螺杆设计
- 格式:ppt
- 大小:557.50 KB
- 文档页数:29
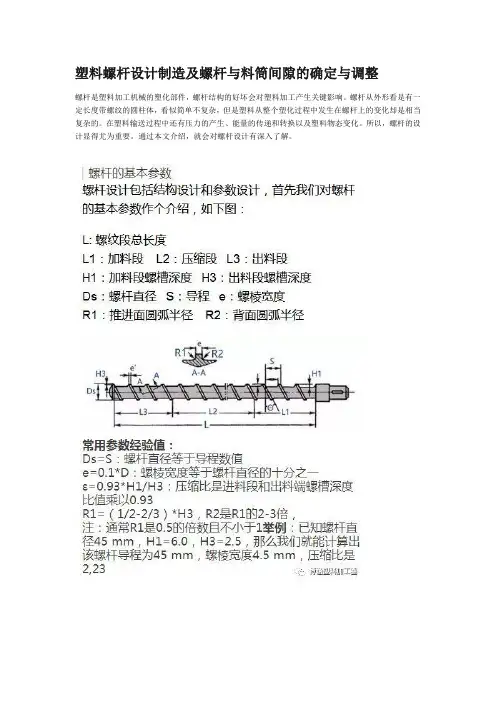
塑料螺杆设计制造及螺杆与料筒间隙的确定与调整螺杆是塑料加工机械的塑化部件,螺杆结构的好坏会对塑料加工产生关键影响。
螺杆从外形看是有一定长度带螺纹的圆柱体,看似简单不复杂,但是塑料从整个塑化过程中发生在螺杆上的变化却是相当复杂的。
在塑料输送过程中还有压力的产生、能量的传递和转换以及塑料物态变化。
所以,螺杆的设计显得尤为重要。
通过本文介绍,就会对螺杆设计有深入了解。
三段长度、螺杆导程、螺棱宽度、进料段和出料段的螺槽深度以及压缩比确定,常规通用型的螺杆参数就设定完毕了。
但实际使用还要考虑到螺杆和机筒的配合,螺杆和机筒之间的间隙也是重要的参数。
间隙经验值(最小间隙~最大间隙)螺杆直径30:0.10 ~0.25螺杆直径45:0.15 ~0.30螺杆直径65:0.20 ~0.40螺杆直径90:0.30 ~0.50螺杆直径120:0.35 ~0.55螺杆直径150:0.40~0.60国产挤出机螺杆参数表(请横屏查看)特殊螺杆设计之分离型BM螺杆除了普通三段式经典螺杆设计外,为了一步提高混炼和塑化效果,常见的还有各种带混炼结构的螺杆设计。
这些混炼结构多位于压缩段和计量段头部。
其中分离型BM螺杆是最常见的类型之一。
分离型螺杆(英文名barrier screw或者barrier flight screw),是在普通三段式螺杆的基础上研发出来的新型螺杆,其基本机构与普通三段式螺杆相似。
不同点在于整根螺杆有两段螺纹组成,可以有导程不等的前螺纹和后螺纹组成,也可以导程相同的主螺纹和副螺纹组成。
由于固相熔融而形成的熔膜越过间隙进入液相螺槽中,未容固相留在固相槽,形成固液分离。
故名分离型螺杆。
分离型螺杆设计参数设定S1:主螺纹导程S2:副螺纹导程e:螺棱宽度θ:螺纹升角常见分离型螺杆主螺纹和副螺纹螺棱宽度一致,螺纹圈数相差一圈。
基于经过的长度相同得到如下等式:ZS1+(2e+2K)/cosθ=(Z+1)S2推导出设计参数设定公式:(S1-S2)Z=S2-(2e+2K)/cosθ其中Z=L/S1注:K是副螺纹起始时和主螺纹的间距,Z是主螺纹和副螺纹相交时主螺纹行程圈数,一般取整数然后推导出L数值分离型螺杆有如下特点:一、只有熔化了的塑料才能越过间隙进入液相螺槽,尚未完全塑化的小颗粒在通过间隙时在高剪切速率的作用下也能完全塑化。
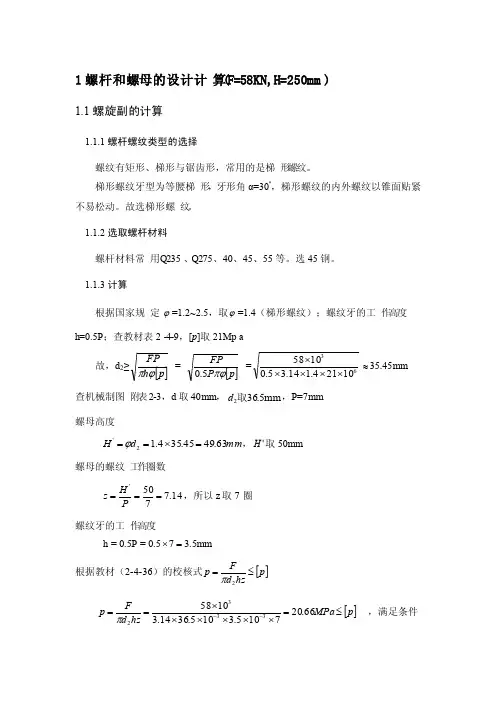
1螺杆和螺母的设计计算(F=58KN,H=250mm )1.1螺旋副的计算1.1.1螺杆螺纹类型的选择螺纹有矩形、梯形与锯齿形,常用的是梯形螺纹。
梯形螺纹牙型为等腰梯形,牙形角α=30º,梯形螺纹的内外螺纹以锥面贴紧不易松动。
故选梯形螺纹。
1.1.2选取螺杆材料螺杆材料常用Q235、Q275、40、45、55等。
选45钢。
1.1.3计算根据国家规定ϕ=1.2~2.5,取ϕ=1.4(梯形螺纹);螺纹牙的工作高度h=0.5P ;查教材表2-4-9,[p ]取21Mp a故,d 2≥[]p h FP ϕπ = []p P FP πϕ5.0 =6310214.114.35.01058⨯⨯⨯⨯⨯≈35.45mm 查机械制图附表2-3,d 取40m m ,mm 5.362取d ,P=7mm螺母高度mm d H 63.4945.354.12'=⨯==ϕ,'H 取50mm 螺母的螺纹工作圈数14.7750'===P H z ,所以z 取7圈 螺纹牙的工作高度3.5mm 70.5=0.5P =h =⨯根据教材(2-4-36)的校核式[]p hzd F p ≤=2π []p MPa hz d F p ≤=⨯⨯⨯⨯⨯⨯==--66.207105.3105.3614.310583332π ,满足条件1.1.4自锁验算自锁条件是≤λρv ,式中:λ为螺纹升角;ρϖ为螺旋⎬副当量摩擦角,ρv =arcta n v f ,当螺旋副材料为钢对青铜时取v f =0.09(为保证自锁,螺纹升角至少要比当量摩擦角小1°~1.5°)λ=arcta n (nP / πd 2)=arcta n (1⨯7/3.14⨯36.5)≈3.5°ρv =arcta n 0.09≈5.14°故,λ=3.5°<ρv -1°,所以满足自锁条件1.2螺杆的计算1.2.1螺杆强度螺旋千斤顶工作时,螺杆受轴向压力F 和转矩T 的作用,应根据第四强度理论对其强度进行校核。
送料螺杆设计1. 概述送料螺杆是一种用于输送物料的装置,它通过旋转螺杆来推动物料沿着管道或槽道移动。
送料螺杆广泛应用于工业生产中的物料输送系统,如煤炭、粮食、化工原料等。
本文将深入探讨送料螺杆的设计原理、结构特点、选材要求以及设计注意事项。
2. 设计原理送料螺杆的工作原理基于阿基米德原理,即物体在液体或气体中受到的浮力等于所排开的液体或气体的重量。
当螺杆旋转时,螺旋叶片将物料从进料口推送到出料口。
送料螺杆的设计需要考虑物料的性质、输送距离、输送速度等因素,以确保物料能够顺利、高效地输送。
3. 结构特点送料螺杆主要由螺旋叶片、管道、轴承和传动装置等组成。
螺旋叶片是送料螺杆的核心部件,它们通过焊接或螺栓固定在螺杆上。
螺旋叶片的形状和数量会影响物料的输送能力和效果。
管道是送料螺杆的外壳,它起到固定和保护螺杆的作用。
轴承用于支撑螺杆,减少摩擦力和振动。
传动装置包括电机、减速器等,用于驱动螺杆旋转。
4. 选材要求在选择送料螺杆的材料时,需要考虑以下几个因素:4.1 强度和耐磨性送料螺杆在工作过程中会承受较大的载荷和摩擦力,因此材料需要具有足够的强度和耐磨性。
常用的材料有碳钢、不锈钢等。
4.2 耐腐蚀性如果送料螺杆需要输送腐蚀性物料,材料需要具有良好的耐腐蚀性能。
对于一些特殊的腐蚀性物料,可以选择使用耐腐蚀合金材料。
4.3 密封性能送料螺杆在工作时需要保持一定的密封性能,以防止物料泄漏。
因此,材料的表面光滑度和密封性能需要得到保证。
5. 设计注意事项在设计送料螺杆时,需要注意以下几点:5.1 螺旋叶片设计螺旋叶片的设计应根据物料的性质和输送要求确定。
叶片的形状、螺距和叶片之间的间隙等参数需要合理选择,以确保物料能够顺利通过。
5.2 输送速度控制送料螺杆的输送速度需要根据物料的性质和生产工艺要求进行控制。
过快的输送速度可能导致物料堵塞或溢出,过慢的输送速度则会影响生产效率。
5.3 维护和清洁送料螺杆在使用一段时间后,可能会积累物料残留或产生磨损。
螺杆设计质量的标准(1)————————————————————————————————作者: ————————————————————————————————日期:1.1螺杆设计质量的标准螺杆和料筒组成了挤出机的挤压系统。
为说明挤压系统的重要性,人们通常称之为挤出机的心脏。
塑料(橡胶)正式在这一部分由玻璃态转变为黏流态,然后通过口模、辅机而被做成各种制品的。
由挤出过程分析可以看出,至少应当从以下几个方面评价螺杆:(一)产量所谓产量是指在保证塑化质量的前提下,通过给定机头的产量或挤出量。
如前所述,产量一般用公斤/小时或公斤/转来表示。
一根好的螺杆,应当具有较高的塑化能力。
(生产能力)应当指出,低温挤出是目前的一个发展趋势,它能改善挤出制品的质量(如降低内应力等),防止热敏性物料过热分解,降低能量消耗,减少主辅机冷却系统的负担,提高生产率。
ﻫ(二)塑化质量一根螺杆首先必须能生产出合乎质量要求的制品。
所谓合乎质量要求是指所生产的制品应当合乎以下几个方面的要求:ﻫ 1.具有合乎要求的各种性能。
具有合乎规定的物理、化学、力学、电学性能;2、具有合乎要求的表观质量。
如能达到用户对气泡、晶点、染色分散均匀性的要求等。
3、具有合乎要求的螺杆的塑化质量:(1)螺杆所挤出的熔体温度是否均匀,轴向波动、径向温差多大。
(2)是否有得以成型的最低的熔体温度。
(3)挤出的熔体是否有压力波动。
染色和其它填加剂的分散是否均匀等。
(三)单耗单耗,是指每挤出一公斤塑料(橡胶)所消耗的能量,一般用N来表示。
其中N为功率(千瓦),Q为产量(公斤/小时)。
这个数值越大,表示塑化同样重量的塑料(橡胶)所需要的能量越多,即意味着所耗费的加热功率越多,电机所做的机械功通过剪切和摩擦热的形式进入物料越多。
反之亦然。
一根好的螺杆,在保证塑化质量的前提下,单耗应尽可能低。
(四)适应性所谓螺杆的适应性是指螺杆对加工不同塑料、匹配不同机头和不同制品的适应能力。
空压机螺杆设计方案
空压机螺杆设计方案
空压机螺杆设计是空压机的核心部分,直接影响到空压机的性能和效率。
螺杆设计方案的优劣将直接影响到空压机的工作效率、耗能情况以及使用寿命。
因此,合理的螺杆设计方案对于空压机的制造和使用至关重要。
在设计螺杆时,需要考虑以下几个方面:
1. 螺杆的材料:螺杆应选择高强度、耐磨损的材料,以保证螺杆的长期稳定运行。
常用的材料有碳钢、合金钢等。
2. 螺杆的螺距和直径:螺杆的螺距和直径应根据空压机的排气量和工作压力来确定。
较大的螺距和直径可以提高空压机的排气量和工作效率,但也会增加空压机的尺寸和功耗。
3. 螺杆的结构:螺杆的结构应考虑到螺杆的密封性和传动效率。
常见的螺杆结构有单螺杆和双螺杆,其中双螺杆结构具有更好的密封性和传动效率。
4. 螺杆的表面处理:螺杆表面的处理对于螺杆的磨损和寿命有着重
要的影响。
常见的表面处理方法有镀硬铬、渗碳等,可以提高螺杆的硬度和耐磨性。
5. 螺杆的冷却方式:螺杆在工作过程中会产生大量的热量,需要通过冷却方式进行散热。
常见的冷却方式有风冷和水冷,选择合适的冷却方式可以有效地降低螺杆的温度,延长使用寿命。
综上所述,空压机螺杆设计方案需要综合考虑螺杆材料、螺距和直径、螺杆结构、表面处理和冷却方式等因素。
通过合理的设计,可以提高空压机的工作效率、降低能耗,并延长空压机的使用寿命。
螺杆局部构型设计依据捏合同向双螺杆挤出过程一般由固体输送、熔融、熔体输送、混淆、排气等区段构成,以及同向双螺杆是组合式,即整根螺杆是由达成不一样功能的螺杆区段组合而成的特色,因此整根螺杆的组合应包含双方面:一是达成不一样局部功能的各样螺杆区段(即局部构型)设计,二是针对整个挤出过程达成的任务,整根螺杆的组合设计。
这里先议论螺杆的局部构型设计。
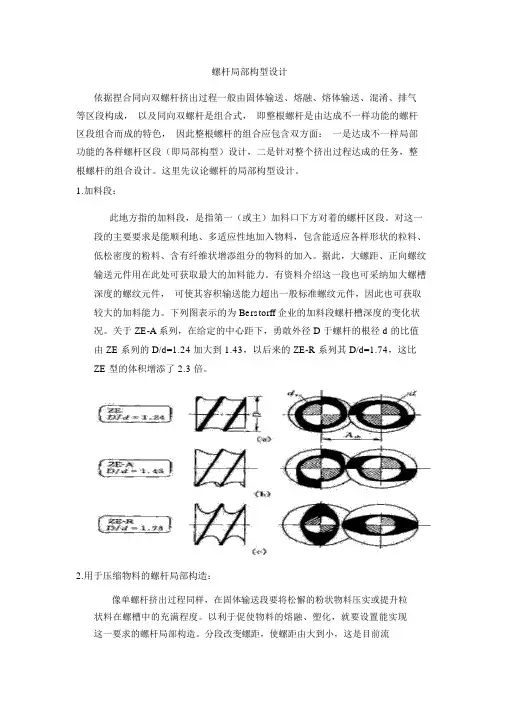
1.加料段:此地方指的加料段,是指第一(或主)加料口下方对着的螺杆区段。
对这一段的主要要求是能顺利地、多适应性地加入物料,包含能适应各样形状的粒料、低松密度的粉料、含有纤维状增添组分的物料的加入。
据此,大螺距、正向螺纹输送元件用在此处可获取最大的加料能力。
有资料介绍这一段也可采纳加大螺槽深度的螺纹元件,可使其容积输送能力超出一般标准螺纹元件,因此也可获取较大的加料能力。
下列图表示的为 Berstorff 企业的加料段螺杆槽深度的变化状况。
关于 ZE-A 系列,在给定的中心距下,勇敢外径 D 于螺杆的根径 d 的比值由 ZE 系列的 D/d=1.24 加大到 1.43,以后来的 ZE-R 系列其 D/d=1.74,这比ZE 型的体积增添了 2.3 倍。
2.用于压缩物料的螺杆局部构造:像单螺杆挤出过程同样,在固体输送段要将松懈的粉状物料压实或提升粒状料在螺槽中的充满程度。
以利于促使物料的熔融、塑化,就要设置能实现这一要求的螺杆局部构造。
分段改变螺距,使螺距由大到小,这是目前流行的组合式双螺杆往常采纳的方法。
应当指出,加工低松密度的粉状物料,在组合不一样导程螺纹元件时一般不会出现什么问题;但若加入的是颗粒料,则相接螺纹元件导程的变化有时会致使挤出机过载,为此在设计相邻导程变化的程度时要考虑到这点阶跃式导程变化对充满度的影响3.用于熔融塑化的螺杆局部构型:熔融塑化给定聚合物的最正确螺杆构型取决于物料的比热容、熔点、熔体粘度以及聚合物在固体状态时粒子的大小。
用于熔融、塑化的局部螺杆构型设计的目标是在设定的温度下将固体物料平均、迅速熔融。
螺杆的设计标准螺杆是一种常见的机械元件,用于将旋转运动转化为线性运动,广泛应用于机械传动领域。
螺杆的设计标准是为了确保其在使用中的安全性、可靠性和性能。
下面将介绍螺杆的设计标准。
1. 尺寸标准:螺杆的尺寸标准包括直径、螺距、螺杆长等。
这些尺寸要根据具体的使用要求和工作环境来确定,以确保螺杆的运动顺畅和结构强度。
2. 材料标准:螺杆的材料应选择具有足够的强度和刚度,能够承受工作载荷和环境条件的影响。
常见的螺杆材料有碳钢、不锈钢等,其选择要符合相关的国家和行业标准。
3. 加工精度标准:螺杆的加工精度直接影响着其工作性能和寿命。
螺杆的直径、螺距和螺旋角等尺寸要符合设计要求,并保持一定的几何形状和表面质量。
4. 强度标准:螺杆在使用过程中需承受一定的工作载荷,所以需要满足一定的强度要求。
强度标准包括静载强度和疲劳强度两个方面,以保证螺杆在工作过程中不发生断裂或损伤。
5. 螺纹标准:螺杆常常具有螺纹结构,用于与螺母、螺栓等配合使用。
螺纹的标准包括螺纹类型、螺纹参数和螺纹公差等,以确保螺纹的互换性和连接的可靠性。
6. 表面处理标准:螺杆的表面需要经过适当的处理,以保护其不受外界环境的腐蚀和磨损。
常见的表面处理方法包括镀锌、镀铬、热处理等,其标准要符合相关的国家和行业规定。
7. 标志标准:螺杆应在其表面进行标志,用以标识其型号、规格、生产厂家等信息,方便使用者进行识别和管理。
标志标准包括标志位置、标志内容和标志方式等,以确保螺杆的追溯性和责任追究。
综上所述,螺杆的设计标准涉及尺寸、材料、加工精度、强度、螺纹、表面处理和标志等方面。
只有按照这些标准进行设计和制造,才能保证螺杆的质量和可靠性。
同时,使用者在选用螺杆时也要仔细查看其是否符合相关的标准要求,以确保其适用于具体的使用环境和工况。
eva单螺杆设计
单螺杆是一种常见的机械传动元件,它通过螺旋运动将转动运动转化为线性运动。
EVA单螺杆设计通常包括以下几个方面:
1. 螺杆直径:根据所要传递的转矩大小、预期的转速和载荷条件,确定螺杆的直径。
一般来说,直径越大,承受的载荷能力越高。
2. 螺距:螺杆的螺距是指螺杆上相邻两个螺旋线之间的距离。
螺距的选择要考虑到所要传递的线速度、转速和载荷条件。
一般来说,螺距越大,转速越高。
3. 螺杆的材料选择:螺杆通常采用高强度的合金钢材料制作,以保证其承受高强度和耐磨性的要求。
4. 螺杆的导向设计:为了保证螺杆的稳定性和定位精度,通常需要在螺杆上设计导向装置,例如滚轮导向、线性导轨等。
5. 螺杆的密封设计:由于螺杆通常用于运输粉状或液体状物料,因此在设计中需要考虑螺杆与外界环境的密封性,避免物料的泄漏或污染。
6. 螺杆的传动方式:根据实际需求,可以选择不同的传动方式,例如电机直接驱动、减速器驱动或液压驱动等。
除了以上几个主要方面,设计者还需考虑一些细节问题,例如滑块设计、衬套设计、润滑方式等。
设计时应根据具体的应用
场景和技术要求来进行全面的考虑和优化,确保单螺杆的设计可以满足实际使用需求。
螺杆和螺母设计计算螺杆和螺母是机械设计中常用的连接件。
它们通过螺旋方式将两个零部件连接在一起,并可以通过旋转来加强连接力。
在设计计算过程中,需要考虑到螺杆和螺母的尺寸、材质、强度等因素。
本文将详细介绍螺杆和螺母设计计算的相关知识。
螺杆的设计计算主要包括以下几个方面:螺杆的尺寸计算、螺杆的材质选择、螺杆的强度计算和螺杆的连接方式选择。
首先是螺杆的尺寸计算。
螺杆的尺寸包括螺距、螺旋角、导程等参数。
螺距是指螺杆上两个相邻螺纹之间的距离,螺旋角是指螺纹与螺杆轴线之间的夹角,导程是指螺旋线上两个相邻螺纹之间的投影距离。
这些尺寸的计算需要根据螺杆的实际使用需求进行确定,一般可参考相关标准或使用专业设计软件进行计算。
螺杆的材质选择是根据其使用环境和要求来确定的。
一般情况下,螺杆需要具备一定的强度和耐腐蚀性能。
常用的螺杆材料有碳钢、不锈钢、合金钢等。
根据具体的工作环境和使用要求,选择适合的材料可以确保螺杆的工作性能和寿命。
螺杆的强度计算是设计过程中重要的一步。
强度计算主要包括静强度和疲劳强度两方面。
静强度是指螺杆在受到静力载荷作用时的抗拉强度和扭矩承载能力。
疲劳强度是指螺杆在受到循环载荷作用时的抗疲劳性能。
强度计算可根据弹性力学和材料力学原理进行,通过计算螺杆的受力情况和应力分布,确定其强度指标是否满足设计要求。
螺杆的连接方式选择是根据需要连接的零部件类型和连接要求来确定的。
常见的螺杆连接方式有内螺纹连接、外螺纹连接、平头螺栓连接等。
每种连接方式都有其适用的场合和特点,根据实际需求选择合适的连接方式可以确保连接的可靠性和牢固性。
螺母的设计计算与螺杆类似,主要包括螺母尺寸计算、螺母材质选择和螺母强度计算等方面。
螺母的尺寸计算需要确定其内外径、高度等参数,螺母的材质选择需要根据其工作环境和要求来确定,螺母的强度计算则需要考虑其在受到外力作用时的抗拉强度和扭矩承载能力。
总结起来,螺杆和螺母的设计计算需要考虑到尺寸计算、材质选择、强度计算和连接方式选择等方面。
几种螺杆的设计参数螺杆是一种常用的机械传动元件,广泛应用于各种机械设备中。
以下是几种常见的螺杆设计参数。
1.螺距:螺杆的螺距是指螺杆上两个螺纹峰之间的距离。
螺距决定了单位长度螺杆上的螺纹个数。
螺距越大,单位长度上的螺纹个数越多,转动时移动的距离也越大。
2.螺杆直径:螺杆的直径是指螺杆周围外径的大小。
螺杆直径的选择取决于所需的扭矩和受力要求。
直径越大,螺杆的扭矩和受力能力越大。
3.导程:导程是指螺杆上两个螺纹之间的轴向移动距离。
导程决定了单位转动角度下的移动距离。
导程越大,单位角度转动时移动的距离越大。
4.螺纹形状:螺杆的螺纹形状通常分为三种,分别是三角形螺纹、矩形螺纹和梯形螺纹。
三角形螺纹常见于低速传动,矩形螺纹常见于中速传动,而梯形螺纹则常见于高速传动。
5.材料选择:螺杆的选择也与所使用的材料有关。
常见的螺杆材料有钢材、铝材、塑料等。
不同的材料具有不同的物理和化学性质,选择适当的螺杆材料可以满足不同的工作环境和要求。
6.螺杆端部设计:螺杆的端部设计也十分重要。
常见的螺杆端部设计包括平头、圆头、圆锥头等。
端部设计将直接影响螺杆与被连接物的接触面积和连接方式,进而影响整个传动系统的性能。
7.精度要求:螺杆的精度要求取决于其应用领域和工作环境。
精度要求包括制造精度和使用精度。
制造精度一般包括轴线误差、直线度、螺纹粗糙度等;使用精度则决定了螺杆的运动平稳性和精度损失。
8.表面处理:螺杆的表面处理可以提高其耐磨性和抗腐蚀性。
常见的表面处理方式包括镀铬、硬化等。
表面处理的选择将根据螺杆的工作环境和要求来决定。
上述是螺杆的几种设计参数,不同的设计参数将根据具体的应用场景和要求来选择,以满足机械设备的传动需求。
设计参数的合理选择将直接影响螺杆的工作性能和寿命。