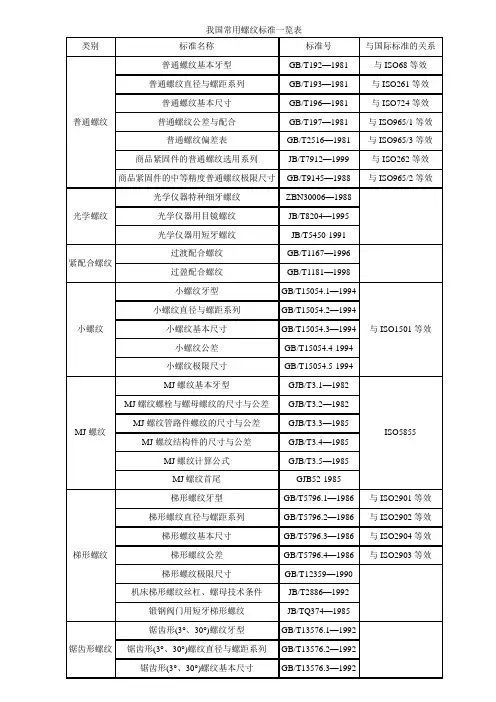
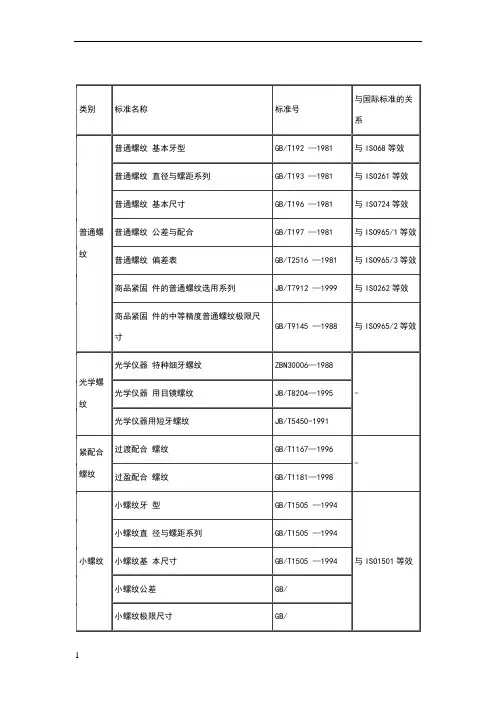
光学仪器公差配合表
- 格式:xls
- 大小:127.50 KB
- 文档页数:4
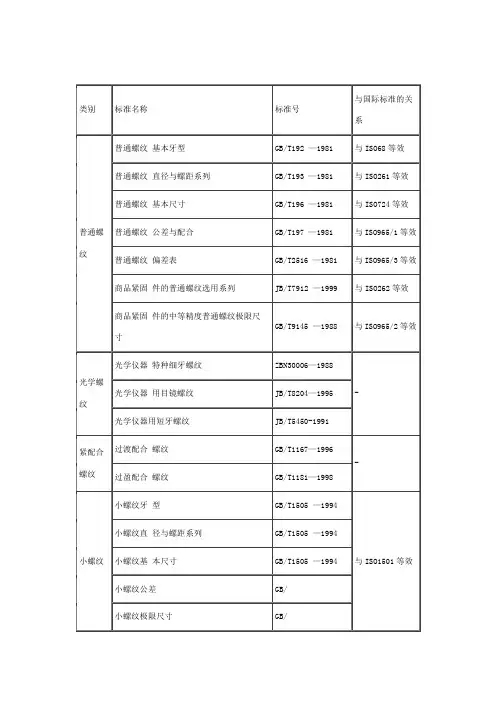
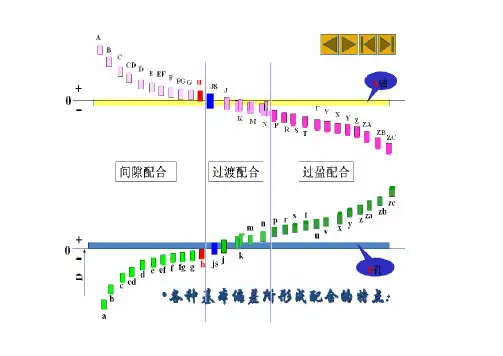

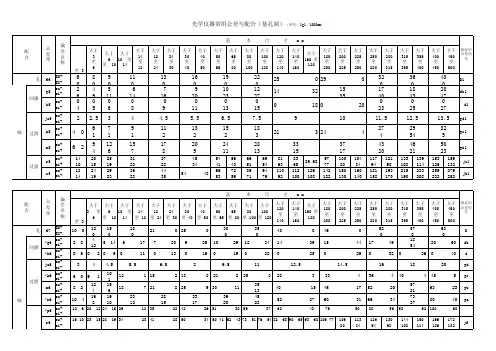
公差与配合(摘自GB1800 ~1804- 79)免费1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值 ( 基本尺寸大于6 至 500mm)基本尺寸公差等级mm IT5IT6IT7IT8IT9IT10IT11IT12 >6~ 10691522365890150 >10~1881118274370110180 >18~3091321335284130210 >30~501116253962100160250 >50~801319304674120190300 >80~1201522355487140220350 >120~18018254063100160250400 >180~25020294672115185290460 >250~31523325281130210320520 >315~40025365789140230360570 >400~50027406397155250400630孔的极限差值(基本尺寸由大于10 至 315mm)μm 等基本尺寸m m公差带级>0~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315+77+98+119+146+174+208+242+271 8+50+65+80+100+120+145+170+190+93+117+142+174+207+245+285+320▼ 9+50+65+80+100+120+145+170+190 D+120+149+180+220+260+305+355+400 10+50+65+80+100+120+145+170+190+160+195+240+290+340+395+460+510 11+50+65+80+100+120+145+170+190等基本尺寸m m公差带级>0~18>18~30>30~50>50~80>80~120>120~180 >180~250>250~315+43+53+66+79+94+110+129+142 6+32+40+50+60+72+85+100+110+50+61+75+90+107+125+146+162 7+32+40+50+60+72+85+100+110+59+73+89+106+126+148+172+191 E8+32+40+50+60+72+85+100+110+75+92+112+134+159+185+215+240 9+32+40+50+60+72+85+100+110+102+124+150+180+212+245+285+320 10+32+40+50+60+72+85+100+110+27+33+41+49+58+68+79+88 6+16+20+25+30+36+43+50+56+34+41+50+60+71+83+96+108 7+16+20+25+30+36+43+50+56 F+43+53+64+76+90+106+122+137▼8+16+20+25+30+36+43+50+56+59+72+87+104+123+143+165+186 9+16+20+25+30+36+43+50+56+11+13+16+19+22+25+29+32 600000000+18+21+25+30+35+40+46+52▼7H00000000 +27+33+39+46+54+63+72+81▼800000000+43+52+62+74+ 87+100+115+130▼ 900000000公差带KNP 公差带等基本尺寸m m级>0~18>18~30>30~50>50~80>80~120>120~180 >180~250>250~315+70+84+100+120+140+160+185+2101000000000+110+130+160+190+220+250+290+320▼ 1100000000+2+2+3+4+4+4+5+56-9- 11-13- 15- 18-21- 24- 27+6+6+7+9+10+12+13+16▼ 7- 12-15-18- 21- 25-28- 33- 36+8+10+12+14+16+20+22+258- 19-23-27- 32- 38-43- 50- 56-9- 11-12- 14- 16-20- 22- 256- 20-28-24- 33- 38-45- 51- 57-5- 7- 8-9- 10-12- 14- 14▼ 7- 23-28-33- 39- 45-52- 60- 66-3- 3- 3-4- 4- 4-5-58- 30-36-42- 50- 58-67- 77- 86- 15-18-21- 26- 30-36- 41- 476- 26-31-37- 45- 52-61- 70- 79-11-14-17- 21- 24-28- 33- 36▼ 7- 29-35-42- 51- 59-68- 79- 88轴的极限偏差(基本尺寸由于大于10 至 315mm)等基本尺寸m m级>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315等公差带级>10~18 d6-50- 617- 50- 688- 50- 77▼ 9-50- 9310- 50- 120 f▼ 7-16- 348- 16- 439- 16- 59g5-6- 14▼ 6-6- 177- 6- 24h05—8▼6—11基本尺寸m m>18~30>30~50>50~80>80~120>120~180 >180~250>250~315-65- 80- 100- 120- 145- 170-190-78- 96- 119- 142- 170- 199-222-65- 80- 100- 120- 145- 170-190-86- 105- 130- 155- 185- 216-242-65- 80- 100- 120- 145- 170-190-98- 119- 146- 174- 208- 242-271-65- 80- 100- 120- 145- 170-190-117- 142- 174- 207- 245- 285-320-65- 80- 100- 120- 145- 170-190-149- 180- 220- 260- 305- 355-400-20- 25- 30- 36- 43- 50-56-41- 50- 60- 71- 83- 96-108-20- 25- 30- 36- 43- 50-56-53- 64- 76- 90- 106- 122-137-20- 25- 30- 36- 43- 50-56-72- 87- 104- 123- 143- 165-186-7- 9- 10- 12- 14- 15-17-16- 20- 23- 27- 32- 35-40-7- 9- 10- 12- 14- 15-17-20- 25- 29- 34- 39- 44-49-7- 9- 10- 12- 14- 15-17-28- 34- 40- 47- 54- 61-69 0000000— 9—11— 13— 15—18— 20— 23 0000000—13—16— 19— 22—25— 29— 32等基本尺寸m m公差带级>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~31500000000▼7— 18—21—25— 30— 35—40— 46— 5200000000 8— 27—33—39— 46— 54—63— 72— 8100000000▼9— 43—52—62— 74— 87— 100— 115—130K+9+11+13+15+18+21+24+27 5+1+2+2+2+3+3+4+4+12+15+18+21+25+28+33+36▼6+1+2+2+2+3+3+3+4+19+23+27+32+38+43+50+56 7+1+2+2+2+3+3+4+4M+15+17+20+24+28+33+37+43 5+7+8+9+11+13+15+17+20+18+21+25+30+35+40+46+52 6+7+8+9+11+13+15+17+20+25+29+34+41+48+55+63+72 7+7+8+9+11+13+15+17+20N+20+24+28+33+38+45+51+57 5+12+15+17+22+23+27+31+34+23+28+33+39+45+52+60+66▼6+12+15+17+20+23+27+31+34+30+36+42+50+58+67+77+86 7+12+15+17+20+23+27+31+34p+26+31+37+45+52+61+70+79 5+18+22+26+32+37+43+50+56等基本尺寸m m公差带级>10~18>18~30>30~50>50~80>80~120>120~180 >180~250>250~315+29+35+42+51+59+68+79+88▼6+18+22+26+32+37+43+50+56+36+43+51+62+72+83+96+108 7+18+22+26+32+37+43+50+56注:注明▼者为优先公差等级,应优先采纳。
公差配合与测量技术实验报告表面粗糙度的检测实验报告一、实验目的1.掌握常用量具的工作原理。
2.了解用光切显微镜测量表面粗糙度的原理和方法。
3.熟悉表面粗糙度参数值常用测量方法。
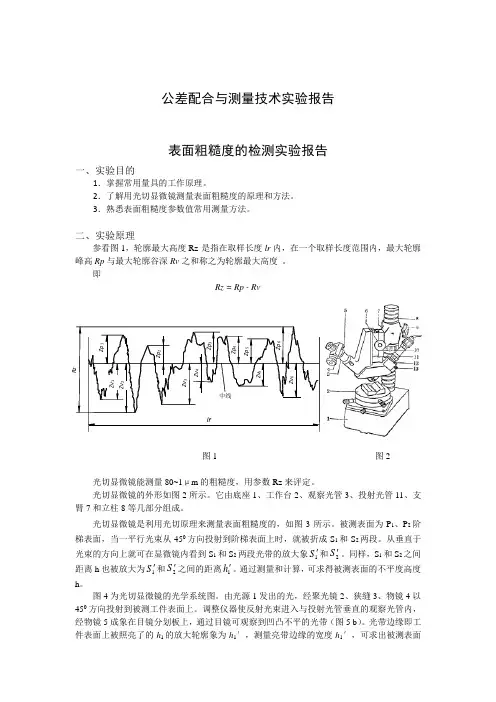
二、实验原理参看图1,轮廓最大高度Rz 是指在取样长度lr 内,在一个取样长度范围内,最大轮廓峰高Rp 与最大轮廓谷深Rv 之和称之为轮廓最大高度 。
即Rz = Rp - Rv图1 图2光切显微镜能测量80~1μm 的粗糙度,用参数Rz 来评定。
光切显微镜的外形如图2所示。
它由底座1、工作台2、观察光管3、投射光管11、支臂7和立柱8等几部分组成。
光切显微镜是利用光切原理来测量表面粗糙度的,如图3所示。
被测表面为P 1、P 2阶梯表面,当一平行光束从450方向投射到阶梯表面上时,就被折成S 1和S 2两段。
从垂直于光束的方向上就可在显微镜内看到S 1和S 2两段光带的放大象1S '和2S '。
同样,S 1和S 2之间距离h 也被放大为1S '和2S '之间的距离1h '。
通过测量和计算,可求得被测表面的不平度高度 h 。
图4为光切显微镜的光学系统图。
由光源1发出的光,经聚光镜2、狭缝3、物镜4以450方向投射到被测工件表面上。
调整仪器使反射光束进入与投射光管垂直的观察光管内,经物镜5成象在目镜分划板上,通过目镜可观察到凹凸不平的光带(图5 b )。
光带边缘即工件表面上被照亮了的h 1的放大轮廓象为h 1′,测量亮带边缘的宽度h 1′,可求出被测表面的不平度高度h 1:1h =1h cos450=Nh'1cos450式中 N —物镜放大倍数。
图 3 图 4为了测量和计算方便,测微目镜中十字线的移动方向(图5a )和被测量光带边缘宽度h 1′成450斜角(图5b ),故目镜测微器刻度套筒上读数值h 1′与不平度高度的关系为:1h ''=020145cos 45cos Nh h ='所以 h =Nh N h 245cos 1021"=" 式中,N21=C ,C 为刻度套筒的分度值或称为换算系数,它与投射角α、目镜测微器的结构和物镜放大倍数有关。
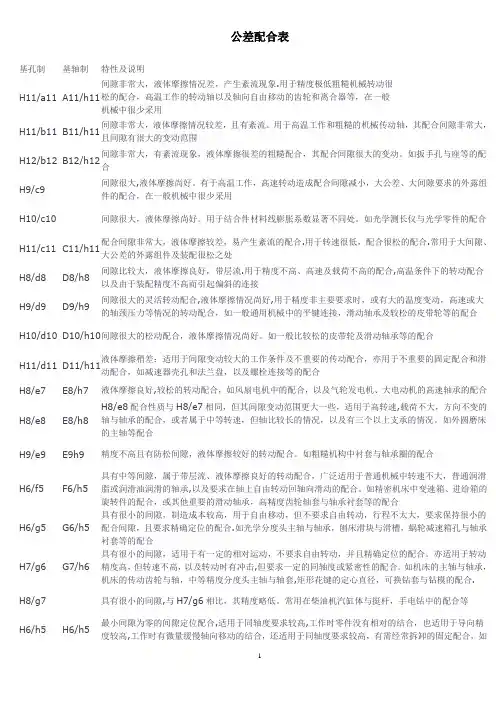
公差配合表基孔制 基轴制 特性及说明H11/a11 A11/h11间隙非常大,液体摩擦情况差,产生紊流现象.用于精度极低粗糙机械转动很松的配合,高温工作的转动轴以及轴向自由移动的齿轮和离合器等,在一般机械中很少采用H11/b11 B11/h11 间隙非常大,液体摩擦情况较差,且有紊流。
用于高温工作和粗糙的机械传动轴,其配合间隙非常大,且间隙有很大的变动范围H12/b12 B12/h12 间隙非常大,有紊流现象,液体摩擦很差的粗糙配合,其配合间隙很大的变动。
如扳手孔与座等的配合H9/c9 间隙很大,液体摩擦尚好。
有于高温工作,高速转动造成配合间隙减小,大公差、大间隙要求的外露组件的配合,在一般机械中很少采用H10/c10间隙很大,液体摩擦尚好。
用于结合件材料线膨胀系数显著不同处。
如光学测长仪与光学零件的配合 H11/c11 C11/h11 配合间隙非常大,液体摩擦较差,易产生紊流的配合.用于转速很低,配合很松的配合.常用于大间隙、大公差的外露组件及装配很松之处H8/d8D8/h8 间隙比较大,液体摩擦良好,带层流.用于精度不高、高速及载荷不高的配合,高温条件下的转动配合以及由于装配精度不高而引起偏斜的连接 H9/d9 D9/h9 间隙很大的灵活转动配合,液体摩擦情况尚好,用于精度非主要要求时,或有大的温度变动,高速或大的轴颈压力等情况的转动配合,如一般通用机械中的平键连接,滑动轴承及较松的皮带轮等的配合 H10/d10 D10/h10间隙很大的松动配合,液体摩擦情况尚好。
如一般比较松的皮带轮及滑动轴承等的配合 H11/d11 D11/h11 液体摩擦稍差:适用于间隙变动较大的工作条件及不重要的传动配合,亦用于不重要的固定配合和滑动配合,如减速器壳孔和法兰盘,以及螺栓连接等的配合H8/e7E8/h7 液体摩擦良好,较松的转动配合,如风扇电机中的配合,以及气轮发电机、大电动机的高速轴承的配合 H8/e8 E8/h8 H8/e8配合性质与H8/e7相同,但其间隙变动范围更大一些,适用于高转速,载荷不大,方向不变的轴与轴承的配合,或者属于中等转速,但轴比较长的情况,以及有三个以上支承的情况。
光学设计公差允许一公差分配思路原准备用ODP841进行公差分配计算,但该软件是用于几何传函的计算,对小象差系统计算的结果比Zemax 中的MTFT好的多,这是因为没考虑衍射效应对象差的干扰。
我们设计的系统鉴别率是很高的。
因此用ODP 841计算偏差很大。
故采用Zemax计算。
首先介召公差计算的总体思路:在光学设计中给所有工艺允许的总公差是:使最差情况下的传函由于工艺因素的总下降量不大于0.15 lp /mm(下降后的传函仍有MTF=0.15,以便CCD仍能分辩它对应的空间频率),对于本系统就是在F=1.23光圈、1H,0.7H口径下允许鉴别率总下降量不大于0.15 lp/mm。
公差分配的环节有:半径、厚度1(透镜厚度)、厚度2(透镜气隙)、玻璃折射率、玻璃色散、中心偏1(加工偏心)、中心偏2(装配偏心)、余量上面的公差余量是为了在实际的工艺实施中,由于工艺原因必需放宽公差时,总公差允许量不致于超。
在计算公差时,先按经验以工艺上最宽松的条件给出各结构参量的公差预定值,这样作是为了先考核最差情况对总公差的影响。
当总公差不超时,也不能以此作为公差分配的最终结果,因为在工艺允许的条件下,应尽量提高成象质量,因此应减少对总公差影响大的诸结构公差,这样才能最有效的提高成象质量。
二公差分配1 思路对本样例镜头,用Zemax公差计算功能时应遵循如下原则:(1)因为F=2~8口径均比F=1.2口径的传函高很多,因此应以F=1.2口径传函为准考核传函变化量。
(2)在F=1.2口径的传函中,应要求0W,0.7W的传函,而0W传函比0.7W传函高很多,因此应以0.7W视场传函为准考核传函变化量所允许的半径公差。
(3)在计算传函时,应以MTF=0.3为基准考核传函的空间频率。
(4)正态分布的蒙特卡罗数应取20以上,我们取50(此数越大,得到的公差计算结果的可信度越高,但计算量就越大)。
(5)用传函计算公差时,各结构变量公差预定值的给定,可参考“各结构公差计算时预定公差的给定原则”给出。
基准制的选用原则:1.优先采用基孔制。
2.如有标准件,标准件优先。
2.一根轴上安装有多个配合要求,采用基轴制。
常用优先配合特性及选用举例过渡配合装配方法配合特性及使用条件应用举例基孔基轴H6/m5 M6/h5铜锤打入50%~62.1%用于配合紧密不经常拆卸的地方。
当配合长度大于1.5倍直径时,用来代替H7/n6,同轴度好压缩机连杆头与衬套,柴油机活塞孔与活塞销的配合H7/m6 M7/h6蜗轮青铜轮缘与铸铁心,齿轮孔与轴,减速机轴与圆链齿轮,定位销与孔的配合H8/m7 M8/h7 升降机构中的轴与孔,压缩机十字销轴与座的配合H6/k5 K6/h5手锤打入46.2%~49.1%用于受不大的冲击载荷处,同轴度仍好,用于常拆卸部位。
被广泛用一种过度配合精密螺纹车床床头箱体孔和主轴轴承外圆的配合H7/k6 K7/h6 41.7%~45%机床不滑动齿轮和轴,中型电机轴和联轴器或带轮,减速机蜗轮与轴,齿轮和轴的配合H8/k7 K8/h7 41.5%~54.2%压缩机连杆孔与十字头销,循环泵活塞与活塞杆H6/js5 JS6/h5 手锤或木锤装卸19.2%~21.1%用于频繁拆卸、同轴度要求不高的地方,是最松的一种过渡配合,大部分都将得到间歇木工机械中轴与轴承的配合H7/js6 JS7/h6 18.8%~20%机床变速箱中的齿轮和轴,精密仪表中的轴和轴承,增压器衬套间的配合未注公差尺寸按GB/T1804- m。
光学设计公差允许一公差分配思路原准备用ODP841进行公差分配计算,但该软件是用于几何传函的计算,对小象差系统计算的结果比Zemax 中的MTFT好的多,这是因为没考虑衍射效应对象差的干扰。
我们设计的系统鉴别率是很高的。
因此用ODP 841计算偏差很大。
故采用Zemax计算。
首先介召公差计算的总体思路:在光学设计中给所有工艺允许的总公差是:使最差情况下的传函由于工艺因素的总下降量不大于0.15 lp /mm(下降后的传函仍有MTF=0.15,以便CCD仍能分辩它对应的空间频率),对于本系统就是在F=1.23光圈、1H,0.7H口径下允许鉴别率总下降量不大于0.15 lp/mm。
公差分配的环节有:半径、厚度1(透镜厚度)、厚度2(透镜气隙)、玻璃折射率、玻璃色散、中心偏1(加工偏心)、中心偏2(装配偏心)、余量上面的公差余量是为了在实际的工艺实施中,由于工艺原因必需放宽公差时,总公差允许量不致于超。
在计算公差时,先按经验以工艺上最宽松的条件给出各结构参量的公差预定值,这样作是为了先考核最差情况对总公差的影响。
当总公差不超时,也不能以此作为公差分配的最终结果,因为在工艺允许的条件下,应尽量提高成象质量,因此应减少对总公差影响大的诸结构公差,这样才能最有效的提高成象质量。
二公差分配1 思路对本样例镜头,用Zemax公差计算功能时应遵循如下原则:(1)因为F=2~8口径均比F=1.2口径的传函高很多,因此应以F=1.2口径传函为准考核传函变化量。
(2)在F=1.2口径的传函中,应要求0W,0.7W的传函,而0W传函比0.7W传函高很多,因此应以0.7W视场传函为准考核传函变化量所允许的半径公差。
(3)在计算传函时,应以MTF=0.3为基准考核传函的空间频率。
(4)正态分布的蒙特卡罗数应取20以上,我们取50(此数越大,得到的公差计算结果的可信度越高,但计算量就越大)。
(5)用传函计算公差时,各结构变量公差预定值的给定,可参考“各结构公差计算时预定公差的给定原则”给出。