钢化玻璃生产工艺介绍77页PPT
- 格式:ppt
- 大小:8.87 MB
- 文档页数:77




钢化玻璃加工工艺
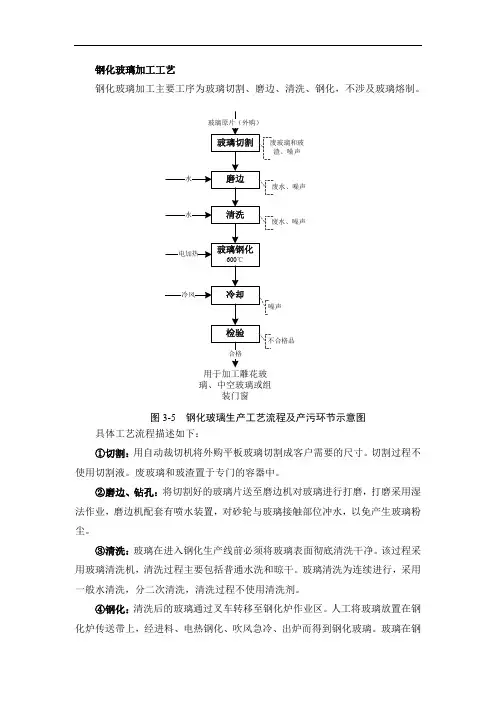
钢化玻璃加工主要工序为玻璃切割、磨边、清洗、钢化,不涉及玻璃熔制。
用于加工雕花玻
璃、中空玻璃或组
装门窗
图3-5 钢化玻璃生产工艺流程及产污环节示意图具体工艺流程描述如下:
①切割:用自动裁切机将外购平板玻璃切割成客户需要的尺寸。
切割过程不使用切割液。
废玻璃和玻渣置于专门的容器中。
②磨边、钻孔:将切割好的玻璃片送至磨边机对玻璃进行打磨,打磨采用湿法作业,磨边机配套有喷水装置,对砂轮与玻璃接触部位冲水,以免产生玻璃粉尘。
③清洗:玻璃在进入钢化生产线前必须将玻璃表面彻底清洗干净。
该过程采用玻璃清洗机,清洗过程主要包括普通水洗和晾干。
玻璃清洗为连续进行,采用一般水清洗,分二次清洗,清洗过程不使用清洗剂。
④钢化:清洗后的玻璃通过叉车转移至钢化炉作业区。
人工将玻璃放置在钢化炉传送带上,经进料、电热钢化、吹风急冷、出炉而得到钢化玻璃。
玻璃在钢
化过程中不发生化学反应,仅为物理结构性质发生改变。
钢化炉工艺:钢化炉为电加热炉。
根据玻璃厚度控制通过速度,一般加热时间为15-30min,加热温度约600℃,刚好到玻璃软化点,然后在冷却段,由风冷系统经多头喷嘴向玻璃两面喷吹空气,使之迅速地、均匀地冷却,当冷却至室温时,就得到高强度的钢化玻璃。
风冷系统:钢化炉风冷系统由风机、送风管路、集风箱及控制阀等组成。
冷风由风嘴往玻璃上下面,达到冷却的效果。
⑤检验发货:玻璃钢化操作完成后,对其进行外观检验(检验标准参照《钢化玻璃》GB9963),检验其有无气泡、掺杂物、爆边等,检验不合格则作为废玻璃售予玻璃厂利用,合格后则进行后续加工。


钢化玻璃的生产工艺(总4页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--钢化玻璃是用普通平板玻璃或浮法玻璃加工处理而成。
普通平板玻璃要求用特选品或一等品;浮法玻璃要求用优等品或一级品。
钢化玻璃其实是一种预应力玻璃,为提高玻璃的强度,通常使用化学或物理的方法,在玻璃表面形成压应力,玻璃承受外力时首先抵消表层应力,从而提高了承载能力,增强玻璃自身抗风压性,寒暑性,冲击性等。
钢化玻璃的主要优点有两条:第一是强度较之普通玻璃提高数倍,抗弯强度是普通玻璃的3~5倍,抗冲击强度是普通玻璃5~10倍,可达150~250兆帕,热稳定性提高3~4倍,可经受200~250℃的温差急变,破碎时形成无尖锐棱角的颗粒,对人体伤害很小,提高强度的同时亦提高了安全性。
是最广泛使用的安全玻璃。
第二是使用安全,其承载能力增大改善了易碎性质,即使钢化玻璃破坏也呈无锐角的小碎片,对人体的伤害极大地降低了. 钢化玻璃的耐急冷急热性质较之普通玻璃有2 ~3倍的提高,对防止热炸裂有明显的效果。
钢化玻璃在建筑中主要应用于门、窗、橱窗、围护结构及用作饰面材料等。
钢化玻璃制作的原理:钢化玻璃又称强化玻璃,是一种预应力玻璃。
它是用物理的或化学的方法,在玻璃表面上形成一个压应力层,玻璃本身具有较高的抗压强度,不会造成破坏。
当玻璃受到外力作用时,这个压力层可将部分拉应力抵消,避免玻璃的碎裂,虽然钢化玻璃内部处于较大的拉应力状态,但玻璃的内部无缺陷存在,不会造成破坏,从而达到提高玻璃强度的目的。
众所周知,材料表面的微裂纹是导致材料破裂的主要原因。
因为微裂纹在张力的作用下会逐渐扩展,最后沿裂纹开裂。
而玻璃经钢化后,由于表面存在较大的压应力,可使玻璃表面的微裂纹在挤压作用下变得更加细微,甚至“愈合”。
钢化玻璃是平板玻璃的二次加工产品,钢化玻璃的加工可分为物理钢化法和化学钢化法。
物理钢化玻璃又称为淬火钢化玻璃。
它是将普通平板玻璃在加热炉中加热到接近玻璃的软化温度(600℃)时,通过自身的形变消除内部应力,然后将玻璃移出加热炉,再用多头喷嘴将高压冷空气吹向玻璃的两面,使其迅速且均匀地冷却至室温,即可制得钢化玻璃。

钢化玻璃生产工艺(一)、钢化原理:1、工艺过程:钢化玻璃是将玻璃加热到接近软化化温度(这时处于粘性流动状态)——这个温度范围我们称为钢化温度范围(620℃—640℃),保温一定时间,然后骤冷而成的,下面简单叙述钢化玻璃在加热和骤冷过程中的温度变化及应力形成过程。
a. 开始加热阶段:玻璃片由室温进入钢化炉加热,由于玻璃是热的不良导体,所以此时内层温度低,外层温度高,外层开始膨胀,内层未膨胀,所以此时外层的膨胀受到内层的抑制表面产生了暂时的压应力,中心层为张应力,由于玻璃的抗压缩度高,所以虽然快速加热,玻璃片也不破碎。
注:从这里可以了解到玻璃一进炉,由于玻璃内外层有温差造成了,玻璃内外层的应力,因此厚玻璃要加热慢一点,温度低一点,否则因内外温差太而造成玻璃在炉内破裂。
b. 继续加热阶段:玻璃继续加热,玻璃内外层温差缩小等内外层都达到钢化温度时玻璃板内等应力。
c. 开始骤冷阶段(在开始吹风的前1.5—2秒)玻璃片由钢化炉进入风栅吹风,表面层温度下降低于中心温度,表面开始收缩,而中心层没有收缩,所以表面层的收缩受到中心层的抑制,使表面层受到暂时张应力,中心层形成压应力。
d. 继续骤冷阶段:玻璃内外层进一步骤冷,玻璃表面层已硬化(温度已降到500℃以下),停止收缩,这时内层也开始冷却、收缩,而硬化了的表面层抑制了内层的收缩,结果使表面层产生了压应力,而在内层形成了张应力。
e. 继续骤冷(12秒内)玻璃内外层温度都进一步降低,内层玻璃在此时降到500℃左右,收缩加速,在这个阶段外层的压应力,内层的张应力已基本形成,但是中心层还比较软,尚未完全脱离粘性流动状态,所以还不是最终的应力状态。
f. 钢化完成(20秒内)这个阶段内外层玻璃都完全钢化,内外层温差缩小,钢化玻璃的最终应力形成,即外表面为压应力,内层为张应力。
2、钢化玻璃的应力分布:a. 钢化玻璃生产的工艺过程中的六个阶段的应力分布见图1b. 钢化玻璃的最终应力分布说明图2是钢化玻璃最终应力分布图,外表面具有最大压应力,从外层到中心层压应力渐渐减少,中心层存在最大张应力,从中心到外层张应力渐渐减少,在e点张应力和压应力都为0。