飞剪
- 格式:ppt
- 大小:1.60 MB
- 文档页数:35
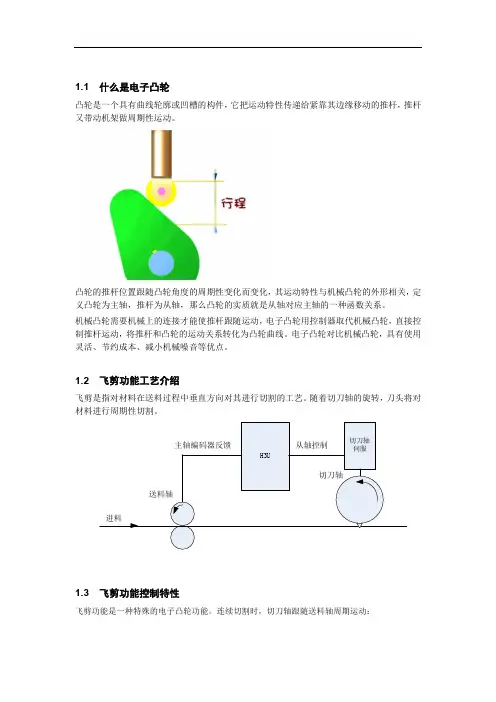
1.1 什么是电子凸轮 凸轮是一个具有曲线轮廓或凹槽的构件,它把运动特性传递给紧靠其边缘移动的推杆,推杆又带动机架做周期性运动。
凸轮的推杆位置跟随凸轮角度的周期性变化而变化,其运动特性与机械凸轮的外形相关,定义凸轮为主轴,推杆为从轴,那么凸轮的实质就是从轴对应主轴的一种函数关系。 机械凸轮需要机械上的连接才能使推杆跟随运动,电子凸轮用控制器取代机械凸轮,直接控制推杆运动,将推杆和凸轮的运动关系转化为凸轮曲线。电子凸轮对比机械凸轮,具有使用灵活、节约成本、减小机械噪音等优点。 1.2 飞剪功能工艺介绍 飞剪是指对材料在送料过程中垂直方向对其进行切割的工艺。随着切刀轴的旋转,刀头将对材料进行周期性切割。
送料轴切刀轴
进料切刀轴伺服
H3U主轴编码器反馈从轴控制
1.3 飞剪功能控制特性 飞剪功能是一种特殊的电子凸轮功能。连续切割时,切刀轴跟随送料轴周期运动:
在每个运动周期内,切刀轴跟随送料轴运动关系可以分为同步区和调整区。 同步区:此时送料轴与切刀轴按固定的速度比例运转(刀头的线速度与切割面的线速度相等), 材料的切割发生在同步区内。 调整区:由于切割长度不同,需要做相应的位移调整。根据切割长度调整区可以分为下面三种情况。 短料剪切:剪切长度小于切刀轴刀头外缘周长。短料剪切时,切刀轴必须在调整区内先加速,然后再减速到同步速度。 等料剪切:剪切长度等于切刀轴刀头外缘周长。此情况下,同步区与非同步区送料轴和切刀轴一直保持速度同步。 长料剪切:剪切长度大于切刀轴刀头外缘周长。此情况下,切刀轴应该在调整区内先减速,然后再加速到同步速度。如果剪切长度远大于切刀轴刀头外缘周长,则切刀辊有可能减速到零,停留一段时间,然后再加速到同步速度。剪切长度越长,停留的时间越长。
送料轴位置切刀轴位置同步区调整区
短料剪切等料剪切长料剪切
送料轴位置切刀轴位置切刀轴位置送料轴位置调整区同步区调整区调整区调整区同步区调整区
1, 高速飞剪机
一种飞速剪机具有绕在一水平平面之上和之下的平行轴沿相反方向旋转的引导刀片和从动刀片。引导刀片的旋转半径大于从动刀片的旋转半径。刀片被构造和设置成在一与水平平面垂直间隔的切割区中以径向重叠的关系相互作用。一开关引导纵向移动的制品、诸如棒、条等类似制品从水平平面越过切割区以被旋转刀片分离成引导段和尾段。
一种分割一在一平面中纵向移动的细长制品的剪机,这种剪机包括:安装成绕所述平面的相对两侧上的平行轴旋转的引导刀片和从动刀片,所述刀片设置成在一位于所述轴之间的与所述平面垂直间隔的切割区中彼此径向重叠地相互作用,其中,所述引导刀片的旋转半径大于所述从动刀片的旋转半径;使所述诸刀片以等角速度连续旋转的装置,其中,在所述切割区中,所述引导刀片在所述从动刀片的前面;以及位于所述切割区上游的开关装置,所述开关装置可以以一种沿旁路所述切割区的轨道引导所述制品的第一方式运行,和可以以一将所述制品从所述轨道引导到所述切割区、从而被所述刀片切割成引导段和尾段的第二方式工作,所述刀片被构造和设置成使所述引导段的尾端偏离所述平面,而将所述尾段的前端引向所述平面。
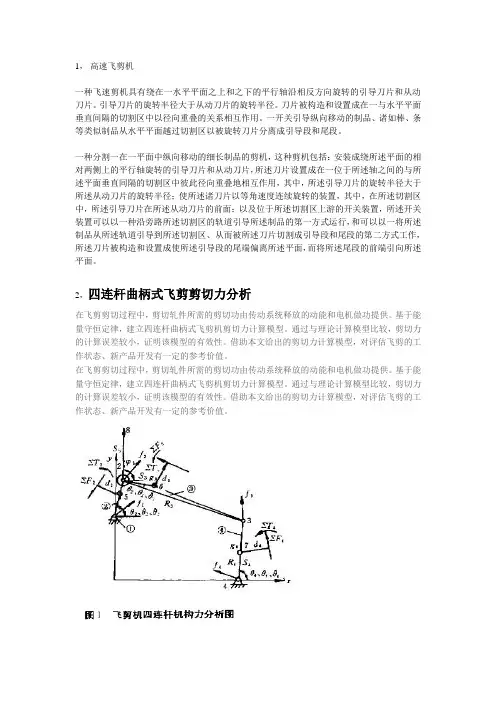
2,四连杆曲柄式飞剪剪切力分析
在飞剪剪切过程中,剪切轧件所需的剪切功由传动系统释放的动能和电机做功提供。基于能量守恒定律,建立四连杆曲柄式飞剪机剪切力计算模型。通过与理论计算模型比较,剪切力的计算误差较小,证明该模型的有效性。借助本文给出的剪切力计算模型,对评估飞剪的工作状态、新产品开发有一定的参考价值。
在飞剪剪切过程中,剪切轧件所需的剪切功由传动系统释放的动能和电机做功提供。基于能量守恒定律,建立四连杆曲柄式飞剪机剪切力计算模型。通过与理论计算模型比较,剪切力的计算误差较小,证明该模型的有效性。借助本文给出的剪切力计算模型,对评估飞剪的工作状态、新产品开发有一定的参考价值。
回转式飞剪机
飞剪机结构
四曲柄钢板飞剪机
起停式曲柄飞剪机
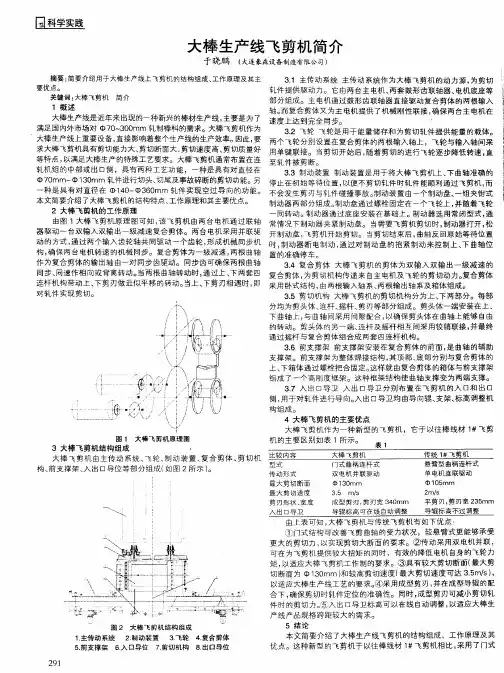
大棒生产线飞剪机简介 于晓鹏 (大连豪森设备制造有限公司) 摘要:简要介绍用于大棒生产线上飞剪机的结构组成、工作原理及其主 要优点。 关键词:大棒飞剪机简介 1概述 大棒生产线是近年来出现的一种新兴的棒材生产线,主要是为了 满足国内外市场对 70~300mm轧制棒料的需求。大棒飞剪机作为 大棒生产线上重要设备,直接影响着整个生产线的生产效率。因此,要 求大棒飞剪机具有剪切能力大、剪切断面大、剪切速度高、剪切质量好 等特点,以满足大棒生产的特殊工艺要求。大棒飞剪机通常布置在连 轧机组的中部或出口侧,具有两种工艺功能,一种是具有对直径在 70mm一 1 30mm轧件进行切头、切尾及事故碎断的剪切功能。另 一种是具有对直径在 140一中36Omm轧件实现空过导向的功能。 本文简要介绍了大棒飞剪机的结构特点、工作原理和其主要优点。 2大棒飞剪机的工作原理 由图1大棒飞剪机原理图可知,该飞剪机由两台电机通过联轴 器驱动一台双输入双输出一级减速复合剪体。两台电机采用并联驱 动的方式,通过两个输入齿轮轴共同驱动一个齿轮,形成机械同步机 构,确保两台电机转速的机械同步。复合剪体为一级减速,两根曲轴 作为复合剪体的输出轴由一对同步齿驱动。同步齿可确保两根曲轴 同步、同速作相向或背离转动。当两根曲轴转动时,通过上、下两套四 连杆机构带动上、下剪刃做近似平移的转动。当上、下剪刃相遇时,即 对轧件实现剪切。 图1大棒飞剪机原理图 3大棒飞剪机结构组成 . 大棒飞剪机由主传动系统、飞轮、制动装置、复合剪体、剪切机 构、前支撑架、入出口导位等部分组成(如图2所示)。
291 1.主传动系统 2.制动装置 3.飞轮4.复合剪体 5.前支撑架6.入口导位7.剪切机构8.出口导位 3.1主传动系统主传动系统作为大棒飞剪机的动力源,为剪切 轧件提供驱动力。它由两台主电机、两套鼓形齿联轴器、电机底座等 部分组成。主电机通过鼓形齿联轴器直接驱动复合剪体的两根输入 轴。而复合剪体又为主电机提供了机械刚性联接,确保两台主电机在 速度上达到完全同步。 ‘ 3-2飞轮飞轮是用于能量储存和为剪切轧件提供能量的载体。 两个飞轮分别设置在复合剪体的两根输入轴上,飞轮与输入轴间采 用单键联接。当剪切开始后,随着剪切的进行飞轮逐步降低转速,直 至轧件被剪断。 3.3制动装置制动装置是用于将大棒飞剪机上、下曲轴准确的 停止在初始等待位置,以便不剪切轧件时轧件能顺利通过飞剪机,而 不会发生剪刃与轧件碰撞事故。制动装置由一个制动盘、一组夹钳式 制动器两部分组成。制动盘通过螺栓固定在一个飞轮上,并随着飞轮 一同转动。制动器通过底座安装在基础上。制动器选用常闭型式,通 常情况下制动器夹紧制动盘。当需要飞剪机剪切时,制动器打开,松 开制动盘,飞剪机开始剪切。当剪切结束后,曲轴反回原始等待位置 时,制动器断电制动,通过对制动盘的抱紧制动来控制上、下曲轴位 置的准确停车。 3.4复合剪体大棒飞剪机的剪体为双输入双输出一级减速的 复合剪体,为剪切机构传递来自主电机及飞轮的剪切动力。复合剪体 采用卧式结构,由两根输入轴系、两根输出轴系及箱体组成。 3.5剪切机构大棒飞剪机的剪切机构分为上、下两部分。每部 分均为剪头体、连杆、摇杆、剪刃等部分组成。剪头体一端安装在上、 下曲轴上,与曲轴间采用间隙配合,以确保剪头体在曲轴上能够自由 的转动。剪头体的另一端、连杆及摇杆相互间采用铰销联接,并最终 通过摇杆与复合剪体组合成两套四连杆机构。 3.6前支撑架前支撑架安装在复合剪体的前面,是曲轴的辅助 支撑架。前支撑架为整体焊接结构,其顶部、底部分别与复合剪体的 上、下箱体通过螺栓把合固定。这样就由复合剪体的箱体与前支撑架 组成了一个高刚度框架。这种框架结构使曲轴支撑变为两端支撑。 3_7入出口导卫入出口导卫分别布置在飞剪机的入口和出口 侧,用于对轧件进行导向。入出口导卫均由导向辊、支架、标高调整机 构组成。 4大棒飞剪机的主要优点 大棒飞剪机作为一种新型的飞剪机,它于以往棒线材1群飞剪 机的主要区别如表1所示。 表1 由上表可知,大棒飞剪机与传统飞剪机有如下优点: 门式结构可改善飞剪曲轴的受力状况,较悬臂式更能够承受 更大的剪切力,以实现剪切大断面的要求。②传动采用双电机并联, 可在为飞剪机提供较大扭矩的同时,有效的降低电机自身的飞轮力 矩,以适应大棒飞剪机工作制的要求。③具有较大剪切断面(最大剪 切断面为0 1 3Omm)和较高剪切速度(最大剪切速度可达3.5m/s), 以适应大棒生产线工艺的要求。④采用成型剪刃,并在成型导辊的配 合下,确保剪切时轧件定位的准确性。同时,成型剪刃可减小剪切轧 件时的剪切力。 入出口导卫标高可以在线自动调整,以适应大棒生 产线产品规格跨距较大的需求。 5结论 本文简要介绍了大棒生产线飞剪机的结构组成、工作原理及其 优点。这种新型的飞剪机于以往棒线材1#飞剪机相比,
飞剪的基本特点:
飞剪的特点是能横剪切正在运动着的钢板。在翦切瞬时 ,刀刃除垂直方向的剪切速度外,还应有与钢板运动方向相同的水平同步速度 ( 或略大于1~3 %) ,如果这个水平速度小于板带速读,那么剪切的时候,刀刃会阻碍板带的运动,速读大了太多,在剪切的瞬间会对板带造成一个拉应力,影响板带质量同时对刀具也有损害。如果板带匀速运动,那么飞剪也匀速运动, 显然它们俩的速度必定保持一定的比例关系,因此飞剪每转动一周,钢扳前进的长度应是一个定值.
如板带速度为Vb ,飞剪剪切瞬间的水平线速度是Vj ,取两个速度的系数比为η=1%~3%
即:
Vj =(η+1)Vb
对于飞剪转速与线速度之间有关系:Vj = 2πnR / 60 ;R为飞剪半径
所以:
,已知电机与飞剪之间的传动比为i,那么可以得出飞剪剪切瞬间对应电机的转速n为:
n=30(η+1)Vb i/ πR
飞剪的工作过程分析:
定长控制
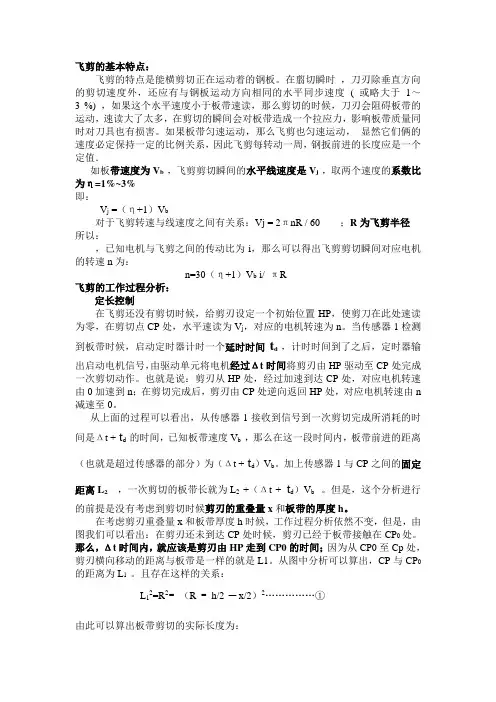
在飞剪还没有剪切时候,给剪刃设定一个初始位置HP,使剪刀在此处速读为零,在剪切点CP处,水平速读为Vj,对应的电机转速为n。当传感器1检测到板带时候,启动定时器计时一个延时时间td ,计时时间到了之后,定时器输出启动电机信号,由驱动单元将电机经过Δt时间将剪刃由HP驱动至CP处完成一次剪切动作。也就是说:剪刃从HP处,经过加速到达CP处,对应电机转速由0加速到n;在剪切完成后,剪刃由CP处逆向返回HP处,对应电机转速由n减速至0。
从上面的过程可以看出,从传感器1接收到信号到一次剪切完成所消耗的时间是Δt + td 的时间,已知板带速度Vb ,那么在这一段时间内,板带前进的距离(也就是超过传感器的部分)为(Δt + td)Vb。加上传感器1与CP之间的固定距离L2 ,一次剪切的板带长就为L2 +(Δt + td)Vb 。但是,这个分析进行的前提是没有考虑到剪切时候剪刃的重叠量x和板带的厚度h。