硫磺回收装置工艺流程17页PPT
- 格式:ppt
- 大小:2.35 MB
- 文档页数:17
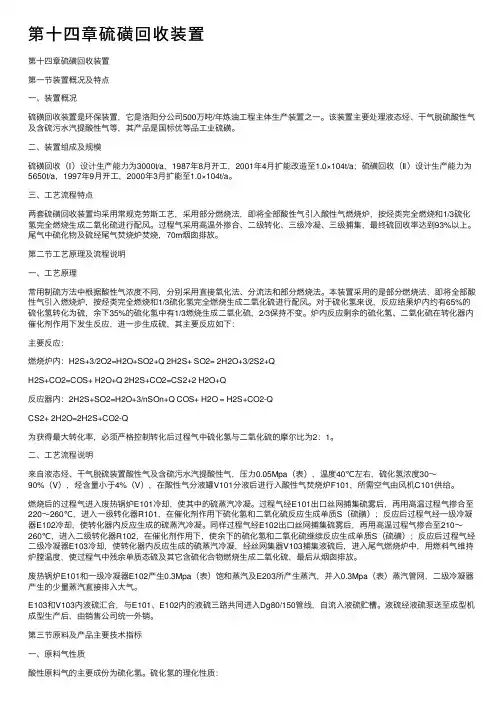
第⼗四章硫磺回收装置第⼗四章硫磺回收装置第⼀节装置概况及特点⼀、装置概况硫磺回收装置是环保装置,它是洛阳分公司500万吨/年炼油⼯程主体⽣产装置之⼀。
该装置主要处理液态烃、⼲⽓脱硫酸性⽓及含硫污⽔汽提酸性⽓等,其产品是国标优等品⼯业硫磺。
⼆、装置组成及规模硫磺回收(Ⅰ)设计⽣产能⼒为3000t/a,1987年8⽉开⼯,2001年4⽉扩能改造⾄1.0×104t/a;硫磺回收(Ⅱ)设计⽣产能⼒为5650t/a,1997年9⽉开⼯,2000年3⽉扩能⾄1.0×104t/a。
三、⼯艺流程特点两套硫磺回收装置均采⽤常规克劳斯⼯艺,采⽤部分燃烧法,即将全部酸性⽓引⼊酸性⽓燃烧炉,按烃类完全燃烧和1/3硫化氢完全燃烧⽣成⼆氧化硫进⾏配风。
过程⽓采⽤⾼温外掺合、⼆级转化、三级冷凝、三级捕集,最终硫回收率达到93%以上。
尾⽓中硫化物及硫经尾⽓焚烧炉焚烧,70m烟囱排放。
第⼆节⼯艺原理及流程说明⼀、⼯艺原理常⽤制硫⽅法中根据酸性⽓浓度不同,分别采⽤直接氧化法、分流法和部分燃烧法。
本装置采⽤的是部分燃烧法,即将全部酸性⽓引⼊燃烧炉,按烃类完全燃烧和1/3硫化氢完全燃烧⽣成⼆氧化硫进⾏配风。
对于硫化氢来说,反应结果炉内约有65%的硫化氢转化为硫,余下35%的硫化氢中有1/3燃烧⽣成⼆氧化硫,2/3保持不变。
炉内反应剩余的硫化氢、⼆氧化硫在转化器内催化剂作⽤下发⽣反应,进⼀步⽣成硫,其主要反应如下:主要反应:燃烧炉内:H2S+3/2O2=H2O+SO2+Q 2H2S+ SO2= 2H2O+3/2S2+QH2S+CO2=COS+ H2O+Q 2H2S+CO2=CS2+2 H2O+Q反应器内:2H2S+SO2=H2O+3/nSOn+Q COS+ H2O = H2S+CO2-QCS2+ 2H2O=2H2S+CO2-Q为获得最⼤转化率,必须严格控制转化后过程⽓中硫化氢与⼆氧化硫的摩尔⽐为2:1。
⼆、⼯艺流程说明来⾃液态烃、⼲⽓脱硫装置酸性⽓及含硫污⽔汽提酸性⽓,压⼒0.05Mpa(表),温度40℃左右,硫化氢浓度30~90%(V),烃含量⼩于4%(V),在酸性⽓分液罐V101分液后进⾏⼊酸性⽓焚烧炉F101,所需空⽓由风机C101供给。


3.2 Ⅳ套硫磺回收装置3.2.1 克劳斯硫磺回收部分从装置外来的酸性气与斯科特回收的酸性气混合,为了防止铵盐结晶,混合后的酸性气预热至一定温度,然后进入酸性气脱液罐V-101脱液,再进入反应炉M-101燃烧。
从脱液罐V-101来的酸性水进入酸性水压送罐V-102,用氮气压送出装置。
从空气鼓风机K-101来的空气经预热器预热后进入反应炉M-101,反应炉供给充足的空气,使酸性气中的烃和氨完全燃烧,同时使酸性气中三分之一H 2S 燃烧成SO 2。
为了使氨燃烧得更完全,必须使反应炉温度控制在1100℃以上,为此对入反应炉空气进行预热。
反应炉的配风量是通过测量酸性气流量经计算得到的,大部分配风量是通过主空气调节阀来实现,大约负荷的7.5%空气流量是由次空气调节阀来控制,其设定值由安装在尾气管线上的H 2S/SO 2在线分析仪给定,确保了反应炉空气与酸性气的最佳配比,从而提高装置硫转化率。
燃烧后的过程气经废热锅炉E-101取走热量产生高压蒸汽,然后进入第一硫冷凝器E-102冷却后,硫蒸汽被冷凝下来并与过程气分离,低温过程气进入第一在线炉M-102,燃料气略低于化学计量燃烧产生高温气体,并与过程气混合,通过控制燃料气和空气流量使过程气获得最温度。
从在线炉M-102来的过程气进入第一克劳斯反应器R-101,过程气中的H 2S 和SO 2在催化剂作用发生反应生成硫,直到平衡完成,同时也使部分COS 和CS 2发生水解反应,反应后的气体进入第二硫冷凝器E-103进行冷却并分离出液硫。
过程气再进入第二在线炉M-103加热,然后入第二克劳斯反应器R-102反应和第三硫冷凝器E-104冷却,进一步回收硫磺。
从第一、二、三硫冷凝器得到的液硫,经硫封罐V-105A/B/C 进入液硫池T-102,从第三硫冷凝器E-104出来的尾气进入斯科特部分进一步处理。
3.2.2 尾气焚烧部分焚烧炉M-105焚烧吸收塔C-102净化后尾气、克劳斯尾气、液硫池废气以及斯科特开工排放气中的H 2S 组分。
