材料成形装备及自动化 教学课件 ppt 作者 樊自田 第2章(1)
- 格式:ppt
- 大小:5.10 MB
- 文档页数:38


一、无模铸造的基本概念无模铸型制造工艺(Patternless Casting Manufacturing,PCM)是将快速成形技术应用到传统的砂型制造工艺中。
PCM工艺也是基于快速成形技术的离散/堆积成形原理,但它是不同于传统砂型制造工艺的造型方法。
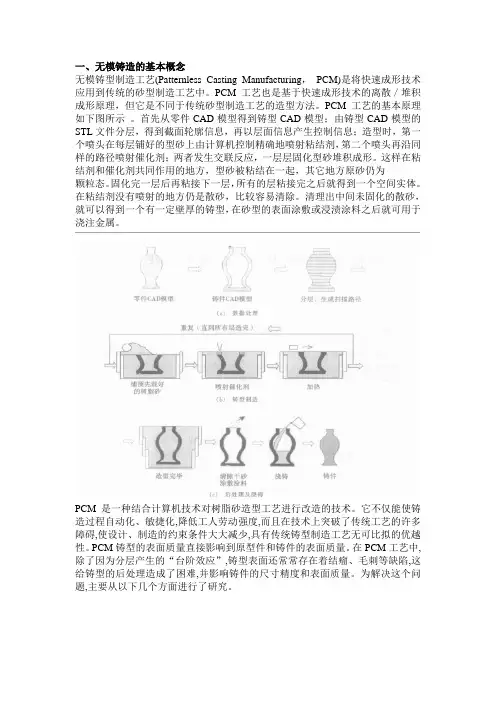
PCM工艺的基本原理如下图所示。
首先从零件CAD模型得到铸型CAD模型;由铸型CAD模型的STL文件分层,得到截面轮廓信息,再以层面信息产生控制信息;造型时,第一个喷头在每层铺好的型砂上由计算机控制精确地喷射粘结剂,第二个喷头再沿同样的路径喷射催化剂;两者发生交联反应,一层层固化型砂堆积成形。
这样在粘结剂和催化剂共同作用的地方,型砂被粘结在一起,其它地方原砂仍为颗粒态。
固化完一层后再粘接下一层,所有的层粘接完之后就得到一个空间实体。
在粘结剂没有喷射的地方仍是散砂,比较容易清除。
清理出中间未固化的散砂,就可以得到一个有一定壁厚的铸型,在砂型的表面涂敷或浸渍涂料之后就可用于浇注金属。
PCM是一种结合计算机技术对树脂砂造型工艺进行改造的技术。
它不仅能使铸造过程自动化、敏捷化,降低工人劳动强度,而且在技术上突破了传统工艺的许多障碍,使设计、制造的约束条件大大减少,具有传统铸型制造工艺无可比拟的优越性。
PCM铸型的表面质量直接影响到原型件和铸件的表面质量。
在PCM工艺中,除了因为分层产生的“台阶效应”,铸型表面还常常存在着结瘤、毛刺等缺陷,这给铸型的后处理造成了困难,并影响铸件的尺寸精度和表面质量。
为解决这个问题,主要从以下几个方面进行了研究。
1、提高扫描线的质量在PCM工艺中,扫描线的质量决定了铸型轮廓的质量。
采用离散式喷头,喷射得到的扫描线具有离散特征。
首先要减小喷嘴直径(孔径),同样的条件下,喷嘴直径小,流量就小,线宽就小,扫描线质量就越高。
为了避免喷头堵塞和提高造型效率,喷嘴直径不能太小。
其次要根据扫描速度,设置较高的振动频率和中等的占空比,这样可使喷射的液滴更细小,单元体和间隙更小。
《材料成型装备及自动化》课程教学大纲一、课程名称(中英文)中文名称:材料成形装备及自动化英文名称:Material Forming Equipment and Automation二、课程编码及性质课程编码:0809571课程性质:专业核心课,必修课三、学时与学分总学时:48学分:3.0四、先修课程机械原理、机械设计、工程控制基础、液压传动、材料加工工程五、授课对象本课程面向材料成型及控制工程专业学生开设,也可以供材料科学与工程专业和电子封装技术专业学生选修。
六、课程教学目的(对学生知识、能力、素质培养的贡献和作用)本课程是本专业的核心课程之一,其教学目的主要包括:1. 系统全面掌握材料成形装备及自动化方向的专业知识,具备应用这些知识分析、解决材料成型及控制工程专业中的成形装备及其自动化控制复杂问题的能力;2. 掌握各种类材料成形设备的工作原理、结构特点、应用范围、控制方法等,具备操作、调控设备及仪器参数,进行测控和维护的能力;3. 理解不同材料的成型特点与共性问题,掌握金属材料成形(含铸、锻、焊)、高分子塑料成形、快速成形等典型工艺装备及其自动化控制系统,具备针对不同需求设计研发各类材料成型新设备的能力;4.了解材料成形装备及自动化技术的发展前沿,掌握其发展特点与动向,具备研发高端材料成型装备及控制系统的基础与能力。
表1 课程目标对毕业要求的支撑关系七、教学重点与难点:教学重点:1)材料的种类繁多,成形方法及装备各异,本课程以介绍材料的成形装备为主体、以讲述成形装备的自动化为重点;2)在全面了解与掌握材料成形装备种类及结构特点的基础上,重点学习金属材料成形、高分子塑料成形、快速成形等装备及其自动化技术;3)课程将重点或详细介绍各种材料成形装备及方法中的主要设备和自动化程度较高的新型设备,而对次要设备或较旧式设备只作简要介绍或自学。
4)重点学习的章节内容包括:第2章“金属液态成形装备及自动化”(8学时)、第3章“金属塑性成形装备及自动化”(8学时)、第4章“金属连接成形装备及自动化”(8学时)、第6章“快速成形装备及控制”(6学时)。
金属塑性成形发展趋势数控成形、精密少切削、柔性加工与计算机,数控,微电子结合。
1液压机原理以液体为介质来传递能量实现压力加工的设备特点获得大的工作力,长时间保压,长行程,滑块能在全行程的任意位置发挥出全部力,能够停留或返回;力、速度和行程可在一定范围内任意调节。
慢速,效率低基本参数公称力液压机的主参数,反映设备主要工作能力。
为液压机名义上能发出的最大工作压力,数值上等于液体最大压力×工作柱塞总工作面积开口高度H活动横梁停在上限位置时从工作台上表面到活动横梁下表面的距离。
开口高度是重要参数,影响液压机总高,立柱长度,安装厂房高度,模具高度最大行程S活动横梁能够移动的最大距离。
根据工件成形所需最大行程确定允许最大偏心距工件变形阻力接近公称力时所能允许的最大偏心值2板材冲压液压机用来进行板料的冲裁、弯曲及拉深成形等工序原理1机架的上横梁由四根立柱支承,通过立柱内的拉杆预紧固定,形成一个封闭的预应力框架,承受冲压变形压力。
拉深工作缸和压边工作缸均安装上横梁内,拉深柱塞与拉深滑块联接固定,压边柱塞与压边滑块联接固定2每根机架有两根可调导轨,分别作为拉深滑块和压边滑块的导向。
滑块需要导向机构保持直线度和垂直度3下横梁上面装有移动工作台,并可前后移动,以便更换模具,在下横梁下部中间装有顶出缸,通过顶杆顶出制件或成形内凹形制件。
在拉深滑块和压边滑块的下平面均开有T形槽以分别固定上模的凸模部分和压边部分,在工作台的上平面也开有T形槽,用于固定下模部分。
3锻造液压机自由锻造液压机,在液压机压力的作用下,通过上下砧块和一些简单的通用工具,使钢锭或坯料产生塑性变形,以获得所需形状和尺寸的锻件基本本体结构单臂式、四柱式、上传动、双柱下拉式3精冲压力机机械式,液压式原理1冲裁过程,受3个力。
齿圈压边力P齿,同时,反向顶杆产生的背压力P反与齿圈压板力作用方向相反,将材料夹紧。
主冲裁力P冲由传动系统产生。
变形区处于三向压应力状态2卸裁过程,受2个力。

材料成型装备及自动化第二章1.冲天炉的结构、部分作用、工作原理。
(P14 图2-1)结构:炉底、炉体、炉顶,三部分组成。
作用:炉底:支撑作用炉体:冲天炉主要工作区域炉顶:排出炉气工作原理:空气经鼓风机升压后,送入风箱,然后,由各风口进入炉内,与底焦层中的焦炭,发生燃烧反应,生成大量的热量和CO、CO2等气体。
高温炉气向上流动,使底焦面上的第一批金属炉料熔化。
熔化后的液滴在下落过程中,被进一步加热,温度上升。
高温液体汇集后,由出铁口放出,而炉渣则由出渣口排出。
2.感应电炉的工作原理。
当线圈中通一定频率的交流电时,在坩埚中产生磁场,使得处于该磁场内的金属材料中,形成感应电流。
由于,金属材料有电阻,因此金属材料便发热而熔化。
3.气压式自动浇注机的工作原理。
在密封浇包的金属液面上,施加压力,金属液在压力的作用下沿浇注槽上升,金属液到达浇注口后,便自然下落,浇入到铸型。
浇注完毕,金属液面上的气体泄压,金属液回落。
为保证浇注平稳,浇筑前,金属液面上应施加一个预压力,使金属液到达浇注槽的预定位置,而且每浇注一次,浇包内的金属液面下降,该预压力应随着液面的下降而自动补偿。
4.旧砂再生方法:干法再生、湿法再生、热法再生5.震击/震压造型机的震击紧实原理。
工作台砂箱连同型砂被举升到一定高度,然后下降与机体发生碰撞。
撞击时,型砂的下落速度变成很大的冲击力,作用在下面的型砂上,使型砂层层得到紧实。
震击若干次后,可得到所需的型砂紧实度。
6.紧实率:粘土砂的紧实率是指湿态的型砂混合料在一定紧实力的作用下其体积变化的百分率,用试样紧实前后高度变化的百分数来表示。
7.压实造型:用直接加压的方法,紧实型砂。
8.射砂紧实:利用压缩空气,将型(芯)砂以很高的速度射入,型腔或芯盒内,而得到紧实。
9.垂直分型无箱射压造型机的工作原理。
造型室由造型框及正反压板组成。
正反压板上有模样,封住造型室后,由上面射砂填砂;再由正反压板两面加压,紧实成两面有型腔的型块;然后,反压板退出造型室,并向上翻起,让出型块通道;接着,由正压板,将造好的型块从造型室退出,且一直前推,使其与前一块型块推合,并且还讲整个型块列,向前推过一个型块的厚度;此后,正压板退回,反压板放下,并封闭造型室,机器进入下一造型循环。


1.材料分类:金属材料、无机非金属材料、高分子材料、复合材料等种类。
2.金属材料包括钢铁、铜合金、铝合金、镁合金等。
高分子材料包括塑料、树脂、橡胶等。
无机非金属材料几乎包括除金属材料、高分子材料以外的所有材料,主要有陶瓷、玻璃、胶凝材料(水泥、石灰和石膏等)、混凝土、耐火材料、天然矿物材料等。
3.复合材料是指由两个或两个以上独立的物理相,包括粘结材料(基体)和粒料、纤维或片状材料所组成的一种固体产物。
4.常见的金属材料热加工成形方法:1)铸造成型:(1)重力作用下的铸造成形:砂型铸造、金属型铸造、熔模铸造、消失模铸造;(2)外力作用下的铸造成形:离心铸造、压力铸造、低压铸造、挤压铸造。
2)塑性成形:轧制塑性成形、挤压塑性成形、拉拔塑性成形、自由锻成形、模锻成形、板料冲压成形。
3)焊接成形:电弧焊、电渣焊、电子束焊、等离子弧焊、电阻焊、摩擦焊、钎焊。
5.装备在材料成形加工中的作用:1)大大提高了生产率,降低了工人的劳动强度;2)提高了产品质量与精度,降低了原材料消耗;3)缩短了产品设计至实际投产时间;4)减少制品的库存;5)改善操作环境,实现安全和清洁生产。
铸造1.铸造可分为“砂型铸造”和“特种铸造”。
2.铸铁合金广泛采用冲天炉熔化,铸钢常用电弧炉或感应电炉熔炼,铝合金常用电阻炉或油、气炉熔化等。
3.砂处理设备的分类:1)新砂的处理、贮存、输运系统2)旧砂的回用和再生系统3)辅料的贮存和输运系统4)型砂的混制和输运系统5)型砂质量控制系统4.旧砂处理装备:夹杂物分离设备、旧沙冷却装备等。
对于化学粘结剂砂还包括旧砂再生设备。
5.混砂装备:按混砂装置可分为碾轮式、转子式、摆轮式、叶片式、逆流式等。
原理:1)碾轮式混砂机:适用于小零件。
传动系统带动混砂机主轴以一定转速转动时,安装在主轴十字头两侧的碾轮随之旋转,由于与砂层接触,碾轮又绕自身水平轴自转,在转动过程中将砂层压实。
安装在十字轴另两侧的刮板则将压实的砂层翻起、松散。