高功率激光扫描振镜焊接在动力电池制造中的应用-精选文档
- 格式:pptx
- 大小:88.08 KB
- 文档页数:50
动力电池激光焊接方案
动力电池激光焊接是一种常用的连接方式,具有高效、精确、无损、环保等特点。
以下是一种可能的动力电池激光焊接方案:
1. 材料准备:准备好需要焊接的动力电池模块,确保其表面清洁无杂质。
2. 设置参数:根据不同的电池材料和尺寸,确定适当的激光焊接参数,包括功率、脉冲频率、浸润时间等。
3. 激光焊接设备调试:根据所选参数,调试激光焊接设备,确保激光束的焦点准确对位于焊接点上,并调整焊接电极的位置。
4. 预热:通过激光预热动力电池接触面,提高焊接的效果和速度。
5. 焊接:根据焊接点的位置,使用激光束进行准确焊接,确保焊接点的牢固性和导电性。
6. 检查与测试:完成焊接后,对焊接点进行检查和测试,确保焊接质量符合要求。
需要注意的是,动力电池激光焊接需要使用专门的设备和技术,操作时应遵守相关安全规范,确保工作环境安全。
此外,不同材料和尺寸的电池模块可能需要调整焊接参数和设备,具体操作应根据实际情况进行调整。
激光技术在动力电池中的应用
激光技术在动力电池中有许多应用。
1. 激光打光焊接与切割:激光可以用于焊接和切割动力电池中的金属零部件。
激光焊接可以快速、精确地将电池单体连接在一起,提高电池组的稳定性和安全性。
激光切割可以用于制作电池的隔膜和电极材料,提高电池性能和效率。
2. 激光清洗与表面处理:激光可以用于清洗动力电池表面的污垢和杂质,提高电池的效率和寿命。
激光还可以用于处理电极和隔膜的表面,增加其表面积和反应活性,提高电池的能量密度和循环稳定性。
3. 激光标记和标识:激光可以用于在动力电池上进行标记和标识,帮助管理和追踪电池的生产和使用过程。
激光标记可以在电池上刻印唯一的标识码和生产信息,方便电池的溯源和质量控制。
4. 激光探测与监测:激光可以用于检测和监测动力电池中的各种参数和性能。
例如,激光可以通过测量电池的光学属性来判断电池的充放电状态和健康状况。
激光还可以用于非接触式的温度测量和电池内部结构的成像,提供更精确和可靠的电池监测和故障诊断。
总的来说,激光技术在动力电池中的应用可以提高电池的制造质量和性能稳定性,提高电池的能量密度和充放电效率,减少
电池的能量损耗和故障概率,进一步推动电动汽车和储能系统的发展和应用。

激光在动力锂电池制造中的应用自1990年问世以来,锂电池因其能量密度高、电压高、环保、寿命长以及可快速充电等优点,深受3C数码、动力工具等行业的青睐,其对新能源汽车行业的贡献尤为突出。
作为提供新能源汽车动力来源的锂电池产业,市场潜力巨大,是国家战略发展的重要一环,预计未来5-10年,产业规模有望突破1600亿元。
动力电池作为新能源汽车的核心部件,其品质直接决定了整车性能。
锂电池制造设备一般为前端设备、中端设备、后端设备三种,其设备精度和自动化水平将会直接影响产品的生产效率和一致性。
而激光加工技术作为一种替代传统焊接技术已广泛应用于锂电制造设备之中。
本文通过激光在动力电池行业中的应用情况,阐述了激光焊接的工艺特点,分析了铝合金激光焊接难点以及焊接模式对焊接质量的影响,列举了方形动力电池及电池PACK工艺特点及设备发展趋势。
激光焊接工艺从锂电池电芯的制造到电池PACK成组,焊接都是一道很重要的制造工序,锂电池的导电性、强度、气密性、金属疲劳和耐腐蚀性,是典型的电池焊接质量评价标准。
焊接方法和焊接工艺的选用,将直接影响电池的成本、质量、安全以及电池的一致性。
在众多焊接方式中,激光焊接以如下优势脱颖而出:首先,激光焊接能量密度高、焊接变形小、热影响区小,可以有效地提高制件精度,焊缝光滑无杂质、均匀致密、无需附加的打磨工作;其次,激光焊接可精确控制,聚焦光点小,高精度定位,配合机械手臂易于实现自动化,提高焊接效率,减少工时,降低成本;另外,激光焊接薄板材或细径线材时,不会像电弧焊接那样容易受到回熔的困扰。
电池的结构通常包含多种材料,如钢、铝、铜、镍等,这些金属可能被制成电极、导线,或是外壳;因此,无论是一种材料之间或是多种材料之间的焊接,均对焊接工艺提出了较高要求。
激光焊接的工艺优势就在于可以焊接的材质种类广泛,能够实现不同材料之间的焊接。
工艺难点动力电池电芯的制造由于遵循“轻便”原则,通常会采用较“轻”的铝材质,而且还要做得更“薄”,一般壳、盖、底的厚度基本都要求达到1.0mm以下,目前一些主流厂家的基本材料厚度均在0.8mm左右。
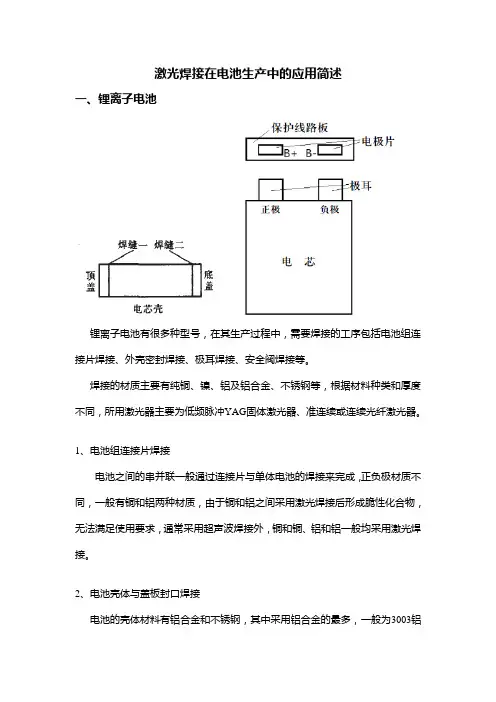
激光焊接在电池生产中的应用简述一、锂离子电池锂离子电池有很多种型号,在其生产过程中,需要焊接的工序包括电池组连接片焊接、外壳密封焊接、极耳焊接、安全阀焊接等。
焊接的材质主要有纯铜、镍、铝及铝合金、不锈钢等,根据材料种类和厚度不同,所用激光器主要为低频脉冲YAG固体激光器、准连续或连续光纤激光器。
1、电池组连接片焊接电池之间的串并联一般通过连接片与单体电池的焊接来完成,正负极材质不同,一般有铜和铝两种材质,由于铜和铝之间采用激光焊接后形成脆性化合物,无法满足使用要求,通常采用超声波焊接外,铜和铜、铝和铝一般均采用激光焊接。
2、电池壳体与盖板封口焊接电池的壳体材料有铝合金和不锈钢,其中采用铝合金的最多,一般为3003铝合金,也有少数采用纯铝。
不锈钢是激光焊接性最好的材质,尤其304不锈钢,无论是脉冲还是连续激光都能够获得外观和性能良好的焊缝。
铝及铝合金的激光焊焊接性能根据采用焊接方式的不同而略有差异。
除了纯铝和3系铝合金采用脉冲焊接和连续焊接都没有问题,其他系列铝合金最优选择连续激光焊接方式,以减小裂纹敏感性。
同时,根据电池壳体厚度选择合适功率的激光器,一般壳体厚度1 mm以下时,可考虑采用1000W以内单模激光器,厚度在1mm以上需使用1000W 以上单模或多模激光器。
小容量锂电池常采用比较薄的铝壳(厚度在0.25 mm 左右),也有的采用钢壳。
由于壳体厚度的关系,此类电池的焊接一般采用较低功率的激光器即可,目前最多采用的是YLR-500激光器。
根据实际焊接需要可采用连续焊接,也可以采用调制脉冲输出的脉冲激光焊接,或直接采用QCW准连续激光器进行脉冲焊接。
同时配置振镜焊接头的焊接方式也可采用。
使用连续激光器焊接薄壳锂电池,效率可以提升5~10 倍,且外观效果和密封性更好。
因此有逐渐取代脉冲激光器在这个应用领域的趋势。
3、电池极带点焊电池极带使用的材质包括纯铝带、镍带、铝镍复合带以及少量的铜带等。
电池极带的焊接一般使用脉冲焊接机,随着IPG 公司QCW 准连续激光器的出现,其在电池极带焊接上也得到了广泛的应用,同时由于其光束质量好、焊斑能够做到很小,其在应对高反射率的铝带、铜带以及窄带电池极带(极带宽度在1.5 mm 以下)的焊接有着独特的优势。
高功率环形激光在储能动力电池产品的应用与改善【摘要】本文介绍高功率环形激光在储能锂离子电池极柱焊接和镍片焊接的应用场景及特点,侧重介绍了其主要参数及在焊渣粉尘控制的机理,对使用中的焊接不良进行了介绍和基本机理分析,包括针对性的改善控制措施。
1.引言为实现我国2030年碳达峰2060年碳中和的双碳战略目标,储能动力电池获得了空前的快速成长,储能动力电池产品项目种类繁多,而激光焊接作为广泛应用于储能动力电池的技术工艺,已历经十年发展,在焊接中,基本上都采用的普通光纤激光器,一直存在着焊接飞溅导致热失控风险和高系铝焊缝裂纹的顽固问题,经多年参数工艺优化,取效甚微,近两年开始在主流电池厂导入的可调节环形光斑激光器,很好的解决了这一问题。
2.环形光斑激光介绍主流品牌常用的是通快PFO智能振镜系统和IPG YLS-AMB光束模式可调激光器,通快第三代PFO智能振镜系统,扫描范围从二代的320*190扩大到了420*280,在单个扫描范围内可以覆盖更多焊接区域电芯,从而提高了焊接效率,足以匹配日渐推广的CTP技术中一个模组电池包多达百多个电芯的焊接节拍要求;更重要的是,环形激光在焊接过程焊渣控制方面性能卓越,相比普通激光,可以做到极少Particle,这个在锂电安全可靠性方面有显著进步,也解除了制约锂电快速发展的安全枷锁。
2.1 环芯可调技术简介:不同于传统光纤激光器的光束,环形激光是激光器内部产生一束光,通过一个契型分光装置而分成两束光,其中一束光进入内环,另外一束进入外环,也就是说环形激光器输出的光斑,是由中心光斑和一个外环形光斑组成,并且两个光斑都可以实现激光功率和出光时间的实时单独调节,从而使激光焊接工艺窗口变得更宽更灵活,匹配各种焊接介质和工艺需求。
机理分析:外环光斑的前段对工件进行预热,而中心光斑用来形成焊接小孔,尔后用外环光斑的后段来稳定熔池,加速金属蒸汽溢出,稳定了匙孔前后壁动态性能,环形光束的能量改变了匙孔背部熔池的流动,熔池内部的涡流被外环能量抑制,熔池动态性能更加平稳, 抑制气孔形成,从而减少飞溅、气孔等缺陷,光滑表面成型光滑平整,焊接一致性和焊接外观的完美,据测试,环形激光可减少飞溅80%以上。

激光焊接技术在电池行业中的应用电池作为生活中常用的产品,看着外观简单,但是工艺却一点也不简单,尤其是在焊接技术的使用上可是一门学问。
下面是小编整理的一些关于激光焊接技术在电池行业中的应用,希望可以加深你的理解。
针对电池行业经常用到的18650电池焊接、18650电池盖帽穿透焊接、18650电池极耳穿透焊接、聚合物电池焊接、聚合物电池极耳穿透焊接、方形电池焊接、铝壳电池焊接、方形电池盖板封口对接焊接、方形电池盖板穿透点焊、电池组焊接、电池组连接片穿透焊接、动力电池焊接等各种电池行业焊接工艺,为广大电池厂家专门开发的相对应的激光焊接机。
能焊接的材料包括铝和铝焊接、铝和镍焊接、铜和铜焊接、铜和镍焊接等。
方形铝壳电池是常见的动力电池之一,外壳一般采用3003铝合金材料,它的作用是保护内部电极材料和防止电解液渗漏,工艺上需要封装,但传统的封装工艺不能满足方形铝壳电池的发展,而激光焊接则对铝壳封装具有很好的适应性。
铝合金3003的材料主要是铝锰合金,铝和锰的沸点温度相差不大,因此在激光焊接时,不会因金属元素烧损而造成焊缝质量下降等问题。
铝合金由于对1064nm激光的反射率极高且导热率高,使得铝合金比较难焊接。
一般铝壳的厚度为0.8mm,这就要求激光光束质量好、功率稳定。
采用YAG激光器进行焊接,由于激光光束质量不好,功率不稳定,容易出现焊不透或变形等问题。
采用连续激光进行焊接效果更好。
方形电池激光焊接机焊接工艺:高能量激光照射到材料上,使需要焊接的部分表面材料瞬间融化,融化后的铝合金材料对激光的吸收效率迅速增大,表面熔融铝合金液体将吸收的能量通过热传导方式使拼焊部分深层铝合金融化,壳体和壳体对应的盖板就融合在一起,冷却后形成了无缝高强度的焊缝,完成了焊接的工艺。
以上是小编的简单介绍,如果你还想了解更多相关知识,可以登录海维光电官网、关注微信公众号、拨打官方电话或者留下你的联系方式。
深圳市海维光电科技有限公司,专注于工业精密激光焊接、激光打标、激光切割,集研发、生产、销售、服务为一体的国家级高新技术企业。
激光焊接的应用
激光焊接具有能量密度高、焊接速度快、热影响区小、焊缝深宽比大、变形小及易于实现自动化等优点,有利于提高焊接质量和焊接的生产效率。
它被定义为最具有发展前景的材料加工技术。
动力电池焊接应用激光加工主要有电芯、模组、PACK等,激光焊接应用部位包括极耳、翻转片、封口、汇流排、PACK模组、注流孔封装等。
针对动力电池模组线,激光焊接的应用包括模组的外壳焊接、连接片的焊接及极耳的焊接等。
目前,我们公司在模组的外壳焊接有具体的应用案例。
比如目前动力电池的外壳材质是铝,铝壳电池占整个动力电池的绝大多数。
动力电池的激光焊接部位多,有耐压和漏液测试要求。
铝材的激光焊接难度较大,会面临焊痕表面凸起问题、气孔问题、炸火问题、内部气泡问题等。
焊接工艺技术人员会根据客户的电池材料、形状、厚度、拉力要求等选择合适的激光器和焊接工艺参数,包括焊接速度、波形、峰值、焊头倾斜角度等来设置合理的焊接工艺参数,以保证最终的焊接效果满足动力电池厂家的要求。
动力电池激光焊接技术介绍
激光焊接技术在动力电池制造领域具有重要作用,它能确保电池组件的高效、稳定和安全。
以下是关于动力电池激光焊接技术的一些介绍:
1.激光焊接原理:激光焊接是利用高能量密度的激光束在焊接区域产生局部熔化,将电池极片或隔膜等材料焊接在一起。
激光束的功率和焊接速度可调,可根据实际需求实现不同焊接效果。
2.焊接过程:激光焊接过程通常包括预处理、焊接和后续处理等步骤。
预处理目的是使焊接区域清洁、无油污,以保证焊接质量。
焊接过程中,激光束通过透镜聚焦在焊接区域,产生高温高压力,使材料熔化并连接。
后续处理主要是为了使焊接部位平滑、美观,并减小焊缝附近的应力。
3.优点:激光焊接具有焊接速度快、熔接区域小、焊缝平整、焊接质量高等优点。
此外,激光焊接还可以实现精确控制,使电池组件的尺寸和性能更加稳定。
4.应用场景:激光焊接技术广泛应用于新能源汽车动力电池的生产制造,包括电池模块、电池包、电池系统等各级别产品的焊接。
特别是对于高能量密度、轻量化、小型化的电池产品,激光焊接技术具有显著优势。
5.发展趋势:随着新能源汽车产业的快速发展,对动力电池性能和可靠性的要求不断提高。
未来,动力电池激光焊接技术将朝
着更高功率、更高速度、更精细控制等方向发展,以满足市场需求。
。
激光焊接技术在锂电池制造中的应用研究发布时间:2022-10-09T06:59:03.920Z 来源:《科学与技术》2022年11期作者:袁珠珠[导读] 当前,激光焊接技术在国内工业生产中的应用愈发广泛,袁珠珠合肥国轩高科动力能源有限公司安徽省合肥市包河区 230022摘要:当前,激光焊接技术在国内工业生产中的应用愈发广泛,且涉及的技术种类很多,包括激光自溶焊接、电子束复合焊接、氩弧焊复合焊接等。
尤其近年来在新能源汽车行业与锂电池产业不断迅猛发展的大环境下,激光焊接技术已成为锂电池制造过程中不可或缺的重要技术,极大提升了锂电池在应用过程中的安全性。
进一步优化焊接工艺,进而提升焊接质量,充分发挥激光焊接技术在锂电池制造过程中的重要作用,才能为锂电池的安全生产提供有效助力。
本文主要对激光焊接技术的工作原理、优势,以及其在锂电池制造中的特点与应用展开综述,并对其在未来的发展趋势进行预测。
关键词:激光焊接技术;锂电池制造;应用研究随着社会的不断发展,焊接技术已成为应用于多种行业的主要加工技术,尤其在锂电池制造过程中的应用最为广泛。
其电池与电池组在制造过程中采用焊接技术的环节较多,包括锂离子电池极耳焊接、壳体焊接、汇流排焊接、电池模组焊等工序。
焊接技术是制造领域中必不可少的技术之一,激光焊接多被应用于汽车、航天、轮船以及多种精密电子仪器的制造中。
因其具备了较高的焊接精准度、且能够进行无接触焊接、提高了生产效率及自动化程度,与其他焊接技术相比,有着无可比拟的独特优势,故而,在锂电池的制造领域得到大范围应用,且获得了高度认可。
在锂电池的制造过程中,焊接质量的高低不仅关乎着电池相关性能的发挥、使用寿命的长短,还对电池使用过程中的安全性有着一定影响。
所以,针对激光焊接技术在锂电池制造中的应用研究十分必要。
1激光焊接技术概述1.1激光焊接技术的工作原理与优势激光焊接技术以高能脉冲激光为能源,泵浦源则为脉冲氙灯。
工作中,激光电源将泵浦源开启后对氙灯放电,在放点的过程中形成相应频率的光波,利用激光聚光腔将光波照射于激光晶体上,对晶体产生激光辐射。
新能源动力电池模组激光焊接新能源动力电池模组激光焊接是目前电池行业中一种常见的连接技术,它通过利用激光束将电池模组中的各个部件进行焊接,从而实现电池的组装和连接。
本文将围绕新能源动力电池模组激光焊接展开讨论,介绍其原理、应用以及优势。
一、激光焊接原理新能源动力电池模组激光焊接是利用激光束的热效应对电池模组进行焊接的一种技术。
激光束照射到电池模组的焊接接头上,通过瞬间高温的作用,使接头表面部分熔化并迅速冷却固化,从而实现焊接。
激光焊接具有高能量密度、瞬间加热、热影响区小等优点,能够实现高精度、高效率的焊接。
二、激光焊接的应用新能源动力电池模组激光焊接广泛应用于电动汽车、储能设备等领域。
在电动汽车中,电池模组是其核心组件之一,激光焊接可以将电池模组中的电芯、导电片等部件进行可靠的连接,提高电池模组的性能和寿命。
在储能设备中,激光焊接可以实现电池模组的快速组装,提高生产效率和产品质量。
三、激光焊接的优势1. 高精度:激光焊接可以实现微小焊点的精确定位和焊接,大大提高了焊接的精度和可靠性。
2. 高效率:激光焊接速度快,能够实现对多个焊点的同时焊接,提高了生产效率。
3. 无污染:激光焊接不需要使用焊剂和助焊剂,避免了对环境的污染。
4. 低热影响区:激光焊接瞬间加热,热影响区小,不会对周围材料产生热变形和热损伤。
5. 焊接强度高:激光焊接可以实现焊点的高强度连接,提高了焊接的可靠性和耐久性。
四、激光焊接的发展趋势随着新能源动力电池市场的快速发展,激光焊接技术也在不断创新和进步。
目前,一些新的激光焊接技术已经应用于电池模组的焊接,如激光超声波混合焊接、激光熔覆等。
这些新技术能够进一步提高激光焊接的效率和质量,满足不同应用场景的需求。
新能源动力电池模组激光焊接是一种高效、精确、可靠的连接技术。
它在电动汽车、储能设备等领域的应用不断拓展,为新能源产业的发展提供了有力支持。
随着技术的不断创新和进步,相信新能源动力电池模组激光焊接技术将在未来发展中发挥更加重要的作用。
新能源动力电池模组激光焊接随着新能源汽车的快速发展,电池作为其重要组成部分,对其性能和安全性提出了更高的要求。
而电池模组作为电池系统的关键组件之一,其连接方式对整个电池系统的性能和寿命具有重要影响。
传统的焊接方式存在接触电阻大、焊接质量难以保证等问题,因此,激光焊接作为一种新的连接方式逐渐被应用于电池模组的生产中。
激光焊接是利用激光束对工件进行加热和熔化,通过熔化的金属材料形成焊缝的一种焊接方法。
与传统的焊接方式相比,激光焊接具有焊缝小、热影响区小、焊接速度快、焊接质量高等优点。
在电池模组的生产中,激光焊接不仅能够实现快速、高效的焊接,还能够减小焊接区域的热影响,避免对电池材料的损伤,从而提高电池的性能和寿命。
激光焊接在电池模组的生产中主要应用于电池片的连接。
电池片是电池模组的核心组件,通过将多个电池片按照一定的方式连接起来,形成电池模组。
而激光焊接可以实现电池片之间的快速、高效连接,避免了传统焊接方式中存在的接触电阻大、焊接质量难以保证等问题。
同时,激光焊接还能够减小电池片之间的接触电阻,提高电池模组的整体性能。
在电池模组的激光焊接过程中,激光参数的选择是关键。
激光参数的选择直接影响焊接质量和效率。
一般来说,激光功率、激光束直径和激光脉冲宽度是影响焊接质量的重要参数。
激光功率过大会导致焊缝过宽、热影响区过大,从而降低焊接质量;激光功率过小则会导致焊接不完全,影响焊接强度。
激光束直径和激光脉冲宽度的选择应根据电池片的材料和尺寸进行优化,以保证焊接质量和效率。
除了激光参数的选择,激光焊接还需要考虑焊接工艺的优化。
焊接工艺的优化包括焊接速度、焊接角度、焊接位置等方面的选择。
焊接速度的选择应根据电池片的材料和尺寸进行优化,以保证焊接质量和效率。
焊接角度的选择应使焊缝形状均匀、焊接强度高。
焊接位置的选择应使焊缝与电池片表面保持一定的距离,以避免焊接过程中对电池材料的损伤。
总的来说,新能源动力电池模组激光焊接作为一种新的连接方式,具有焊缝小、热影响区小、焊接速度快、焊接质量高等优点。
基于激光技术的动力电池系统部件分组装设备的装配精度控制随着电动车市场的快速发展,动力电池系统成为了电动车的核心部件之一。
而动力电池系统的部件装配精度控制对于电池性能、安全和寿命等方面至关重要。
本文将讨论基于激光技术的动力电池系统部件分组装设备的装配精度控制的相关内容。
一、激光技术在动力电池装配中的应用激光技术在装配领域具有许多优势,包括高精度、高速度、非接触等特点。
在动力电池系统的装配过程中,激光技术可以应用于以下方面:1. 焊接:激光焊接可以实现对动力电池系统部件的快速且精确的连接。
通过调节激光的功率和焦距,可以实现对电池电极和电池壳体等部件的高精度焊接,确保焊缝质量和连接强度。
2. 切割和打孔:激光切割和打孔可以用于制造电池片和电池组的过程中。
与传统机械切割和打孔相比,激光技术具有更高的精度和更小的热影响区域,可以减少电池片和电池组的能量损失。
3. 标记和测量:激光可以用于对电池组件进行标记和测量,以确保装配的精度和一致性。
激光标记可以在电池组件上进行永久性标记,并提供追踪和质量控制的便利。
激光测量可以对电池组件的尺寸、位置和形状进行高精度测量,确保装配过程中的精度控制。
二、基于激光技术的动力电池系统部件分组装设备动力电池系统由多个电池模块和其他组件组成,这些组件需要在装配过程中进行精确的分组和装设。
基于激光技术的动力电池系统部件分组装设备可以实现对电池组件位置和间距的精确控制,从而确保装配精度。
该装备的主要工作流程包括以下几个步骤:1. 传感器检测:装配设备会使用激光传感器对电池组件进行检测。
通过检测电池组件的位置、尺寸和形状等参数,可以确定装配的精确位置和间距。
2. 激光定位:根据传感器检测的数据,装配设备会使用激光定位技术将电池组件定位到正确的位置。
激光定位可以实现对电池组件位置的高精度控制,确保装配的准确性。
3. 激光焊接:在电池组件定位后,装配设备会使用激光焊接技术将电池组件进行连接。
动力电池PACK段高功率振镜取代传统准直头焊接的解决案例发布时间:2021-11-09T10:00:20.195Z 来源:《教育研究》2021年12月上34期作者:黄子龙[导读] 目前新能源汽车的发展步入了关键时期,动力电池目前产能缺乏,高功率振镜激光焊接系统速度快、强度高,焊接过程能够实现准确定位,焊接过程易于实现自动化控制。
振镜系统安装在机器人上,可实现灵活的远程焊接,具有较大的空间自由度,在焊接电池模组、电芯软连接片以及电池防爆阀等工序上都有广泛的应用。
大族激光科技产业集团股份有限公司黄子龙广东深圳 518000摘要:目前新能源汽车的发展步入了关键时期,动力电池目前产能缺乏,高功率振镜激光焊接系统速度快、强度高,焊接过程能够实现准确定位,焊接过程易于实现自动化控制。
振镜系统安装在机器人上,可实现灵活的远程焊接,具有较大的空间自由度,在焊接电池模组、电芯软连接片以及电池防爆阀等工序上都有广泛的应用。
关键词:高功率激光振镜系统、电池模组、机器人。
Power cell PACK section high power vibration mirror instead of traditional alignment head welding solution caseHuangzilong(Han’s laser technology industry group CO.,LTD, ShenzhenGuangdong,518000)Abstract:At present the development of new energy vehicles to enter the key period, power battery capacity lack at present, high power fast galvanometer laser welding system, the intensity is high, the welding process can realize accurate positioning, easy to realize automatic control in welding process. Galvanometer system installed on the robot, which can realize flexible remote welding, has a larger space degree of freedom, in welding, batteries, battery module soft connection on the tablet and battery explosion-proof valve has a wide range of applications.Keywords: High power laser galvanometer system, battery module, kuka robot.1 引言随着新能源汽车的快速发展,对动力电池的需求越来越多,电池生产工厂的产能继续扩大,动力电池模组组装段是提高动力电池产量的重要环节,以往的准直聚焦激光焊接的焊接速度依靠丝杆导轨式的伺服电机运动平台,尤其圆弧焊接中对机械电气的硬件要求非常高,从直线焊接跳转到圆弧焊接时焊接头运动速度降低,从而造成了焊接过程速度不稳定,影响焊接效果。