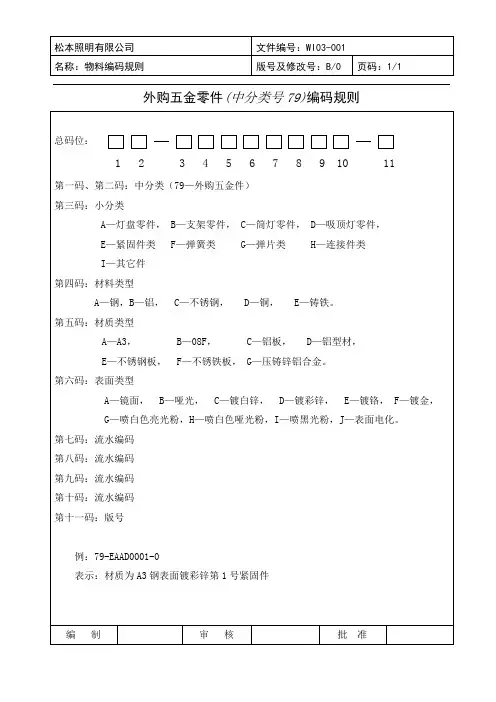
外购件分类编码规则
- 格式:pdf
- 大小:1.99 MB
- 文档页数:82
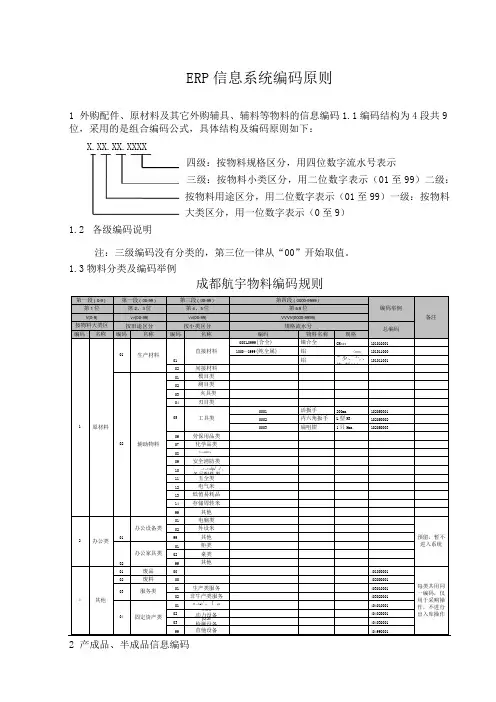
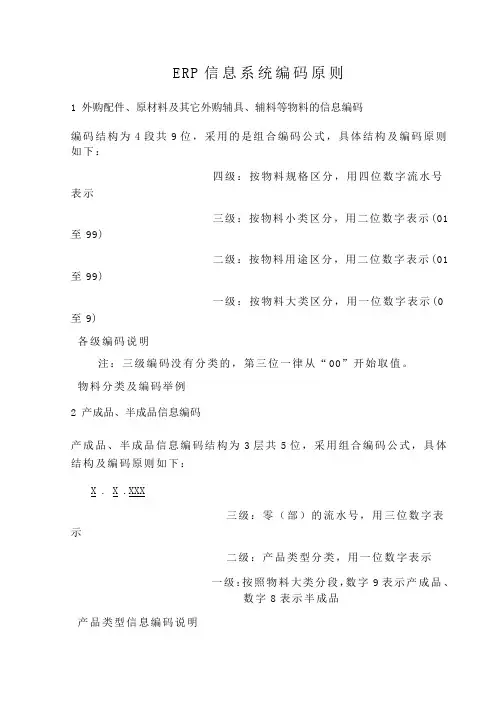
ERP 信息系统编码原则1 外购配件、原材料及其它外购辅具、辅料等物料的信息编码1.1编码结构为4段共9位,采用的是组合编码公式,具体结构及编码原则如下:X.XX.XX.XXXX四级:按物料规格区分,用四位数字流水号表示三级:按物料小类区分,用二位数字表示(01至99)二级:按物料用途区分,用二位数字表示(01至99)一级:按物料大类区分,用一位数字表示(0至9)1.2 各级编码说明注:三级编码没有分类的,第三位一律从“00”开始取值。
1.3物料分类及编码举例成都航宇物料编码规则第一段(0-9)第一段(00-99) 第三段(00-99) 第四段(0000-9999)编码举例备注第1位第2、3位第4、5位第6-9位V(0-9)VV (00-99)VV (00-99)VVVV(0000-9999)按物料大类区分 按田途区分 按小类区分 规格流水号总编码编码 名称编码名称编码名称 编码物料名称 规格1原材料01生产材料01 直接材料0001-0999(合全) 镍合全 CM***1010100011000—1999(纯全属)铝 <***101011000铝”少、"亠,、棒:料***10101100102 间接材料 02辅助物料01 模目类 02 测目类 03 夹具类 04刃目类05工具类 0001活扳手200mm 1020500010002 内六角扳手 L 型M3 1020500020003扁咀钳1只Hmm10205000306劳保用品类 07 化学品类 08 1'—•JHH 、 包装材料 09 安全消防类10 —1—11J lyJ丿、备品配件类 11 五全类 12 电气米 13 低值易耗品 14 存储周转米 99 其他2办公类01办公设备类01电脑类 预留,暂不进入系统02 外设米 99 其他 02 办公家具类01柜类 02 桌类 99其他4其他01 废品 00401000001 每类共用同一编码,仅用于采购操作,不进行出入库操作02 废料 0040200000103服务类01 生产类服务40301000102 非牛产类服务40302000104固定资产类0111―1■//、丿J/J40401000102 —1-/I-U动力设备40402000103 yJ y J W检测设备40403000199苴他设备4049900012 产成品、半成品信息编码2.1产成品、半成品信息编码结构为3层共5位,采用组合编码公式,具体结构及编码原则如下:X.X.XXX三级:零(部)的流水号,用三位数字表示二级:产品类型分类,用一位数字表示一级:按照物料大类分段,数字9表示产成品、数字8表示半成品1.2产品类型信息编码说明1.3产品编码例子产成品:TS800H的编码为9.1.001,顺序号为001。
1主题内容与适用范围
本标准规定了本企业所有外购产品(零部件)的分类原则和代码编制方法,适用于外购产品(零部件)的计算机辅助管理。
外购产品(零部件)是指采购回来可直接用于产品装配不需要任何加工的产品。
2引用标准
外购物料的大分类与代码编制规定。
《汽车零部件编码规则》Q/HFF118-2001
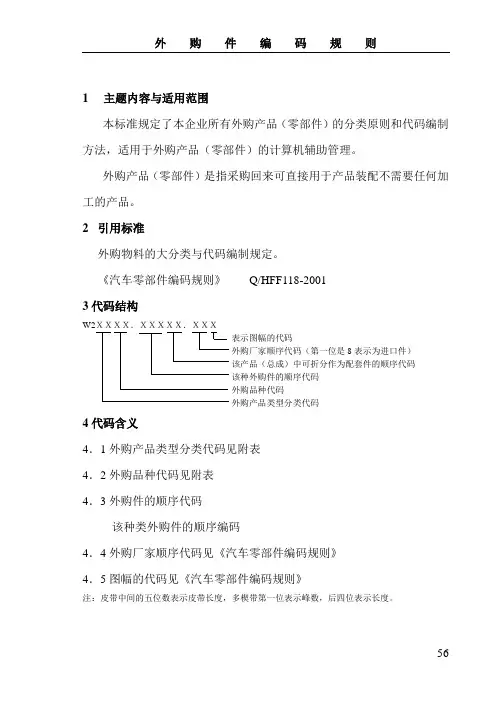
3代码结构
W2XXXX.XXXXX.XXX
表示图幅的代码
外购厂家顺序代码(第一位是8表示为进口件)
该产品(总成)中可折分作为配套件的顺序代码
该种外购件的顺序代码
外购品种代码
外购产品类型分类代码
4代码含义
4.1外购产品类型分类代码见附表
4.2外购品种代码见附表
4.3外购件的顺序代码
该种类外购件的顺序编码
4.4外购厂家顺序代码见《汽车零部件编码规则》
4.5图幅的代码见《汽车零部件编码规则》
注:皮带中间的五位数表示皮带长度,多楔带第一位表示峰数,后四位表示长度。
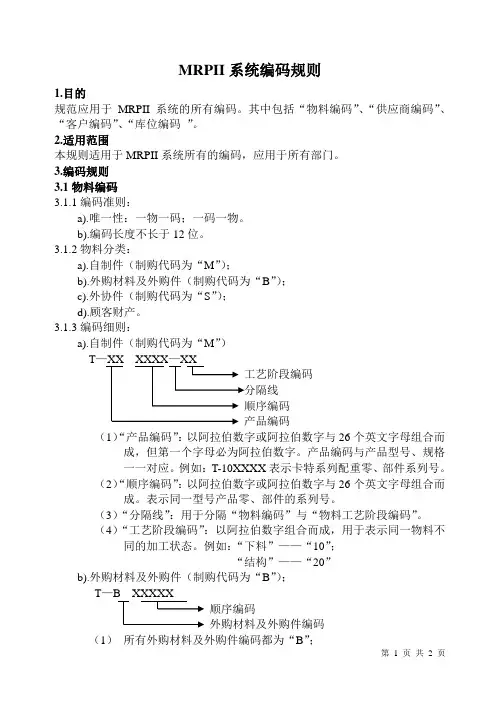
MRPII系统编码规则1.目的规范应用于MRPII系统的所有编码。
其中包括“物料编码”、“供应商编码”、“客户编码”、“库位编码”。
2.适用范围本规则适用于MRPII系统所有的编码,应用于所有部门。
3.编码规则3.1物料编码3.1.1编码准则:a).唯一性:一物一码;一码一物。
b).编码长度不长于12位。
3.1.2物料分类:a).自制件(制购代码为“M”);b).外购材料及外购件(制购代码为“B”);c).外协件(制购代码为“S”);d).顾客财产。
3.1.3编码细则:a).自制件(制购代码为“M”)T(1)“产品编码”:以阿拉伯数字或阿拉伯数字与26个英文字母组合而成,但第一个字母必为阿拉伯数字。
产品编码与产品型号、规格一一对应。
例如:T-10XXXX表示卡特系列配重零、部件系列号。
(2)“顺序编码”:以阿拉伯数字或阿拉伯数字与26个英文字母组合而成。
表示同一型号产品零、部件的系列号。
(3)“分隔线”:用于分隔“物料编码”与“物料工艺阶段编码”。
(4)“工艺阶段编码”:以阿拉伯数字组合而成,用于表示同一物料不同的加工状态。
例如:“下料”——“10”;“结构”——“20”b).外购材料及外购件(制购代码为“B”);T—顺序编码外购材料及外购件编码(1)所有外购材料及外购件编码都为“B”;(2)“顺序编码”以阿拉伯数字或阿拉伯数字与26个英文字母组合而成。
表示外购材料及外购件的系列号。
T-B10000 ~ T-B19999 钢材T-B20000 ~ T-B29999 钢材T-B30000 ~ T-B39999 设备备件T-B40000 ~ T-B49999 五金、备件T-B50000 ~ T-B59999 气体辅料T-B60000 ~ T-B69999 油漆燃料材料T-B70000 ~ T-B79999 劳保用品T-B80000 ~ T-B89999 外协产品T-B90000 ~ T-B99999 各种型材(圆钢、扁钢、角钢、槽钢、c).外协件(制购代码为“S”):外协作为产品加工过程的一个工艺阶段M95(外协工作中心),其编码同产品编码。
编号:Q 受控状态:版序:发布目次前言 (II)1.范围 (1)2.规范性引用文件 (1)3.编码目的 (1)4.编码原则 (1)5.外购物料分类和编码规则 (1)前言本标准的编写格式遵守了GB/T 1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》的规定。
本标准的主要依据:根据西安煤矿机械有限公司PDM(含CAPP)项目和后期ERP项目实施需要,结合本公司外购物料分类与编码的需求,制定了以下编码规则。
本标准适用于公司外购物料编码管理。
本标准由西安煤矿机械有限公司信息化办公室提出并起草,产品设计研究院标准化室归口管理、解释。
本标准主要起草人:石珍草苟苛本标准主要审核人:白西训惠万里本标准批准人:施平Q/XM513—2010外购物料分类和编码规则1.范围本标准规定了西安煤矿机械有限公司外购物料的分类与编码规则。
本标准适用于公司生产过程涉及到的外购物料的编制。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T1.1-2000标准化工作导则第1部分:标准的结构和编写规则GB/T1.2-2002标准化工作导则第2部分:标准中规范性技术要素内容的确定方法3.编码的目的建立外购物料在信息系统中的唯一性标识,统一编码,统一语言。
4.编码原则本标准给出的分类和编码的规则,遵循以下原则:4.1唯一性一个编码对象有一个唯一代码。
4.2可扩充性分类编码规则须适应外购物料扩充的需要。
4.3适应性分类编码规则应具有一定的适应范围。
4.4简短性编码码位应简短。
5.外购物料分类和编码规则西安煤矿机械有限公司外购物料编码采用“一级分类码+二级分类码+流水码”的方式。
一级分类码、二级分类码和流水码由阿拉伯数字构成,编码长度8位。
流水码(4位,数字)二级分类码(2位,数字)一级分类码(2位,数字)图1外购物料编码5.1外购物料一级分类名称及分类码一级分类码由两位阿拉伯数字构成,从01,02到99。
Q/XN J106-2012西尼电扶梯外购件代码编制规则2012-06-05发布 2012-06-05实施发布Q/XN J106-2012前言本标准参照采用了国内外先进企业《外购件编码规则》标准,且结合本公司产品所涉及外购件的实际情况而制定。
本标准外购件类别(大类)代码是在西尼电梯(杭州)有限公司企业代码“XN”后,用1位阿拉伯数字“5”表示。
本标准外购件分类代码,采用层级“线分类法”编制,其层次码结构通式,详见第7章的规定。
本标准提供了各类外购件的命名及代码追踪和整体控制的规则。
唯一性外购件代码有利于产品设计、开发、制造、经营及售后服务的各阶段需要。
本标准是企业外购件代码编制设计的技术基础标准之一。
本标准由西尼电梯(杭州)有限公司提出。
本标准由吴庆丰批准。
本标准由西尼电梯(杭州)有限公司技术中心负责起草并归口。
本标准主要起草人:倪义德。
IQ/XN J106-2012西尼电扶梯外购件代码编制规则1 范围本标准规定了外购件分类编码的术语和定义、基本原则、一般要求、编码系统设计程序、编码方法及其编码注意事项等。
本标准适用于西尼电梯(杭州)有限公司的外购件分类代码的编制。
本标准不适用于带有国家标准编号,行业标准编号的紧固件和标准件代码的编制。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 7027 信息分类和编码的基本原则和方法GB/T 20001.3 标准编写规则第3部分:信息分类编码JB/T 8823 机械工业企业计算机辅助管理信息分类编码导则Q/XN J105 西尼电扶梯产品图样代码编制规则Q/XN G205 产品图样及设计文件更改办法3 术语和定义Q/XN J105确立的以及下列术语和定义适用于本标准。
3.1外购件外购件是指本企业采购其他企业的产品总称。
3.2外购件代码外购件代码是指本企业采购其他企业产品时,赋予的标明外购件属性的一组有序的,易于计算机和人识别与处理的符号。
ERP信息系统编码原则1 外购配件、原材料及其它外购辅具、辅料等物料的信息编码编码结构为4段共9位,采用的是组合编码公式,具体结构及编码原则如下:四级:按物料规格区分,用四位数字流水号表示三级:按物料小类区分,用二位数字表示(01至99)二级:按物料用途区分,用二位数字表示(01至99)一级:按物料大类区分,用一位数字表示(0至9)各级编码说明注:三级编码没有分类的,第三位一律从“00”开始取值。
物料分类及编码举例2 产成品、半成品信息编码产成品、半成品信息编码结构为3层共5位,采用组合编码公式,具体结构及编码原则如下:X . X .XXX三级:零(部)的流水号,用三位数字表示二级:产品类型分类,用一位数字表示一级:按照物料大类分段,数字9表示产成品、数字8表示半成品产品类型信息编码说明二级编码编码分类备注1零件2合金3组件4部件5总成9其他产品编码例子产成品:TS800H半成品:TS800H半成品外协:TS800H客户物资:用于来料加工类物资出入库管理注:半成品后两段编码保持与产成品后两段编码一致3 部门编码格式:XX .XX .XX组、科室、工段标识(01~99)二级部门或车间(01~99)一级职能部门(01~99)格式说明编码采用三段数字流水码,段与段之间用小数点隔开。
每段编码均采用2位数字流水号。
第二、三段编码中若无,则用00填补。
部门编码举例:第一段流水号表示一级职能部门:如04表示铸造部。
第二段流水号表示二级部门或车间:如01表示蜡模间。
第三段流水号表示三级办公室或小组:目前无则用00填补。
第一段第二段第三段编码××.××.×××(00-99)××(00-99)××(00-99)×三级办公室或小一级职能部门二级部门或车间组六位数字码编码名称编码名称编码名称01综合管理部000002质量部000003技术部000004铸造部000005资材部000006市场部000007人力资源部00004 职员编码格式:XXXXX自10000起的五位流水码说明当有员工离职时,该员工的编码将作废并不再启用。
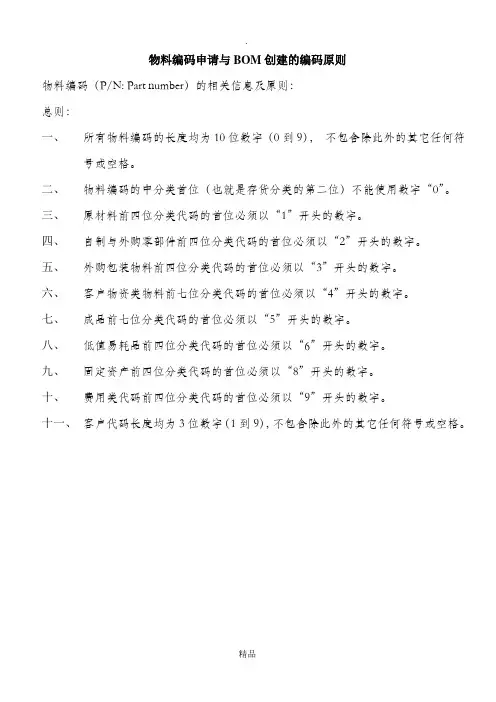
物料编码申请与BOM创建的编码原则物料编码(P/N: Part number)的相关信息及原则:总则:一、所有物料编码的长度均为10位数字(0到9),不包含除此外的其它任何符号或空格。
二、物料编码的中分类首位(也就是存货分类的第二位)不能使用数字“0”。
三、原材料前四位分类代码的首位必须以“1”开头的数字。
四、自制与外购零部件前四位分类代码的首位必须以“2”开头的数字。
五、外购包装物料前四位分类代码的首位必须以“3”开头的数字。
六、客户物资类物料前七位分类代码的首位必须以“4”开头的数字。
七、成品前七位分类代码的首位必须以“5”开头的数字。
八、低值易耗品前四位分类代码的首位必须以“6”开头的数字。
九、固定资产前四位分类代码的首位必须以“8”开头的数字。
十、费用类代码前四位分类代码的首位必须以“9”开头的数字。
十一、客户代码长度均为3位数字(1到9),不包含除此外的其它任何符号或空格。
1:原材料P/N规则:大分类:1原材料中分类:物料用途1电线2电缆3铜排小分类:物料材质101 BV/BVR 102 RV/RVV 103 RVVP/铜编织线104 KVVR 105 UL认证线201 KVVRP301 铜排1、流水码根据前四位分类代码编制。
2、各物料以其材质、用途为主要信息的原则分类。
2:自制与外购零部件P/N规则:大分类:2零部件中分类:物料功能1接触器2断路器3继电器4开关类5电源类6连接器7控制器/仪器仪表小分类:物料用途(具体分类详见附表1)接触器:101交流接触器102直流接触器103软起动器104滤波器/灭弧器199接触器配件断路器:201电动机热磁断路器202塑壳式断路器203微型断路器204小型断路器205漏电保护器206其它断路器299断路器配件继电器:301热继电器302时间继电器303中间继电器304其它继电器399继电器配件开关:401转换开关402钮子开关403隔离开关404 熔断器405指示灯406警报器407插头/插座408按钮499开关配件电源类:501变频器502电流变送器503电流互感器504变压器505电源相序保护器506浪涌保护器507风机/过滤器508开关电源509隔离栅599其它连接器:601接线端子602冷压端子603定位片及固定座604线槽/导轨605接插件(接头/螺母)606浪管/金属软管607防尘盖608护口圈609隔离柱699连接器配件控制器/仪器仪表:701电压表702电流表703电度表704温度巡检仪705温度传感器706温度控制器707多功能数字显示仪表708计时器799其它1、流水码根据前四位分类代码编制。
E R P系统编码规则Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998ERP信息系统编码原则1 外购配件、原材料及其它外购辅具、辅料等物料的信息编码编码结构为4段共9位,采用的是组合编码公式,具体结构及编码原则如下:四级:按物料规格区分,用四位数字流水号表示三级:按物料小类区分,用二位数字表示(01至99)二级:按物料用途区分,用二位数字表示(01至99)一级:按物料大类区分,用一位数字表示(0至9)各级编码说明注:三级编码没有分类的,第三位一律从“00”开始取值。
物料分类及编码举例2 产成品、半成品信息编码产成品、半成品信息编码结构为3层共5位,采用组合编码公式,具体结构及编码原则如下:X . X .XXX三级:零(部)的流水号,用三位数字表示二级:产品类型分类,用一位数字表示一级:按照物料大类分段,数字9表示产成品、数字8表示半成品产品类型信息编码说明产品编码例子产成品:TS800H 的编码为,顺序号为001。
半成品:TS800H 的编码为,顺序号为001。
半成品外协:TS800H 的编码为(-Z),顺序号为001 A(-Z);名称仍为叶片毛坯,规格内注明外协工序;不同工序编码最后一位不同。
客户物资:用于来料加工类物资出入库管理注:半成品后两段编码保持与产成品后两段编码一致3 部门编码格式: XX .XX .XX组、科室、工段标识(01~99)二级部门或车间(01~99)一级职能部门(01~99)格式说明➢编码采用三段数字流水码,段与段之间用小数点隔开。
➢每段编码均采用2位数字流水号。
➢第二、三段编码中若无,则用00填补。
➢部门编码举例:第一段流水号表示一级职能部门:如04表示铸造部。
第二段流水号表示二级部门或车间:如01表示蜡模间。
第三段流水号表示三级办公室或小组:目前无则用00填补。
职员编码格式: XXXXX自10000起的五位流水码说明当有员工离职时,该员工的编码将作废并不再启用。
1主题内容与适用范围本标准规定了本企业所有外购原材料的分类原则和代码编制方法,适用于外购原材料的计算机辅助管理。
2引用标准外购物料的大分类与代码编制规定3 编码原则2.1编码的唯一性,一个编码只对应唯一的一种具体物料2.2编码中的基码位数长17位。
2.3编码对象是工厂的常用物料,在此基础上并尽可能地考虑覆盖面宽一些一种类型的物料编码要留有足够的空间,以便于以后扩容。
4 分类原则按材料类别进行分类5代码结构W1 X X X X.X X X X X X.X X X供应商顺序代码规格对照代码材料使用属性代码(或规格代码)来料形式代码同种属性材料顺序代码材质代码材料分类码(前一位是大类分类码,后一位是小类分类码)外购原材料代码6原材料大类分类代码见表1原材料大类分类代码7 原材料材料分类码及材质代码见逐级分解表—附表1~附表118 同种属性材料顺序代码顺序代码用阿拉伯数字表示。
如001、002等9来料形式代码1:表示来材料形状或单位是块2:表示来材料形状或单位是桶或瓶3:表示来材料形状或单位是支4:表示来材料形状或单位是卷5:表示来材料形状或单位是根10 材料使用属性代码(或规格代码)在材料属性代码中,如此材料为特定铝型材或胶条,在第一位数字中表示此材料在车中用处。
7:表示内饰用件8:表示外饰、行李仓用件9:表示门及踏步用件在是成卷来的布料或地板革类物类中,此二位代码表示宽度。
具体表示方法是宽度*10表示(以米为单位)。
如宽1.4米的成卷布料,表示方法是14。
11 规格对照代码11.1矩形管类(中间六位数) 前四位代码用长边尺寸(mm)和短边尺寸(mm)表示,边长100的用01表示,大于100的去尾部“0”用前二位数字表示。
后二位数字表示壁厚,表示方法是用原厚度*10。
例:70*40*2的矩形管规格代码为“704020”。
100*80*4.5的矩形管规格代码为“018045”。
120*80*4.5的矩形管规格代码为“128045”11.2圆管类(中间六位数) 前三位数字直接引用管材外径(mm),不足三位前面补“0”,后三位数字表示管材壁厚(mm),表示方法为管材壁厚*100例:外径是φ25,壁厚1.2的钢管规格代码为“025120”11.3 以块来料形式的对照代码11.4 用重量表示规格的对照代码11.5用容量表示规格的对照代码11.6 以卷来料的每卷长度对照代码11.7 以卷来料的材料宽度对照代码11.7 以根来料的材料长度对照代码注:成卷软管长度表示法为:来料长度/10,单位是米。
公司产品数据分类编码规则编制:审核:批准:年月日******机床编码总则本规则采用分类编码体系进行编码,个体区分采用流水号进行。
零部件的编码范围:1)产品型号编码规则2)专用件件号编码规则3)标准件件号编码规则(标识为数字“1”)4)外购件件号编码规则(标识为数字“2”)5)企业标准件件号编码规则(标识为数字“3”)后续章节将详细介绍。
一、产品型号编码规则1.总则根据机床行业特点,产品型号/规格的编码依照原产品型号增加相关产品主参数代码进行统一编码。
2.产品型号编码原则产品型号编码分为两类,即通用产品型号编码(基型、变型)、订单产品型号编码。
产品型号编码下的总装零部件编码与产品型号编码相同。
1)通用产品型号编码结构:通用产品型号编码原则采用:产品基型+产品主参数对应码+产品具体规格的流水码,示意如下:图1 通用产品型号编码规则示意图➢产品基型产品基型的码采用《专用件编码规则及应用原则》中的产品基型对应代码填写。
➢产品主参数对应码产品主参数包含:床身长度、尾座、刀架、卡盘、系统,共计5个主参数。
相关主参数的对应码见下列表格。
⏹床身长度对应代码表对应代码代码含义备注05 50007 75010 100015 150020 200025 250030 300040 400045 4500⏹尾座对应代码表⏹刀架对应代码表⏹卡盘对应代码表⏹系统对应代码表G1 广州数控980TH1 华中世纪星21TH2 华中世纪星18IM1 三菱E60T1 广泰A1 航天2100EW1 圣维D1 大森D2 发格➢产品具体规格流水代码具体规格代号代码含义备注001 第一种规范002 第二种规范003 第三种规范004 第四种规范005 第五种规范.. ..2)订单产品型号编码结构:订单产品型号编码原则采用:订单代码(字母D)+销售订单号码+订单拆分代码+产品基型信息,示意如下:图2 订单产品型号编码规则示意图➢订单标识订单标识为字母,占用1位,用字母D表示。
编码规则(试行)本编码规则规定了本公司的所有产品和工艺装备、外购件、标准件的编码规则。
其中产品的编码按产成品、部件、零件分别采用不同的编码方法,标准件和外购件也制定了各自的编码规则。
所有编码均为12位数字码,凡属以上类别的物料经编码后其编码应具有唯一性。
编码规则如下:一、产品编码:本产品编码办法适用于本公司生产的所有产品的编码。
产品编码根据产品各零部件的组装状态不同分为产成品、部件、零件三种状态并分别编码,编码规则如下:1、产成品编码:产成品编码规则及码段定义如下:X XX X XXX XXX XX⑥流水码⑤项目编码④产品参数③产品型号:②产品大类:①产成品标识码①产成品标识码:1位数字,固定为数字9,表示本编码代表的是产成品。
②产品大类:2位数字,表示产成品所属产品的大类,取值范围为00--99。
产品大类的划分及编码见表1。
表1: 产品大类与编码对照表③产品型号:1位数字,表示产成品的具体型号(编码与具有完整配置的产成品型号一一对应),型号与编码对照表参见表2。
表2:产品型号与编码对照表④产品参数:3位数字,以吨位作为标识该产成品的主要参数,两位数字前以“0”填充,吨位为四位时,用999代替。
⑤项目编码:非标产品的项目编码以企业对象为主要素,在现有的客户基础上向上扩展,项目编码对照表见表3。
批量产品的项目编码为000。
表3:项目编码对照表⑥流水码:2数字,标识由于用户定制或细小改进等不涉及型号变更的参数相同的同型产品。
流水码从00起编。
2、零部件编码:X X XX XX XX XXXX8——国产0—自制部件01——发动机系统01——散热系统7——进口1—自制零件02——柴油箱2—外购部件03——油门操纵3—外购零件04——其它02——传动系统01——发动机02——变矩器03——变速箱04——传动轴05——桥01——转向桥02——驱动桥03——随动桥06——其它03——结构件01——薄板件02——车架03——其它04——液压系统01——布管图02——泵、马达03——阀01——压力阀02——流量阀03——换向阀04——其它04——油缸05——液压附件01——滤油器02——管接头03——密封件04——其它06——油箱07——其它05——制动系统06——电气系统07——其它4——标准件01——联接与紧01——螺栓01——GB5780-86固02——GB5781-8603——GB5782-8604——GB5783-8605——GB5784-8606——GB5785-8607——GB5786-8608——GB5787-8609——GB5788-8610——GB5789-8611——GB5790-8612——GB/T1228-9113——GB29.1-8814——GB31.1-8815——GB31.2-8816——GB31.3-8817——GB32.1-8818——GB32.2-8819——GB32.3-8820——GB27-8821——GB28-8822——GB8-8823——GB35-8824——GB10-8825——GB11-8826——GB12-8827——GB13-8828——GB14-8829——GB15-8830——GB37-8831——GB798-8832——GB799-8833——JB/ZQ4363-8634——JB/ZQ4364-8635——JB/ZQ4365-8636——GB953-8837——GB901-8838——GB897-8839——GB898-8840——GB899-8841——GB900-8842——JB/ZQ4321-8643——其它02——螺钉01——GB818-8502——GB822-8803——GB819-8506——GB67-8507——GB68-8508——GB70-8509——GB71-8510——GB73-8511——GB74-8512——GB75-8513——GB77-8514——GB78-8515——GB80-8516——GB79-8517——GB83-8818——GB84-8819——GB85-8820——GB821-8821——GB86-8822——GB72-8823——GB338-8824——GB948-8825——GB845-8526——GB846-8527——GB847-8528——GB6560-8629——GB6561-8630——GB951-8631——GB952-8632——GB950-8633——GB99-8634——GB100-8635——GB101-8636——GB102-8637——GB825-8838——JB/ZQ4353-8639——其它03——螺母01——GB39-8802——GB41-8603——GB6170-8604——GB6171-8605——GB6172-8606——GB6173-8607——GB6174-8608——GB6175-8609——GB6176-8612——GB6177-86 13——GB6178-86 14——GB6179-86 15——GB6180-86 16——GB6181-86 17——GB6182-86 18——GB6183-86 19——GB6184-86 20——GB6185-86 21——GB6186-86 22——GB6187-86 23——GB805-88 24——GB/T1229-91 25——GB9457-88 26——GB9458-88 27——GB9459-88 28——GB810-88 29——GB812-88 30——GB802-88 31——GB923-88 32——GB63-88 33——GB62-88 34——其它04——垫圈及挡圈01——GB95-85 02——GB96-85 03——GB97.1-85 04——GB97.2-85 05——GB848-85 06——GB/T1230-91 07——JB/ZQ4335-86 08——GB852-88 09——GB853-88 10——GB849-88 11——GB850-88 12——GB7244-87 13——GB859-87 14——GB93-87 15——GB955-87 16——GB860-87 17——GB956.1~2-8718——GB861.1~2-872-8720——GB854-8821——GB855-8822——GB856-8823——GB858-8824——GB883-8625——GB884-8626——GB885-8627——GB891-8628——GB892-8629——GB921-8630——GB886-8631——GB893.1-8632——GB893.2-8633——GB894.1-8634——GB894.2-8635——GB895.1-8636——GB895.2-8637——GB960-8638——其它05——铆钉06——销07——键02——轴承01——滑动轴承02——滚动轴承01——深沟球轴承02——调心球轴承03——角接触球轴承04——圆柱滚子轴承05——滚针轴承06——调心滚子轴承07——圆锥滚子轴承08——推力球轴承09——推力滚子轴承10——其它03——联轴器04——其它。
1 范围本标准规定了集团公司设计输出文档中产品和零部件的分类及编码原则和方法。
本标准适用于集团公司设计输出文档中产品和零部件编码。
2 规范性引用文件JB/T 5054.1 产品图样及设计文件总则3 定义3.1 产品及其组成部分3.1.1 产品企业向用户或市场以商品形式提供的制成品。
3.1.2 部件由若干个组成部分(零件、分部件),以可拆或不可拆的形式组成的成品。
注:分部件可按其隶属关系,划分为第1代分部件,第2代分部件……。
3.1.3 零件不采用装配工序制成的单一成品。
3.1.4 钢结构件由各种型材通过焊接、组立、装配制成的金属结构件。
3.1.5 重要部件组成产品的实现产品某种功能的主要部件,其外部特征为查询或借用次数明显多于其它部件。
3.1.6 重要钢结构件查询或借用次数明显多于其它钢结构件。
本企业产品及其组成部分中采购其它企业的产品。
3.2 产品图样制造与检验零件用图样。
应包括必要的数据和技术要求。
3.2.2 部件图表达零件、分部件之间连接的图样。
包括装配(加工)与检验所必需的数据和技术要求。
3.2.3 总图表达产品及组成部分结构概况、相互关系和基本性能的图样。
当总图中注有产品及其组成部分的外形、安装和连接尺寸时,可作为外形图和安装图使用。
3.2.4 表格图用表格表示两个或两个以上形状相同的同类零件、部件或产品,并包括必要的数据和技术要求的图样。
3.3 有关编码的概念3.3.1 编码对某一信息(产品及组成产品的部件、零件、标准件、外购件等)赋予代码的过程。
3.3.2 代码是一个或一组有序的、易于计算机和人识别与处理的符号。
3.3.3 产品分类、编码对产品及组成产品的部件、零件、标准件、外购件等按各自的特征、特性分类,并按一定的规则以数字码或数字、字母混合的方式进行排列。
4 职责4.1 编码部门:按编码规则对设计输出文档为实体的对象编码。
4.2 编码管理部门:设编码管理员,验证编码的正确性,制止违反编码规则的行为。
ERP 编码原则XXX 公司ERP 系统编码规则,总体分为 9 大类编码;具体编码原则如下:一、物料编码规则:名称原材料辅料半成品成品代码 1 2 3(二)、根据大类,确定每类大类的编码规则:1、原材料编码规则(10 位)2、辅料编码规则(8 位)3、半成品编码规则(10 位)4、成品编码规则(7 位)(三)、具体描述:1、原材料编码规则(采购件)(10位)示意图□□□□□□□□□□第 9-10 为 00第 4-8 位为流水号第 3 位代表三级分类第 2 位代表二级分类(代表大分类)1 标准件、2 黑色金属件(外购)、3 有色金属(外购)、4 塑料(材料)、5 橡胶件、6 电子电器、7 包材、9 杂项件第1 位(1 代表原材料)原材料编码分类明细表:一级码二级码三级码四级码流水号五级码00 编码名称编码名称编码名称编码名称位数1 原材料 1 标准件1 轴承00001 002 螺钉00001 003 螺母00001 004 垫片00001 005 挡圈00001 006 销、键、铆钉00001 007 油封、密封圈00001 008 特制标准件00001 009 杂项00001 00说明:标准件是按照国家标准的零件,对于 XXX 公司内部使用的螺母、螺钉、螺杆等,虽然是定制的不标准零件,但仍然会列在此处。
对于其他的国标不包含部分,放在下面的半成品类别中。
2、辅料编码规则(8 位)示意图(此编码有与成本混淆的可能)□□□□□□□□第 7-8 位为流水号第 5-6 位代表四级分类第 3-4 位代表三级分类第 2 位代表二级分类第1 位(2 代表辅料)辅料分包装物 / 消耗性辅料(含危化品) / 备品备件类 / 办公劳保用品 /维修工具和维修配件辅料编码分类明细表:3、半成品编码规则(部件、组件):(10位)□□□□□□□□□□第 9-10 位是颜色识别码第 4-8 位代表流水号第3 位(代表三级分类)第2 位(代表二级分类)1 塑料(所有塑胶件)、2、组件(含电机)、9 杂项件第 1 位(3 代表半成品)4、成品编码规则明细(7 位)成品编码规则从原来的五位编码升级为7 位编码。
为了保障信息系统的正常运行,规范内部物料分类和编码规则,特编制本试行办法。
公司全体部门。
3.1 产品:是生产企业向用户或者市场以商品形式提供的制成品;3.2 自研零部件:自研零件或者向供应商定制的专用零件,用于被总装车间直接领用的物料。
在某些特定机电产品领域,也可包含软件程序;3.3 电器半成品:电器车间用于组装整机使用的物料,该物料可以作为半成品储存在库房;3.4 装配半成品:装配车间用于组装整机使用的物料,该物料可以作为半成品储存在库房;3.5 维修部件:售后部门使用的,与批量生产过程中不可通用的物料;3.6 工序虚拟件:主要用于区别实际入库的物料,BOM 层级中存在,不实际下达创造或者装配计划,不会浮现在BOM 最底层,用于特殊用途的虚项物料;3.7 配套材料:为客户提供的商品配套,与机型相关的,但又不在产品BOM 中的,需要独立核算的物料。
例如包装材料、机型特有安装配件、赠送物料;3.8 毛坯:采购部门购买的经过一次加工后的非原材料物料,或者创造车间加工的过不能被装配车间直接使用的物料,需要经过制件车间进行一道或者多道工序处理后才干形成非标零部件的物料;3.9 原材料:用于加工其它零件的原始材料;生产车间专用的外购材料,在生产过程中起辅助作用,但不直接构成产品或者半成品,属于生产用消耗性物料;3.10 外购件:采购其他企业的没有标准代号的非本公司设计的物料;3.11 标准件:采购其它企业的有标准代号的物料;3.12 工装:指创造过程中所用的各种工具的总称;3.13 模具:用于注塑、吹塑、挤出、压铸或者锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具;3.14 低值辅材:价值低、使用年限短、不能作为固定资产核算的各种用具物品、消耗品等。
4.1.1 工艺部负责物料分类的审核。
4.1.2 标准化部负责分类标准的维护。
4.2.1 信息传递方式控制:本数据分两部份,用于产品的物料由工艺部或者研发部发起物料申请;日常办公物料由各部门发起,标准化部门审核;4.2.2 由标准化部门对非产品物料定期审核合理性;由工艺部对产品物料定期审核合理性。
Q/XN J106-2012西尼电扶梯外购件代码编制规则2012-06-05发布 2012-06-05实施发布Q/XN J106-2012前言本标准参照采用了国内外先进企业《外购件编码规则》标准,且结合本公司产品所涉及外购件的实际情况而制定。
本标准外购件类别(大类)代码是在西尼电梯(杭州)有限公司企业代码“XN”后,用1位阿拉伯数字“5”表示。
本标准外购件分类代码,采用层级“线分类法”编制,其层次码结构通式,详见第7章的规定。
本标准提供了各类外购件的命名及代码追踪和整体控制的规则。
唯一性外购件代码有利于产品设计、开发、制造、经营及售后服务的各阶段需要。
本标准是企业外购件代码编制设计的技术基础标准之一。
本标准由西尼电梯(杭州)有限公司提出。
本标准由吴庆丰批准。
本标准由西尼电梯(杭州)有限公司技术中心负责起草并归口。
本标准主要起草人:倪义德。
IQ/XN J106-2012西尼电扶梯外购件代码编制规则1 范围本标准规定了外购件分类编码的术语和定义、基本原则、一般要求、编码系统设计程序、编码方法及其编码注意事项等。
本标准适用于西尼电梯(杭州)有限公司的外购件分类代码的编制。
本标准不适用于带有国家标准编号,行业标准编号的紧固件和标准件代码的编制。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 7027 信息分类和编码的基本原则和方法GB/T 20001.3 标准编写规则第3部分:信息分类编码JB/T 8823 机械工业企业计算机辅助管理信息分类编码导则Q/XN J105 西尼电扶梯产品图样代码编制规则Q/XN G205 产品图样及设计文件更改办法3 术语和定义Q/XN J105确立的以及下列术语和定义适用于本标准。
3.1外购件外购件是指本企业采购其他企业的产品总称。
3.2外购件代码外购件代码是指本企业采购其他企业产品时,赋予的标明外购件属性的一组有序的,易于计算机和人识别与处理的符号。
有时亦称“物料代号”。
3.3外购件分类根据外购件的属性或特征,将外购件按一定原则和方法进行区别和归类,形成一定的分类系统和排列顺序,以便管理和使用外购件。
1Q/XN J106-20123.4外购件分类清单指按外购件分类层级关系(父、子件隶属关系)编制的外购件分类清单,供外购件采购使用。
4 基本原则企业外购件分类的基本原则,应符合Q/XN J105中第4章的规定。
5 一般要求企业外购件分类编码的一般要求,应符合Q/XN J105中第5章的规定。
6 外购件编码系统设计程序外购件分类编码系统设计程序内容及其流程应符合JB/T 8823中第7章的规定。
7 编码方法企业外购件分类代码,采用GB/T 7027中6.2规定的线分类法(即层级分类法,亦称体系分类法)进行编制。
西尼电梯(杭州)有限公司外购件代码,由企业代码、外购件类别(大类)代码、外购件分类(中类)特征代码、外购件小类代码及外购件识别代码五部分组成,必要时,如供应商,则加注尾注补充(供应商)代码,其采用10位字母和数字混合代码表示,层次码的代码结构通式如下:尾注补充(供应商)代码(见7.6)外购件识别代码(见7.5)外购件小类代码(见7.4)外购件分类(中类)特征代码(见7.3)外购件类别(大类)代码(见7.2)西尼电梯(杭州)有限公司企业代码(见7.1)7.1 企业代码西尼电梯(杭州)有限公司企业代码,按企业名称属性用2位大写汉语拼音字母“XN”表示,(公司内部使用时,可省略)。
7.2 外购件类别(大类)代码外购件类别(大类)代码,在企业代码“XN”后用1位阿拉伯数字“5”表示。
7.3 外购件分类(中类)特征代码7.3.1 外购件分类(中类)特征代码,是在外购件类别(大类)范围内,按其分类对象(属性)层级结构特征所赋予的代码,用3位阿拉伯数字表示。
7.3.2 外购件分类(中类)层级结构特征代码由一级类目外购件属性代码,二级类目外购件特征代码及三级类目外购件特征代码三部分组成。
2Q/XN J106-20127.3.2.1 一级类目外购件属性代码一级类目外购件属性代码,按类目属性进行分类,采用1位阿拉伯数字表示,见表1。
表1 一级类目外购件属性代码7.3.2.2 二级类目外购件特征代码二级类目外购件特征代码,按其类目特征,在一级类目外购件属性代码后,采用1位阿拉伯数字表示,参见表2。
7.3.2.3 三级类目外购件特征代码三级类目外购件特征代码,按其类目特征,在二级类目外购件特征代码后,采用1位阿拉伯数字表示,参见表3。
7.4 外购件小类代码外购件小类代码,按其小类特征,在外购件分类(中类)特征代码后,用1位大写英文字母A、B、C……(I、O、U除外)顺序表示,参见表4。
7.5 外购件识别代码外购件识别代码,按其识别特征,在外购件小类代码后,用3位阿拉伯数字码(001~999)顺序表示。
必要时,如外购件进一步细分时,允许在(001~999)范围内采用系列分组顺序代码表示。
7.6 尾注补充(供应商)代码必要时,如同类外购件不同供应商时,在外购件识别代码后,用1位大写英文字母A、B、C……(I、O、U除外)顺序表示。
如A-XX供应商,B-XX供应商,……。
供应商编码,应由采购部门专(兼)职人员统一编制。
对一般外购件及一般供应商,为简化计,可用“无字母”形式省略表示。
在产品设计时,为方便使用,外购件编码宜不注供应商代码。
3Q/XN J106-20128 编码示例示例1:XN 5 411 A 001 A或 5 411 A 001 A表示西尼电梯(杭州)有限公司(XN)采购的由供应商(A)提供的第1种(001)(对应一种牌号及规格,如HT100)黑色金属(1)中铸铁及铸钢类(1)灰铸铁(A)原材料类(4)外购件(5)代码。
示例2:XN 5 413 B 002 C或 5 413 B 002 C表示西尼电梯(杭州)有限公司(XN)采购的由供应商(C)提供的第2种(002)(对应一种型号及规格)黑色金属(1)中通用型钢类(3)冷拉圆钢或方钢或六角钢(B)原材料类(4)外购件(5)代码。
示例3:XN 5 811 A 005 F 或 5 811 A 005 F表示西尼电梯(杭州)有限公司(XN)采购的由供应商(F)提供的第5种(005)(对应一种品牌型号及规格)通用工装类(1)中刀具类(1)车刀类(A)通用工艺装备类(8)外购件(5)代码。
示例4:XN 5 817 E 003 或 5 817 E 003表示西尼电梯(杭州)有限公司(XN)采购的由一般供应商(无字母)提供的第3种(003)(对应一种品牌型号及规格)通用工装类(1)中钳工工具类(7)钢钳类(E)通用工艺装备类(8)外购件(5)代码。
9 外购件分类编码注意事项9.1 本编码规则是西尼电梯(杭州)有限公司对公司各部门采购的外购件代码编写的总要求,公司各部门应结合本单位的具体情况提供外购信息,再由外购件归口单位“采购部”统一负责编制本公司的外购件分类编码细则,并报公司标准化行政主管部门备案。
9.2 编码规则是一项基础的系统工程,需要各方面配合,应予以科学的动态的方式不断进行完善和补充。
9.3 扩容新增外购件分类代码,应按本标准规定由采购部编码人员统一进行登记及编制。
9.4 经清理整顿的作废旧外购件分类代码,一律不得占用。
9.5 外购件分类及代码表编写的格式、要求和细则,应符合GB/T 20001.3中的第7章的规定。
9.6 外购件代码,应在外购件物料申请采购时,按本标准规定进行编码和申请授权号,并填写表5《XW 外购件物料卡》及编制表6《BOM 外购件物料清单》和表7《DW 打包外购件申请清单》,经技术和采购确认及标审、批准后,方可采购。
9.7 外购件代码,应严格控制更改,必须更改时,应按Q/XN G205的规定进行更改,经申请、校对、审核、标审及批准后进行,且保证其正确性和可溯性。
9.8 西尼电梯(杭州)有限公司按本标准要求编制的外购件代码编制规则,应经本企业法人代表(或其委托人)批准后发布、实施。
同时报西尼电梯(杭州)有限公司标准化行政主管部门备案。
4Q/XN J106-2012表2 二级类目外购件特征代码(按表1分类编制)5Q/XN J106-2012机械类产品外购件1:表3 三级类目外购件特征代码(按表2分类编制)6Q/XN J106-2012机械类(安全部件)外购件11:表4 小类外购件代码(按表3分类编制)7 Q/XN J106-2012机械类(电梯曳引机)外购件12:表4 (续)8Q/XN J106-2012机械类(门机)外购件13:表4 (续)9Q/XN J106-2012机械类(层门及轿门)外购件14:表4 (续)10Q/XN J106-2012机械类(轿厢)外购件15:表4 (续)11Q/XN J106-2012机械类(限速器涨紧装置)外购件16:表4 (续)12Q/XN J106-2012机械类(门刀)外购件17:表4 (续)13Q/XN J106-2012机械类(建筑钢构)外购件18:表4 (续)14Q/XN J106-2012电气类产品外购件2:表3 (续)15Q/XN J106-2012电气类(电子元器件)产品外购件20:表4 (续)16Q/XN J106-2012电气类(电子元器件)产品外购件20:表4 (续)17 Q/XN J106-2012电气类(电子线路板)外购件21:表4 (续)18Q/XN J106-2012电气类(电气按钮)外购件22:表4 (续)19Q/XN J106-2012电气类(电源装置)外购件23:表4 (续)20Q/XN J106-2012电气类(低压电器)外购件24:表4 (续)21Q/XN J106-2012电气类(电机)外购件25:表4 (续)22Q/XN J106-2012电气类(召唤盒及显示器)外购件26:表4 (续)23Q/XN J106-2012电气类(操纵箱)外购件27:表4 (续)24Q/XN J106-2012电气类(控制柜及驱动器)外购件28:表4 (续)25Q/XN J106-2012电气类(其他)外购件29:表4 (续)Q/XN J106-2012其他(杂)类产品外购件3:表3 (续)27Q/XN J106-2012其他(建筑杂类)产品外购件31:表4 (续)28Q/XN J106-2012其他(辅料杂类)产品外购件32:表4 (续)29 Q/XN J106-2012其他(杂)类产品外购件33:表4 (续)30Q/XN J106-2012其他(杂)类产品外购件34:表4 (续)31Q/XN J106-2012其他(杂)类产品外购件35:表4 (续)32Q/XN J106-2012其他(杂)类产品外购件36:表4 (续)33Q/XN J106-2012其他(杂)类产品外购件37:表4 (续)34Q/XN J106-2012其他(杂)类产品外购件38:表4 (续)35Q/XN J106-2012其他(杂)类产品外购件39:表4 (续)36Q/XN J106-2012原材料类产品外购件4:表3 (续)37Q/XN J106-2012原材料(黑色金属)类外购件41:表4 (续)38Q/XN J106-2012原材料(黑色金属)类外购件41:表4 (续)39Q/XN J106-2012原材料(有色金属)类外购件42:表4 (续)40Q/XN J106-2012原材料(非金属)类外购件43:表4 (续)Q/XN J106-2012原材料(非金属)类外购件439:表4 (续)42Q/XN J106-2012原材料(焊接材料)类外购件44:表4 (续)43Q/XN J106-2012五金件类外购件5:表3 (续)44Q/XN J106-2012五金件类(建筑五金件)外购件51:表4 (续)45Q/XN J106-2012五金件类(建筑五金件)外购件51:表4 (续)46Q/XN J106-2012五金件类(日用五金件)外购件52:表4 (续)47Q/XN J106-2012装箱类外购件6:表3 (续)48。