土工膜焊接试验方案
- 格式:doc
- 大小:47.00 KB
- 文档页数:10
CB01 施工技术方案申报表
甘水机[2019]方案005号)
合同名称:古浪县黄花滩灌区1号调蓄水池工程
说明:本表一式3 份,由承包人填写,监理机构审核后,随同审批意见,承包人、监理机构、发包人、设代机构各份。
古浪县黄花滩灌区1号调蓄水池工程复合土工膜焊接试验方案
甘肃水利机械化工程有限责任公司
古浪县黄花滩灌区1号调蓄水池工程项目部
二〇一九年五月
目录
1、工程概述 (1)
2、试验目的 (1)
3、试验遵循规程及文件 (1)
4、初定焊接参数 (2)
5、试验设备 (2)
6、施工人员 (3)
7、试验准备 (3)
8、试验过程 (4)
9、焊缝的检测 (5)
复合土工膜焊接试验方案
1、工程概述
古浪县黄花滩灌区1#调蓄水池工程位于古浪县黄花滩灌区总干渠二泵站出水池东南侧,场地地面高程1846~1857m;调蓄水池容积220万m³,其中兴利调节库容207 万m³,死库容13 万m³。
最大坝高11.37m,正常蓄水位1854.13。
调蓄水池主要任务向黄花滩灌区设施农业供水,解决黄花滩灌区日光日光温室冬季(12月~次3月)及用水高峰期(6、7月)缺水问题,工程主要有取水建筑物、调蓄水池、输水泵站、调蓄水池出水建筑物、及放空管五个分部组成,根据《水利水电工程等级划分及洪水标准》(SL 252—2017)的规定,本工程属Ⅳ等小(1)型工程。
主要建筑物为4 级建筑物,次要建筑物和临时性建筑物为5 级,工程抗震设防烈度为8度。
土工膜防渗坝体设计洪水位标准为30年一遇,校核洪水标准为300年一遇。
本工程复合土工膜(土工膜下铺设一层渗透性较小的水泥土垫层)防渗,防渗结构包括防渗材料的上、下垫层,上垫层上部的保护层,下垫层下部的支持层、排水、排气设施。
坝体防渗土工膜保护层为钢筋网混凝土板,上垫层厚度设计为3cm,下垫层材料采用厚度50cm的10%水泥土;库底防渗土工膜上垫层材料选用风洪积沙,上垫层厚度设计30cm,下垫层材料厚度采用厚度30cm的10%水泥土。
2、试验目的
为保证本工程复合土工膜的施工质量,达到防渗要求,我部计划在正式施工前对复合土工膜接头进行焊接试验,同时确定施工机具、焊接速度、焊接温度等施工参数,用以指导现场施工,控制施工质量。
3、试验遵循规程及文件
1、《土工合成材料应用技术规范》(GB50290—1998)
2、《水利水电工程土工合成材料应用技术规范》(SL/T 225—98)
3、《土工合成材料非织造布复核土工膜》(GB/T 17642—2008)
4、《土工合成材料长丝纺粘针刺非织造土工布》(GB/T 17639—2008)
5、《土工合成材料聚乙烯土工膜》(GB/T 17634—2011)
6、《聚乙烯(PE)土工膜防渗工程技术规范》(SL/T 231—98)
7、《碾压式土石坝施工规范》DL/T 5129—2013
8、黄花滩灌区1号调蓄水池工程土工膜施工技术要求(GSY—2018—105)
9、设计单位下发的技施设计图纸及技术要求
4、初定焊接参数
初步确定焊接机具为福建杰因特公司生产的JIT-800型HDPE土工膜自动焊接机,试验温度控制在250-420℃,行走速度控制在2m/min~4m/min。
5、试验设备
说明:
1、焊接机:用于两块复合土工膜互相搭接的长直焊缝的焊接,可形成均匀的永久性焊缝。
2、塑料热风焊枪,用于局部焊接及焊缝控腔封堵。
3、充气检漏仪:用于双道焊缝密封性的检验。
4、KS热熔胶:用于自粘和互粘及局部快速粘结。
5、缝包机:用于土工布的搭接缝合。
6、施工人员
7、试验准备
试验采用室内焊接和室外焊接。
室内焊接试验根据厂家的经验初定设备参数,取1m长,0.3m宽的条状膜进行试焊,检验焊机性能,并进行充气检测,及时检验焊接质量。
确定焊接参数是否满足,并检验和调节焊接设备。
室内焊接试验成功后之后进行室外焊接试验,取1m宽、5m长的复合土工
膜4片,铺设在室外地面上,铺设地面要密实、平整、均匀,确保无尖锐物质,提前检查土工膜的外观质量,并做好记录,然后进行焊接试验。
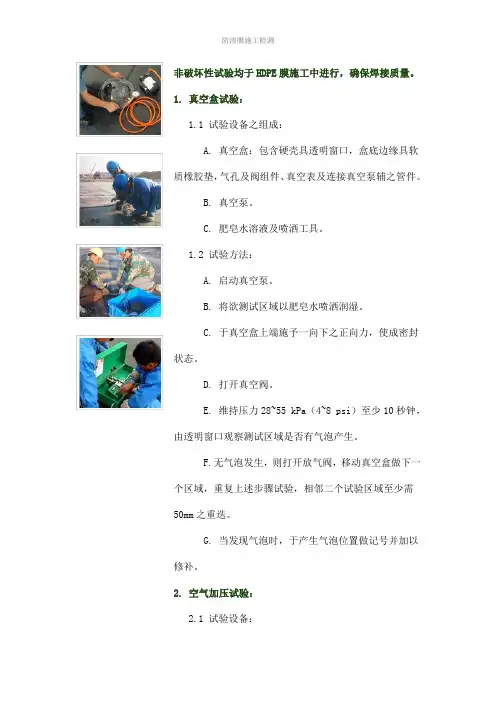
8、试验过程
8.1试验流程
铺设复合土工膜→用干净抹布清理接头处→预热焊接机→进行接头焊接→接头保护→进行检测。
8.2铺设复合土工膜
在仓库取1m宽、5m长的复合土工膜4片,铺设在地面上,搭接宽度不小于10cm,下层土工布用手提式缝纫机缝合好。
铺设地面要确保无尖锐物质,以防刺破复合土工膜。
8.3清理接头
土工膜焊接前用干净的抹布清理接头,尘土、泥土、油污等杂物清理干净,水汽用吹风机吹干,保持焊接面清洁干燥,确保焊接接头处无其他物质,以保证焊接的正确性。
8.4焊机预热
焊接前,先对焊机进行预热处理,预热至250~420℃,并且要保证焊机温度的稳定性,确保温度达到要求后在进行焊接。
8.5接头焊接
采用双焊缝热熔焊接,双焊缝宽度为2×15mm,焊缝间留有约12mm的空腔,搭接宽度不小于10cm。
将复合土工膜压茬8cm-10cm,然后将中间的膜放入热楔焊机的夹具里面,然后根据焊缝外观质量来观测焊缝质量,再调整焊缝机的行走速度,初步试验行走速度控制在2m/min~4m/min,反复几次进行调整焊缝机的温度和行走速度,做好试验记录。
特殊及局部位置采用单缝挤压焊接。
8.6接头的保护
在焊接过程中和焊接后2h内,焊接面不得承受任何拉力,严禁焊接面发生错动。
9、焊缝的检测
焊缝焊完之后,对土工膜焊缝进行外观目测检查,焊缝应均匀、平直,无漏焊、虚焊、烫伤、皱褶、空洞。
出现虚焊、漏焊时必须切开焊缝,采用热熔然后对土工膜焊缝进行检测。
检测方法采用充气法,即双焊缝加压检测法。
将待测段两端封死,入气针充气至0.15~0.20MPa,保持1~5min,压力无明显下降即为合格,否则应及时检查、补焊。
检测完毕,应立即对检测时所作的充气打压穿孔利用热熔焊枪采用挤压焊接法补焊。
待试验完成后,将试验结果及时整理,上报监理部进行审批。
如有侵权请联系告知删除,感谢你们的配合!。