滚珠丝杠热分析
- 格式:pdf
- 大小:1.21 MB
- 文档页数:2
数控机床热误差特性分析苗恩铭;高增汉;党连春;苗继超【摘要】Thermal errors of CNC machines were different under actual cutting and spindle idling. The methods of fuzzy clustering and F statistics were used to classify temperature variables,as well as to confirm the best threshold.Then the temperature sensitive points were selected according to grey correlation among temperature variables and thermal errors.At last,a model among temperature sen-sitive points and thermal errors was built.The results show that temperature sensitive points will be changed under two situations,the model under different situations can not be used mutually-interchan-ging.The model under actual cutting should be used prior during actual production.%对数控机床在主轴空转和实切状态下的热误差特性进行了比对分析。
利用模糊聚类和 F 统计量确定了最佳的分类及分类阈值,根据温度与热误差之间的灰色关联度确定出温度敏感点,进而建立补偿模型。
对实验结果的分析表明,温度敏感点在两种状态下是动态变化的,不同状态下的补偿模型并不通用;实际生产中的热误差补偿应优选实切状态下的热误差模型。
机床机械结构与性能优化探析摘要本文介绍了数控机床工作的基本原理以及技术特点,分别从机床的机械结构和性能两个方面进行了优化分析,并针对具体的情况给出了提高数控机床生产力的建议。
关键词数控机床;性能优化;机械结构中图分类号tg659 文献标识码a 文章编号 1674-6708(2013)94-0057-02把传统的数控机床与通用机床进行比较,我们就会发现,在机械结构方面他们几乎没有什么实质性的差别,数控机床仅仅是对机床刀架、自动转位、自动变速和手柄的具体操作方面做出了一些改进。
但是,随着科技的不断进步,数控技术也有了长足的进步,基于其在具体操作和控制技术等方面的特点,对于数控机床的工作效率、使用寿命和精密度有了更加严格的要求。
这就促使我们对机床的机械结构和性能进行更深层次的探索和研究。
1 机床机械结构的优化方案我们知道,数控机床是一种根据已有数控程序或者录入的数字信息指令进行自动化加工的设备。
长时间的工作之后,机械很容易会发生一定程度上的变形,而这种几何精度上的误差很难在加工工作中人为的进行修复和调整。
所以,一定要争取把机械结构部分的变形率降到最低,保证加工部件的质量和精度。
机械结构中,主轴承受的劳动强度较高,不仅要选取三支撑的构造方式,在选择轴承的方面也要注意刚度的要求,只有这样才能减少主轴在轴向以及径向上的磨损和变形。
对于机床上机械结构的大件,要提高刚度首先应该对床身进行封闭处理,通过液力平衡减少位置的变动,减少机床的变形。
机床的承载能力也就是对机床部件之间接触刚度的要求,应用刮研的手段能够使接触面的接触点增加,并能够使结合面的预加载荷满足较大压力的需求。
以上几种措施都能够使接触面的刚度得到有效的增强。
为了保证数控机床的加工能力,在对静态刚度进行强化之后,还要进行动态刚度的提高。
目前,常用的提高动性刚度的方法有三种,系统刚度的提高、部件的调整以及阻尼的增加。
其中,增加阻尼系数是比较常见也是最有效的方法,事实证明,调整抗振性的有效方法就是加强阻尼。
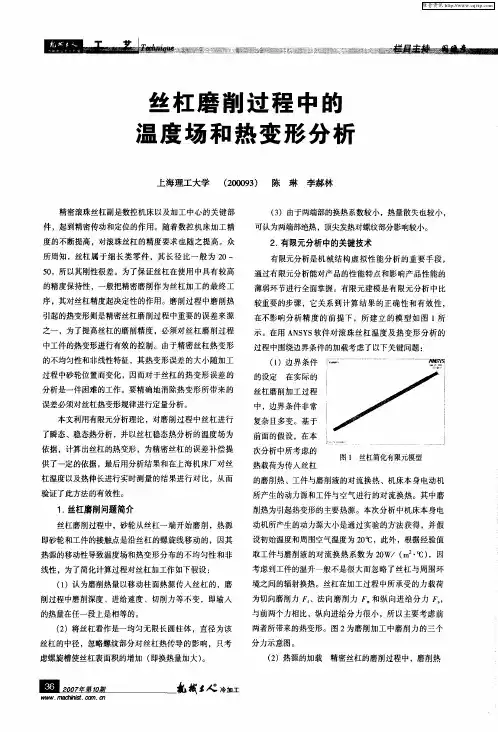
滚珠丝杠副热变形计算分析及可视化李凌丰;管灵波;张振然;陈豪【摘要】以传热学原理为基础,探讨温升对滚珠丝杠副的影响.首先确定热流密度系数及对流换热系数,然后借助有限元分析软件ANSYS,建立滚珠丝杠副的有限元模型,计算求解温度场及热变形.仿真云图显示:滚珠丝杠以1350r/min旋转时,其温升达到3.8℃,引起8.32μm的热变形.【期刊名称】《图学学报》【年(卷),期】2014(035)001【总页数】6页(P10-15)【关键词】滚珠丝杠;热变形;有限元分析;仿真云图【作者】李凌丰;管灵波;张振然;陈豪【作者单位】浙江大学机械工程学系工程及计算机图形学研究所,浙江杭州310027;浙江大学机械工程学系工程及计算机图形学研究所,浙江杭州310027;浙江大学机械工程学系工程及计算机图形学研究所,浙江杭州310027;浙江大学机械工程学系工程及计算机图形学研究所,浙江杭州310027【正文语种】中文【中图分类】TG502.15目前,随着塑料原料价格和性能的提高,塑料制品逐渐向小型化、轻量化方向发展,主要表现为:其一是制品尺寸精度较高;其二是薄壁制品。
然而传统的液压注塑机无法很好满足要求,首先是液压系统的能耗大,易转变成热能引起温升,影响合模精度;其次是容易漏油,而部分产品诸如医疗器械等对清洁环境要求较高。
在此背景下,全电动式注塑机凭借节约能源、清洁低噪、控制性能优良等几大特性[1-3]成为注塑行业的发展方向[4]。
然而,全电动式注塑机的软肋在于锁模机构[5],而滚珠丝杠副和拉杆是锁模机构的关键传动元件,其中滚珠丝杠副主要由丝杆,螺母件及滚珠等组成,借助滚珠返回通道构成滚珠的闭合回路,实现往复螺旋传动。
这两个传动元件的不足表现为:一方面因为采用肘杆式锁模机构,此结构易磨损;另一方面,液压驱动改成由伺服电机带动滚珠丝杠来驱动,锁模压力大部分由丝杠承受,特别是在高速的工况下,将极大地降低丝杠的精度和缩短使用寿命,限制了注塑机在大吨位注塑领域的应用。
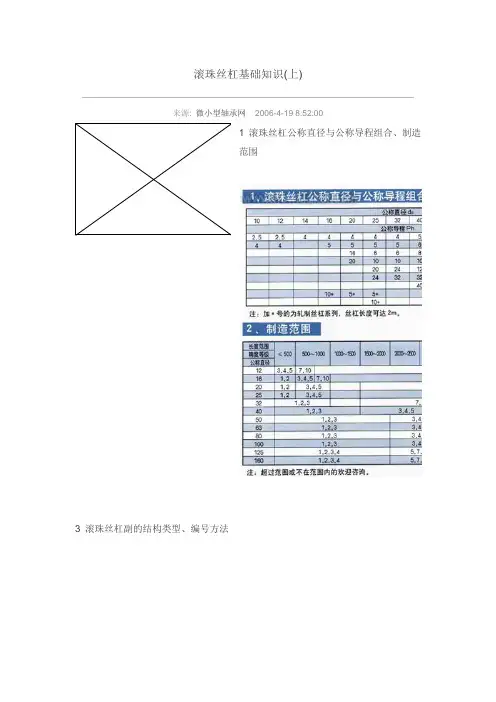
滚珠丝杠基础知识(上)来源: 微小型轴承网 2006-4-19 8:52:001 滚珠丝杠公称直径与公称导程组合、制造范围3 滚珠丝杠副的结构类型、编号方法5 滚珠丝杠副的精度5.1 精密等级根据使用范围及要求将滚珠丝杠副分为定位滚珠丝杠幅(P)传动滚珠丝杠副(T),精度分为七个等级,即1、2、3、4、5、6、7、10级,1级精度最高,依次降低。
5.2行程偏差和行程变动量根据滚珠丝杠副类型按下表检验5.2.1 有效行程内的行程偏差ep与行程变动量VUP:有效行程是有精度要求的行程长度LULu=Lx+2La+LnLa安全行程La=(1-2)ph Lx机械最大行程Ln螺母的长度ph公称导程E1-E2按国家标准GB/T17857.3-1998,“滚珠丝杠副的验收条件和验收检验”。
见附表1。
5.2.2 300mm行程内与2π弧度行程内行程变动量V300P与V2 π pE3-E4按国家标准GB/T17857.3-1998,“滚珠丝杠副的验收条件和验收检验”。
见附表1续。
5.2.3 余程Le余程是没有精度要求的行程长度。
余程表66 行程补偿值C6.1 滚珠丝杠的热变形将导致长度、定位精度变化,热变形可由下式给出:δt=α*△t*Lu (公式1)α-热膨胀系数(12.0*10-6)△t -温升(一般取2-4℃)Lu-有效行程(Lu=Lx+2La+Ln)或Lu=L1-2LeL1-螺纹全长Le-余程Le见表66.2 目标行程Phs为了补偿由于热膨胀或弹性变形引起的丝杠长度变化,将滚珠丝杠的导程制造得稍大于或小于公称导程,着根据实际需要提出得含有方向目标要求的导程叫目标导程。
目标导程乘以丝杠上的有效圈数叫目标行程。
6.3 目标偏差C目标行程和公称行程之差叫行程偏差C,为了补偿热变形的影响,行程偏差C=δt(δt见公式1)并为负值。
6.4 丝杠的预拉伸力规定了行程偏差C的滚珠丝杠副,在采用固定-固定安装方式时,还可以采用丝杠预拉伸的方法来进一步补偿热变形,预拉伸力Ft:Ft=δt*A*E/ Lu=α*△t*E*(πd22/4)(公式2)E-弹性模量2.1×105Mpa(即2.1×105N/mm2)d2-丝杠底径(mm)△t-温升(一般取2-4℃)7 基本额定载荷及寿命7.1 轴向基本额定静载荷Coa 滚珠丝杠副在承受最大接触应力处产生不大于0.000 1倍的钢球直径的永久变形时,所能承受的最大轴向载荷。
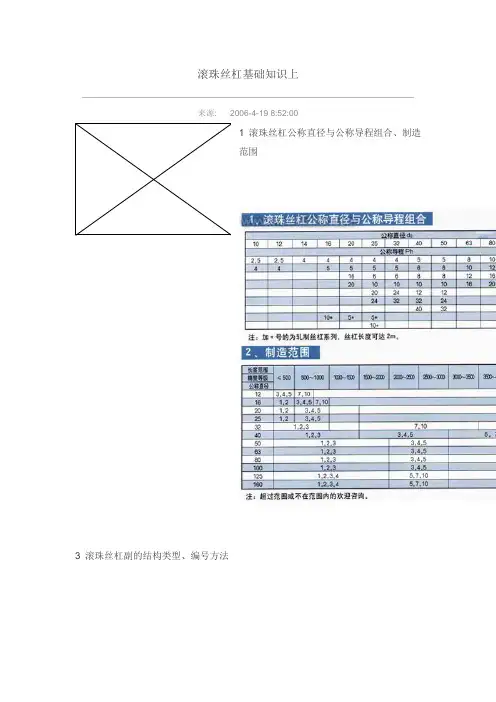
滚珠丝杠基础知识上来源: 2006-4-19 8:52:001 滚珠丝杠公称直径与公称导程组合、制造范围3 滚珠丝杠副的结构类型、编号方法5 滚珠丝杠副的精度精密等级根据使用范围及要求将滚珠丝杠副分为定位滚珠丝杠幅P传动滚珠丝杠副T,精度分为七个等级,即1、2、3、4、5、6、7、10级,1级精度最高,依次降低;行程偏差和行程变动量根据滚珠丝杠副类型按下表检验有效行程内的行程偏差ep与行程变动量VUP:有效行程是有精度要求的行程长度LULu=Lx+2La+LnLa安全行程La=1-2ph Lx机械最大行程Ln螺母的长度ph公称导程E1-E2按国家标准GB/,“滚珠丝杠副的验收条件和验收检验”;见附表1;300mm行程内与2π弧度行程内行程变动量V300P与V2 π pE3-E4按国家标准GB/,“滚珠丝杠副的验收条件和验收检验”;见附表1续;余程Le余程是没有精度要求的行程长度;余程表66 行程补偿值C滚珠丝杠的热变形将导致长度、定位精度变化,热变形可由下式给出:δt=α△tLu 公式1α-热膨胀系数10-6△t -温升一般取2-4℃Lu-有效行程Lu=Lx+2La+Ln或Lu=L1-2LeL1-螺纹全长Le-余程Le见表6目标行程Phs为了补偿由于热膨胀或弹性变形引起的丝杠长度变化,将滚珠丝杠的导程制造得稍大于或小于公称导程,着根据实际需要提出得含有方向目标要求的导程叫目标导程;目标导程乘以丝杠上的有效圈数叫目标行程;目标偏差C目标行程和公称行程之差叫行程偏差C,为了补偿热变形的影响,行程偏差C=δtδt见公式1并为负值;丝杠的预拉伸力规定了行程偏差C的滚珠丝杠副,在采用固定-固定安装方式时,还可以采用丝杠预拉伸的方法来进一步补偿热变形,预拉伸力Ft:Ft=δtAE/ Lu=α△tEπd22/4公式2E-弹性模量×105Mpa即×105N/mm2d2-丝杠底径mm△t-温升一般取2-4℃7 基本额定载荷及寿命轴向基本额定静载荷Coa 滚珠丝杠副在承受最大接触应力处产生不大于倍的钢球直径的永久变形时,所能承受的最大轴向载荷;轴向基本额定载荷Ca:一组相当数量相同参数的滚珠丝杠副,在相同的条件下,运转106转时,90%的滚珠丝杠副的螺纹滚道的表面或钢球的表面不发生疲劳点蚀所能承受的最大轴向载荷;Coa和Ca在样本中已经给出,可以查找选用预期寿命Lh –用预期运行时间表示hLs –用预期运行距离表示km直径偏大,而不经济;故通常推荐Lh按表7选择;滚珠丝杠副的当量载荷Fm及当量转速nm:滚珠丝杠副在转速n1 n2……ni条件下,工作时间分别是t1t2……ti所受载荷分别是F1 F2 (i)额定动载荷下限值的Cam计算:滚珠丝杠副在当量载荷Fm及当量转速nm条件下运转,达到预期寿命Lh或Ls时所能承受的最大轴向载荷Cam,设计时选用滚珠丝杠副的Ca≥Cam按滚珠丝杠副的预期工作时间Lh计算:N公式5或按滚珠丝杠副的预期运行距离Ls计算:N公式6fa 为精度系数,根据预定的精度按表8选取:fw 为载荷系数,按表9选取:额定静载荷下限值Coam计算:Coa≥Coam=fsFmax公式7Fs 安全系数;一般为,有冲击、震动的运动Fmax是外加在滚珠丝杠副上的最大轴向载荷8 滚珠丝杠副安装部位的形位公差图2E5-E11见国家标准GB/,“滚珠丝杠副的验收条件和验收检验”;见附表2;9 滚珠丝杠副的预紧与轴向接触刚性预紧的目的预紧就是在滚珠丝杠副内,预先施加轴向载荷Fp;图3是外加轴向载荷Fa和滚珠之间轴向弹性变形δ的关系曲线,曲线1为无预紧状态,曲线2为有预紧状态,Fp是相当于预紧力大小的外加轴向载荷;表10是有或无预紧的情况下,滚珠丝杠副在承受不同的外加轴向载荷Fa时,滚道与滚珠之间轴向弹性变形δ;由表10可见预紧的目的时,消除滚珠丝杠副的轴向间隙,提高滚珠丝杠副的轴向接触刚性K,并且在外加轴向载荷小于3倍预紧力的情况下,轴向刚性K是常数但Fa>3F p后,予压消失图3预紧的方式滚珠丝杠副的轴向接触刚性K样本上给出的刚度值仅考虑滚道与滚珠之间的轴向变形,不考虑螺母本身及丝杠本身的变形;不预紧的滚珠丝杠副的轴向接触刚性Ka由于其轴向刚性是随外加轴向载荷Fa增大而增大的,所以样本中规定不预紧的滚珠丝杠副轴向接触刚性,是外加轴向载荷等于时的轴向接触刚性值,当实际施加的外加载荷Fa不等于时,对应的轴向接触刚度Ka按下式计算:Ka=KFa/1/3 N/μm 公式8K-样本上的刚度值N/μmCa-样本上的额定载荷NFa-实际工作施加的动载荷N预紧滚珠丝杠副的轴向接触刚性KaKa随着预紧力Fp的增大而增大,在滚珠丝杠副承受最大轴向载荷Fmax≤3Fp 范围内Ka是一个常数,但预紧力Fp太大,会导致发热量增加,寿命减少;所以预紧力Fp按Fp=Fmax/3选取,并大致符合表12要求,当Fmax不知道时,推荐按表12选用;样本中预紧滚珠丝杠副的轴向接触刚度K按预紧力Fp=给出增大滚珠直径预紧按F p=给出,当预紧力Fp不是样本上的数值时,Ka也与样本上的数值不同;此时Ka可按下式计算Ka=KFp/εCa1/3 公式9ε=增大滚珠直径预紧时ε=Fp-滚珠丝杠副的预紧力NCa-样本上的额定动载荷N10 滚珠丝杠副的转矩理论动态预紧转矩Tpo:有预加载荷的滚珠丝杠副,在没有外加载荷的情况下,丝杠与螺母相对连续转动所需力矩不包含螺母两端密封件的摩擦力矩Tpo=10-3FpPh/2π1-η2/η Nm 公式10Fp-轴向预加载荷NPh-导程mmη-传动效率精度:级取η=,级取η=,级取η=最大动态预紧转矩Tpmax:丝杠与螺母相对连续转动时,实际动态预紧矩以理论动态预紧转矩为中心上下波动,允许的波动范围ΔTp称动态预紧转矩公差,ΔTp见国家标准GB/,“滚珠丝杠副的验收条件和验收检验”;见附表2续E12;Tpmax=Tpo×1+ΔTpNm公式11正传动转矩将回转运动转变为直线运动称正传动;Ta=10-3 FaPh/2πη1Nm公式12Ta-加在滚珠丝杠副上的驱动力矩η1-正传动效率Fa-滚珠丝杠副承受的轴向载荷N逆传动转矩将直线运动转化为回转运动称为逆传动;Tb=10-3 FaPhη2/2πNm公式13Tb-加在滚珠丝杠副上防逆转动的力矩η2-逆传动的效率滚珠丝杠副的安装方式安装方式对滚珠丝杠副承载能力,刚性及最高转速有很大影响;常见安装方式有以下四种情况见图41固定-自由;2支承-游动3固定-固定图中以左端轴承作轴向定位,各符号的意义见表13 2支承——游动3固定——游动4固定——固定图中设b1≥b2< span>滚珠丝杠基础知识下来源: 2006-4-19 8:52:00滚珠丝杠副的传动系统的轴向刚性滚珠丝杠副传动系统的刚性包括轴向刚性及扭转刚性;扭转刚性与丝杠联轴器、传动齿轮、电机及控制系统有关,由于扭转刚性对定位精度的影响比轴向刚性的影响小的多,一般设计时就忽略,在高精度定位传动设计需要考虑时,欢迎咨询;滚珠丝杠副传动系统的轴向弹性定位δf与滚珠丝杠副传动系统的轴向刚性Kf关系如下:δf=Fa/Kf 公式141/ Kf=1/KS+1/KN+1/KB+1KH 公式15δf-滚珠丝杠副传动系统的弹性位移μFa-滚珠丝杠副承受的轴向载荷NKf-滚珠丝杠副承受的轴向刚性N/μKS-丝杠的轴向刚性N/μKN-螺母的轴向刚性N/μKB-支撑轴承的轴向刚性N/μKH-螺母安装座及轴承座的轴向刚性N/μ丝杠的轴向刚性KS丝杠的轴向刚性KS与丝杠的安装方式有关,并且随螺母在丝杠上的位置a变化而变化;如固定-自由、支承-游动、固定-游动安装方式中,在a=L2的KS达最大,在a=L3时KS达最小,a是螺母到丝杠轴向位置定位轴承处的距离;按照丝杠的安装方式不同,对实心丝杠有以下分析:丝杠安装方式图4中固定--自由、固定--游动、支承--游动KS=πd22E×10-3/4a= d22×102/a N/μm公式16Ksmin= d22×102/L3 N/μm公式17Ksmax= d22×102/L2 N/μm公式18安装方式图4中固定--固定、固定--游动、支承--游动KS=πd22ELz×10-3/4aLz-a= d22Lz×102/4aLz-a N/μm公式19 Ksmin= d22×102/ Lz N/μm公式20Ksmax= d22Lz×102/4L5Lz-L5 N/μm公式21式中:d2-滚珠丝杠螺纹底径mmE-弹性模量×105Mpa即×105N/min2L2、L3、Lz、L5见表13,单位mm螺母的轴向刚性Kn样本上滚珠丝杠副的轴向刚性K值,仅考虑了滚珠与滚道的包括丝杠的滚道之间在承受轴向载荷后的弹性变形,未考虑到螺母本体也有变形,在螺母本体尺寸基本符合样本情况下Kn= N/μm公式22Ka按公式8或9计算支承轴承的轴向刚性KBKB也与滚珠丝杠的支承方式有关对固定--自由、固定--游动、支承--游动的安装方式KB等于固定端-对轴承组的刚度Kb1即KB=Kb1 N/μm公式23对固定--固定的安装方式KB = Kb1+ Kb2 N/μm公式24Kb1、Kb2分别式左右两端轴承组的刚度,可以查阅轴承手册得到螺母座及轴承安装座的轴向刚性KH在机构设计时,注意加强此处刚性;就可忽略的KH影响;滚珠丝杠副传动系统的轴向刚性Kf对位置精度的影响;Kf引起的正反向间隙δxδx=2F0/Kfmin=2F0/1/Ksmin+1/Kn+1/KB≤δsμm 公式25δs机床或机械规定的正反向间隙或失动量Kf引起的最大行程范围内的定位误差δdδd=F01/ Ksmin -1/ Ksmaxs μm 公式26δd≤δs-Vu μm 公式27δg机床或机械规定的最大行程范围内的定位误差;滚珠丝杠副有效行程上的行程变动量见附表1Ksmin、Ksmaxs、Kn、KB见公式16—公式24估算P类滚珠丝杠副螺纹滚道允许的最小底径d2m比螺母刚性Kn低,比轴承刚性KB更低,所以在滚珠丝杠副的初步计算时,估算丝杠螺纹底径d2时,可不考虑螺母及轴承刚性,按下步骤:估算允许的滚珠丝杠最大弹性变形量δm按定位精度的1/4-1/5或正反向间隙又称反向死区或失动量的1/5-1/6中较小的值定为δmμm根据丝杠的安装方式来估算最小底径d2m安装方式:固定--自由、支承--游动、固定--游动安装方式:固定--固定上两式中:δm-允许的最大弹性变形量μmE-弹性模量×105N/mm2L3-螺母至固定端处最大距离mm见表13LZ-两端固定支承的距离mm见表13F0-为检测位置精度空运转时,作用在滚珠丝杠副上的轴向载荷N;一般F0≠Fmax 滚珠丝杠副的许用转速、Dn值滚珠丝杠副的许用转速滚珠丝杠副转速过高,会产生共振,影响正常运转,损坏机器,为确保不发生共振,所容许的最高转速nc:nmas-滚珠丝杠副的最高工作效率r/minα-安全系数α=E-弹性模量E=×105MpaI-丝杠剖面最小惯性转矩I=πd22/64d2-螺纹底径mmg-重力加速度r-材料比重r=×10-5Nmm3A-螺纹底径面积A=πd22/4mm2Lc-计算许用转速nc用的安装距离mm固定--自由、支承--游动、固定--游动安装方式中,Lc =L4见表13,固定--固定安装方式中Lc =L5见表13;λ、f-安装系数;见表14滚珠丝杠副的Dn值精密等级1-5级d0·nmax≤70000 公式31 精密等级7-10级d0·nmax≤50000 公式32 d0-滚珠丝杠的节圆直径mmnmax -滚珠丝杠副的最高转速r/min滚珠丝杠副的临界压缩载荷、强度计算滚珠丝杠副的临界压缩载荷Pc为保证丝杠的压杆稳定性,需要规定丝杠所能承受的最大的压缩载荷Pc;Fmax≤Pc=K1K2π2EI/Ly2=K1Kcd24×104/ Ly2 N 公式33Fmax -作用在滚珠丝杠副上的最大轴向压缩载荷E-弹性模量E=×105MpaI-丝杠剖面最小惯性转矩I=πd22/64d2-丝杠底径mmK1-安全系数;丝杠垂直安装K1=1/2,丝杠水平安装K1=1/3K2 、Kc-与丝杠支承型式有关的系数见表14Ly-计算临界压缩载荷Pc用的安装距离mm固定--自由、支承--游动、固定--游动安装方式中,Ly =L3 见表13,固定--固定安装方式中,Ly =L5 见表13;滚珠丝杠副的强度计算对安装间距比较小的传动T类滚珠丝杠副,需进行强度计算,所允许在滚珠丝杠副上最大轴向载荷FmaxFmax≤σA=115 d22N 公式34σ-许用应力σ=147MpaN/mm2A-螺纹底径面积A=πd22/4mm2d2-丝杠底径mm即mm公式35滚珠丝杠副设计使用中应注意的问题1为提高滚珠丝杠副的使用寿命和精度,应使作用在螺母上的合力通过丝杠轴心,以保证滚珠受力均匀,避免倾覆力;2放逆转:滚珠丝杠副传动逆效率高,应考虑在电机停电后,因部件自重而产生螺旋副的逆传动特别是在垂直方向上传动时,防止逆传动的方法可采用:停电自锁的电机、蜗轮蜗杆机构、离合器等方式;3滚珠丝杠副在行程两端应有行程保护装置,以防止越程后滚珠丝杠副受撞击而影响精度、使用寿命甚至损坏;4防止热变形:热变形对精密螺旋传动的定位精度有着重要的影响;其热源不单是螺旋副的摩擦热,还有其他机械部件工作时产生的热,致使丝杠热膨胀而伸长;为此必须分析热源的各因素,采用措施控制热源,还可以采用预拉伸、强制冷却等减少热变形对丝杠的伸长的影响;5细长而又水平放置的丝杠,因自重使轴线产生弯曲变形,是影响导程累积误差的因素之一,还会使螺母受载不均;设计细长丝杠时,应考虑防止或减小自重弯曲变形的措施;6防护与密封:尘埃和杂质进入滚道会妨碍滚动体运动流畅,会加速滚动体与滚道的磨损,使滚动螺旋副丧失精度;为此需要防尘措施;博特牌滚珠丝杠副在螺母两端已安装防尘圈若不需要安装请与我方联系,为避免丝杠外露,用户还需要为丝杠选择防护装置;7合理润滑是减小驱动转矩、提高传动效率、延长螺旋副使用寿命的重要环节;接触表面的油膜还有吸振、减小传动噪声和冲洗丝杠上的粉尘等杂物的作用;因此要注入润滑脂;在螺母上还有油孔,用户可旋入油嘴,再采用其他合适的润滑方式;8正确选择预紧力:我公司的滚珠丝杠副出厂时已经按要求调节好您所需要的预紧力,如果使用过程中有超程或需要拆卸请及时与我公司联系,以便从新调整安装;严禁自行拆卸滚珠丝杠副的各个部件,以免影响其精度;严禁敲击和拆卸导珠管,以免造成滚珠堵塞,运转不流畅;9建议采用适应于数控机床的大接触轴承以提高传动刚度;10用内循环滚珠丝杠副,必须使丝杠螺纹两端中至少有一端的滚珠螺纹是通牙,并该端所有外圆尺寸均小于丝杠螺纹底径d2,否则无法装配螺母;d2参看样本;11水平位置采用外循环滚珠丝杠副,最好是插管放置再丝杠轴线上面;12为便于丝杠加工,丝杠上最大外圆处的直径最好不要大于丝杠的外径d1d1参看样本;滚珠丝杠副的设计计算程序备注:1.程序2Ph≥IVmax/njI-传动比,电机直联丝杠时I=1nj-电机的最高转数Vmax-机械最高运转速度mm/min2. 程序3ni=Vi/Ph r/minVi-机械各级运行速度mm/minPh-已选定的丝杠导程mm3.程序7根据上面程序已计算出Ph,Ca的及d2的下限值,从样本中选滚珠丝杠副的型号规格;注意:从样本中所选滚珠丝杠副的Ca及d2不宜过大,否则会使滚珠丝杠副的转动惯量增大、驱动力矩增大,结构尺寸偏差,造成制造成本增高;设计计算程序如下:附表1、附表2。
滚珠丝杠的预拉伸设计计算一、前言进给系统的精度往往是决定一部机器好坏的重要因素之一,然而滚珠丝杠的温升变位却是影响进给精度的重要因子。
改善滚珠丝杠的温升变位,一般分为两大部份解决,一是抑制温升;一是抑制热变位。
机器运转难免因摩擦而产生温升;伴随而来的就一定会有热变位问题,最有效且积极的方式即是〝抑制温升〞但其成本较高;〝抑制热变位〞虽然较为消极但其成本较低;因此普遍为工业设备所采用。
二、抑制热变位本篇仅就抑制热变位常用的预拉伸方式做讨论,有关抑制温升部份则留待以后探讨。
抑制热变位可藉由以下方式解决之。
1. 通过暖机(warming up)使机器温升达到稳定,以快速进给的方式使进给系统温升达到早期稳定化.2. 闭回路﹝closed loop﹞控制系统于进给系统加装光学尺或磁力尺,将信号回馈给控制系统达到补偿效果。
3滚珠螺杠的预拉伸﹝pretension﹞在考虑滚珠螺杠的温升热变位的状况后;在装配之初即对滚珠螺杆施予预拉伸,以便吸收温升所产生的热变位。
三、预拉伸设计考虑滚珠螺杆预拉时必须先注意滚珠螺杆两端支持轴承﹝support bearing﹞固定方式,常用的固定方式为:(如图一)1固定─自由适于低转速,螺杆短的场合2支持─支持适于一般转速3固定─支持适于一般转速,高精度4固定─固定适于高转速,高精度以上四种方式只有第四种方式适用于预拉设计。
一般考虑预拉力为3℃左右之温升膨胀量;若预测温升可能超过预拉力相当温差二倍以上时,必须将支持轴承的支持构造改为〝固定─半固定〞式﹝亦即螺杆轴收缩方向为固定;伸长方向为自由。
﹞.如图二及表一分别为固定─半固定支持构造例与轴承配合方式及推荐配合公差。
四、热变位量及预拉力计算1热变位量计算如下:△L=ρ.θ.L△L=热变位量(mm)ρ:热膨胀系数(12X10-6℃—1)θ:螺杆轴的平均温升(℃)L:螺杆轴长(mm)2预拉力计算如下:F=△L.KsF:预拉力(kgf)Ks:滚珠螺杆刚性(kgf/μm)Ks=πdr2E/4Ldr:滚珠螺杆根径(mm)E:刚弹性系数(2.1X104kgf/mm2)Example:滚珠螺杆外径50mm;根径44.4mm;有效螺纹常长1705mm;锁紧螺纹M40;轴承组合方式:40TAC90BDT组合;基本动额定荷重(Ca)9750kgf:试计算滚珠螺杆预拉力。
滚珠丝杠的选材热处理工艺分析专业:机械设计与制造班级:机械设计与制造1班姓名:学号:成绩:丝杠是由不同齿形的牙齿呈螺旋线围绕细长圆柱形轴心而构成的细长零件,它通过螺纹齿所形成的螺旋线传递等分精度与力距,从而实现回转运动与直线运动的相互转化。
丝杠按工作时的滑动特性,可分为滑动丝杠与滚珠丝杠两大类。
近年来,随着机械制造业的发展,滚珠丝杠由于其具有很小的摩擦阻力和极高的传动效率,逐渐取代滑动丝杠,被广泛应用于各种车床、铣床、镗床等工业设备和精密仪器的制造。
轴承寿命是丝杠材料的最主要性能指标。
丝杠轴承的疲劳寿命是一个统计概念,即在一定的载荷条件下,用破坏概率与循环次数之间的关系来表示。
除疲劳寿命之外,丝杠还必须满足高速、重载、精密、长寿的工艺要求。
因而要求丝杠具有高强韧性、表面高硬度耐腐蚀,淬透性好、尺寸精度高、尺寸稳定性好等技术指标。
表1给出了丝杠钢的性能指标要求。
丝杠的性能获得,与丝杠的选材及热处理工艺密不可分,本文就丝杠材料的选择和热处理工艺做一简要概述。
表1-1 丝杠钢的性能指标要求对于提高丝杠材料的疲劳寿命,近20年来,国内外开展了大量研究工作。
最新的研究结果表明,钢中的夹杂物和碳化物缺陷作为钢种已存在的裂纹,在外加应力诱变下,极易向内扩散,并造成材料疲劳寿命的显著降低。
因此,在选择丝杠材料时,应严格控制和消除钢中夹杂及缺陷,提高钢的材纯净度和组织均匀性。
为保证轴承钢质量,国家业已颁(换)发了多项轴承钢生产许可证,对国内各大轴承钢生产厂家的产品质量做出了更高要求,同时也使各生产厂家相继采用了大容量电弧炉和真空精炼设备进行轴承钢的生产,保证了丝杠钢的质量。
滚珠丝杠的性能要求有:①高硬度,为保持精度,一般要求硬度达HRC58~62;螺母内螺纹滚道则要求硬度为HRC60~64。
②高强度,滚珠丝杠副要求有高的承载能力,并能带动重的负荷做精确运动,一般都要求其抗拉强度σ≥700MPa。
b③良好的韧性,要选用高韧性的钢材,表面又要达到一定的硬度和耐磨性。
基于ANSYS Workbench的滚动丝杠模态分析[摘要]运用ANSYS分析软件对数控机床纵、横向进给滚动丝杠进行模态分析,得出了比较精确直观的结论,验证了数控机床关键传动装置结构设计的合理性。
【关键词】ANSYS;滚动丝杠;模态分析数控机床的滚珠丝杠支承方式与其传动精度和刚度有很大关系,本文运用ANSYS Workbench进行模态分析,比较某数控机床纵向进给丝杠(型号ZD5010-4P7×2220×2435)和横向丝杠(型号ZD3205-4P7×604×740),在不同支承约束条件下的固有频率和振型,并进行仿真模拟,验证了工艺方案的可行性。
一、有限元模型建立运用UG NX6创建纵、横向进给丝杠,为了减小工作计算量,故在对精度影响不大的前提下对模型做了适当简化,去除了螺纹和键槽等一些细节信息,将模型导入ANSYS Workbench 13。
定义材料属性、实常数和材料单元类型属性等。
丝杠的材料选用Gr15,故可以通过查表得到所需要的各种参数,具体的参数值分别为:弹性模量2l0GPa,泊松比0.3,密度7850kg/m3,硬度(HRC) 62~64,热膨胀系数12.4×10-6℃,热导率41.87~50.24W/(m·k)。
划分网格要注意网格的密度,不能太密,否则会导致计算机计算量迅速增加,严重的可能会导致计算不能进行。
同时网格密度也不能太稀疏,否则得不到比较精确的求解。
本次分析采用多域法网格划分。
设定Manual Source,Relevance60,Relevance Center Medium;短、长丝杠的Edge Sizing值为24和32,Element size 值为5mm和10mm。
短丝杠共划分生成实体单元数目50919个,节点11248个;长丝杠共划分生成实体单元数目190687个,节点44460个。
约束处理时,“固定-固定”支承结构,两端X、Y、Z三个方向的平移自由度全部被约束;固定-支承”支承结构,一端X、Y、Z三个方向的平移自由度全部被约束,另一端X、Y两个方向的平移自由度被约束,Z向为自由。
热处理质量控制热处理是金属材料的一种重要加工工艺,它能够改变材料的内部结构,进而改变材料的力学性能、物理性能和化学性能。
在热处理过程中,质量控制是非常重要的一环,它能够确保热处理后的材料符合预期的性能要求。
本文将探讨热处理质量控制的问题。
热处理的主要对象是金属材料,因此,材料的质量控制是热处理质量控制的基础。
对于金属材料,其化学成分、微观结构、表面质量等都会影响其热处理效果。
因此,在热处理前,需要对材料进行质量检验,确保其符合热处理的要求。
热处理的工艺过程包括加热、保温和冷却三个阶段,每个阶段都会影响热处理的效果。
因此,需要对工艺过程进行严格的控制。
加热温度是热处理过程中最重要的参数之一。
如果加热温度过低,材料的内部结构变化不足,无法达到预期的热处理效果;如果加热温度过高,材料的内部结构可能会发生变化,导致材料性能下降。
因此,需要严格控制加热温度。
保温时间是指材料在达到加热温度后保持该温度的时间。
如果保温时间不足,材料的内部结构变化不足,无法达到预期的热处理效果;如果保温时间过长,材料的内部结构可能会发生变化,导致材料性能下降。
因此,需要严格控制保温时间。
冷却速度是指材料从加热温度冷却到室温的速度。
如果冷却速度过快,可能会导致材料内部产生应力,影响其力学性能;如果冷却速度过慢,可能会导致材料内部结构发生变化,影响其性能。
因此,需要严格控制冷却速度。
热处理设备是实现热处理工艺的重要工具,设备的性能和状态直接影响到热处理的效果。
因此,需要对设备进行定期的维护和保养,确保设备的正常运行。
环境因素也会影响热处理的效果,例如温度、湿度和空气流动速度等。
因此,需要对环境进行控制,以避免其对热处理效果的影响。
为了保证热处理质量,需要对热处理后的材料进行检测和记录。
检测内容包括材料的化学成分、微观结构、力学性能等。
记录内容包括热处理的工艺参数、设备运行状态和环境因素等。
通过对检测结果和记录的分析,可以找出热处理过程中存在的问题和不足之处,为改进热处理工艺提供依据。