整经机的基本构造与工作原理.
- 格式:ppt
- 大小:1.43 MB
- 文档页数:33

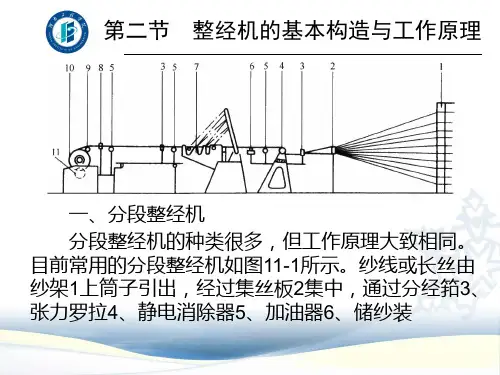
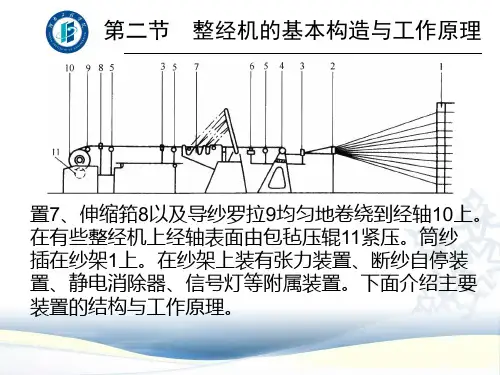
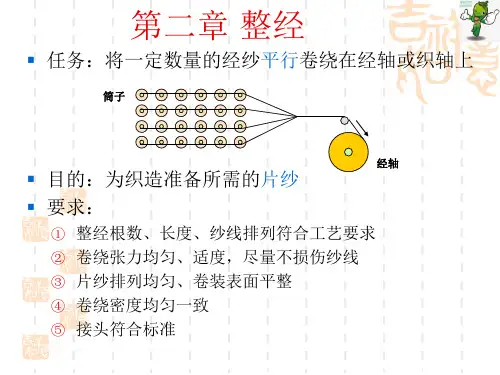
整经机的结构性能分析整经作为织造的一个重要步骤,其方法可分为:分批整经、分条整经、分段整经和球经整经。
它们有一个共同点:将筒子架上的几百根纱线同时卷绕到整经滚筒或整经轴上。
一、分条整经机本文主要介绍GA169系列新型分条整经机是由原国家八五科技公关项目-分条整经机组的主要设计人员于2002年推出的最新产品,设计人员依据十多年的的设计与制造分条机的经验、并参照前国际同类产品性能特征,对原分条整经机张力控制系统及主要的机械结构-整经传动,位移传动,刹车及阻尼系统做了较大的技术改进,使该产品,性能完全达到国际先进水平,是替代进口产品的理想选择。
GA169系列分条整经机适合用于精毛纺织物、粗毛纺织物、化纤长丝织物、色织物、真丝织物、毛巾织物及特种产业用纺织品等品种的分条整经。
可作为剑杆、片梭、喷气、喷水等无梭织机的织前准备设备,只织造厂开发各种高档织物、特种织物,提高产品质量和生产效率的优选设备。
主要功能及技术特征:1、机、电、气一体化设计、德国西门子PLC控制、高性能、智能化操作。
2、整机机构。
本机采用主机整体安装于地轨上,整体机架在地轨上由伺服电机控制移动,倒轴部分,分绞筘架,筒子架固定,整经工作时,条带相对于分绞架和筒子架中心不变,边纱张力均匀。
3、整经滚筒与传动。
固定锥体的钢质大滚筒经高精度动平衡校验,整经传动为交流变频器控制交流电机驱动大滚筒实现恒线速运动,整经线速和整经慢速度在触摸屏上设定。
4、导条位移。
由交流数字伺服驱动的导条位移机构直接接受大滚筒传感器的数字信号,随动式同步工作,响应快,精度高。
同时整经机伺服传动一改传统的丝杠传动或齿轮条传动,采用直接驱动主动滚轮,避免机器抖动,减少机器安装难度。
5、等距离卷绕。
整经操作台前后移动是由步进驱动系统控制的,整经过程中整经台均匀后退,导纱线张力均匀。
6、定幅筘。
前定幅筘安装在带滑块的导轨上,通过气缸可自动控制定幅筘的位置,工作时定幅筘紧靠导纱辊,有利于减少条带扩散,停机时自动后退,方便操作。
分批整经机的工艺流程介绍
分批整经就是将全幅织物所需要的经纱总根数先分成n批,每批经纱根数尽可能相等,分别卷绕成n只经轴,然后将这n只经轴通过浆纱机(或并轴机)进行并合,按规定长度卷绕到织轴上,为织造工序作准备。
纱线在经轴上的名义卷绕长度等于织轴上卷绕长度的整数倍。
因此,—组(n只)经轴在浆纱机(或并轴机)并合后将先后生产出多只织轴。
为了避免浆纱时出现小轴,纱线在经轴上实际卷绕长度除了要考虑浆纱伸长外,还应加上浆纱机上机和了机的回丝长度。
同时,经轴的轴向长度应稍大于织轴的轴向长度,以利于后道浆纱工序的上浆和烘干。
分批整经的整经速度快(—般为200—350m/min,高速整经可达1300m/min),生产效率高,适于大批量生产;缺点是容易产生短码,回丝多,对于多色或不同捻向经纱的整经,色经的排列困难,因此只能用于白坯织物或单色织物的整经。
并且,分批整经制成的经轴大多数需经过浆纱工序以形成织轴。
分批整经机由筒子架和整经机机头两部分组成。
筒子架1上安插圆锥形筒子2.纱线自筒子上引出后经张力装置3、断纱自停装置4、导纱瓷板5,再通过导棒6汇成经纱片进入整经机机头。
在机头部分,经纱片穿过伸缩箱7,绕过导纱辊8而卷绕在经轴9上。
对于普通分批整经机,经轴装在经轴臂10的轴承内,经轴臂的头端挂有加压重锤11.使经轴紧压在大滚筒12上。
滚筒积极传动,通过两者的表面摩擦带动经轴完成卷取运动;对于新型分批整经机,经轴为直接传动,并采用直流电动机调速,或者交流电动机变频调速,或者液压无级变速器调速,由压辊13完成对经轴的加压作用。
第二章整经第一节整经筒子架整经机筒子架,位于机器后方。
一、筒子架的作用及分类:1 .作用便于按一定规律放置筒子,同时可调节纱线的张力,使纱线单纱及片纱张力均匀。
2 .分类按筒子的补充方式分为:单式、复式筒子架(1)单式筒子架的特点:当筒子用完后,可采用集体换筒,目前高速整经机均采用此法。
①有利于片纱张力均匀。
因筒子架尺寸相对较小,前后上下的张力差异较小;采用集体换筒,筒子的尺寸基本一致,所以有利于张力均匀。
②采用集体换筒,纱线断头率低,有利于高速生产。
单式筒子架容量一般为500~848个(整经根数)(2)复式筒子架的特点:两只筒子交替供应,一只工作筒子的纱尾与预备筒子的纱头相接,可使生产连续进行,减少仃台时间。
但筒纱转换时,纱线张力猛增,易产生断头,且造成张力不匀,占地面积较大,国产1452系列整经机配备筒子架整经根数最多640根。
(筒子座数:640X2=1280个)介绍几种典型筒子架结构:①标准固定式:(如下图) 无专门的换筒机构,筒纱用完后,靠人工换纱,所以换筒仃机时间长,一般适用于小批量多品种的色织整经,与分条整经配套。
⅛M1⅛≡LC m②回转式筒子架:筒子架分成许多组,每组为一个回转型单元。
每组有工作筒子、预备筒子,当筒子用完,可通过旋转180°将预备筒子转到工作状态使用,可节省换筒时间。
③V型循环链式:纱架内侧为预备筒子,外侧工作筒子,用完后按动按钮,循环链开始工作,将外侧空筒转到内侧,内侧满筒转到工作处,筒子架内侧有较大空地,可存放筒子。
15min便可完成换筒工作,省时、减轻工人劳动力强度。
④复式筒子架:工作、预备筒子,张力陡增、断头增多、省换筒时间。
二、断头自停装置:筒子架上装有断头自仃装置和信号指标灯。
当纱线断头,自仃装置发动关车并显示断头位置,便于挡车工找头,防止断头卷入经轴。
其灵敏度直接影响整经速度提高。
目前国内应用较多的自仃装置有接触式和光电式自仃装置,当然还有一些其它,静电感应式。
新型整经机的原理
新型整经机的原理类似于传统的整经机,即通过沿着经线方向引导纱线的过程来帮助织机整齐地织入纱线。
然而,新型整经机采用了先进的电子技术,可以自动地调整经线的张力和速度,并且可以根据需要实现精确的纱线排列。
通过这些技术的应用,新型整经机可以在制造过程中提高效率和质量,并且节省人力成本。
此外,相比传统整经机,新型整经机的操作更加简单,更加容易掌握,并且可以实现更高的产量和更好的织品质量。