最新金属材料失效分析案例-修正版.pdf
- 格式:pdf
- 大小:2.42 MB
- 文档页数:10

金属材料中的失效分析与寿命预测在制造业与工程领域,金属材料是最常用的一类材料。
然而,应用中的金属材料难免会出现各种失效现象,这些失效现象对于设备的正常运转和工作人员的安全带来了严重影响。
因此,了解金属材料中的失效分析和寿命预测方法,对于提升设备的可靠性和安全性具有重要意义。
一、失效类型及原因金属材料在使用过程中可能发生腐蚀、疲劳、应力腐蚀裂纹、焊接裂纹等多种失效类型。
其中,腐蚀是最常见的失效类型,它会导致金属材料的厚度减少、破损、变形等问题。
腐蚀的原因主要有化学腐蚀、电化学腐蚀、微生物腐蚀、高温氧化等。
疲劳失效与应力腐蚀裂纹也十分常见。
疲劳失效是由于金属材料在反复的应力作用下,逐渐发生微小的损伤,导致微小裂纹和最终失效。
应力腐蚀裂纹则是由于金属材料受到了应力和腐蚀的共同作用,导致表面出现裂纹,进一步导致金属材料的失效。
焊接裂纹是在焊接过程中出现的缺陷,如果不及时修复,很容易引发器件失效。
因此,在金属材料的制造过程中,严格的焊接操作非常重要。
二、失效分析失效分析是指对失效的机器或器件进行全面分析,了解失效原因和类型以及所受影响的程度并采取相应的措施。
在失效分析的过程中,需要从以下几个方面入手:1、问题描述问题描述是失效分析的第一步。
需要对失效的机器或器件进行详细的描述,包括发生时间、失效类型等信息。
2、样本采集样本采集是失效分析的关键步骤,需要从失效的机器或器件中采集样本进行检测分析。
样本的选取非常重要,需要选择与实际情况相似的样本,以便准确的分析失效原因。
3、试验检测试验检测是对样本进行全面检测。
通过显微镜、扫描电镜、X射线衍射仪等仪器检测样本的内部结构和组成,找到失效原因。
4、制定措施在对失效的机器或器件进行分析之后,需要制定相应的措施,以防止类似问题的再次出现。
常见措施包括更换损坏的部件、更改原零件的设计、采用更耐腐蚀的材料等。
三、寿命预测寿命预测是指根据机器或器件的使用条件和材料的性能,在其使用前或使用中预测其寿命。
材料缺陷引起的失效在大量的零件断裂事故中由于材料缺陷引起的失效占有相当大的比重。
材料缺陷包括金属夹杂物与非金属夹杂物,钢锭偏析、结晶偏析、气孔偏析,钢中的气体,铸造缺陷等等。
一、机车十字头断裂分析机车在行进途中十字头突然断裂。
十字头实物照片见图10-1。
十字头内侧板断口宏观形貌见图10-2。
图10-1 十字头断裂实物照片图10-2 十字头内侧板宏观断口1. 化学成分Wt(%)表:化学成份硫含量过高2. 机械性能表:机械性能3. 金相分析对内侧板断口的背面作硫印和低倍检验看出,铸件存在较严重的表面气孔,疏松以及硫的偏析等缺陷。
金相组织为铁素体+珠光体。
晶粒度5~6级,氧化物1.5级,硫化物3.0级。
4. 断口的宏观分析断口无明显的塑性变形,有明显的台阶存在,并隐约可见到贝纹线,属多源疲劳断裂内侧板断口疲劳源位于铸件表面一侧,源区表面光滑。
5. 扫描电镜分析从疲劳源区及疲劳裂缝扩展区切取试样,分别在电镜下观察。
观察发现内侧板断口的疲劳源区存在表面气孔和表面孔洞等缺陷,见图10-3和图10-4。
图10-3 表面气孔×30图10-4 表面孔洞×50在断口上可见到较多的显微空隙(疏松缺陷)见图10-5在疲劳扩展区中可见到疲劳辉纹及受研磨的形态。
这说明十字头断裂为机械疲劳断裂。
图10-5显微空隙通过对十字头断裂的综合分析,结论是以其铸件表面的气孔,孔洞等铸造缺陷为疲劳的机械疲劳断裂。
二、筛板断裂分析筛板热成型或热成型淬火后,在筛板筛孔边缘产生纵向和横向裂纹。
放置一段时间后裂纹尺寸增大、数量增多,甚致发生断裂。
1. 化学成分(Wt%)表:化学成分成分合格2. 断口分析宏观断口呈灰色、无金属光泽,断口分层,断口的边、角处氧化锈蚀,表明淬火加热之前钢板中存在有裂纹。
图10-6(a)是筛板纵向断口(断口表面与钢板表面平行)扫描电镜照片。
由图中可见断口以沿晶型断裂为主,晶界上有较多的颗粒状夹杂物。

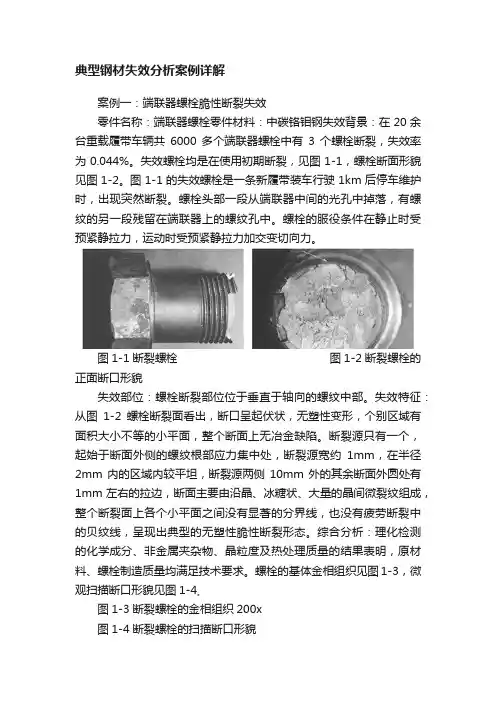
典型钢材失效分析案例详解案例一:端联器螺栓脆性断裂失效零件名称:端联器螺栓零件材料:中碳铬钼钢失效背景:在20余台重载履带车辆共6000多个端联器螺栓中有3个螺栓断裂,失效率为0.044%。
失效螺栓均是在使用初期断裂,见图1-1,螺栓断面形貌见图1-2。
图1-1的失效螺栓是一条新履带装车行驶1km后停车维护时,出现突然断裂。
螺栓头部一段从端联器中间的光孔中掉落,有螺纹的另一段残留在端联器上的螺纹孔中。
螺栓的服役条件在静止时受预紧静拉力,运动时受预紧静拉力加交变切向力。
图1-1断裂螺栓图1-2断裂螺栓的正面断口形貌失效部位:螺栓断裂部位位于垂直于轴向的螺纹中部。
失效特征:从图1-2螺栓断裂面看出,断口呈起伏状,无塑性变形,个别区域有面积大小不等的小平面,整个断面上无冶金缺陷。
断裂源只有一个,起始于断面外侧的螺纹根部应力集中处,断裂源宽约1mm,在半径2mm内的区域内较平坦,断裂源两侧10mm外的其余断面外圆处有1mm左右的拉边,断面主要由沿晶、冰糖状、大量的晶间微裂纹组成,整个断裂面上各个小平面之间没有显著的分界线,也没有疲劳断裂中的贝纹线,呈现出典型的无塑性脆性断裂形态。
综合分析:理化检测的化学成分、非金属夹杂物、晶粒度及热处理质量的结果表明,原材料、螺栓制造质量均满足技术要求。
螺栓的基体金相组织见图1-3,微观扫描断口形貌见图1-4。
图1-3断裂螺栓的金相组织200x图1-4断裂螺栓的扫描断口形貌查找生产作业,发现当初螺栓拧紧装配时,实际拧紧力矩远大于设计规定的力矩。
为对比分析,取9枚螺栓实物(8枚已使用无问题的螺栓,1枚未使用螺栓),进行强断拉伸试验。
螺栓拉伸试验断口的断裂源也同样位于一侧螺纹根部应力集中处,属于线断裂源,断口形貌平齐,见图1-5。
断口微观形貌见图1-6。
两种断口形貌对比见表1-1。
图1-5合格螺栓断口形貌(一) 图1-6合格螺栓断口形貌(二)表1-1两种断口形貌对比断口 失效件断口 无问题实物断口断口典型 形貌 断裂源附近的断面主要为沿晶断裂,呈冰糖 状,无明显塑性变形,还有少量韧窝。
金属腐蚀失效分析1腐蚀失效分析的目的和意义凡机械设备、生产装置、桥梁、飞机、船舶及海洋设施等或其零部件在使用过程中,由于腐蚀的原因,使之达不到设计规定的功能,或者产生破断,或者不能安全可靠地进行运转和继续服役,均称之谓腐蚀失效。
金属腐蚀是金属设备与构件破坏的重要形式之一,对因腐蚀而破坏的设备与构件进行分析称为腐蚀失效分析,其主要目的是:①寻找失效的原因,避免类似腐蚀失效事故的重演;②消除隐患,克服生产中的薄弱环节,提高设备的制造质量,保证安全运转和延长设备的使用寿命;③改进设备结构设计和提高设备的性能,保证设备的先进性;④制订合理的操作工艺和操作规程;⑤发现与发展防腐蚀新理论、新材料和新技术为生产服务。
2腐蚀环境与腐蚀失效类型间的关系环境对腐蚀失效有着直接的关系。
表1列出了各类腐蚀失效在化工企业767件事故中所占比例。
表2列出了工程中常见的金属腐蚀失效破坏类型的特征及产生的条件。
表1各类腐蚀失效事故在767件事故中的比例表2 工程中常见的金属腐蚀失效破坏类型的特征及产生的条件3.1环境因素它主要是指环境介质的组分、浓度、温度、压力、酸度、导电性等物理、化学及电化学性能,这些参数与腐蚀过程息息相关,因此,在进行腐蚀失效分析时,首先必须弄清产生腐蚀的环境介质条件。
3.2材质因素腐蚀过程是环境介质与金属材料表面或界面上发生的化学或电化学反应过程,因此金属材料是腐蚀过程一个重要组成部分。
从材质来看,主要有以下儿个方面值得特别注意:①金属材料的冶炼质量。
它主要是指金属材料的化学成份、非金属夹杂、浇注时的缩孔、偏析和夹渣等现象以及冷却过程中可能产生的白点等缺陷。
②金属材料加工质量。
它主要是指在轧制、锻造和挤压成材时,在加热过程中可能产生的沿晶氧化(过烧)、折叠、分层、带状组织和组织不均匀性等缺陷;在冷却过程中由于冷却速度过快可能产生的微裂纹以及焊接过程中出现的各种缺陷和热影响区的种种不利因素。
③热处理不当。

金属零件失效分析及实例一、轴的失效分析1.1 轴的失效类型轴是用来支承旋转,并传递动力和运动的部件。
轴可以承受各种类型的载荷,如拉伸、压缩、弯曲或扭转及各种复合载荷。
有时还承受振动应力。
在这些载荷作用下,使轴失效的最常见的类型是轴的疲劳断裂。
疲劳破坏起始于局部应力最高的部位,有些机械由于设计、制造、装配和使用不合理,也造成轴过早地发生疲劳断裂。
轴的疲劳通常可分为3种基本类型:弯曲疲劳、扭转疲劳和轴向疲劳。
弯曲疲劳可由下面几种类型的弯曲载荷造成:单向的、交变的和旋转的。
在单向弯曲时,任一点的应力都是变动的,变动应力只改变大小而不改变方向。
在交变弯曲和旋转弯曲时,任意一点的应力都是交变的,即应力在方向相反的应力之间循环变化。
扭转疲劳常因施加变动或交变的扭转力矩产生。
轴向疲劳则由于施加交变或变动的拉伸—压缩载荷的结果。
承受了变应力的轴,由于机械的或冶金的因素,或两者综合的结果导致轴的疲劳断裂。
机械影响因素包括了小圆角、尖角、凹槽、键槽、刻痕及紧配合处。
冶金影响因素包括了淬火裂纹、腐蚀凹坑、粗大的金属夹杂物及焊接缺陷等。
疲劳破坏占失效轴的50%以上。
在低温环境中或是在冲击及快速施加过载时,将会使轴发生脆性断裂。
脆性断裂的特征是裂纹以极高的扩展速度(大约1800m/s或更大)发生突然断裂,而在断裂源处只有小的变形迹象。
这种类型的断裂特征是断裂表面上存在着鱼骨状或人字形花样的标志,人字形的顶点指向断裂源。
一些表面处理能使氢溶解入高强度钢中,使轴脆化而断裂,例如,电镀金属会引起高强度钢的失效。
轴的韧性断裂(显微空穴聚合的结果)在断裂表面上呈现有塑性变形的迹象,类似在普通拉伸试验或扭转试验试样中所观察到的情况。
对拉伸断裂的轴这种变形,用目视检验是容易见到的,但是,当轴扭转断裂时,则变形是不明显的。
在正常工作条件下轴很少发生韧性断裂。
但是,如果对工作要求条件估计过低,或者所用材料强度达不到预定数值,或者轴受到单一过负载,也可能发生韧性断裂。
金属材料失效分析的新方法摘要:近年来,随着金属材料在生产和生活各个领域的使用越来越多,材料失效问题越来越明显。
材料的失效主要是指材料和设备的尺寸,形状或组织的变化,使机械零件无法完全发挥其预期功能。
金属材料在各种工程应用中失效的方式主要是由断裂,腐蚀,磨损和变形引起的。
金属材料测试的分析领域包括黑色,有色金属,机器和部件的机械性能,化学,金相,精密测量,无损检测,耐腐蚀性和环境建模。
关键词:金属材料;检测问题;失效分析金属材料的存在可能会影响测试结果的准确性,因此,为了确保材料的高精度,在测试过程中避免外部因素的影响非常重要。
同时,它可以在设计中得到很好的应用,现有的测试必须采用新的测试方法,以满足不断改进的要求,提高测试的整体质量。
一、金属材料检测分析1.金属的分类。
黑色金属是提高相关行业的主要金属,而铁基和铬钨锰合金是现代工业生产中的重要材料,在正在进行的测试中,含铁物质与水和氧发生反应,产生腐蚀性物质,影响测试结果,也可能影响使用的直接效果,随着新材料的出现,金属材料的应用范围迅速发展。
在目前使用的金属材料中,人们根据金属材料的特性选择金属材料,丰富了相关的使用方法,改变了金属材料的种类,以确保更多的金属产品的出现。
有色金属是铝、铜、铁和其他相关合金。
青铜和钢是现代工业生产中最重要的材料,特别是钢铁,是日常生活中最常用的材料,具有高强度和高熔点的重要特征,它的形状也是一个重要的特征。
钢材应用广泛,简单,在当前的施工过程中具有很大的实用价值,各种金属材料满足不同人群的需求,在社会发展中发挥着重要作用。
2.内容。
金属材料在现代社会的发展中发挥着重要作用,并使用在许多行业中。
因此,在检查过程中,有必要以各种方式启动检查。
测试从检查黑色金属,在第二阶段,研究金属材料的组成和尺寸。
当谈到金属材料时,更多的是元素测试,测试特性和测试组件是两个重要因素。
首先是物理和化学测试。
检查牌号和材料的完整性,包括成分分析,测试和其他相关问题。