连铸的概述
- 格式:ppt
- 大小:2.49 MB
- 文档页数:46
不锈钢连铸技术与质量控制概述不锈钢是一种钢铁合金,具有良好的抗腐蚀性能和高温强度,广泛用于航空航天、核工业、化工等领域。
不锈钢连铸技术是指将融化的钢水通过连续铸造机构,以高速流动的形式注入成型模具,实现不锈钢的连续成型加工。
该技术具有生产效率高、材料利用率高、产品质量稳定等优点,成为不锈钢生产中不可或缺的一部分。
本文将从不锈钢连铸技术的基础知识以及质量控制方面对该技术进行介绍。
不锈钢连铸技术基础知识工艺流程不锈钢连铸工艺流程包括冶炼、调和、钢包倒炼、连铸、探伤、切割、修边、检验等环节。
每一个环节都与目标产品的质量密切相关,必须进行精细化控制。
工艺特点不锈钢连铸技术具有以下几个特点:•操作简便:该技术不需要进行预加热、保温和四合一等复杂操作,降低了生产难度和劳动强度。
•材料利用率高:因为该技术为连续成型加工,相比传统的熔炼方式,可以节约原材料。
•生产效率高:因为生产过程不需要间歇等待,直接通过铸坯切断就可实现整体生产,提升了生产效率和生产数量。
不锈钢连铸技术质量控制不锈钢连铸技术是一种涉及多重环节操作的综合性技术,必须根据具体情况制定对应的质量控制方案。
这里介绍一些常见的质量控制要点:冶炼环节冶炼环节需要保证炉温达到标准温度,同时保证原材料在合适条件下的充熔。
因为不锈钢合金中含有一定比例的铬性元素,所以铬元素的总量必须控制在合适范围内,同时还要注意钼、钴、铌、钛等元素的含量控制。
连铸环节连铸环节是不锈钢制品产品质量稳定的关键环节,需要注意如下几个方面:•铸模的几何形状特征:技术人员必须按照产品制品的尺寸、形态和表面质量,设计出合适尺寸的铸件模具。
•浇注量的控制:铸坯的内部结构、麻花等缺陷,均与浇注量有关,必须在设计铸口和预定浇注量(速度)时进行精确定量。
•连铸速度:速度过快会导致外表面的薄壳还没有形成就受到拉拽,从而导致缺陷。
检验环节检验环节是判定产品质量的最后一道关卡。
具体要点如下:•几何尺寸检验:需要进行产品的几何尺寸测量,检测制品是否符合设计要求。
炼钢连铸工艺流程介绍引言炼钢连铸是钢铁生产中的关键工艺之一,它通过高温熔炼钢料并在连续铸造过程中将其形成连续铸坯。
炼钢连铸工艺具有高效、节能、环保等优点,是现代钢铁工业的重要环节。
工艺流程概述炼钢连铸工艺流程可以分为炼钢、连铸两个主要环节。
炼钢环节炼钢环节包括原料准备、高炉冶炼、转炉冶炼等步骤。
原料准备炼钢的原料包括铁矿石、石灰石、焦炭等。
在原料准备环节,先对原料进行破碎、筛分等处理,以便于在后续步骤中充分混合。
高炉冶炼高炉冶炼是一种常用的炼钢方式,它通过将铁矿石、焦炭和石灰石等原料放入高炉中,并喷入空气使之燃烧,产生高温,从而使铁矿石还原成铁。
在高炉过程中,还会生成一些副产品,如炉渣。
转炉冶炼转炉冶炼是另一种常用的炼钢方式,它通过将熔融的铁水和生铁放入转炉中,通过喷吹氧气使其氧化,从而去除不需要的杂质。
转炉冶炼通常配合高炉冶炼使用,以提高炼钢效率。
连铸环节连铸环节将炼钢环节中获得的熔融钢水以连续流动的方式注入到铸造结晶器中,以形成连续铸坯。
结晶器结晶器是连铸的核心设备,它由冷却器壳体和冷却装置组成。
结晶器的作用是通过冷却装置将熔融钢料迅速冷却并形成铸坯。
冷却装置冷却装置包括水冷却、喷水冷却、喷雾冷却等方式,其目的是将熔融钢水迅速冷却,使其凝固成连续铸坯。
液态钢水的连续注入熔融钢水在结晶器内连续注入,经过冷却装置的处理后,逐渐凝固成为连续铸坯。
坯料切割和堆垛连续铸坯经过切割设备切割成合适长度的坯料,然后进行堆垛,以便于后续的加工和运输。
工艺优势及应用炼钢连铸工艺具有以下优势:1.高效:炼钢连铸工艺相比传统工艺更高效,能够实现连续生产,大大提高了生产效率。
2.节能:炼钢连铸工艺中的连铸环节省去了热轧等后续工序,节约了能源。
3.环保:炼钢连铸工艺减少了废气、废水等排放,有利于环境保护和可持续发展。
炼钢连铸工艺广泛应用于钢铁工业,特别是大型钢铁企业。
它不仅可以生产优质的钢材,还能够提供高效、可靠的生产线。
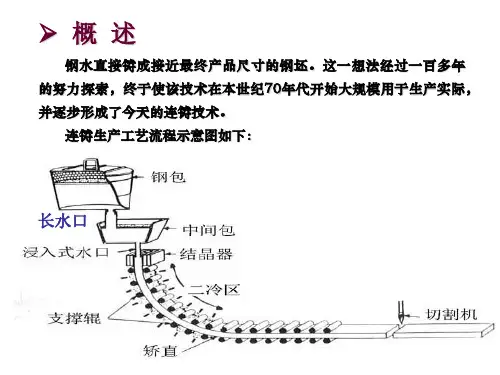
第九章连铸知识概述9.1 连铸简介连铸即连续铸钢,就是将钢包内注入中间包,减压、稳压后不断地通过水冷结晶器,凝成坯壳后从结晶器下方出口连续拉出,经气雾/喷水冷却,全部凝固后切成定尺坯料的铸造工艺。
连铸成上启下的作用,其将合格的钢水转变定尺钢坯,为轧钢提供原料。
9.1.1 连铸原理金属凝固:在一定过冷度和结晶核心存在的条件下,液态中无规则的原子集团转变为按一定规则排列的固体结晶体的过程。
凝固需要两条件:过冷度、有结晶核心(形核粒子)。
过冷度越大,形核粒子越多,结晶过程越易进行。
连铸过程的热量传输:要将钢水的显热(从浇注温度到凝固点温度需放出的热量)和结晶潜热(在凝固点由液态转变为固态须放出的热量)释放到冷却介质中去。
热量的传导方式:传导、对流、辐射三中传热方式。
连铸工艺中的传热也就是以上三种方式。
9.1.2 连续铸钢的发展历史最早提出连续铸钢:1886年美国炼钢工程师B·Atha和1887年德国工程师R·M·Dlaelm。
并进行相关的工业性试验。
20世纪40年代试验开发。
20世纪50年代,连续铸钢开始步入工业生产。
20世纪60年代,弧形连铸机问世。
20世纪80年代,连续铸钢技术已经成熟,并得到大规模的应用。
马钢84年分别在二钢、三钢各建设1台小方坯连铸机起步,经过近18年的发展,三个炼钢厂实行了全连铸,现在马钢四个炼钢厂连铸坯产量达到1500万吨规模。
9.1.3 连铸坯质量9.1.3.1 铸坯质量表面急冷层:细等轴晶,中间枝状晶(比较发达)、中心等轴晶。
连铸坯轧出的钢材:屈服强度、抗拉强度、冲击韧性与模铸锭经开坯、轧制的钢材相当,甚至略有提高。
随着结晶器、结晶末端电磁搅拌、连铸坯轻压下技术的应用,连铸能生产几乎所有的钢种。
9.1.3.2连铸坯的压缩比对一般要求的板带材,连铸坯的压缩比4~6就可满足。
对特殊要求的板带材和表面缺陷敏感的钢种,连铸坯的压缩比要相应提高。
在保证一定压缩比的情况下,满足钢材性能要求,连铸坯的厚度减小,可减少轧制道次,提高轧制生产率,节约能源。
连铸工艺知识点总结一、概述连铸是指在一台设备上同时进行浇铸和凝固过程的一种工艺。
它可以大幅度提高生产效率,减少材料浪费,提高产品质量。
在现代工业中,连铸工艺已经被广泛应用于钢铁、铝、铜等金属的生产中,成为了重要的生产工艺之一。
二、连铸的原理连铸的基本原理是利用连铸机,在一个连续的过程中,将金属液直接浇注至坯料模具中,然后通过顺序凝固、切割、堆垛等工序,最终产生坯料产品。
整个连铸过程中,金属液会先经过结晶器的处理,实现坯料的凝固,在这个过程中,还会进行一系列的拉伸、抽拉和冷却等操作,使得坯料的形状和尺寸得以控制和稳定。
三、连铸的优势1. 提高生产效率:相对于传统浇铸工艺,连铸可以大幅度提高生产效率。
因为它可以在同一个设备上连续进行浇铸和凝固过程,减少了生产过程中的空闲时间,从而实现了生产效率的提升。
2. 减少材料浪费:连铸工艺可以减少金属的二次加工过程,大大减少了金属的浪费,减少了材料的消耗,同时也减少了对环境的污染。
3. 提高产品质量:由于连铸工艺可以控制金属的凝固过程,使得坯料的材料结构更加均匀,从而提高了产品的质量。
4. 节省能源:相对于传统的浇铸工艺,连铸工艺可以在生产过程中更好地利用能源,降低能源的消耗。
四、连铸的工艺流程1. 铸坯模具的准备:连铸的第一步是准备好适用于连铸工艺的铸坯模具,通常采用的是一种特殊的铸坯模具,可以确保坯料的形状和尺寸的准确度。
2. 结晶器处理:在连铸的过程中,金属液会通过结晶器进行处理,实现坯料的凝固。
3. 拉伸、抽拉和冷却:在结晶器处理完后,金属液会经过一系列的拉伸、抽拉和冷却等操作,以控制坯料的形状和尺寸。
4. 切割和堆垛:最后,坯料会被切割为所需的尺寸,然后进行堆垛,完成整个连铸工艺的过程。
五、连铸的应用领域1. 钢铁生产:连铸工艺在钢铁生产中得到了广泛的应用,可以高效地生产出各种规格的钢铁坯料。
2. 铝合金生产:在铝合金生产中,连铸工艺可以提高产品质量,降低生产成本。

第七章连铸工艺第一节概述钢水浇注方式有两种,即模注和连铸。
目前连铸已经取代了模注工艺。
一.连铸优点1.简化工序、缩短流程、基建投资低:①省掉了模注的脱模、整模、均热和开坯等;②基建投资节约40%,占地面积减少30%,劳动力节省75%。
2.提高了金属收得率:①模注-开坯工艺切头切尾损失10~20%,而连铸1~2%,即金属收得率提高10~14%;②收得率提高意味着产量提高,3.降低能源消耗:减少25~50%能量消耗。
①连铸是“一火成材”,模注是“两火成材”;②连铸热装热送和直接轧制进一步节约能源(唐钢薄板)。
4.生产过程机械化和自动化程度高,改善劳动条件:①模注工作环境是最差、工艺最落后;②生产机械化解放了转炉的生产能力(如唐钢二钢1987年的连铸改造使产量增加)。
5.提高质量和扩大品种:①连铸技术和装备提高(电磁搅拌、保护浇注、液面自动控制等)使产品质量不断提高、可浇品种范围增加。
②除了沸腾钢以外,几乎所有的钢种都可以采用连铸生产。
★由于以上优点,降低了生产成本,提高了经济效益。
二.连铸机分类1.普通连铸机:是指技术成熟,在工业生产已经普遍采用的连铸机。
(主要讲述的内容)特殊连铸机:仍处于试验阶段,没有投入大规模工业化生产的连铸机。
2.按机型分类:立式、立弯式、弧形、椭圆形、水平式连铸机等。
目前最常用的是弧形连铸机-包括全弧形、直弧形和多点矫直连铸机。
3.按连铸坯断面形状:方坯、圆坯、矩形坯、板坯和异型坯等。
小方坯:7070~150150m m⨯⨯;大方坯:200200~450450m m⨯⨯宽厚比=1 矩形坯:150100~400560m m⨯⨯宽厚比<3板坯:150600~3002640m m⨯⨯宽厚比>3 圆坯:80~450mmφφ4.按开发厂家:罗可普、康卡斯特、德马克等。
5.按浇注钢种:普钢连铸机和特钢连铸机。
目前,普钢连铸机正在向特钢连铸机发展。
三.连铸对钢水的要求1.成分合格:指钢水中化学成分符合标准要求,成分尽量控制在中限。
连铸保护渣概述1 连铸保护渣的组成 (1)2 连铸保护渣的作用 (2)3 连铸保护渣进入结晶器的行为 (3)4 保护渣的主要理化性能指标 (5)二战后,战后恢复及经济发展的需求成为钢铁冶金工业发展的主要驱动力。
自50年代始,连铸技术的出现促进了钢铁冶金工业的蓬勃发展。
自60年代连铸结晶器保护渣技术的出现取代菜籽油以来,使连铸钢品种、连铸断面种类、连铸坯的质量、连铸生产率得以大幅度提高。
近年来,以高拉速、高连浇率、高作业率、及高质量为特征的高效连铸得到迅速的发展,成为钢铁企业降低成本、降低能耗、减少投资成、开拓市场、在激烈的世界钢铁市场竞争中利于不败之地的重要技术创新和钢铁企业结构优化的必然需要。
从70年代开始,连铸技术在装备先进的钢铁企业的板坯连铸浇铸速度逐渐提高,从1.0m/min左右上升到2.0/min 左右,目前最大铸速可达3.0/min,日本住友正在开发5.0m/min的大板坯连铸技术,意大利在小方坯连铸上拉速已经达到 5.0/min。
因此,以高拉速为主要特征的高效连铸技术的开发、应用、推广是优化我国连铸技术,提高连铸水平的重要发展方向。
由于高效连铸中的高拉速使结晶器中的热流及摩擦力增大、结晶器中钢液面波动加剧、出结晶器的铸坯坯壳变薄、渣耗急剧下降造成润滑不良和传热不均等,使得从常速连铸到高速连铸遇到了粘结漏钢和铸坯表面质量差两大难题,目前,为解决这些问题,就必须研究和开发具有相应物理和化学性能的结晶器保护渣,保证连铸过程中结晶器内的物理化学反应处于良好的状态。
以连铸连轧为基础的紧凑型生产流程是降低冶金产品生产成本、提高企业经济效益的一个重要途径,无缺陷铸坯生产技术是实现连铸连轧的关键,这对铸坯表面质量提出了更高要求,连铸保护渣对高表面质量铸坯的生产起着重要的保障作用,为此,国内外各炼钢厂都在寻求适合本厂连铸工艺特点的无缺陷铸坯生产用结晶器保护渣。
近十年来,国内外连铸保护渣的开发,以满足连铸生产的需要、充分发挥保护渣的作用为主要目的,同时在保护渣原料、制作工艺、保护渣的基础理论研究方面进行了大量的工作。
连铸技术手册本文档为连铸技术手册范本,旨在提供详细、全面的连铸技术知识与实践指南。
本手册按照以下章节组织内容:1、连铸技术概述1.1 连铸简介1.2 连铸工艺流程1.3 连铸设备分类与选型1.4 连铸操作注意事项2、连铸机构与设备2.1 连铸机构2.1.1 结晶器2.1.2 铸坯型2.1.3 引导器与导流板2.1.4 转向机构2.2 连铸设备2.2.1 铸机2.2.2 凝固器2.2.3 引伸装置2.2.4 冷却装置2.2.5 护理设备3、连铸操作与参数3.1 连铸准备3.1.1 熔炼材料准备 3.1.2 连铸模具准备 3.1.3 连铸机设备检查 3.2 连铸操作步骤3.2.1 开始连铸3.2.2 浇注控制3.2.3 连铸速度调整 3.3 连铸参数控制3.3.1 结晶器温度控制 3.3.2 喷水量控制3.3.3 凝固器振动控制 3.3.4 冷却水温控制3.4 连铸常见问题与处理方法4、连铸质量控制4.1 连铸质量要求4.2 连铸缺陷与防控措施4.2.1 结晶器缺陷4.2.2 铸坯缺陷4.2.3 冷却缺陷4.3 连铸实验与质量检测5、连铸技术进展与发展趋势5.1 连铸技术的发展历程5.2 当前连铸技术的主要创新5.3 连铸技术的未来发展方向附件:本文档附带以下附件,供进一步参考与深入了解:- 连铸设备选型表- 连铸参数控制表- 连铸常见问题解决方案法律名词及注释:1、连铸:连续铸造的简称,指在连铸机上将熔化的金属连续铸造成坯料的工艺过程。
2、结晶器:连铸中的一个重要设备,用于控制熔化金属的结晶过程,形成坯料。
3、铸坯型:铸造时金属液流经过的模具,用于形成不同形状的铸坯。
4、引导器与导流板:连铸机构中用于引导金属液流动,并控制其形状与方向的装置。
5、转向机构:位于连铸机顶部,用于控制铸坯的旋转角度,以调整铸坯外形。