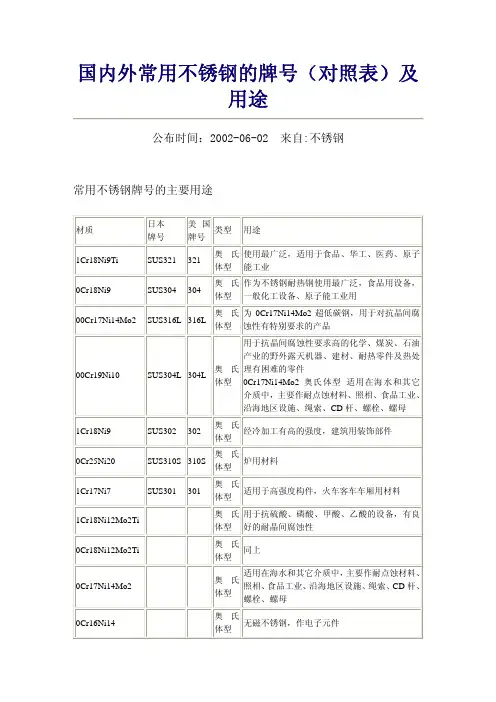
关于国内外常用不锈钢牌号对照表资料
- 格式:doc
- 大小:467.50 KB
- 文档页数:18
0.080
0.08
0.45
0.014
0.008
241Cr13SUS410410,S41000410S21 X10Cr13Z12C13
250Cr13SUS410S410S403S17 X7Cr13Z6C13
261Cr13MoSUS410J1
272Cr13SUS420J1420,S42000420S37 X20Cr13Z20C13
283Cr13SUS420J2420S45Z15CN16.02
E4315
J427
E6015
2.6~6.0
520
441
32
162 (-30)
0.07
0.40
0.81
0.013
0.007
-
-
适合焊接一般结构物,可全位置焊接,焊道力学性能和抗裂性优越。
E4316
J426
E6016
2.6~6.0
558
461
30
150(-30)
0.08
0.40
0.80
0.015
0.008
1600Cr19Ni13Mo3SUS317L317L,S31703317S12 X10CrNiTi189
171Cr18Ni9Ti
180Cr19Ni10TiSUS321321,S32100321S12 321S20 X10CrTi189Z6NT18.10
190Cr18Ni11NbSUS347347,S34700347S17 X10CrNiNb189Z6NNb18.10
适合管道全位置立向下焊接(单面双面成形),如输油管道、油槽及焊接困难处。
E4311
J425
E6011
2.6~5.0
500
431
26
80(0)
0.100
0.18
0.45
0.014
0.008
-
-
适合管道全位置立向上焊接(单面双面成形),如输油管道、油槽及焊接困难处。
E4313
J421
E6013
2.6~5.0
E4303
J422
-
2.6~5.0
458
394
29
88(0)
0.080
0.15
0.48
0.012
0.009
-
-
适合焊接一般结构物,为全位置焊接用焊条,溶渣碱度较高,力学性能较优越。
E4310
J425G
E6010
2.6~5.0
500
421
27
84(0)
0.100
0.30
0.50
0.013
0.012
-
-
E6019
2.6~6.0
450
374
30
84(-20)
0.080
0.18
0.45
0.014
0.008
-
-
适合焊接一般结构物,为全位置焊接用焊条,电弧稳定,熔深适中。
E4303
J422
-
2.6~5.0
460
420
31
98(0)
0.080
0.15
0.49
0.003
0.003
-
-
适合焊接一般结构物,为全位置焊接用焊条,再引弧性佳,脱渣、电弧稳定性佳。
-
-
适合焊接一般结构物,可全位置焊接,焊道力学性能和抗裂性优越。
E4324
J421Fe18
E6024
3.2~6.0
460
340
26
68(0)
0.10
0.30
0.35
0.030
0.030
-
-
适合高效平焊、平角焊焊接,可用于重力式焊,熔敷效率达180%。
E4300
-
-
3.2~6.0
443
386
30
96(0)
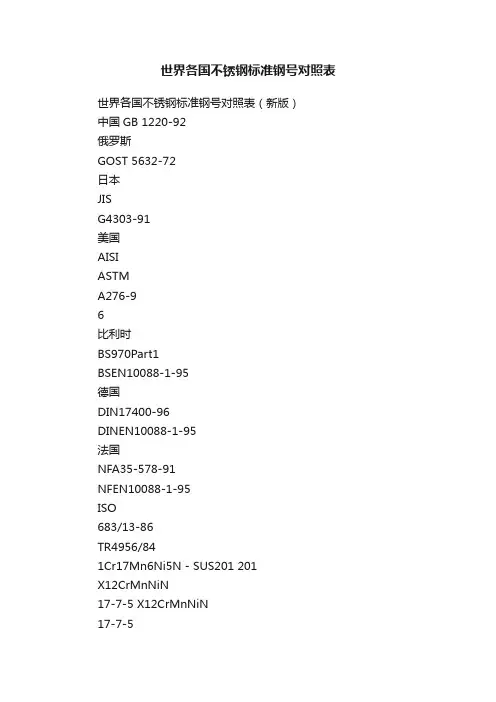
国内外常用不锈钢牌号对照表
序号中国日本美国英国德国法国
11Cr18Mn8Ni5NSUS202202,S20200284S16 X12CrNi177Z12CN17.07
21Cr17Ni7SUS301301,S30100301S21 X12CrNi188Z10CN18.09
31Cr18Ni9SUS302302,S30200302S25 X5CrNi189Z6CN18.09
467
412
28
84(0)
0.080
0.18
0.45
0.012
0.009
-
-
适合焊接薄板结构物,可全位置焊接,电弧柔和,熔深浅,焊道美观,再引弧性佳。
E4313
J421X
E6013
2.6~5.0
471
417
27
84(0)
0.08
0.18
0.45
0.014
0.008
-
-
适合焊接薄板结构物,可立向下焊及全位置焊,作业性良好,焊道美观。
40Cr18Ni9SUS304304,S30300304S15 X2CrNi189Z2CN18.09
500Cr19Ni10SUS304L304L,S30403304S12Z5CN18.09A2
60Cr19Ni9NSUS304N1304NS30451X2CrNiN1810Z2CN18.10N
700Cr18Ni10NSUS304LNX5CrNi1911Z8CN18.12
1200Cr17Ni14Mo2SUS316L316L,S31603316S12
130Cr17Ni12Mo2NSUS316N316N,S31651
1400Cr18Ni14Mo2Cu2SUS316JlL
150Cr19Ni13Mo3SUS317317,S31700317S16 X2CrNiMo1816Z2CN19.15
200Cr13AlSUS405405,S40500405S17 X71CrAl13 Z6CA13
211Cr17SUS430430,S43000430S15 X8Cr17 Z8C17
2200Cr27MoSUSXM27XM27S44625Z01CD26.1
231Cr12SUS403403,S40300403S17
291Cr17Ni2SUS43Ni17
307Cr17SUS440A440,S44002
318Cr17SUS440B440,S44003Z100CD17
329Cr18SUS440C440CX105CrMo17Z6CNU17.04
330Cr17Ni4Cu4NbSUS630603,S17400Z8CNA17.7
81Cr18Ni12SUS305305,S30500305S19
90Cr23Ni13SUS309S309S,S30908
100Cr25Ni20SUS310S310S,S31008X5CrNiMo1812Z6CND17.12
110Cr17Ni12Mo2SUS316316,S3160316S16 X2CrNiMo1812Z2CND17.12
340Cr17Ni7AlSUS631631,S17700X7CrNiAl177
低碳钢、软钢用焊接材料一览表
焊接法
相当规格
规格
熔敷金属物理性能之一例
熔敷金属化学成份之一例(Wt﹪)
主要用途
GB
牌号
AWS
抗拉强度
MPA
屈伏强度
MPA
延伸率
%
冲击值
J (℃)
C
Si
Mn
P
S
其它
SMAW
手工电弧焊
E4301
J423
0.08
0.45
0.014
0.008
241Cr13SUS410410,S41000410S21 X10Cr13Z12C13
250Cr13SUS410S410S403S17 X7Cr13Z6C13
261Cr13MoSUS410J1
272Cr13SUS420J1420,S42000420S37 X20Cr13Z20C13
283Cr13SUS420J2420S45Z15CN16.02
E4315
J427
E6015
2.6~6.0
520
441
32
162 (-30)
0.07
0.40
0.81
0.013
0.007
-
-
适合焊接一般结构物,可全位置焊接,焊道力学性能和抗裂性优越。
E4316
J426
E6016
2.6~6.0
558
461
30
150(-30)
0.08
0.40
0.80
0.015
0.008
1600Cr19Ni13Mo3SUS317L317L,S31703317S12 X10CrNiTi189
171Cr18Ni9Ti
180Cr19Ni10TiSUS321321,S32100321S12 321S20 X10CrTi189Z6NT18.10
190Cr18Ni11NbSUS347347,S34700347S17 X10CrNiNb189Z6NNb18.10
适合管道全位置立向下焊接(单面双面成形),如输油管道、油槽及焊接困难处。
E4311
J425
E6011
2.6~5.0
500
431
26
80(0)
0.100
0.18
0.45
0.014
0.008
-
-
适合管道全位置立向上焊接(单面双面成形),如输油管道、油槽及焊接困难处。
E4313
J421
E6013
2.6~5.0
E4303
J422
-
2.6~5.0
458
394
29
88(0)
0.080
0.15
0.48
0.012
0.009
-
-
适合焊接一般结构物,为全位置焊接用焊条,溶渣碱度较高,力学性能较优越。
E4310
J425G
E6010
2.6~5.0
500
421
27
84(0)
0.100
0.30
0.50
0.013
0.012
-
-
E6019
2.6~6.0
450
374
30
84(-20)
0.080
0.18
0.45
0.014
0.008
-
-
适合焊接一般结构物,为全位置焊接用焊条,电弧稳定,熔深适中。
E4303
J422
-
2.6~5.0
460
420
31
98(0)
0.080
0.15
0.49
0.003
0.003
-
-
适合焊接一般结构物,为全位置焊接用焊条,再引弧性佳,脱渣、电弧稳定性佳。
-
-
适合焊接一般结构物,可全位置焊接,焊道力学性能和抗裂性优越。
E4324
J421Fe18
E6024
3.2~6.0
460
340
26
68(0)
0.10
0.30
0.35
0.030
0.030
-
-
适合高效平焊、平角焊焊接,可用于重力式焊,熔敷效率达180%。
E4300
-
-
3.2~6.0
443
386
30
96(0)
国内外常用不锈钢牌号对照表
序号中国日本美国英国德国法国
11Cr18Mn8Ni5NSUS202202,S20200284S16 X12CrNi177Z12CN17.07
21Cr17Ni7SUS301301,S30100301S21 X12CrNi188Z10CN18.09
31Cr18Ni9SUS302302,S30200302S25 X5CrNi189Z6CN18.09
467
412
28
84(0)
0.080
0.18
0.45
0.012
0.009
-
-
适合焊接薄板结构物,可全位置焊接,电弧柔和,熔深浅,焊道美观,再引弧性佳。
E4313
J421X
E6013
2.6~5.0
471
417
27
84(0)
0.08
0.18
0.45
0.014
0.008
-
-
适合焊接薄板结构物,可立向下焊及全位置焊,作业性良好,焊道美观。
40Cr18Ni9SUS304304,S30300304S15 X2CrNi189Z2CN18.09
500Cr19Ni10SUS304L304L,S30403304S12Z5CN18.09A2
60Cr19Ni9NSUS304N1304NS30451X2CrNiN1810Z2CN18.10N
700Cr18Ni10NSUS304LNX5CrNi1911Z8CN18.12
1200Cr17Ni14Mo2SUS316L316L,S31603316S12
130Cr17Ni12Mo2NSUS316N316N,S31651
1400Cr18Ni14Mo2Cu2SUS316JlL
150Cr19Ni13Mo3SUS317317,S31700317S16 X2CrNiMo1816Z2CN19.15
200Cr13AlSUS405405,S40500405S17 X71CrAl13 Z6CA13
211Cr17SUS430430,S43000430S15 X8Cr17 Z8C17
2200Cr27MoSUSXM27XM27S44625Z01CD26.1
231Cr12SUS403403,S40300403S17
291Cr17Ni2SUS43Ni17
307Cr17SUS440A440,S44002
318Cr17SUS440B440,S44003Z100CD17
329Cr18SUS440C440CX105CrMo17Z6CNU17.04
330Cr17Ni4Cu4NbSUS630603,S17400Z8CNA17.7
81Cr18Ni12SUS305305,S30500305S19
90Cr23Ni13SUS309S309S,S30908
100Cr25Ni20SUS310S310S,S31008X5CrNiMo1812Z6CND17.12
110Cr17Ni12Mo2SUS316316,S3160316S16 X2CrNiMo1812Z2CND17.12
340Cr17Ni7AlSUS631631,S17700X7CrNiAl177
低碳钢、软钢用焊接材料一览表
焊接法
相当规格
规格
熔敷金属物理性能之一例
熔敷金属化学成份之一例(Wt﹪)
主要用途
GB
牌号
AWS
抗拉强度
MPA
屈伏强度
MPA
延伸率
%
冲击值
J (℃)
C
Si
Mn
P
S
其它
SMAW
手工电弧焊
E4301
J423