机械设计电饭煲结构
- 格式:ppt
- 大小:752.50 KB
- 文档页数:8
电饭煲技术分析报告李娇曼学号:1120103392 工业设计一班目录电饭煲起源及在中国的发展 (2)世界上第一台电饭煲 (2)中国第一台电饭煲 (2)电饭煲在中国的发展 (3)电饭煲的技术与控制原理 (4)电饭煲的工作原理 (4)电饭煲的结构 (7)电饭煲材料的比较 (9)加热方式 (10)价格技术设计比对 (10)廉价电饭煲(价格在100元以内的电饭煲) (11)普通电饭煲(价格在100~1000之间的电饭煲) (11)关于100~1000阶段价位增值的设计感悟: (15)豪华电饭煲(价格在1000以上的电饭煲) (15)关于高价位电饭煲的设计感悟: (17)虎牌电饭煲产品线分析 (18)HI电饭煲 (18)微电脑电饭煲 (29)营业用电饭煲 (31)电饭煲起源及在中国的发展世界上第一台电饭煲电饭煲又称作电锅,是利用电能转变为热能的炊具,使用方便,清洁卫生,还具有对食品进行蒸、煮、炖、煨等多种操作功能。
常见的电饭锅分为机械式以及新型的微电脑控制式。
现在已经成为日常家用电器,电饭煲的发明缩减了很多家庭花费在煮饭上的时间。
而世界上第一台电饭煲,是由日本人井深大的东京通讯工程公司发明于1950年代。
煮饭的可以追述到史前时代,而用电饭锅煮饭是二战后才开始的。
日本战败后,大军火商三菱的部分工厂转产民用品。
1940年代末期,三菱开发了第一部电饭锅,其实就是一个带电热装置的锅,由于没有自动性,而且需要实时看护,这种锅很不成功。
松下和索尼也开发了类似的锅都不成功。
1956年圣诞节前,东芝公司试制了700个带所谓的“定时功能”的电饭锅。
其定时原理为外锅加水以控制加热时间,当外锅的水蒸发后就停止加热,而内锅的米也煮成饭了。
9年后,这种定时设计被其他的定时设计所取代。
中国第一台电饭煲中国第一台电饭煲的“诞生地”在在湛江。
1976年,湛江市家用电器工业公司就生产出国内第一台简易电饭煲。
电饭煲在中国的发展电饭煲在中国的发展经历我国电饭煲行业的发展大致经历5个阶段:起步期、成长期、发展期、竞争起和调整期;而电饭煲产品发展的代表可分为5个阶段:线圈式、磁钢式、微电脑和模糊逻辑控制式、电磁感应发热式、压力烹饪式。
课程设计说明书课程名称:机械CAD/CAM课程设计题目名称:电饭煲的设计目录一、Pro/E的功能介绍 (1)1 引言 (2)2 Pro/E的三维模型创建功能 (2)3 Pro/E建模的一般过程 (3)二、实体建模 (3)三设计小结 (18)四参考文献 (18)一、Pro/E的功能介绍1引言Pro/E是全方位的3D产品开发软件包,和相关软件Pro/DESINGER(造型设计),Pro/MECHANICA(功能仿真),集合了零件设计、产品装配、模具开发、加工制造、钣金件设计、铸造件设计、工业设计、逆向工程、自动测量、机构分析、有限元分析、产品数据库管理等功能,从而使用户缩短了产品开发的时间并简化了开发的流程;国际上有27000多企业采用了PRO/ENGINEER软件系统,作为企业的标准软件进行产品设计。
2 Pro/E的三维模型创建功能特征造型是几何造型技术的发展,它对诸如零件形状、尺寸、工艺、功能等相关信息的综合描述更直观和更具工程含义。
基于特征的造型系统一般先将大量的标准特征或用户自定义特征存入数据库,在设计阶段调用特征库中的特征作为基本造型单元进行建模,再逐步输入几何信息、工艺信息,建立零件的特征数据模型,并将其存入数据库。
基于特征的造型方法大大地提高了设计效率和质量,同时在设计过程中设计人员可方便地进行特征的合法性、相关性检查,便于组织复杂的特征。
特征建模过程实际上是一系列特征的累加过程。
在三维建模中主要有以下3种特征:(1)实体特征它是构建三维模型的基本单元和主要设计对象。
实体特征可以是正空间特征(如实体的突出部分),也可以是负空间特征(如实体上的孔、槽等)。
在Pro/E中,根据建模方式和原理的差异,把实体特征进一步分为基础特征和工程特征基础特征是三维模型设计的起点,包括拉伸特征、旋转特征、扫描特征和混合特征等。
工程特征是在基础特征上的附加特征,它的创建依赖于已存在的基础特征,是有一定工程应用价值的特征,包括孔特征、肋特征、倒角特征和拔模特征等。
机械式电饭煲的原理机械式电饭煲是一种利用蒸压原理来烹饪食物的厨房电器。
它主要由以下几个组成部分构成:1. 内锅:内锅是放置食物和水的容器。
它通常由不锈钢或铝制成,具有耐高温和导热性能。
2. 加热元件:机械式电饭煲中常用的加热元件是热板,它位于内锅底部。
当电饭煲通电后,热板加热会产生热量。
3. 温控装置:电饭煲内置了一个温控装置来监控和控制温度。
温控装置通常包括温度传感器和控制电路。
当内锅中的温度升高到设定温度时,温控装置会自动关闭加热元件,以保持温度恒定。
4. 蒸汽装置:电饭煲的顶部通常有一个蒸汽出口。
当内锅中的水开始沸腾时,产生的蒸汽会通过出口释放出来。
原理如下:1. 加水:在烹饪过程开始之前,需要往内锅中加入适量的水,水的量根据要煮的米饭量和个人口味而定。
2. 煮饭:将待煮的米饭倒入内锅,并按下开关启动电饭煲。
加热元件开始工作并加热底部的内锅,使水逐渐升温。
当水温超过了100摄氏度时,水开始沸腾并产生蒸汽。
蒸汽通过出口释放出来。
3. 蒸煮:随着水的沸腾,温度会升高,并逐渐传导到米饭中。
米饭吸收水分,变得逐渐软烂。
同时,由于内锅与外界隔绝,蒸汽无法散失,从而形成了一定的压力。
4. 调温服从:当内锅中的温度升高到设定的温度时,温控装置会自动关闭加热元件,使温度保持在一个稳定的范围内。
这样可以确保米饭煮熟后不会过熟或糊底。
5. 保温:当米饭煮熟后,电饭煲会自动切换到保温模式。
保温模式下,加热元件会周期性地开关,以保持内锅中的温度在一个适宜的范围内,使米饭保持温热和湿润。
总的来说,机械式电饭煲利用加热元件加热内锅,产生蒸汽蒸煮食物,并通过温控装置控制温度,从而实现煮饭的过程。
这种简单而有效的原理使得电饭煲成为现代家庭厨房中常用的电器之一。
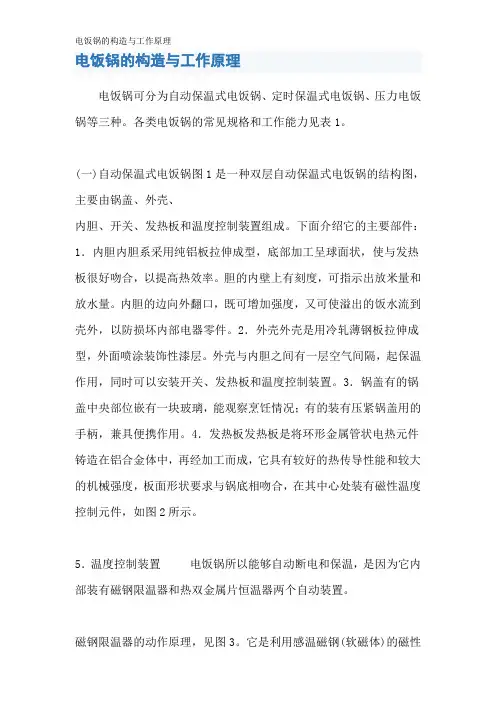
电饭锅的构造与工作原理电饭锅可分为自动保温式电饭锅、定时保温式电饭锅、压力电饭锅等三种。
各类电饭锅的常见规格和工作能力见表1。
(一)自动保温式电饭锅图1是一种双层自动保温式电饭锅的结构图,主要由锅盖、外壳、内胆、开关、发热板和温度控制装置组成。
下面介绍它的主要部件:1.内胆内胆系采用纯铝板拉伸成型,底部加工呈球面状,使与发热板很好吻合,以提高热效率。
胆的内壁上有刻度,可指示出放米量和放水量。
内胆的边向外翻口,既可增加强度,又可使溢出的饭水流到壳外,以防损坏内部电器零件。
2.外壳外壳是用冷轧薄钢板拉伸成型,外面喷涂装饰性漆层。
外壳与内胆之间有一层空气间隔,起保温作用,同时可以安装开关、发热板和温度控制装置。
3.锅盖有的锅盖中央部位嵌有一块玻璃,能观察烹饪情况;有的装有压紧锅盖用的手柄,兼具便携作用。
4.发热板发热板是将环形金属管状电热元件铸造在铝合金体中,再经加工而成,它具有较好的热传导性能和较大的机械强度,板面形状要求与锅底相吻合,在其中心处装有磁性温度控制元件,如图2所示。
5.温度控制装置电饭锅所以能够自动断电和保温,是因为它内部装有磁钢限温器和热双金属片恒温器两个自动装置。
磁钢限温器的动作原理,见图3。
它是利用感温磁钢(软磁体)的磁性随温度的高低而变化的特性来设计的。
当低温时,感温磁钢是顺磁性物质,具有磁性;当温度升到某一界限时,感温磁钢变成逆磁性物质,因而失去磁性。
这个温度界限,叫做居里点。
通常,居里点的温度略高于。
在饭煮熟前,锅内有水,所以电饭锅的内胆温度不会超过,感温磁钢仍然具有磁性。
当饭熟后,内胆没有水,温度便会上升超过。
此时,紧贴于内胆底面的感温磁钢温度,也随之上升到居里点而失去磁性。
这样,永磁体在重力或弹簧弹力的作用下,使感温磁钢不能继续吸住它而跌落。
下跌时,永磁体通过连杆作用把触点分离,于是电饭锅断电,表明米饭已经煮熟。
热双金属片恒温器的动作原理,见图4。
它由两种膨胀系数不同的金属片制作,当电饭锅的温度升向时,热双金属片受热,使它向膨胀系数小的一面弯曲。

目录绪论 (3)第一章压力锅的工作方式和安全使用 (4)1.1、自动压力电饭锅工作方式和工作过程 (4)1.2、电饭锅工作方式 (5)1.3、压力锅工作方式 (5)1.4、压力电饭锅工作方式 (5)1.5使用压力锅的安全常识 (5)第二章自动电压力锅的结构特点 (7)2.1结构特点 (7)第三章自动电压力锅参数设置 (8)3.1 锅体结构设计参数 (8)3.2 锅本体设计计算 (8)第四章压力锅安全及性能要求 (9)4.1 工称工作压力 (9)4.2 安全压力 (9)4.3 破坏压力 (9)4.4 开合盖安全性 (9)第五章自动电压力锅工作原理 (10)第六章传感器选用及参数选择及相关控制系统原理简介 (10)6.1压力控制方法的选择 (10)第七章结束语 (11)毕业设计小结 (12)致谢信 (13)参考文献 (14)绪纶摘要:本文主要介绍了压力电饭锅加热线圈加热时间、温度的控制以及经过压力控制数学模型程序运算后达到所需的压力,实现普通压力锅和电饭锅两者功能的综合利用。
关键词:电压力锅电饭锅普通压力锅和普通电饭锅是两种常见的家用电器,都是为了加工食用物品,两者在结构、功能、使用方法上有相似之处,也有不同之处。
首先是两者加工原理、方法和范畴的不同。
普通压力锅采用密闭容器加热后形成高压,而食物在高压下易于成熟的原理,主要适用于解决难加工食物的加工(主要是肉类食品),加热到一定时间后撤火保压,一定时间后加工结束,即可食用;普通电饭锅是在常压容器下,对食物直接进行加热加工(主要是易加工的谷类食品),主要加工成饭的形式,其加热过程分为两个阶段:加热到设定的温度后保温,保温一定时普通压力锅和普通电饭锅是两种常见的家用电器,都是为了加工食用物品,两者在结构、功能、使用方法上有相似之处,也有不同之处。
首先是两者加工原理、方法和范畴的不同。
普通压力锅采用密闭容器加热后形成高压,而食物在高压下易于成熟的原理,主要适用于解决难加工食物的加工(主要是肉类食品),加热到一定时间后撤火保压,一定时间后加工结束,即可食用;普通电饭锅是在常压容器下,对食物直接进行加热加工(主要是易加工的谷类食品),主要加工间后,加工即可完成。
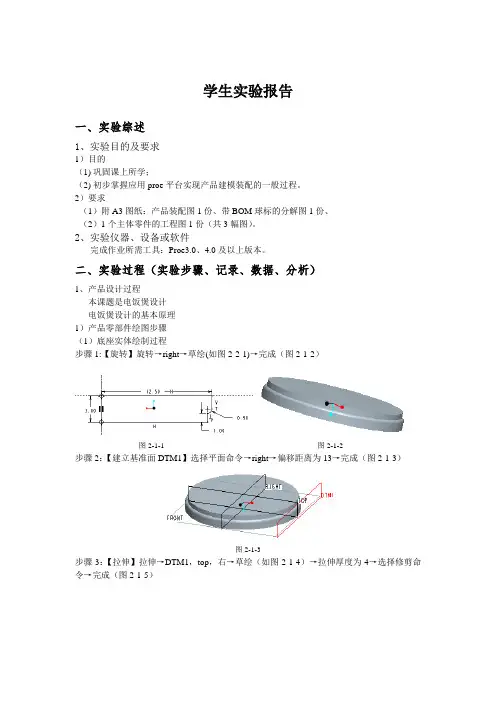
学生实验报告一、实验综述1、实验目的及要求1)目的(1) 巩固课上所学;(2) 初步掌握应用proe平台实现产品建模装配的一般过程。
2)要求(1)附A3图纸:产品装配图1份、带BOM球标的分解图1份、(2)1个主体零件的工程图1份(共3幅图)。
2、实验仪器、设备或软件完成作业所需工具:Proe3.0、4.0及以上版本。
二、实验过程(实验步骤、记录、数据、分析)1、产品设计过程本课题是电饭煲设计电饭煲设计的基本原理1)产品零部件绘图步骤(1)底座实体绘制过程步骤1:【旋转】旋转→right→草绘(如图2-2-1)→完成(图2-1-2)图2-1-1图2-1-2步骤2:【建立基准面DTM1】选择平面命令→right→偏移距离为13→完成(图2-1-3)图2-1-3步骤3:【拉伸】拉伸→DTM1,top,右→草绘(如图2-1-4)→拉伸厚度为4→选择修剪命令→完成(图2-1-5)图2-1-4 图2-1-5步骤4:【抽壳】选择抽壳命令→选择需要抽壳的面(底面)→抽壳厚度为0.2→完成(图2-1-7)图2-1-6 图2-1-7步骤5:【拉伸】拉伸→曲面:F7(拉伸-1),top:F2(基准平面),左→草绘(如图2-1-8)→拉伸厚度为0.5→完成(图2-1-9)图2-1-8 图2-1-9步骤6:【拉伸】拉伸→曲面:F7(拉伸-1),top:F2(基准平面),左→草绘(如图2-1-10)→拉伸至下一层并修剪→完成(图2-1-11)图2-1-10 图2-1-11步骤7:【制作筋板】选择筋命令→top,左→草绘→参照→草绘(如图2-1-12)→厚度为0.2;图2-1-12 图2-1-13②选择①的结果→阵列→轴→角度为36,个数为10→完成(图2-1-14)图2-1-14步骤8:【阵列】①尺寸阵列:拉伸→曲面:F5(旋转-1),曲面:F5(旋转-1),左→草绘图(如图2-1-15)→效果图→阵列→尺寸→将145改为70→个数为2→完成(图2-1-18)图2-1-15 图2-1-16图2-1-17 图2-1-18②轴阵列:对这上面尺寸阵列后的结果进行组合→阵列→轴→个数为2,角度180→完成(图2-1-20)图2-1-19图2-1-20(2)锅体加热铁绘制过程步骤1:【旋转】旋转→Right→草绘(如2-2-1)→完成(图2-2-2)图2-2-1 图2-2-2步骤2:【制作筋】选择筋命令→right→草绘(如图2-2-3)→参照→画线(如图2-2-4)→筋厚度为0.5→完成(图2-2-5)图2-2-3 图2-2-4图2-2-5图2-2-5步骤3:【阵列】阵列命令→轴阵列→个数为6,角度为60→完成(图2-2-7)图2-2-6图2-2-7步骤4:【拉伸】拉伸→曲面:F5→草绘(如图2-2-8)→拉伸高度为3→完成(图2-2-9)图2-2-8 图2-2-9步骤:5:【拔模】拔模→拔模曲面为外表面→拔模枢轴为曲面:F5(旋转-1)→角度为5(反向)→完成(图2-2-11)图2-2-10图2-2-11步骤6:【轴阵列】先将拉伸和斜度编组→阵列工具→轴阵列→角度为120,个数为3→完成(图2-2-13)图2-2-12图2-2-13步骤7:【拉伸】拉伸→曲面:F5→草绘(如图2-2-14)→拉伸高度为4→完成(图2-2-15)图2-2-14 图2-2-15步骤8:【拔模】拔模→拔模曲面为外表面→拔模枢轴为曲面:F5(旋转-1)→角度为5(反向)→完成(图2-2-17)图2-2-16图2-2-17步骤9:【拉伸】拉伸→曲面:F23→草绘(如图2-2-18)→拉伸0.1(反向)→完成(图2-2-19)图2-2-18 图2-2-19步骤10:【拉伸】拉伸→曲面:F25→草绘(如图2-2-20)→参照→画矩形→如下图→拉伸高度为1→完成(图2-2-21)图2-2-20图2-2-21步骤11:【镜像】将拉伸4,斜度4,拉伸5,拉伸6编组→镜像(top)→完成(图2-2-22)图2-2-22(3)筒身绘制过程步骤1:【旋转】旋转→right→草绘(如图2-3-1)→完成(图2-3-2)图2-3-1 图2-3-2步骤2:【抽壳】配合ctrl选中上底面和下底面→抽壳厚度为0.2→完成(图2-3-4)图2-3-3 图2-3-4步骤3:【构建基准面DTM1】选择平面命令→right→平移13→完成(图2-3-6)图2-3-5 图2-3-6步骤4:【拉伸】拉伸→DTM1→草绘(如图2-3-7)→反向切割→完成(图2-3-8)图2-3-7 图2-3-8步骤5:【拉伸】拉伸→使用先前→草绘(如图2-3-9)→指定到下一面,切割→完成(图2-3-10)图2-3-9 图2-3-10步骤6:【构建基准面DTM2】构建基准面命令→top→平移14→DTM2→完成(图2-3-12)图2-3-11 图2-3-12步骤7:【构建基准面DTM3】构建基准面命令→top→平移-14→DTM3→完成(图2-3-14)图2-3-13 图2-3-14步骤8:【拉伸】拉伸→DTM3→草绘(如图2-3-15)→拉伸至下一面→曲面:F5→完成(图2-3-16)图2-3-15 图2-3-16步骤9:【拉伸】拉伸→曲面:F12→方向为“顶”→草绘(如图2-3-17)→使用边偏移→链→向内偏移0.3→反向切割→完成(图2-3-18)图2-3-17 图2-3-18步骤10:【镜像】配合ctrl加选拉伸3和拉伸4,对其进行编组→镜像工具→Top→完成(图2-3-19)图2-3-19步骤11:【拉伸】拉伸→DTM1→草绘(如图2-3-20)→拉伸至下一层→完成(图2-3-21)图2-3-20 图2-3-21步骤12:【拉伸】拉伸→曲面:F17→草绘(如图2-3-21)→向外拉伸0.5→完成(图2-3-22)图2-3-21 图2-3-22步骤13:【拉伸】拉伸→曲面:F18→草绘(如图2-3-23)→使用偏移→链→下一个→向内偏移0.5→如图所示→向外拉伸0.5→完成(图2-3-24)图2-3-23 图2-3-24 步骤14:【倒圆角】倒圆角命令(倒0.5)→完成(图2-3-25)图2-3-25(4)锅体绘图步骤步骤1:【旋转】旋转→right→草绘(如图2-4-1)→完成(图2-4-2)图2-4-1 图2-4-2步骤2:【抽壳】抽壳→曲面:F5→抽壳厚度为0.2→完成(图2-4-4)图2-4-3 图2-4-4步骤3:【拉伸】拉伸→曲面:F5→草绘(如图2-4-5)→反向、切割→完成(图2-4-6)图2-4-5 图2-4-6(5)米锅绘图步骤步骤1:【旋转】旋转→right→草绘(如图2-5-1)→完成(图2-5-2)图2-5-1 图2-5-2步骤2:【抽壳】抽壳→曲面:F5→抽壳厚度0.2→完成(图2-5-4)图2-5-3 图2-5-4(6)蒸锅绘图步骤步骤1:【旋转】旋转→right→草绘(如图2-6-1)→完成(图2-6-2)图2-6-1 图2-6-2步骤2:【抽壳】抽壳→对上表面→厚度为0.2→完成(图2-6-4)图2-6-3 图2-6-4步骤3:【拉伸】拉伸→曲面:F1(壳-10)→草绘(如图2-6-5)→在其中心绘制一个直径为0.65的圆(如图2-6-5)→拉伸至底面,并切割→完成(图2-6-6)图2-6-5 图2-6-6步骤4:【拉伸】拉伸→使用先前→草绘(如图2-6-7)→拉伸至下一面→切割→完成(图2-6-8)图2-6-7 图2-6-8步骤5:【阵列】阵列:选择拉伸2→阵列→轴→个数16,角度22.5度→完成(图2-6-9)图2-6-9(7)上沿盖绘图步骤步骤1:【拉伸】拉伸→草绘(如图2-7-1)→拉伸高度为1→完成(图2-7-2)图2-7-1 图2-7-2步骤2:【拉伸】拉伸→使用先前(front)→草绘(如图2-7-3)→拉伸高度为0.5→修剪→完成(图2-7-4)图2-7-2 图2-7-4(8)下盖绘图步骤步骤1:【旋转】旋转→right→草绘(如图2-8-1)→完成(图2-8-2)图2-8-1 图2-8-2步骤2:【抽壳】抽壳→对曲面:F5(上面)→抽壳厚度0.5→完成(图2-8-4)图2-8-3 图2-8-4步骤3:【拉伸】拉伸→曲面:F5→草绘(如图2-8-5)→拉伸至底面→切割→完成(图2-8-6)图2-8-5 图2-8-6步骤4:【拉伸】拉伸→使用先前→草绘(如图2-8-7)→拉伸至底面→切割→完成(图2-8-8)图2-8-7 图2-8-8步骤5:【阵列】选中拉伸2→阵列→轴→角度60,个数为6→完成(图2-8-10)图2-8-9图2-8-10(9)顶盖绘图步骤步骤1:【旋转】旋转→right→草绘(如图2-9-1)→完成(图2-9-2)图2-9-1 图2-9-2步骤2:【倒圆角】倒圆角→对边:F5(旋转-1)→倒圆角→倒圆角为2→完成(图2-9-4)图2-9-3 图2-9-4步骤3:【旋转】旋转→right→草绘(如图2-9-5)→旋转角度180→修剪→完成(图2-9-6)图2-9-5 图2-9-6步骤4:【拉伸】拉伸→front→草绘(如图2-9-7)→拉伸高度为2完成(图2-9-8)图2-9-7 图2-9-8步骤5:【倒圆角】对两拉伸的矩形倒圆角→倒圆角为2→分别对矩形与旋转体交线以及矩形的上边线→进行倒圆角→完成(图2-9-10)图2-9-10步骤6:【拉伸】拉伸→草绘(如图2-9-11)→拉伸长度为4→完成(图2-9-12)图2-9-11 图2-9-12步骤7:【拉伸】拉伸→front→草绘(如图2-9-13)→拉伸长度为2→切割→完成(图2-9-14)图2-9-13 图2-9-14步骤7:【拉伸】拉伸→front→草绘(如图2-9-16)→拉伸长度为2→切割→完成(图2-9-17)图2-9-15 图2-9-16图2-9-172)装配图绘图步骤(1)新建装配图:步骤1:【新建】新建→组件→勾去使用缺省模板→选择mmns-part-solid→确定步骤2:【装配底座实体】选择“装配命令”→选择底座实体文件→下拉“自动”改为缺省/固定→√(效果图1)图2-2效果图1对齐约束→√(效果图2)c图2-2匹配命令图2-2对齐命令图2-2效果图2步骤4:【装配筒身】选择“装配命令”→选择筒身文件→分别进行匹配、对齐、对齐角度约束→√(效果图3)图2-2匹配命令图2-2对齐命令图2-2对齐角度命令图2-2 效果图3果图4)图2-2匹配命令图2-2对齐命令图2-2效果图4步骤6:【装配米锅】选择“装配命令”→选择米锅文件→分别进行匹配、对齐约束→√(效果图5)图2-2匹配命令图2-2对齐命令图2-2效果图5步骤7:【装配蒸锅】选择“装配命令”→选择蒸锅文件→分别进行匹配、对齐约束→√(效果图6)图2-2匹配命令图2-2对齐命令图2-2效果图6步骤8:【装配上沿盖】选择“装配命令”→选择上沿盖文件→分别进行匹配、对齐、对齐角度→√(效果图7)图2-2匹配命令图2-2对齐命令图2-2对齐角度命令图2-2效果图7步骤9:【装配下盖】选择“装配命令”→选择下盖文件→分别进行匹配、对齐约束→√(效果图8)图2-2匹配命令图2-2对齐命令图2-2效果图8步骤10:【装配顶盖】选择“装配命令”→选择顶盖文件→分别进行匹配、对齐、对齐角度→√(效果图9)图2-2匹配命令图2-2对齐命令图2-2对齐角度命令图2-2效果图93)爆炸图绘图步骤步骤1:【分解视图】打开装配图→视图→分解→分解视图步骤2:【编辑位置】视图→分解→编辑位置→选取摆放位置不当的零件→手动对其分解→如图(图2-3爆炸图)图2-3 爆炸图步骤3:【分解零件】从下至上的零件分别是:底座实体→锅体加热铁→筒身→锅体→米锅→蒸锅→上沿盖→下盖→顶盖4)工程图绘图步骤(1)制作工程图模版步骤1:【新建】新建→类型:绘图→勾去“缺省模版”→缺省模型—无,指定模版—空,标准大小→A3→确定步骤2:【修改尺寸】文件→drawing option(绘图设置)→drawing_units→mm→添加/更改→drawing_text_height→3→添加/更改→crossec_arrow_length→3→添加/更改→crossec_arrow_width→0.5→确定步骤3:【制图】草绘→线(出现红色的十字线)→单击右键→选择绝对坐标→输入坐标(25,5)以tab键作切换→√→单击右键选择相对坐标→(390,0)→√→选择相对坐标(0,287)→√单击右键选择相对坐标→(0,-287)→√→按鼠标中键结束→如图(效果图1)步骤4:【绘制标题栏】选择“Table”中的“表”命令→升序,左对齐,按长度,绝对坐标→输入坐标(415,5)→依次输入20,20,20,20,20,25,15→空格→7,7,7,7,7→空格→选择合并单元格命令→两两合并→如图(效果图2)图2-4 效果图1 图2-4 效果图2步骤5:【绘制标题栏】选择“Table”中的“表”命令→升序,左对齐,按长度,绝对坐标→输入坐标(415,5)→依次输入20,20,20,20,20,25,15→空格→7,7,7,7,7→空格→选择合并单元格命令→两两合并→如图(效果图3)图2-4 效果图3步骤6:【输入文字】双击需要输入文字的表格(如图2-4 输入文字1)→将字体高度改为5,水平方向中心,垂直方向中间→如图(效果图4)图2-4 输入文字1 图2-4 效果图4步骤7:【制作表格2】选择“Table”中的“表”命令→升序,左对齐,按长度,绝对坐标→输入坐标(415,40)→30,30,,3,40,10→空格→7,7,7,7,7,7,7,7,7,7→空格→输入文字(如图2-4 输入文字2)→如图(效果图5)图2-4 输入文字2 图2-4 效果图5步骤8:【保存】文件→保存副本“save a copy”→“template”文件→输入A3_001→确定(2)制作工程图步骤1:【新建】新建→类型:绘图→勾去“缺省模版”→缺省模型→浏览→选择文件→模版—选择A3_001→确定步骤2:【打开文件】layout→一般→选取文件→在制图纸空白处单击→出现如下→将视图名称改为主视图,模型视图名改为front→确定步骤3:【三视图、和爆炸图、轴测图】选取主视图→layout→投影→在主视图左侧单击→选取主视图→投影→在主视图下方单击→选择layout→一般→无组合状态→在在制图纸空白处单击→将视图名称改为轴测图,模型视图名改为缺省方向→确定→一般→全部缺省将视图名称改为爆炸图,模型视图名改为缺省方向→选取定向方法,选择角度→设置适宜角度→应用→师徒状态→定制分解视图→确定图2-4 绘图视图1 图2-4绘图视图2图2-4 绘图视图3 图2-4 绘图视图4步骤4:【对三视图消影】用ctrl加选三视图→单击右键→属性→出现如图所示→将显示线型改为相框→如图(效果图6)图2-4 绘图视图4图2-4 效果图6步骤5:【标尺寸】Annotate→选择球标命令→带引线→制作注释→如图(效果图7)图2-4 效果图72、产品零件图清单编号零件名称材料数量零件效果图工程图001 顶盖 1002 下盖 1、003 桶身上压盖1004 蒸锅 1 005 米锅 1 006 锅体 1 007 桶身 1008 锅体加热铁1009 底座实体1三、结论1、实验结果图3-1产品装配图图3-2产品爆炸图图3-3顶盖零件图图3-3下盖零件图图3-3桶身上压盖零件图图3-3蒸锅零件图图3-3米锅零件图图3-3锅体零件图图3-3桶身零件图图3-3锅体加热铁零件图\图3-3底座实体零件图2、分析讨论在这次关于实验过程中,遇到了不少问题,通过查找教材,以及在网上查找相关视频对这些问题进行了一一解决。
电饭煲结构原理图解
电饭煲是一种常见的家用电器,其结构原理图解如下:
1. 外壳:电饭煲的外壳通常由塑料或金属材料制成,用来保护内部电路和装置,并且提供一个支撑框架。
2. 内胆:电饭煲的内胆通常由不粘涂层的铝合金或不锈钢制成。
内胆中有一个加热元件(发热管),用于加热水和米饭。
3. 加热元件:加热元件是电饭煲的核心部件之一,通常由一根或多根发热管组成。
当电饭煲通电后,电流通过发热管,将电能转化为热能,从而加热内胆中的水和米饭。
4. 温控器:温控器用于控制电饭煲的加热温度。
当温度达到设定值时,温控器会自动切断或调节电源,以维持恒定的加热温度,防止过热或过冷。
5. 定时器:定时器用于设定烹饪时间,在设定的时间到达后,电饭煲会自动停止加热,以免米饭过煮。
6. 控制面板:控制面板位于电饭煲的外壳上,用于设定加热温度、烹饪时间等参数,并显示相应的状态和操作信息。
7. 密封圈:电饭煲的内胆和外壳之间有一个密封圈,用来防止蒸汽和水从内胆外溢,保持内部压力从而提高加热效率。
8. 出水孔:电饭煲内胆底部有一个出水孔,用于排放多余的水
分,以保持米饭的湿度和口感。
9. 排气孔:电饭煲的外壳上通常有一个或多个排气孔,用于排放蒸汽和热气,以保持内部压力平衡,并避免内部过热。
通过以上结构和原理,电饭煲可以实现将水和米饭加热到恒定的温度,然后根据设定的时间自动停止加热,从而做出美味的熟饭。
电饭煲工作原理及结构电饭煲是一种常见的厨房电器,用于加热和烹饪大米,既能煮出美味的米饭,又可以保持米饭的温热。
电饭煲的工作原理和结构不难理解,下面我将详细介绍。
一、工作原理:电饭煲的工作原理可以分为三个阶段:加热阶段、蒸煮阶段和保温阶段。
1.加热阶段:当我们将大米和水倒入电饭煲后,启动电源,电流通过发热板和锅胆内的加热管,将电能转化为热能,将锅胆内的水加热至沸腾点,形成水蒸气。
2.蒸煮阶段:当水温升至100摄氏度时,锅胆内的水开始沸腾,产生大量水蒸气。
蒸汽上升,经过负压阀,进入蒸汽孔,通过锅胆底部的孔洞,将蒸汽引入蒸汽室。
同时,蒸汽室的压力上升,通过调节阀控制蒸汽室内的压力,进而控制大米的煮熟程度。
3.保温阶段:当大米煮熟后,电饭煲会自动切换到保温模式。
在这个模式下,电饭煲通过感温器感知到内锅的温度,并根据设定保温温度的高低,自动控制发热板的工作,将锅胆内的温度保持在一个较为稳定的范围内,以保持米饭的温热。
二、结构:电饭煲的主要结构部件包括锅胆、发热板、控制面板以及蒸汽孔等。
1.锅胆:锅胆是电饭煲的主要容器,用于装入大米和水。
它通常由铝合金或不锈钢制成,具有优良的导热性能,可以均匀加热大米和水。
锅胆内部通常为非粘涂层,以防止大米粘连。
2.发热板:发热板位于锅胆底部,在加热阶段通过电能转化热能,将锅胆内的水加热至沸腾点。
通常采用铝合金或不锈钢材质制成,能够很好地传导热量。
3.控制面板:控制面板是电饭煲的操作界面,用于设置烹饪时间和模式。
它通常配有按键、液晶显示屏和指示灯,便于用户操作和观察烹饪状态。
4.蒸汽孔:蒸汽孔位于锅胆顶部,用于排出产生的蒸汽。
它通过负压阀连接到蒸汽室,将蒸汽引导入蒸汽室,实现蒸煮功能。
此外,电饭煲还包括保温装置、感温器和控制电路等重要部件。
保温装置负责保持米饭的温热,通常采用发热丝或PTC热敏电阻加热。
感温器用于感知锅胆内的温度,控制电路根据感温器的反馈信号,自动控制发热板的工作,实现加热、蒸煮和保温功能。
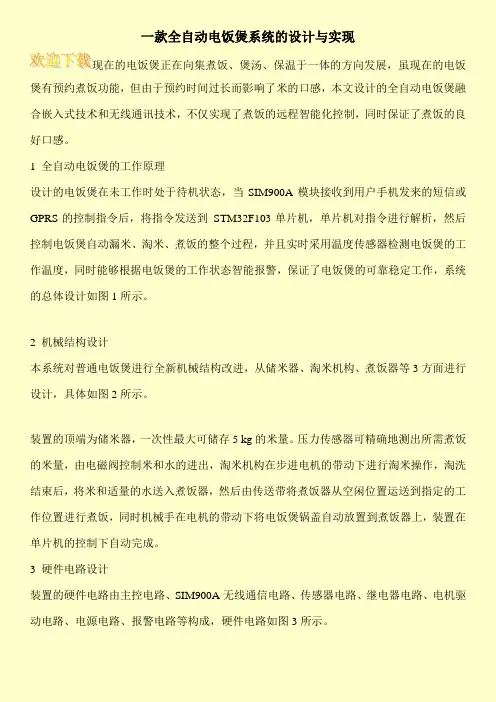
一款全自动电饭煲系统的设计与实现
现在的电饭煲正在向集煮饭、煲汤、保温于一体的方向发展,虽现在的电饭煲有预约煮饭功能,但由于预约时间过长而影响了米的口感,本文设计的全自动电饭煲融合嵌入式技术和无线通讯技术,不仅实现了煮饭的远程智能化控制,同时保证了煮饭的良好口感。
1 全自动电饭煲的工作原理
设计的电饭煲在未工作时处于待机状态,当SIM900A模块接收到用户手机发来的短信或GPRS的控制指令后,将指令发送到STM32F103单片机,单片机对指令进行解析,然后控制电饭煲自动漏米、淘米、煮饭的整个过程,并且实时采用温度传感器检测电饭煲的工作温度,同时能够根据电饭煲的工作状态智能报警,保证了电饭煲的可靠稳定工作,系统的总体设计如图1所示。
2 机械结构设计
本系统对普通电饭煲进行全新机械结构改进,从储米器、淘米机构、煮饭器等3方面进行设计,具体如图2所示。
装置的顶端为储米器,一次性最大可储存5 kg的米量。
压力传感器可精确地测出所需煮饭的米量,由电磁阀控制米和水的进出,淘米机构在步进电机的带动下进行淘米操作,淘洗结束后,将米和适量的水送入煮饭器,然后由传送带将煮饭器从空闲位置运送到指定的工作位置进行煮饭,同时机械手在电机的带动下将电饭煲锅盖自动放置到煮饭器上,装置在单片机的控制下自动完成。
3 硬件电路设计
装置的硬件电路由主控电路、SIM900A无线通信电路、传感器电路、继电器电路、电机驱动电路、电源电路、报警电路等构成,硬件电路如图3所示。
生活中的机械生活中的机械摘要:今年家里换掉了90年代的电饭锅,看着新的电饭煲,我不禁感叹:我们身边的机械都在不断发展中,电饭锅的功能也在日益多元化,今后它会朝着哪个方向发展呢?关键字:电饭锅电饭煲机械式电脑式高压预约1.引言:电饭锅是一种能够进行蒸、煮、炖、煨、焖等多种加工的现代化炊具。
它不但能够把食物做熟,而且能够保温,使用起来清洁卫生,没有污染,省时省力,是家务劳动现代化不可缺少的用具之一。
自50年代起,电饭锅开始普及。
1986年美国电饭锅产量为590万只,日本为690.2万只,1987年中国电饭锅产量已达1026.32万只。
80年代中期,装有微处理器的电子电饭锅开始投放市场。
2.电饭锅、电饭煲发展历程:1955年:东芝开发出世界第一台电气自动煮饭锅。
1960年:电气自动煮饭锅具有保温功能,同时也具有定时功能。
1970年:电饭锅用作米饭保温,但没有煮饭功能。
1972年:将电气自动煮饭锅和保温功能合二为一。
1979年:微电脑控制大小火,洗米后的浸泡过程自动化。
1985年:煮饭结束时间可以自由设定。
(预约功能)1988年:第一款方形电饭煲诞生。
1992年: IH电饭煲诞生销售至今。
第一台电气自动煮饭锅IH电饭煲3.电饭锅和电饭煲区别:很多人以为电饭锅就是电饭煲,实则不然。
二者原理不完全相同,而且用途差异较大。
电饭锅由于没有高压装置,只能用来煮饭、煮粥或者蒸馒头,很少有人用老式电饭锅煮肉,做菜甚至是蒸蛋糕。
煮米饭时,水浸泡米的表皮后,电饭锅就开始加热,老式电饭锅对米饭的浸泡速度、温度、气压、加热的均匀性都没有任何控制。
而电饭煲在米饭烹饪期间,做了加压、加温的控制处置,温度、压力在不同的阶段是不一样的,电饭煲中的电脑芯片做的是曲线控制而非简单的直线型控制。
此外,加热盘形状的变化使加热的位置不限于内锅锅底,而是内锅里通体上下的整个米饭。
这样做出来的米饭非常可口,不会出现“夹生”现象。
4.电饭锅和电饭煲分类:a)按加热形式分有:●接加热式电饭锅:其结构分为内锅、外锅和锅体三层。
机械式电饭煲工作原理
机械式电饭煲的工作原理如下:
1. 加热元件:机械式电饭煲内部有一个加热元件,通常是由一对加热管组成。
当电饭煲接通电源后,加热管开始工作,产生热能。
2. 温度控制:电饭煲内部还装有一个温控器,用于控制加热元件的工作温度。
当加热管温度低于设定的温度时,温控器会发送信号,让电饭煲继续加热。
当加热管温度达到设定的温度时,温控器会停止加热。
3. 热能传递:电饭煲内部的内胆是由热传导性能较好的材料制成,通常是铝合金。
当加热元件加热时,热能会传递到内胆上,使内胆的温度逐渐升高。
4. 水分吸收:米饭中含有一定的水分,当内胆温度升高时,米饭中的水分会逐渐蒸发和吸收到空气中。
5. 环境温度控制:电饭煲内部装有一个环境温度传感器,用于监测电饭煲内部的温度情况。
当内胆中的水分蒸发完毕后,温度会开始升高,当环境温度达到一定值时,环境温度传感器会向温控器发送信号,停止加热元件的工作。
6. 保温:当加热元件停止工作后,电饭煲便进入保温状态。
电饭煲内部装有一块保温板,它可以减少热量散失,保持内部一定温度,避免米饭变凉。
总结:机械式电饭煲利用加热元件产生热能,通过温控器控制加热温度,并通过水分蒸发和环境温度控制实现饭菜的煮熟和保温功能。
电饭锅温度控制系统设计姬红富邹清洋(大庆师范学院)摘要:通过介绍电饭煲温度控制系统特征,建立其数学模型,分析受控对象特点,指出了传统电饭煲在温度控制方面的不足;从营养学角度设计了电饭煲的期望升温曲线,并对电饭煲温度控制系统的硬件电路进行了设计;在控制方法里引入了模型偏差补偿的思想,阐述了模型偏差补偿的算法原理和特点,并以电饭煲为被控对象进行了 Matlab仿真。
仿真结果表明系统误差完全在可以接受的范围内,证明模型偏差补偿的方法在电饭煲温控系统中具有精度高、可靠性强等优点。
关键词:期望曲线;加热底盘;电饭煲内胆;模型偏差补偿Research on the temperature control system of electric cookerJi Hongfu Zou Qingyang(Daqing Normal University)Abstract: The features of temperature control system in electric cooker are introduced,and the math model of it is built . The draw backs of temperature control in the conventional electric cooker are pointed out . In view of nutrition,the expected calefactive curve is suggested and the hardware circuit of temperature control system is designed . A control scheme of model deviation compensation is proposed . And,the principles and characters of this method are explained . Through the result of simulation in Matlab while taking electric cooker as controlled object ,the method of model deviation compensation is p roved to be reliable and precise in the application of the electric cooker’ s temp erature control system. And the sys tem errors are acceptable .Key words:expected curve; heat chassis; gallbladder of electric cooker ; model deviation compensation引言:电饭锅是一种应用极为广泛的家用电器,它为人们的日常生活提供了便捷的服务。
电饭煲的工作原理及原理图1、发热盘:这是电饭煲的主要发热元件。
这是一个内嵌电发热管的铝合金圆盘,内锅就放在它上面,取下内锅就可以看见。
2、限温器:又叫磁钢。
它的内部装有一个永久磁环和一个弹簧,可以按动,位置在发热盘的中央。
煮饭时,按下煮饭开关时,靠磁钢的吸力带动杠杆开关使电源触点保持接通,当煮米饭时,锅底的温度不断升高,永久磁环的吸力随温度的升高而减弱,当内锅里的水被蒸发掉,锅底的温度达到103±2C时,磁环的吸力小于其上的弹簧的弹力,限温器被弹簧顶下,带动杠杆开关,切断电源。
3、保温开关:又称恒温器。
它是由一个弹簧片、一对常闭触点、一对常开触点、一个双金属片组成。
煮饭时,锅内温度升高,由于构成双金属片的两片金属片的热伸缩率不同,结果使双金属片向上弯曲。
当温度达到80C以上时,在向上弯曲的双金属片推动下,弹簧片带动常开与常闭触点进行转换,从而切断发热管的电源,停止加热。
当锅内温度下降到80C以下时,双金属片逐渐冷却复原,常开与常闭触点再次转换,接通发热管电源,进行加热。
如此反复,即达到保温效果。
4、杠杆开关:该开关完全是机械结构,有一个常开触点。
煮饭时,按下此开关,给发热管接通电源,同时给加热指示灯供电使之点亮。
饭好时,限温器弹下,带动杠杆开关,使触点断开。
此后发热管仅受保温开关控制。
5、限流电阻:外观金黄色或白色为多,大小象3W电阻,按在发热管与电源之间,起着保护发热管的作用。
常用的限流电阻为185C5A或10A(根据电饭煲功率而定)。
限流电阻是保护发热管的关键元件,有能用导线代替。
图不好在网上画出自己想一下很简单的参考资料:http://www、gx1688ZZZ/dfb、htm网上豪华自动电饭煲(锅)·煮饭-插上电源线,按下煮饭按钮,磁钢限温器吸合,带动磁钢杠杆,使微动开关从断开状态转到闭合状态,从而接通电热盘的电源,电热盘上电发热,由于热盘与内锅充分接触,热量很快传导到内锅,内锅也把相应的热量传导到米和水,使米和水受热升温至沸腾;由于水的沸腾温度是100℃,维持沸腾,这时磁钢限温器温度达到平衡,维持沸腾一段时间后,内锅里的水已基本被米吸干,而且锅底部的米粒有可能连同糊精粘到锅底形成一个热隔离层,因此,内锅底部会以较快的速度,由100℃上升到103℃±2℃,相应磁钢限温器温度从110℃上升到145℃左右,热敏磁块感应到相应温度,失去磁性不吸合,从而推动磁钢连杆机构带动杠杆支架,把微动开头从闭合转为断开状态,断开电热盘的电源,从而实现电饭煲(锅)的自动限温;进入保温状态,焖饭10分钟后,方可食用。