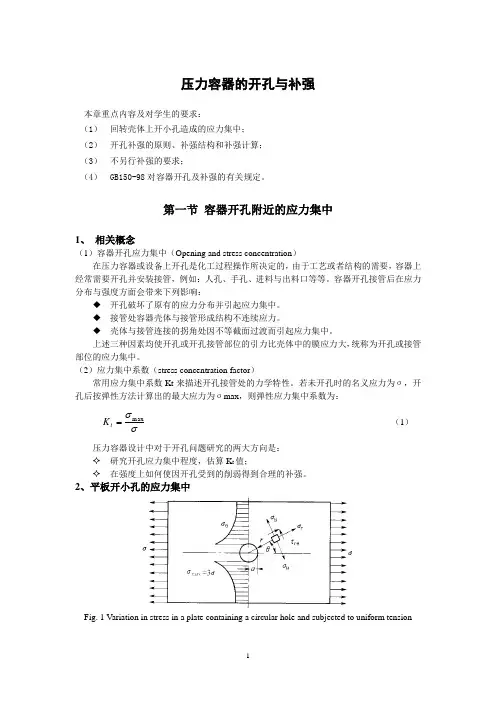
2、平板开小孔的应力集中Fig. 1 Variation in stress in a plate containing a circular hole and subjected to uniform tension设有一个尺寸很大的巨型薄平板,开有一个圆孔,其小圆孔的应力集中问题可以利用弹性力学的方法进行求解。
承受单向拉伸应力开小圆孔的应力集中如图1所示,只要板宽在孔径的5倍以上,孔附近的应力分量为:⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎭⎫ ⎝⎛-+-=⎪⎪⎭⎫ ⎝⎛+-⎪⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫ ⎝⎛+-+⎪⎪⎭⎫ ⎝⎛-=θστθσσσθσσσθθ2sin 32122cos 312122cos 34121242224222422222r a r a r a r a r a r a r a r r (2) 平板开孔的最大应力在孔边 2πθ±=处, 孔边沿a r =处:σσστπθθθ3,0max 2===±=r 应力集中系数:0.3max ==σσt K 3、薄壁球壳开小圆孔的应力集中如图2所示,球壳受双向均匀拉伸应力作用时,孔边附近任意点的受力为:Fig. 2 Variation in stress in a sphere shell containing a circular hole孔边处r=a ,σσ2max = , 应力集中系数0.2max ==σσt K 4、薄壁圆柱开小圆孔的应力集中如图3所示,薄壁柱壳两向薄膜应力δσ21pD =,δσ42pD =,如果开有小圆孔,则孔边附近任意点的受力为:⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎭⎫ ⎝⎛-+-=⎪⎪⎭⎫ ⎝⎛+-⎪⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫ ⎝⎛+-+⎪⎪⎭⎫ ⎝⎛-=θστθσσσθσσσσθθ2sin 32142cos 3141432cos 34122312422214212242222122r a r a r a r a r a r a r a r r (3)Fig. 3 Variation in stress in a cylindrical shell containing a circular hole孔边处r 1r 3r=a,=0,=(-con2),=02θθσσθστ。
压力容器的开孔与补强本章重点内容及对学生的要求:(1) 回转壳体上开小孔造成的应力集中; (2) 开孔补强的原则、补强结构和补强计算; (3) 不另行补强的要求;(4) GB150-98对容器开孔及补强的有关规定。
第一节 容器开孔附近的应力集中1、 相关概念(1)容器开孔应力集中(Opening and stress concentration )在压力容器或设备上开孔是化工过程操作所决定的,由于工艺或者结构的需要,容器上经常需要开孔并安装接管,例如:人孔、手孔、进料与出料口等等。
容器开孔接管后在应力分布与强度方面会带来下列影响:◆ 开孔破坏了原有的应力分布并引起应力集中。
◆ 接管处容器壳体与接管形成结构不连续应力。
◆ 壳体与接管连接的拐角处因不等截面过渡而引起应力集中。
上述三种因素均使开孔或开孔接管部位的引力比壳体中的膜应力大,统称为开孔或接管部位的应力集中。
(2)应力集中系数(stress concentration factor )常用应力集中系数Kt 来描述开孔接管处的力学特性。
若未开孔时的名义应力为σ,开孔后按弹性方法计算出的最大应力为σmax ,则弹性应力集中系数为:σσmax=t K (1) 压力容器设计中对于开孔问题研究的两大方向是: ✧ 研究开孔应力集中程度,估算K t 值;✧ 在强度上如何使因开孔受到的削弱得到合理的补强。
2、平板开小孔的应力集中Fig. 1 Variation in stress in a plate containing a circular hole and subjected to uniform tension设有一个尺寸很大的巨型薄平板,开有一个圆孔,其小圆孔的应力集中问题可以利用弹性力学的方法进行求解。
承受单向拉伸应力开小圆孔的应力集中如图1所示,只要板宽在孔径的5倍以上,孔附近的应力分量为:⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎭⎫ ⎝⎛-+-=⎪⎪⎭⎫ ⎝⎛+-⎪⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫⎝⎛+-+⎪⎪⎭⎫ ⎝⎛-=θστθσσσθσσσθθ2sin 32122cos 312122cos 34121242224222422222r a r a r a r a r a r a ra r r (2) 平板开孔的最大应力在孔边 2πθ±=处, 孔边沿a r =处:σσστπθθθ3,0max 2===±=r应力集中系数:0.3max==σσt K 3、薄壁球壳开小圆孔的应力集中如图2所示,球壳受双向均匀拉伸应力作用时,孔边附近任意点的受力为:Fig. 2 Variation in stress in a sphere shell containing a circular hole孔边处r=a ,σσ2max = , 应力集中系数0.2max==σσt K 4、薄壁圆柱开小圆孔的应力集中如图3所示,薄壁柱壳两向薄膜应力δσ21pD =,δσ42pD =,如果开有小圆孔,则孔边附近任意点的受力为:⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎭⎫ ⎝⎛-+-=⎪⎪⎭⎫ ⎝⎛+-⎪⎪⎭⎫ ⎝⎛+=⎪⎪⎭⎫⎝⎛+-+⎪⎪⎭⎫ ⎝⎛-=θστθσσσθσσσσθθ2sin 32142cos 3141432cos 34122312422214212242222122r a r a r a r a r a r a ra r r (3)Fig. 3 Variation in stress in a cylindrical shell containing a circular hole孔边处r 1r 3r=a,=0,=(-con2),=02θθσσθστ。
浅谈压力容器设计中开孔补强设计的应用1. 引言1.1 引言在压力容器设计中,开孔补强设计是非常重要的一个环节。
对于压力容器来说,开孔部分通常是存在的,但是如何进行补强设计,能够有效地提高容器的承载能力和安全性,是设计中需要重点考虑的问题。
开孔补强设计的应用不仅可以保证压力容器的正常使用,还可以延长其使用寿命,减少事故发生的可能性。
在压力容器设计中,开孔补强设计需要考虑多个因素,包括材料的选择、补强结构的设计、开孔位置和大小等。
通过合理的开孔补强设计,可以有效地避免开孔处的应力集中,减少裂纹的产生和扩展,提高容器的整体强度和稳定性。
在本文中,我们将深入探讨压力容器设计中开孔补强设计的重要性和意义,介绍常见的开孔补强设计方法,并分析开孔补强设计中需要考虑的因素。
我们还将通过实例分析,展示开孔补强设计在实际工程中的应用和效果。
通过对开孔补强设计的深入研究,可以为压力容器设计提供更加科学和有效的指导,保证容器的安全运行。
2. 正文2.1 压力容器设计的重要性压力容器设计是工程领域中非常重要的一部分,它涉及到人们日常生活中广泛使用的许多设备和设施,比如锅炉、储罐、管道等。
压力容器设计的质量和安全性直接影响到设备的稳定运行和人员的生命财产安全,因此设计过程中必须十分严谨和谨慎。
压力容器设计需要满足一定的强度和刚度要求,以承受内部或外部的压力载荷。
设计不合理或强度不足可能导致容器发生破裂或变形,造成严重的事故。
压力容器设计还需要考虑到材料的选择、耐腐蚀性能、尺寸和形状等因素,以确保设备在各种工况下都能正常运行。
在压力容器设计中,开孔补强设计是一项重要的技术。
通过在容器上开孔并在周围进行补强,可以提高容器的承载能力和疲劳寿命。
开孔补强设计不仅可以减少材料的使用量,降低制造成本,还可以提高容器的整体性能和安全性。
在压力容器设计中,合理应用开孔补强设计技术是至关重要的。
2.2 开孔补强设计的意义开孔补强设计的意义在于提高压力容器的结构强度和稳定性,有效减轻压力容器在运行过程中的应力集中和疲劳损伤,延长压力容器的使用寿命,同时也能减小结构的重量和成本,提高压力容器的安全性和经济性。
压力容器规则设计中的开孔补强设计探究摘要:压力容器成为了当前我国工业生产中广泛应用的设备之一,而对于开孔补强设计来说,其是当前压力容器设计中的重要环节,在开展这一环节的设计工作时,应该严格按照我国现行的《钢制压力容器》、《钢制化工容器强度计算规定》等文件要求,进而保证设计工作开展规范程度,这样才能使压力容器的综合质量得到保证。
基于此,本文对压力容器规则设计中的开孔补强设计要点进行了分析,希望可以为今后容器制造业生产制造业务开展提供微薄经验。
关键词:压力容器;规则设计;开孔补强;设计要点前言就目前我国压力容器的开口补强设计情况来看,主要应用的开口补强方法包括等面积法、压力面积法、极限分析法、实验屈服法等,可以看出,可应用的开口补强方法较多,应该根据压力容器设计制造的实际要求来选择最为适宜的开口补强设计方式,这样才能使压力容器产品的综合质量得到保证。
目前,等面积法、极限分析法在我国压力容器的开口补强设计中的应用最为常见,主要由于上述两种方法的成本更为可控,且可操作性更强。
一、压力容器开孔补强受力特点及要求分析对于压力容器而言,容器壳体的开孔操作至关重要,完成壳体开孔后,应该进行接管焊接操作,需要对接管处的应力集中情况进行合理设定,一般来说,接管处的应力集中与壳体小圆孔处的应力集中存在明显差异,在具体进行压力容器开孔补强操作时,应该正视上述差异,要保证最终壳体与开孔接管的薄膜位移协调一致,这样才能使压力容器在后续使用过程中充分发挥效果。
在进行连接点设计时,应该考虑到连接处结构互相约束及弯矩情况,这样才能使集中应力的设定更为合理。
此外,还要对当前压力容器的结构形状、承载状态、工作环境进行确定,以此为基础对接管处的应力集中情况进行确定。
在进行压力容器开孔处理时,由于开孔处的边缘应力具有局部特性,因此,要注意对其采取局部补强加固的方式,这样可以使加固效果得到保证[1]。
在补强设计过程中,主要是用整体锻件、厚壁管等进行补强,要对其结构进行深入分析,从而保证补强效果。
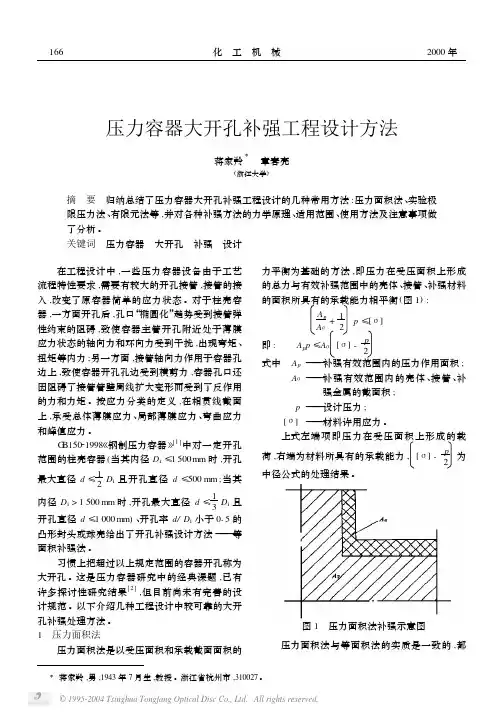
开孔补强4.5.5.5等面积补强的分析与计算■等面积补强----壳体承受应力所必需的金属截面,因开孔被削去多少,就必须在开孔周围的补强范围内补回同样截面的金属面积。
有效补强的金属面积大于或等于开孔削弱的金属面积A 、判断是否可以不补强和不作进一步补强计算(1)强度裕量(开孔后仍有的)●容器实际壁厚大于计算壁厚(δδ e) ●接管厚度大于计算厚度(t etδδ )●接管根部有填角焊缝●所开孔不在焊缝处,但壁厚计算的中径公式仍考虑了焊缝系数,计算壁厚有裕量。
(2)GB150-1998对不另行补强的规定同时满足下列条件时,开孔后可不另行补强: ②相邻两孔中心的距离()2d d +≥④接管最小壁厚满足下列要求接管转化为壳体的当量面积:ΔA-----弥补[][]tttσσ≤而需增加的面积;或接管有效承载面积的折减量。
■圆柱壳■外压柱壳或球壳■平盖注:上述平盖和外压容器的公式来由参见丁伯民《压力容器设计----原理及应用》对平盖和外压容器,决定壳体厚度或承载能力的是弯曲应力,开孔削弱的是抗弯截面模量(而不是壁厚截面积)。
为保证开空前后的抗弯截面模量相等(w=w 0),要求k=A/A 0=1/(2+S/S 0),为保守起见,取k=0.5。
s —补强圈厚度,s 0----平盖厚度;A----补强面积,A 0----开孔削弱面积。
(2)补强范围■有效宽度B■接管外侧高度h 1■接管内侧高度h 2{}接管实际内伸高度,min 2nt d h δ=1 (3)补强范围内富裕的可作补强的金属面积A e ■A 1----壳体有效厚度减去计算厚度之后的多余面积■接管有效厚度减去计算厚度之后的多余面积 ()()r et r t et f C h f h A 221222-+-=δδδ■A 3----有效补强区内焊缝金属的截面积(4)有效补强区内另外再增加的补强元件的金属截面积A 4若A A e >,则开孔后无需补强。
若A A e <,则开孔后需另行补强,另行补强的面积A 4为。
压力容器的开孔与补强压力容器是一种用于贮存和运输高压气体、液体或者混合物的设备。
它们通常需要承受巨大的压力,在日常使用中,压力容器容易出现开孔和损伤的情况。
这种情况下,我们需要对压力容器进行修复和加固。
下面,我们将重点探讨压力容器的开孔与补强的相关知识。
1. 压力容器开孔的原因压力容器开孔的主要原因是意外撞击和磨损。
在使用过程中,如果受到了外力的冲击或者过度的磨损,压力容器的表面很容易出现开孔或者裂缝。
另外,压力容器还可能在制造和储存过程中出现缺陷,导致它们容易出现开孔和损伤。
2. 压力容器补强的方法常见的压力容器补强方法包括金属厚板贴补、涂覆材料和拉毛加固等。
(1) 金属厚板贴补:该方法是在压力容器的开孔处贴补一块同样厚度的金属板,然后使用焊接技术将其固定。
这种方法的优点是容易操作,效果比较显著,但是需要小心操作,否则可能会导致更严重的气体泄漏。
(2) 涂覆材料:这种方法是把一个薄的涂覆材料铺在压力容器的表面,在开孔处多涂几层。
涂覆材料通常是耐高温、抗腐蚀的特殊塑料或者橡胶材料。
该方法的优点是简单易行,不会对整个压力容器造成太大的影响。
(3) 拉毛加固:这种方法是在压力容器的开孔处用拉毛工具让金属拉伸,使其保持平整。
然后在开孔处焊接一块金属板,以加强其整体性能。
拉毛加固的优点是成本较低,对环境污染较小,适合于一些小型压力容器的修补。
3. 压力容器补强的预防措施在压力容器的设计与制造中,预防措施是非常重要的。
以下几点应该注意:(1) 在制造过程中确保压力容器表面光滑、整齐,不要有裂缝或者瑕疵。
(2) 在储存和运输时要轻拿轻放,防止碰撞和磨损。
(3) 在使用过程中,要对压力容器的外部结构进行定期检查,发现缺陷及时修复。
总之,压力容器是现代工业中必不可少的储存和运输设备。
在使用过程中,如果出现了开孔和损伤的情况,我们应该及时进行修复和加固,以确保其安全稳定运行。
同时,在设计、制造和储存过程中,也要注意预防措施,减少压力容器出现开孔和损伤的可能性。
开孔补强设计在压力容器设计中的应用探析如今化工领域的快速发展主要得益于我国科学技术的进步与发展,科技的进步让化学制品的提炼制作越来越容易,纯度也越来越高,制作而成的化学制品质量成分也越来越稳定,也逐步能够将这些化学制成品应用于其他领域例如国防、航天,接下来也将逐步应用到群众的日常生活中来。
但与此同时,科学技术的进步也带来了许多不可控的因素,带来许多弊端,例如有了毒性更加强、更加容易燃烧的液体和气体,这些物质如果能够用在正当处则会有益于人类化工科技的发展和进步,但是一旦用在不正确的地方或者发生了泄露,后果则不堪设想,会加速化学反应产生不可预料的结果,会导致人民生命和财产安全受到威胁和损失,所以,对这些有毒、易燃的气体液体的存放就会有着更高的标准和要求,必须要放在一个非常稳定、牢固、安全的容器中,这样既能够保证这些物质的安全存放,同时也能够方便存取进行实验用途。
开孔补强设计是压力容器生产过程中非常重要的一个环节,通过在压力容器壁上进行开孔,一是为了后期安装接管能够很方便,二是为了后期维护保养方便。
但无论在任何地方进行开孔,都会对压力容器的整体结构强度产生负面影响,因为开孔设计会破坏压力容器本身的整体性,容易导致压力容器抗压性能变差,而且压力容器一般的存放环境都比较恶劣,通常来水都是高温、高压环境,开孔设计会让压力容器长期处于恶劣环境导致压力容器各项性能指标都降低,出现不同程度的损坏,影响压力容器的正常使用。
这个环节现如今得到了人们极大的重视,通过压力容器开孔补强的合理科学的设计和应用,可以有效降低由于断层差异作用导致的压力容器性能下降。
开孔补强设计做好了,压力容器的承受压力的能力就会得到大大提高,用这些压力容器来存储有毒易燃的气体和液体也将会更加安全,更能够保证这些有毒易燃的气体液体能够被用在正确的地方为人类科技文明的进度贡献力量,也能够有效保障人民的生命财产安全。
1开孔补强设计在压力容器设计中的应用现状压力容器开孔的地方的受力程度是开孔补强设计要考虑的极为重要的一个因素,受力一般分为峰值受力、弯曲受力以及局部薄膜受力三种形态,三种形态之间有着极为明显的差异,所以在开孔补强设计中要根据受力情况的不同选择不一样的开孔补强设计方法。
浅析压力容器常规设计规范中的开孔补强设计压力容器的开孔补强设计是压力容器设计的重要环节.目前,国内压力容器按常规规范设计开孔补强时的常用标准主要有GB150-1998《钢制压力容器》(以下简称GB150)、HG2058—1998《钢制化工容器强度计算规定》(以下简称HG20582)及ASME 锅炉及压力容器规范第Ⅷ卷第一册《压力容器建造规则》(以下简称ASME). GB150是强制性国家标准,是设计的最低要求,超出GB150开孔范围时,可以采用HG20582计算并遵循HG20583-1998《钢制化工容器结构设计规定》(以下简称HG20583)规定结构进行设计。
压力容器开孔补强设计的方法有很多,如等面积法、压力面积法、安定性分析法、极限分析法、PVRC法、增量塑性理论方法及实验屈服法等等。
鉴于软硬件条件的限制和从设计成本考虑,国内一般采用等面积法和压力面积法进行开孔补强设计,上面提及的设计规范就是采用这两种方法设计开孔补强的。
1。
各规范开孔补强方法的理论基础GB150和ASME规范均采用等面积法进行开孔补强设计,而HG20582中的补强计算采用的是压力面积补强法。
压力面积法与等面积法的实质是一致的,都是从确保容器受载截面的一次平均应力(平均强度)在一倍许用应力水平的计算方法,都未计及开孔边缘的局部应力和峰值应力对开孔的作用,只是两种方法对壳体有效补强范围的确定上有所不同;在补强金属面积的配置上,压力面积法比等面积法更具有密集补强的特点,对缓和接管根部应力集中的作用较大。
2各规范开孔补强方法的适用范围比较GB150和ASME规范均适用于壳体上开圆形、椭圆形(或类似形状)或长圆形孔。
GB150规定孔的短径与长径之比应不大于0。
5;而ASME规定当短径与长径之比小于0。
5时,应增强短径方向的补强.各规范对开孔直径的相对大小均有限制: GB150适用于d /D t ≤0。
5;HG20582适用于d /Dt ≤0.8;而ASME适用于d /D t ≤0.7.2。
压力容器设计开孔补
强
开孔补强
4.5.5.5等面积补强的分析与计算
■等面积补强----壳体承受应力所必需的金属截面,因开孔被削去多少,就必须在开孔周围的补强范围内补回同样截面的金属面积。
有效补强的金属面积大于或等于开孔削弱的金属面积
A 、判断是否可以不补强和不作进一步补强计算 (1)强度裕量(开孔后仍有的) ●容器实际壁厚大于计算壁厚(δ
δ e )
●接管厚度大于计算厚度(t et δδ )
●接管根部有填角焊缝
●所开孔不在焊缝处,但壁厚计算的中径公式仍考虑了焊缝系数,计算壁厚有裕量。
(2)GB150-1998对不另行补强的规定
同时满足下列条件时,开孔后可不另行补强: ①
MPa p c 5.2≤
②相邻两孔中心的距离()
2d d +≥
③接管公称直径mm d nt
89≤
④接管最小壁厚满足下列要求
B 、等面积补强计算 (1)所需最小补强面积
开孔直径:C d d i 2+=
接管有效壁厚:C nt et -=δδ
接管有效面积:
et t A δδ2=
接管转化为壳体的当量面积:
[][]
r
t t t
t
t t
f A A A
==
σσ/
[][]⎭
⎬
⎫
⎩⎨⎧=t t
t r f σσ,0.1min )1(2)
1(/
r et r t t
t f f A A A A -=-=-=∆δδ
ΔA-----弥补
[]
[]
t
t t
σσ≤而需增加的面积;或接管有效
承载面积的折减量。
■圆柱壳
)1(2r et f d A -+=δδδ
■外压柱壳或球壳
[])1(25.0r et f d A -+=δδδ
■平盖
p d A δ5.0=
注:上述平盖和外压容器的公式来由参见丁伯民《压力容器设计----原理及应用》
对平盖和外压容器,决定壳体厚度或承载能力的是弯曲应力,开孔削弱的是抗弯截面模量(而不是壁厚截面积)。
为保证开空前后的抗弯截面模量相等(w=w 0),要求k=A/A 0=1/(2+S/S 0),为保守起见,取k=0.5。
s —补强圈厚度,s 0----平盖厚度;A----补强面积,A 0----开孔削弱面积。
(2)补强范围 ■有效宽度B
{}max 2,(22)n nt B d d δδ=++
■接管外侧高度h 1
{}
接管实际外伸高度,min 1nt d h δ=
■接管内侧高度h 2
{}
接管实际内伸高度
,min 2nt d h δ=1
(3)补强范围内富裕的可作补强的金属面积A e ■A 1----壳体有效厚度减去计算厚度之后的多余面积
()()()()r e et e f d B A -----=121δδδδδ
■接管有效厚度减去计算厚度之后的多余面积
()()r
et r t et f C h f h A 221222-+-=δδδ■A 3----有效补强区内焊缝金属的截面积
321A A A A e ++=
(4)有效补强区内另外再增加的补强元件的金属截面积A 4 若A A e >,则开孔后无需补强。
若
A A e <,则开孔后需另行补强,另行补强的面积A 4为
e A A A -≥4。