轴承钢夹杂物控制及成因分析
- 格式:ppt
- 大小:7.74 MB
- 文档页数:37
第5卷第4期材 料 与 冶 金 学 报V ol 15N o 14 收稿日期:2006-05-08.作者简介:徐世铮(1937-),男,黑龙江哈尔滨人,苏联技术科学博士,东北大学教授.2006年12月Jour nal ofM ateria ls andM eta ll u rgyD ec .2006轴承钢点状夹杂物成因及消除机理的探讨徐世铮,马晓禾,赵卫东(东北大学 材料与冶金学院,沈阳110004)摘 要:轴承钢点状夹杂物严重影响钢的疲劳寿命.半个世纪以来,冶金工作者研究在精炼过程中如何消除轴承钢点状夹杂物.通过研究首次指出,精炼过程由渣中还原进入钢液中的钙是生成点状夹杂物的主要原因;并且从理论上分析用氯去除钢液中钙的工艺原理.关键词:轴承钢;点状夹杂物中图分类号:TF 76214 文献标识码:A 文章编号:1671-6620(2006)04-0250-03For mati on of globul ar incl usions i nbearing steel and their re m oval m echanis mXU Sh-i zheng ,MA X iao -he ,Z HAO W e-i dong(School ofM ateri als and M etall u rgy ,Northeastern Un ivers i ty ,Sh enyang 110004,Ch i n a)Ab stract :The for m ation of g l obu l ar i ncl usions i n bear i ng stee l i nfl uences seriously the fa tigue strength o f t he stee.l In t he pa rt ha lf o f a cen t ury ,m etall urg ists have m ade a l ot of st udies on the re m oval o f the globu l ar i nclusi on i n bear i ng stee l i n the process of refi n i ng .T his paper po i nted out t hat the m ain or i g i nati on o f t he i nclusi on i s fro m the reducti on of ca l c i u m from slag.The re fi ning process f o r the remova l o f [C a]is theo re ti ca lly ill ustra ted .K ey w ords :beari ng stee;l g l obu lar i ncl usion轴承钢是制造金属轴承的原料.检验轴承钢质量的主要项目是接触疲劳强度和冲击韧性,对其影响最大的是钢中[O ]、[H ]以及夹杂物的种类和数量、尺寸、分布,其中氧化物夹杂A l 2O 3和点状夹杂物)))m Ca O #n A l 2O 3对钢的疲劳强度危害最大[1].在轴承钢轧制过程,点状夹杂物沿着轧制轴向,使钢材产生裂纹.在轴承实验过程,这些裂纹导致零件破损.对于钢中点状夹杂物的成因,有许多学说,诸如在出钢过程炉渣混入钢液、炉渣中(Fe O )、[O]、[H ]及炉渣碱度过高等.半个多世纪以来,为消除轴承钢点状夹杂物研究采用合成渣洗,电炉电石渣)))白渣同炉渣洗,出钢前加大插铝量,电炉钢液钢包吹氩,钢包钢液真空吹氩,RH,DH 精炼轴承钢,VAD 精炼轴承钢,ASEA -SKF 精炼轴承钢,LF-VD 精炼轴承钢,钢包喷Ca-S i 粉,钢包喷A l-S i 粉.由于未能对生成点状夹杂物机理有一个理论说法.使得去除点状夹杂物的精炼工艺效果不佳.因此,本文从热力学角度来分析点状夹杂物在精炼过程的成因,并由此制订出相应的合理精炼工艺.1 在精炼轴承钢过程中,[Ca]在生成点状夹杂物的作用多年精炼轴承钢实践得知,在强还原条件下,渣中Ca O 被还原进入钢液[Ca].为从热力学角度计算,给出轴承钢成分及炉渣成分相关数据,列于表1,表2.计算炉渣组元活度是采用全电子系炉渣理论完成计算的[2].计算渣中各元素原子活度系数U i :U i =Ekj=1X j e-E ij/RT-1(1)式中,k )渣中组元数;E ij )置换能,kJ.计算出:U(A l)=21331;U(Ca)=21410.[A l]+3/4O2y(A l O115)l g K p=37790/T-81457K p1873=51025#1011k A l=X(A l)#U(A l)/A[A l]#p M A l/4O2(2) p3/4O2=X(A l)U(A l)/A[A l]#k A l=11044#10-11p O2=2128#10-10Pa,[O]=0100012%[C a]+1/2O2y(C a O)k(Ca)=X(Ca)#U(C a)/A[C a]#p M(Ca)/4O2(3)l g K p=37197/T-712K1873=4157#1012计算得出:a[Ca]=2#10-6,[Ca]=5#10-6%表1GC r15S M i n钢成分及相关数据Tab le1Composition and re lated data o f GCr15S M i n st ee lC S i M n C r P S Ca A l H O Fe质量分数/%1100015011001150010201010100201030100050100395193相对原子质量122855523132402811656摩尔分数4145@10-2917@10-3917@10-3116@10-2315@10-41166@10-4217@10-5519@10-41134@10-41101@10-40191f[i]113661174113501686112991139911251a[i]113360187113511029010026010420100061p*i /Pa116@10-76102@10-1518@10373131186@1052161@10226p i /Pa212@10-752718@10324418@1021126表2精炼轴承钢炉渣成分及相关数据Tab l e2Co m position o f slag and re la t ed da t aCaO S i O2M gO A l2O3F e O M nO CaF2S O质量分数/%4217817144141812012901760124315013摩尔分数Xi011920106901088010940100301001010210100201552 Mi242322由1873K降至1773K,氧分压由21281# 10-10Pa降至612#10-12Pa.则w[Ca]由5# 10-6%降至211#10-6%.得出钢液降温100e 时,钢中钙由于脱氧能力的提高,58%的[Ca]将与[O]反应生成CaO.其将在钢液内残留的刚玉或外来夹杂物这些现成表面上析出,形成m Ca O #n A l2O3.随钢液温度降低还有反应[H]y1/2 {H2}也将在上述现成表面上析出,而强化了液态点状夹杂物聚集长大.上述分析得出,要降低[C a],一是降低渣中(Ca O)的量,也就是降低炉渣碱度,但不能完全去除点状夹杂;另一种办法就是去除[Ca].2氯化法去除钢液中的钙采用氩气做载体,向钢液内吹入氩氯混合气体.当气泡上升至钢液表面,气泡与钢液相处于平衡状态,此时气泡内的总压力为110@105Pa.气泡内各组分的分压间关系为:E p M eCl+E p M e+p C l2+p A r=110@105Pa(4)因为氩不参与反应,初始气泡中p i C l2=110@105 -p A r,Pa.喷入钢液的氩氯气泡上浮达钢液表面时,气泡内将含有C l2、Ca、CaC l2、A l、A l C l3、C r、Cr C l3、M n、M nC l2、S i、Si C l4、C、CC l4、H2、H C l、Fe、Fe C l2.钢液中各元素与氯反应为:[Ca]+C l2y C a C l2(g)K1873=3184#1016[A l]+3/2C l2y A l C l3(g)K1873=6139#109[S i]+2C l4y S i C l4(g)K1873=3133@105[M n]+C l2y M nC l2(g)K1873=1105#106[C]+2C l2y CC l4(g)K1873=1146#106[H]+1/2C l2y H C l(g)K1873=3170#105[Fe]+C l2y FeC l2(g)K1873=6171#103将初始氯分压p i Cl定为310@104Pa情况下,平衡各分压计算值如表3:251第4期徐世铮等:轴承钢点状夹杂物成因及消除机理的探讨表3氯化产物平衡分压值Tab l e3Equ ili b rium pa rtia l p ressures of ch lo ride products Pap C l2pC a C l2pHC lpM nC l2pFeC l2pAlC l3pC r C l2pSiC l4219#10-10219#1041124#10-4119#10-6411#10-9110#10-9217#10-19由上表可见,钢液中各元素氯化次序为:Ca y H y M n y Fe y A l y C r y Si钙是优先氯化的元素,采用氯化去除是可行的.3精炼工艺参数的确定311加氯方式的选择氯化脱除钢液中钙的工艺,可在RH、DH、VAD、LF-VD精炼轴承钢过程中实施.为考虑首次工业性实验简便可行而选用SL钢包喷粉.312氯进入钢液的方式采用卤化物-氧化物合成粉剂[3](其成分见表4),用氩气做载体,经SL喷粉罐-喷枪,喷入钢包.表4合成粉剂成分Tab l e4Co m position o f compound powde r%CaO S i O2A l2O3M gO质量分数38~5812~157~127~11CaF2F eO CC l4质量分数5~7<0155~515粉剂粒度平均直径为01165mm.313卤化物配入量及卤化物合成粉剂用量计算按钢液中w[C a]=01002%计算[Ca]+C l2y C a C l2401m o l20015m o l每吨钢去除20g钙需015m o lC l2.采用CC l4分解生成C l2去除[Ca].炼钢温度下CC l4分解完全.每吨钢需用0125 m o lCC l4,即3815g,考虑到钢中其他元素氯化耗氯,配入50~60g CC l4/t为考虑,初始p i C l2为3#10-4Pa计,氩气用量为350~420L/.t在氧化物粉剂[3]中配入515%CC l4时,卤化物合成粉剂用量为1~111kg/.t若配入量为3%CC l4时,粉剂用量为117~2kg/.t供氩速度v A r=50~70L/m i n.钢液开喷温度为1600e时,吹毕温度为1520~1510e,可喷吹6~7m i n;喷吹时间依据出钢温度相应调整.314喷粉喉口临界速度从动力学角度出发,研究在炼钢温度条件下,为保证喷入钢液的气粉流中,粉剂不侵入钢液而导出粉剂在喷嘴喉口的临界速度v c.v c=8g(Q s/Q p-1)+12R/r Q p3(k Q s/Q p-1)1/2#(e R(Q s/Q p-1)-1)1/2(5)式中:Q s,Q p为钢液、粉剂密度,kg/m3;r为粉剂中平均粉粒半径,m;R为粉剂与钢液间界面张力, N/m;k为粉粒在钢液中阻力系数.将下列数据代入(5)式Q s=6800kg/m3,Q p=3410kg/m3,R=1152 N/m,k=113,得出临界速度:v c=(163138+01479r+1112#10-2/r)1/2,m/s(6) 4结语从热力学角度分析,在炼钢温度下当p O2[ 213#10-10Pa的条件下,促使渣中Ca O被还原成钙进入钢液中.精炼后随钢液温度降低,钢液中钙的脱氧能力提高,在w[C a]有01002%时,有58%的[Ca]参加脱氧反应生成初生C a O,又有反应2[H]y{H2},同时在钢液中现存夹杂物表面同时析出并长大,形成了m Ca O#n A l2O3点状夹杂物.热力学分析得出,用氯去除钢液中钙的可能性和合理性.对采用氯去除钢中钙的精炼工艺及相应的工艺参数进行了必要的理论分析和研究,为精炼工艺的制定提供依据.参考文献:[1] . . Å»¼À, . . Å»¼À. ¶ÀºѺĶǿÀ½À´ºÑϽ¶¼ÄÂÀ½½±³¼ºÃı½Î[M]. ºË±Ê¼À½±.1983.179-192. [2] . . º´ÀÂÑ¿. . . ¶½Ñ¿Éº¼À³. .¡. ÄÀ¾±Çº¿ . .À¿À¾±Â¶¿¼À. ¶Àºĺɶüº ÿÀ³Í½¶¼ÄÂÀÃı½¶Á½±³º½Î¿ÍÇ ÂÀȶÃÃÀ³[M]. ¶Ä±½½ÅÂĺÑ,Àü³±.1987.8-89.[3]徐世铮,刘沛环,刑玉录,等.喷射冶金用合成粉剂及其制造工艺:中国,8510031.1[P].1988.252材料与冶金学报第5卷。
钢中夹杂物的产生与去除途径李振旭钢中夹杂物对钢质量的影响越来越受到重视,怎样减少钢中夹杂物对钢材性能的影响,各大院校、钢铁研究机构有很多研究成果及文献。
生产清洁钢有很多措施与手段,在此不作详细介绍,我想就电弧炉单设备冶炼,结合很多的文献作一下具体分析与验证。
钢中夹杂物的来源无非有两大类:一、外来夹杂。
二、内生夹杂。
外来夹杂是由原材料、炉渣、耐火材料等引起的。
如炼钢的废钢带入的泥沙、铅锌砷锑鉍等,出钢时钢液混渣,炉衬、出钢槽、盛钢桶等耐火材料的侵蚀、冲刷剥离等造成的。
内生的夹杂物是由脱氧产物、析出气体的反应产物构成的。
一般脱氧产物称为一次夹杂。
二次夹杂为钢液从浇注温度下降到液相线,由于温度下降气体的溶解度下降析出而产生的夹杂物。
三次夹杂是金属在固相线下由于结晶而产生的。
四次夹杂是结晶完成后到常温过程中由于发生组织转变而产生的。
由此可以看出钢中的夹杂物大部分是一次夹杂和二次夹杂。
外来夹杂通过现场管理及使用优质耐火材料是可以控制或减少的,三、四次夹杂是无法消除的,故此不做讨论。
重点讨论一二次夹杂的产生与去除。
钢在熔炼的过程中为了去除由原料带入的杂质及有害元素,往往采取氧化法冶炼。
利用碳氧沸腾来增加熔池的动能,通过一氧化碳的排出将熔于钢液中的气体及夹杂物去除,氧化以后钢液得到净化。
但当氧化结束以后,钢液中存在较多的溶解氧及氧化铁,这种钢液在浇注时会因气体含量高而引起冒涨而导致无法使用,那么就要对钢液进行脱氧操作。
目前脱氧主要有沉淀脱氧、扩散脱氧及两种方法结合的综合脱氧法。
硅铁、锰铁是目前最常用的脱氧剂,其他的有铝、硅铝铁、硅锰合金、硅钙合金、硅钙钡、硅铝钡、硅镁、镍镁合金混合稀土等等。
用于扩散脱氧的有碳粉、硅铁粉、硅钙粉、铝粉、碳化硅粉等。
作为沉淀脱氧剂的硅铁、锰铁等直接加入钢液,它的脱氧产物是SIO2和MnO,MnS等,用铝作为终脱氧剂脱氧其产物是AI2O3,其中一部分会上浮排除,当然还会有部分存在于钢液中,造成氧化物夹杂。
轴承钢点状夹杂物成因及消除机理的探讨
1 夹杂物成因
轴承钢点状夹杂物是指在轴承精锻件表面上存在的散落的一些硬
性物质,一般为硬质磨料、金属颗粒、研磨颗粒、合金残留物等。
一
般情况下,它们是在制造过程中被其他金属粒子进入轴承精锻件表面,或是由于轴承精锻的原料的杂质性导致的,也有可能是安装使得夹杂
物进入密封下的。
2 消除机理
夹杂物消除的主要方式有采用抛光、热处理、氣力清理和物理化
学处理等方式。
抛光是最常用的夹杂物消除方式,这种方法是采用彼此间准备磨
料把夹杂物磨掉,对夹杂物消除效果较好。
热处理是把轴承精锻件放入高温下,使夹杂物在高温下熔化,然
后把夹杂物去掉,这个方法使轴承精锻件得到跳漆和表面变深,达到
清理夹杂物的效果。
气力清理是采用压缩空气加水分子粒子以及其它微小纳米粒子对
轴承夹杂物进行清理,这种方法可以去除较大的硬质磨料以及漆料等
物质,效果也很明显。
物理化学处理是一种新型的夹杂物消除技术,它采用特制的药液,可以彻底清除夹杂物,物理化学处理不仅能够有效移除夹杂物,而且
还能够在表面形成一层防护膜,从而保护表面,使轴承更加耐久。
4 结论
轴承的精锻件表面点状夹杂物的形成很重要,主要是由于精锻原
料的杂质性、制造过程中的夹杂物进入等原因导致,也可能还有安装
的原因。
为了解决点状夹杂物的问题,还可以采用抛光、热处理、气
力清理以及物理化学处理等技术来清除夹杂物,达到良好的消除效果。
钢中夹杂物控制原理钢中夹杂物控制原理钢中氧的存在形式T[O]=[O]溶+[O]夹(1)转炉吹炼终点:[O]夹=>0,T[O]→[O]溶=200~1000ppm [O]溶决定于:l 钢中[C],转炉吹炼终点钢中[C]与a[O] 关系如图l 渣中(FeO);l 钢水温度。
1 顶底复吹转炉炉龄C–Fe的选择性氧化平衡点根据式[C] + [O] = {CO} (1) lg (Pco/ac* [%O])= 1149/T–2.002以及反应[Fe] + [O] = (FeO)(2) lg aFeo/[%O] = 6317/T – 2.739得到反应(FeO)+ [C] = [Fe] + {CO} (3) lg (Pco/ac* aFeo)= –5170/T+4.736结论钢液中C-Fe的选择性氧化平衡点为[C]=0.035%,也就是说终点[C] < 0.035%时,钢水的过氧化比较严重。
图1-1的统计数据也说明了这点。
同时由式(1)可以求出此时熔池中的平衡氧含量为740ppm。
理论分析1)终点[C]-[O]关系1) 当终点[C]<0.04%时钢水的终点氧含量较高 2) 当终点[C]在0.02~0.04%范围时,有些炉次钢水氧波动在平衡曲线附近(区域Ⅰ)有些炉次钢水氧含量则远离平衡曲线(区域Ⅱ ,说明在该区域钢水过氧化严重。
2)温度对氧含量的影响20040060080010001200140016001800160016201640166016801700172017401760终点温度(℃)终点氧含量(p p m )终点[0]在终点[C] = 0.025~0.04%时,终点氧含量虽然较分散,但总的趋势是随着终点温度的升高,终点氧基本呈上升趋势。
1620℃~1680℃之间,氧含量总体水平较低,平均为702ppm,该范围的炉次共占总炉次的30%左右;出钢温度大于1680℃时,终点钢水氧含渣中(FeO+MnO )增加,终点[O]有增加趋势; 终点[C]<0.04%,渣中(FeO+MnO )增加且波动较大,说明此时吹氧脱碳是比较困难的,而铁则被大量氧化。

铁道车辆用车轴钢夹杂物分析及改善措施摘要:在铁道车辆中,车轴钢是非常总要的一项内容。
本文首先分析了LZ50车轴钢生产工艺流程,其次探讨了夹杂不合原因,最后就改进措施及效果进行研究,以供参考。
关键词:车轴钢;大颗粒夹杂物;炼钢;中间包;浸入式水口引言随着高碳铬不锈钢技术标准的不断升级,特钢行业对航空轴承材料的质量要求越来越高。
G95Cr18是高碳高铬马氏体不锈钢典型钢种之一,具有良好的耐蚀、抗高温能力,作为轴承材料在航空工业中得到广泛应用。
该钢中夹杂物(尤其是氧化物、点状夹杂)显著降低钢的塑性、韧性和疲劳寿命,使钢的加工性能变坏,对钢材表面光洁度和焊接性能有直接影响1LZ50车轴钢生产工艺流程国内某钢厂车轴钢采用80t电转炉冶炼-80tLF精炼-80tVD真空脱气—连铸准690mm大圆连铸坯—铸坯红送—热轧250mm×250mm工艺流程生产。
采用电转炉冶炼,其成分要求如表1所示。
出钢要求C0.10%~0.51%,P≤0.010%,出钢温度范围为1640~1680℃。
LF精炼主要采用铝脱氧,LF精炼工序在调白渣后,保持时间≥25min。
LF出钢参考温度为1655~1675℃;VD真空处理需在高真空度(≤67Pa)下保持时间≥20min;脱气目标:钢液中[H]≤1.5×10-6,软吹时间≥15min。
连铸过程中过热度保持在(25±5)℃,中间包使用碱性覆盖剂,保护渣采用车轴钢专用保护渣,连铸二冷水配水采用弱冷工艺,拉速控制在0.20~0.24m/min,同时配备有结晶器电磁搅拌(M-EMS)、二冷区电磁搅拌(S-EMS)、末端电磁搅拌(F-EMS)。
连铸坯在红送到加热炉后其预热温度为700~900℃,加热速度≤150℃/h,均热温度控制在1260~1290℃;开轧温度1200~1250℃,终轧温度控制在850~950℃。
2夹杂不合原因分析(1)扫描电镜及能谱分析。
钢中高的氧含量形成较多的氧化物夹杂,通过稀土让氧化物夹杂变性,最终呈点状夹杂形态,所以表现为点状夹杂超标。
管理及其他M anagement and other 轴承钢夹杂物控制技术研究吴尚海(湘潭钢铁集团有限公司、炼钢厂,湖南 湘潭 411100)摘 要:基于对我厂生产轴承钢的长期实验研究,基本掌握夹杂物来源以及应用控制技术。
关键词:轴承钢;夹杂物;控制技术中图分类号:TF777 文献标识码:A 文章编号:11-5004(2018)06-0177-2轴承钢生产控制技术代表钢铁企业生产技术水平高低,主要基于轴承钢在工业生产过程的重要性以及应用广泛性。
我国长期以来主要依靠进口高端轴承钢来满足工业需求,在不断研究下,目前已取得较大的进步[1,2]。
但就目前国内钢铁企业来说,主要生产轴承钢企业大部分为特种钢企业[3]。
湘潭钢铁集团炼钢厂在对设备进行升级改造之后,于2011开发出轴承钢生产技术,是少数掌握轴承钢生产技术企业。
我厂采用(铁水预处理)—转炉—CAS精炼—LF冶炼炉—240mm3/150 mm3连续铸钢的工艺线路。
我厂通过大量实验生产研究,攻克了夹杂物低量化难题,是具有国家冶炼轴承钢最新标准技术的生产企业之一。
下面就夹杂物的产生原理和控制措施进行探讨。
表1 我厂轴承钢控制化学成分(Wt%)牌号C%Si%Mn%P%S%Cr%Al%Ti%T[0] GCr15标准0.96~1.020.15~0.350.25~0.45≤0.020≤0.015 1.40~1.600.020~0.030≤0.0045≤0.00101夹杂物的产生原理和控制措施1.1 氧化夹杂物的主要来源主要来源分为内生夹杂和外来夹杂(二次氧化)。
大量实验研究证明,内生夹杂物主要在转炉脱碳去磷环节产生。
转炉脱氧不好到连铸坯产生以下几种有害夹杂物:(1)类铬钙酸盐夹杂(含Si,Al,Ca,S的铬的复合夹杂);(2)类铬硅酸盐夹杂(球状Si,Al,Mn,S的铬的复合氧化物);(3)Al2O3夹杂;(4)类夹杂(Si,Al,Mn的铬的复合氧化物);(5)类夹杂硫化钙。
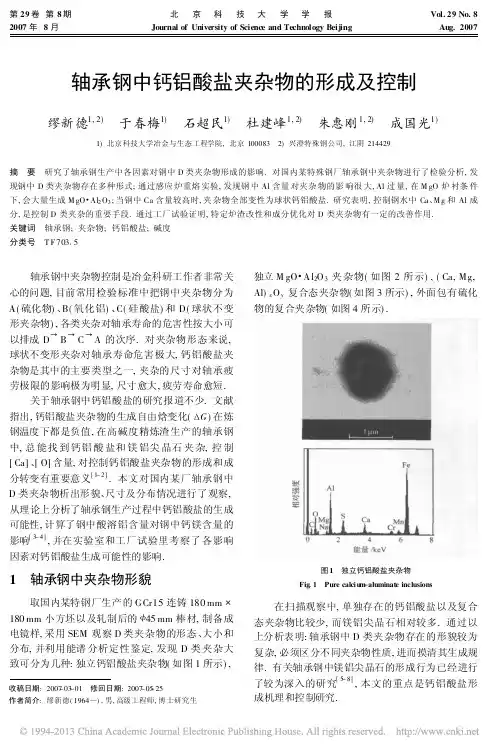
科技成果——轴承钢中非金属夹杂物控制关键技术技术开发单位北京科技大学技术领域钢铁冶金成果简介随着我国国民经济的不断发展,对轴承钢性能提出了更高的要求。
超纯净轴承钢被广泛地应用于高速铁路、风电装备、航空发动机、高档轿车变速箱、高速精密机床和长寿命冶金轧机等对使用寿命、可靠性、承载能力严格要求的领域。
超纯净轴承钢炼钢冶炼难度极高,主要是由于其钢中非金属夹杂物控制存在以下两个难题:(1)超高洁净度,总氧含量低于5ppm;(2)大颗粒夹杂物数量要求少,尺寸小于15μm。
近30年来,通过引进、消化和吸收,实现了大部分高端装备的国产化,但对高端装备用高可靠长寿命轴承的国产化一直没有解决。
因此,开发超纯净轴承钢中非金属夹杂物控制关键技术,为打破此领域国外产品及技术垄断、实现国内自主生产有重要意义。
(1)超纯净轴承钢精炼渣成分设计技术。
铝脱氧轴承钢都是通过高碱度精炼渣提升钢材的洁净度,减少钢中夹杂物数量。
高碱度精炼渣具有很高的脱氧脱硫能力,效率高,可生产超低硫轴承钢。
由于高碱度精炼渣中CaO含量高,易被钢中[Al]还原而进入钢液,从而生成Ds类夹杂,对轴承钢性能产生不利影响。
另外,高碱度使精炼渣熔点变高,成渣慢,炉渣流动性变差,会影响脱氧脱硫效果,有可能引起卷渣。
低碱度精炼渣由于碱度低,降低了CaO-Al2O3类夹杂的影响,但脱氧能力下降使得氧化物夹杂上升。
本项目研究应用Fact Sage 热力学计算软件,研究了不同精炼渣成分对钢液成分、夹杂物成分的影响,通过对不同精炼渣系进行设计优化,确定精炼渣成分;同时,本项目在碱度7-12范围内进行工业试验,考虑了不同碱度精炼渣对轴承钢洁净度和夹杂物成分的影响,从而更系统准确地确定了有利于超纯净轴承钢夹杂物控制的最优精炼渣成分。
图1 精炼渣碱度对渣中Al2O3和CaO活度的影响(2)超纯净轴承钢VD精炼控制技术。
在真空状态下吹氩搅拌钢液,促使夹杂物从钢液内排除,使钢的洁净度提高。
高级别轴承钢精炼过程中夹杂物的控制与研究摘要:为提升高级别轴承钢的精炼质量,延长轴承使用寿命,对钢精炼过程中的夹杂物进行控制与研究十分必要。
本文从高级别轴承钢和夹杂物的概念着手,全面分析了当前轴承钢精炼过程中夹杂物存在的情况,并对高级别轴承钢精炼过程中夹杂物的控制措施展开了详细阐述,以期为我国钢铁产业的发展做出一定贡献。
关键词:高级别轴承钢;精炼过程;夹杂物;控制与研究炉渣对钢水洁净度的影响很大,它的主要功能是:加强脱氧元素的吸附能力,避免钢水二次氧化。
在钢液的精炼过程中,熔渣内的多种物质对钢中的夹杂物具有很大的吸附和清除作用,因此有关部门利用轨钢LF精炼的废渣,对夹杂物的形态和分布的影响因素进行分析,并制定出一套完整的、高质量的钢精炼技术体系。
1.高级轴承钢及其夹杂物概述高级轴承钢在我国的工业生产和船舶制造等领域中得到了广泛应用。
由于其工作环境的特殊性和复杂性,相关行业对其质量的要求越来越高。
目前,国内常用的轴承钢包括高碳铬轴承钢、高温轴承钢、不锈轴承钢、渗碳轴承钢等,其应用范围因组织结构、成分、结构性能等性质而异[1]。
其中,高碳轴承钢是目前国内应用最广泛的一种。
1.轴承钢冶炼过程中的夹杂物控制问题2.1 钢液洁净度不足一般情况下,钢的含氧量不应超过10×10-4%,夹杂物的粒径也应小于15微米。
对于高品质产品,对氧含量和夹杂物的尺寸也有着更高的要求。
但实际生产中,这些要求难以满足钢铁冶炼的需要,导致钢液的清洁程度不足。
由于钢液中含有大量杂质,夹杂物的尺寸变大,从而降低了钢的整体质量。
2.2 精炼工艺有待改进国内轴承钢的质量问题主要是由于冶炼过程中存在大量的铝氧化物,如三氧化二铝和其他氧化物。
这些铝氧化物在精炼过程中没有及时上浮,导致轴承钢的组织均匀度下降,影响钢的整体质量。
在钢铁冶炼工艺和设备方面,受技术限制,国内轴承钢冶炼工艺与世界先进水平存在较大差距。
2.3 钢坯质量在线检测手段滞后钢坯的质量是制造优质钢材的重要前提。
轴承钢中TiN夹杂的形成机理及控制措施李广帮;魏崇一;贾吉祥;郭庆涛【摘要】针对鞍钢股份有限公司炼钢总厂轴承钢中存在大颗粒TiN夹杂物的问题,分析了TiN夹杂析出的热力学条件.通过优化转炉及精炼操作、加强连铸保护浇铸、控制钢铁料及合金料中的钛含量、优化钢中酸溶铝及精炼渣中氧化钛的含量,最终将轴承钢中的氮含量由0.0050%降至0.0038%,钛含量由0.0045%降至0.0013%.【期刊名称】《鞍钢技术》【年(卷),期】2019(000)004【总页数】4页(P24-27)【关键词】转炉;轴承钢;TiN夹杂【作者】李广帮;魏崇一;贾吉祥;郭庆涛【作者单位】鞍钢集团钢铁研究院,辽宁鞍山 114009;鞍钢集团钢铁研究院,辽宁鞍山 114009;鞍钢集团钢铁研究院,辽宁鞍山 114009;鞍钢集团钢铁研究院,辽宁鞍山 114009【正文语种】中文【中图分类】TF701轴承钢经加工、热处理等工艺制成套圈及滚动体,轴承在使用过程中条件非常苛刻,这就要求严格控制钢中夹杂物、气体及有害元素的种类及含量[1]。
随着铸坯凝固前沿钢液温度的降低,从钢液中析出的氮形成AlN及TiN夹杂,由于钛与氮有极强的亲和力,多形成TiN、Ti(CN)夹杂。
在轴承钢中氧含量逐渐降低的情况下,由于TiN比较粗大且坚硬,呈棱角状,所以TiN对轴承钢疲劳寿命的影响非常严重。
Yang等研究了TiN在凝固过程中的析出行为[2],Pak等对TiN的生成热力学进行了分析、计算和实验研究[3],但未对轴承钢工艺流程中各个工序的钛、氮控制进行研究。
鞍钢股份有限公司炼钢总厂在生产轴承钢时,发现在轧制后成品钢材中存在大颗粒的TiN夹杂物,这种硬而脆的夹杂物对钢材后续加工和使用时均产生不良影响。
本文通过热力学计算研究了轴承钢凝固过程中TiN的析出行为,并提出相应的氮、钛控制措施,以降低钢中的氮、钛含量,抑制TiN夹杂的生成,提高轴承钢的质量。
1 TiN析出热力学分析在轴承钢冶炼过程中,钢中的钛、氮反应热力学方程[4]如下:式中,ΔG0为标准自由能,kJ/mol;T为标准温度,K。
《装备维修技术》2021年第8期—373—小方坯轴承钢表面渣沟缺陷的原因分析与控制师军谦(河钢邯钢一炼钢厂)轴承钢是经济附加值较高的钢种产品,主要用于轴承套圈、滚珠、滚柱等轴承部件的加工与制造。
我厂生产的200×200的小方坯GCr15轴承钢,具有稳定的市场客户和销售渠道,与数十家轴承钢客户签订了供货合同,并且订货总量逐月提高,体现了良好的市场前景。
一炼钢厂作为公司线棒主力产线,年产7万吨200×200的小方坯GCr15轴承钢。
在轴承钢生产过程中,铸坯表面断续出现的表面纵向渣沟缺陷,甚至导致连铸漏钢和铸坯报废,严重影响生产和产品质量的提升。
为了满足高端市场客户的供货需要,进一步提升产品质量,一炼钢加强了技术攻关,对铸坯表面存在的渣沟缺陷的形成机理进行了分析。
通过改进结晶器保护渣,优化结晶器流场和温度场,调整结晶器冷却制度等措施,消除了轴承钢表面沟渣缺陷。
一、轴承钢表面渣沟缺陷的外观特征轴承钢表面渣沟多沿铸坯纵向分布,并且沟槽内还会出现条块状、点状等不规则形态的渣块。
渣沟的存在影响铸坯的可加工性能;严重时甚至导致连铸漏钢和铸坯报废。
通过对渣沟缺陷形貌的分析,认为渣沟主要具有以下外观特征和分布规律: (1)铸坯表面出现一道浅沟,铸坯外弧出现缺陷几率较大; (2)逐渐变深变宽的浅沟; (3)开始出现零星焊点状渗漏的较深沟; (4)焊点状渗漏逐渐密集的深沟; (5)深沟前方出现可见渣块; (6)铸坯冷疤缺陷消失; (7)相同部位的另一个循环。
二、轴承钢表面渣沟形成机理分析通过对现场结晶器的检查发现,每次铸坯表面出现渣沟缺陷时,结晶器内壁均存在大小不等的渣条;而且该渣条的大小厚度与位于结晶器内的坯壳上的渣沟形态基本吻合。
这也说明渣沟缺陷的产生与结晶器内渣条的存在有着密切的联系。
基于以上,我们对轴承钢表面渣沟形成机理进行了更深入的分析。
GCrl5轴承钢液相线为1455℃,浇铸温度要低于普通的碳钢。