浮头式换热器制造工艺卡
- 格式:docx
- 大小:11.26 KB
- 文档页数:3

换热器制造工序过程卡换热器是一种常见的热交换设备,用于将热量从一个流体传递到另一个流体。
换热器制造的工序过程卡包括以下几个主要步骤:1.原材料准备:换热器的主要材料通常为金属(如钢、铜、铝等)和密封材料。
在制造过程中,需要准备这些材料,包括检查材料的质量和尺寸是否符合要求。
2.设计和加工:根据换热器的设计要求,制定相应的制造工艺流程。
这通常涉及到设备的尺寸、热传导性能、流体通道的设计等。
然后进行加工,包括切割、焊接、钻孔等工艺,将原材料制成相应的形状。
3.焊接:焊接是制造换热器过程中的重要工艺。
根据设计要求,将金属材料进行焊接,连接成一个整体。
焊接工艺包括选择合适的焊接电流和时间、焊接材料的选择、焊接接头的准备等。
4.清洗和除油:换热器制造过程中,金属材料通常会有一定程度的油污和杂质。
在下一步涂层和装配之前,需要对金属材料进行清洗和除油处理,以确保材料表面的干净和光滑。
5.涂层和防腐处理:在装配之前,换热器的金属表面需要进行涂层处理,以提高其耐腐蚀性能。
常见的涂层材料包括烤漆、喷漆、热浸镀等。
涂层能够提高材料的表面硬度、耐腐蚀性和耐高温性能。
6.装配和测试:根据设计要求,将焊接好的金属零部件进行装配。
装配工作包括热交换管、密封件、法兰连接等。
装配完成后,进行压力测试和泄漏测试,以确保换热器的性能符合设计要求。
7.填充介质:根据客户的需求和设备使用环境,填充合适的介质。
常见的介质包括水、蒸汽、空气等。
填充介质后,进行再次测试,确保介质流动和温度变化符合设计要求。
8.包装和出厂:最后一步是对换热器进行包装和出厂。
根据客户要求,用适当的材料进行包装,以保护换热器的表面。
然后进行最后的检查,确保换热器的外观和性能符合要求,准备发货给客户。
总之,换热器制造的工序过程包括原材料准备、设计和加工、焊接、清洗和除油、涂层和防腐处理、装配和测试、填充介质、包装和出厂等步骤。
每个步骤都需要严格控制和测试,以确保最终制造出的换热器具有良好的质量和性能。

浮头式换热器设计(1)目录一、引言1.1列管式换热器设计任务书 (2)1.2设计题目的目的、意义、内容、主要任务 (3)二、正文2.1确定设计方案 (4)2.2确定物性数据 (4)2.3估算传热面积 (5)2.4工艺结构尺寸 (6)2.4.1管径和管内流速 (6)2.4.2管程数和传热管数 (6)2.4.3 平均温差校正及壳程数 (6)2.4.4 传热管排列和分程方法 (7)2.4.5壳体直径 (7)2.4.6折流板 (7)2.4.7接管 (7)2.5换热器核算 (8)2.5.1.传热面积校核 (8)2.5.2换热器内压降的核算 (10)三、结论 (12)四、参考文献 (13)一、引言1.1 列管式换热器设计任务书1.1.1.设计题目:1,3-丁二烯气体换热器设计1.1.2.设计任务及操作条件1.设计任务:工作能力(进料量q=120000+51×1000=171000㎏/h)2.操作条件:1,3-丁二烯气体的压力:6.9MPa 进口110℃,出口60℃循环冷却水的压力:0.4MPa进口30℃,出口40℃1.1.3.设备型式:浮头式换热器1.1.4.物性参数1,3-丁二烯气体在定性温度(85℃)下的有关物性数据如下:密度ρ1=527㎏/m3定压比热容c p1=2.756kJ/(㎏·℃)热导率λ1=0.0999W/(m·℃)粘度μ1=9.108×10-5Pa·s循环水在定性温度(34℃)下的物性数据如下:密度ρ2=994.4kg/m3定压比热容c p2=4.08kJ/(kg·℃)热导率λ2=0.624W/(m·℃)粘度μ2=0.725×10-3Pa·s1.1.5.设计内容:1.设计方案的选择及流程说明2.工艺计算3.主要设备工艺尺寸(1)冷凝器结构尺寸的确定(2)传热面积,两侧流体压降校核(3)接管尺寸的确定4.换热器设备图和说明书1.2设计题目的目的、意义、内容、主要任务1.2.1. 课程设计的目的:(1) 使学生掌握化工设计的基本程序与方法;(2) 结合设计课题培养学生查阅有关技术资料及物性参数的能力;(3) 通过查阅技术资料,选用设计计算公式,搜集数据,分析工艺参数与结构尺寸间的相互影响,增强学生分析问题、解决问题的能力;(4) 对学生进行化工工程设计的基本训练,使学生了解一般化工工程设计的基本内容与要求;(5) 通过编写设计说明书,提高学生文字表达能力,掌握撰写技术文件的有关要求;(6) 了解一般化工设备图基本要求,对学生进行绘图基本技能训练1.2.2. 课程设计内容:(1) 设计方案简介:对给定或选定的工艺流程,主要设备的型式进行简要的论述。

浮头式换热器设计摘要:本次设计的题目是浮头式换热器。
浮头式换热器是管壳式换热器的换热器系列中的一种,它的特点是两端管板只是一端与外壳固定,另一端可相对壳体滑移,称为浮头式。
浮头由浮动管板钩圈和浮头端盖组成。
它不会因为管束之间的差胀而产生温差热效应,同时还具有拆卸方便、易清洗的优点,另外与其他类型的管壳式换热器一样,能在高温、高压下工作,所以在化工工业方面应用广泛。
本设计中的浮头式换热器主要参照GB151在给定的设计条件下进行工艺设计,然后对筒体、管束、浮头端进行详细的机械结构设计、计算和校核,对于换热器的一些零部件则根据设计参数查找标准。
对于具体的设计步骤与准则在设计说明书中有详细的说明。
关键字:换热器;浮头;管板;钩圈The design of floating-head heat exchangerAbstract:The topic of my study is the design of floating-head heat exchanger. The floating-head heat exchanger is a special type of tube and shell heat exchanger. It is special for its floating head. One of its tube sheet is fixed,while another can float in the shell,so called floating head. The floating head floating tube sheet hook and loop and floating head cover. It is not because of the differential expansion between the tubes and the temperature difference between the thermal effects, but also has to facilitate the demolition, the advantages of easy to clean, but in addition it can work in high temperature and high pressure same as the other tube and shell heat exchanger, so widely used in the chemical industry. The design of the floating head heat exchanger major reference GB151,first make process design in a given design conditions, and then on the cylinder, tube, floating head end, a detailed mechanical structural design, calculation and check, for some of the heat exchanger components according to the design parameters. The specific design steps and design criterion is described in design specification.Keywords:heat exchanger; floating head; tube plate; hook and loop前言换热器是实现热量传递的一种设备,在工业生产中起着重要的作用,在各个化工相关领域得到了广泛的应用。


化工原理课程设计原油加热器——浮头式换热器工艺说明书学院:材料科学与工程专业:高分子材料与工程班级:高分子112班姓名:***学号:**********指导教师:佟白目录第1章绪论 .......................................................................................................... 错误!未定义书签。
设计任务和设计条件 (3)第2章工艺设计与计算 (3)2. 1浮头式换热器的选用 (3)2.1.1 流动途径 (3)2.1.2 物性参数的确定...................................................................... 错误!未定义书签。
2.1.3 热负荷的计算 (3)2.1.4 估算传热面积A (4)2.2 工艺结构尺寸 (4)2.2.1 管径和管内流速 (4)2.2.2 管程数和传热管数 (4)2.2.3 平均传热温差校正及壳程数 (5)2.2.4 传热管排列和分程方法 (5)2.2.5 壳体内径 (6)2.2.6 折流板 (6)2.2.7 接管 (6)2.2.8 法兰 (14)2.2.9 其他附件.................................................................................. 错误!未定义书签。
2.3换热器核算 (7)2.3.1 传热能力核算 (7)2.3.2壳程流体传热膜系数 (7)2.3.3管程传热膜系数 (8)2.3.4总传热系数 (8)2.3.5传热面积裕度2.3.6壁温核算2.3.7换热器内流体的流动阻力 (9)2.3.8管程流体阻力 (9)2.3.9壳程流体阻力 (11)第3章3.1设备参数计算3. 2设计结果一览表错误!未定义书签。
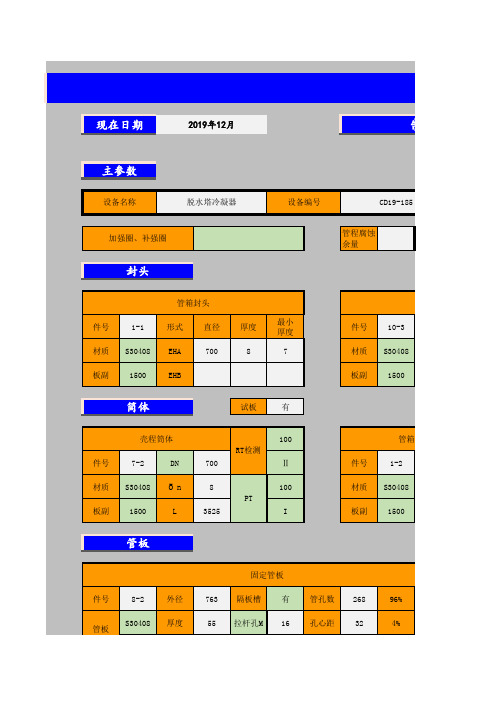
2、在参数输入界面,白色为手动填写,浅绿色为下拉选择+自动填写,橘黄色为固定,蓝色为大纲。
3、浅绿色下拉,项如果没有时可以按Delete键删除,
4、封头不拼接时,需手动将拼接及探伤折叠(表格右侧+ -符号,可调整想要的封头形式)。
5、大管口UT探伤检测默认为筒体1 UT检测。
6、工艺完成后,将不需要的工作表隐藏,打印时选择全部工作表打印即可。
7、凡含有公式的单元格,尽量不要修改。
凡含有公式的单元格,尽量不要修改。
凡含有公式的。
公式的单元格,尽量不要修改。
HFW HFL HFWC HFLC HFW(B) HFWC(B)HZL
HZLC HZW
HZWC
HZW(B)
HZWC(B)。
浮头式换热器制造工艺摘要本文主要论述了焊接工艺规程的制定,在压力容器的制造过程中起指导性的工艺文件,对焊接的整个过程进行了全方面的要求和工艺指导。
其次制定了焊接工艺卡保证对焊接的电流、电压、焊接速度,焊接前后的热处理制定了明确的要求关键字:换热器技术工艺焊接规程工艺卡浮头式换热器制造工艺1.适用范围适用于辽宁石油化工大学毕业设计浮头式换热器的预制。
2.引用标准2.1 GB150-1998 《钢制压力容器》2.2 GB151-1999 《管壳式换热器》2.3 GB196-81 《普通螺纹基本尺寸》(直径1~600MM)2.4 GB197-81 《普通螺纹公差与配合》(直径1~355MM)2.5 GB3323-87 《钢融化焊对接接头射线照相和质量分级》2.6 GB6654-1996 《压力容器用钢板》2.7 GB/T1804-92 《一般公差线性尺寸的未注公差》2.8 GB/T8163-99 《输送流体用无缝钢管》2.9 GB9948-88 《石油裂化用无缝钢管》2.10 GB/T5117-1995 《碳钢焊条》2.11 GB/T5118-1995 《低合金钢焊条》2.12 GB985-88 《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸》2.13 JB1614-83 《锅炉受压元件焊接接头机械性能试验方法》2.14 JB2536-80 《压力容器油漆、包装、运输》2.15 JB4726-2000 《压力容器用碳素钢和低合金钢锻件》2.16 JB4730-94 《压力容器无损检测》2.17 JB8-82 《产品标牌》2.18《压力容器安全技术检查规程》3一般要求:3.1 压力容器制造单位应建立压力容器质量保证体系,编制压力容器质量保证手册,制定企业标准,保证压力容器产品安全质量。
企业法定代表人,必须对压力容器制造质量负责。
压力容器总质量师(质量保证工程师)应由企业管理者代表或压力容器技术负责人担任,并应经培训考核后持证上岗。
目录设计题目及工艺参数---------------------------------------------------1一、换热器的分类及特点---------------------------------------------------2二、结构设计-------------------------------------------------------------51、管径及管长的选择---------------------------------------------------52、初步确定换热管的根数n和管子排列方式-------------------------------53、筒体内径确定-------------------------------------------------------54、浮头管板及钩圈法兰结构设计-----------------------------------------65、管箱法兰、管箱侧壳体法兰和管法兰设计-------------------------------76、外头盖法兰、外头盖侧法兰设计---------------------------------------77、外头盖结构设计-----------------------------------------------------88、接管的选择--------------------------------------------------------------------------------------89、管箱结构设计-------------------------------------------------------810、管箱结构设计------------------------------------------------------811、垫片选择----------------------------------------------------------912、折流板------------------------------------------------------------------------------------------913、支座选取----------------------------------------------------------1014、拉杆的选择--------------------------------------------------------1315、接管高度(伸出长度)确定------------------------------------------1316、防冲板------------------------------------------------------------1317、设备总长的确定----------------------------------------------------1318、浮头法兰---------------------------------------------------------------------------------------1419、浮头管板及钩圈----------------------------------------------------14三、强度计算--------------------------------------------------------------141、筒体壁厚的计算-----------------------------------------------------142、外头盖短节,封头厚度计算-------------------------------------------153、管箱短节、封头厚度计算 --------------------------------------------164、管箱短节开孔补强的核校 --------------------------------------------165、壳体压力试验的应力校核---------------------------------------------166、壳体接管开孔补强校核-----------------------------------------------177、固定管板计算-------------------------------------------------------188、无折边球封头计算 --------------------------------------------------199、管子拉脱力计算-----------------------------------------------------20四、设计汇总-----------------------------------------------------21五、设计体会--------------------------------------------------------------21参考文献--------------------------------------------------------------22设计题目:浮头式换热器工艺参数:管口表:符号公称直径(mm)管口名称a 130 变换气进口b 130 软水出口c 130 变换气出口d 130 软水进口e 50 排尽口设备选择原理及原因:浮头式换热器的结构较复杂,金属材料耗量较大,浮头端出现内泄露不易检查出来,由于管束与壳体间隙较大,影响传热效果。
焊接工艺规程规程编号产品编号2006—61 项目用户南阳石蜡精细化工厂位号图号制-0041 名称DN500 浮头式换热器焊接工艺规程目录产品名称:DN500 浮头式换热器产品编号:2006—61接头编号表焊接材料汇总表接头焊接工艺卡第 1 页共7页编号:接头焊接工艺卡第2页共7 页编号:接头焊接工艺卡第 3 页共7页编号:接头焊接工艺卡第 4 页共7页编号:接头焊接工艺卡第 5 页共7页编号:接头焊接工艺卡第 6 页共7页编号:接头焊接工艺卡第7 页共7页编号:CO2半自动气体保护焊焊接工艺本工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接变形小,适应性范围大,可进行薄板及中厚板件焊接,是高效焊接方法之一种,应普及推广使用。
特订工艺如下:一、焊前准备1.焊前接头清洁要求在坡口两侧30毫米范围内影响焊缝质量的毛刺、油污、水锈赃物、氧化皮必须清洁干净。
2.当施工环境温度低于零度或钢材的碳当量大于0。
41%,及结构刚性过大,物件较厚时应采用焊前予热范围为板厚的5倍,但不小于100毫米。
3.工件厚度大于6毫米对接时,为确保焊透强度,在板材的对接边缘应开切V型或X型坡口,坡口角度α为60°钝边p为0~1毫米(见图1);当板厚差≥毫米时,应对较厚板材的对接边缘时行削斜处理4。
焊前应对CO2焊机送丝顺畅情况和气体流量作认真检查。
5. 若使用瓶装气体应作排水提纯处理,且应检查气体压力,若低于9。
8×105PQ(10Kgf/mm2)应停止使用。
6. 根据不同的焊接工件和焊接位置调节好规范,通常的焊接规范可以用以下公式:V,-0.041+16 (允许误差±1。
5伏)二、焊接材料:1.CO2气体纯度要求99。
5%;含水量不超过0。
1%;含氮量不超过0。
1% 2.焊丝牌号低碳钢及高强度低合金钢重要结构焊接选用H08MnzSiA,低碳钢一般结构焊接选用H08MnSiA;焊丝外表镀铜不允许有锈点存在。
1 绪论1.1 换热设备在工业中的应用在炼油、化工生产中,绝大多数的工艺过程都有加热、冷却和冷凝的过程,这些过程总称为换热过程。
传热过程的进行需要一定的设备来完成,这些使传热过程得以实现的设备就称之为换热设备。
据统计,在炼油厂中换热设备的投资占全部工艺设备总投资的35%~40%,因为绝大部分的化学反应或传质传热过程都与热量的变化密切相关,如反应过程中:有的要放热、有的要吸热、要维持反应的连续进行,就必须排除多余的热量或补充所需的热量。
工艺过程中某些废热或余热也需要加以回收利用,以降低成本。
综上所述,换热设备是炼油、化工生产中不可缺少的重要设备。
换热设备在动力、原子能、冶金及食品等其他工业部门也有着广泛的应用。
1.2 换热设备的分类1.2.1按作用原理或传热方式可分为:直接接触式、蓄热式、间壁式。
1.2.1.1直接接触式换热器,如下图所示热流体图1.1其传热的效果好,但不能用于发生反应或有影响的流体之间。
蓄热式换热器,如下图所示图1.2其适用于温度较高的场合,但有交叉污染,温度被动大。
1.2.1.3 间壁式换热器,又称表面式换热器利用间壁进行热交换。
冷热两种流体隔开,互不接触,热量由热流体通过间壁传递给冷流体。
1.2.2 按其工艺用途可分为:冷却器(cooler)、冷凝器(condenser)、加热器(一般不发生相变)(heater)、蒸发器(发生相变)(evaporator)、再沸器(reboiler)、废热锅炉(waste heat boiler)。
1.2.3 按材料分类:分为金属材料和非金属材料换热器。
1.3 国内外的研究现状上个世纪70年代初发生世界性能源危机,有力地促进了传热强化技术的发展。
为了节能降耗,提高工业生产的经济效益,要求开发适用不同工业过程要求的高效能换热设备。
因此,几十年来,高效换热器的开发与研究始终是人们关注的课题,国内外先后推出了一系列新型高效换热器。
近年来,国内已经进行了大量的强化传热技术的研究,但在新型高效换热器的开发方面与国外差距仍然较大,并且新型高效换热器的实际推广和应用仍非常有限。
浮头式换热器制造工艺卡
一. 引言
浮头式换热器是一种广泛应用于工业生产中的重要设备,用于进行热能传递。
本文将详细介绍浮头式换热器的制造工艺卡,包括材料准备、工艺流程、工艺参数等内容。
二. 材料准备
2.1 材料清单
在制造浮头式换热器时,常用的材料清单如下:
•主换热管: 不锈钢304
•浮头: 不锈钢316L
•泄漏盘: 不锈钢304
•密封垫片: 柔性石墨垫片
2.2 材料特性
在选择材料时,需考虑以下因素:
•主换热管需具有良好的耐腐蚀性和导热性。
•浮头需具有良好的耐蚀性和耐高温性。
•泄漏盘需具有优异的密封性能和耐腐蚀性。
•密封垫片需具有较好的抗压强度和耐温性。
选择适合的材料能提高浮头式换热器的性能和使用寿命。
三. 工艺流程
3.1 加工主换热管
主换热管的加工工艺如下:
1.切割:将不锈钢304材料根据要求的长度进行切割。
2.打孔:在管壁上按照设计要求进行打孔,以便后续操作连接。
3.弯曲:根据实际需求,使用弯曲机将管材弯曲成所需形状。
4.清洗:用溶剂对管材进行清洗,去除表面油污和杂质。
5.检测:采用无损检测方法检查管材是否存在裂纹或其他缺陷。
3.2 制造浮头
浮头的制造工艺如下:
1.选择不锈钢316L材料,根据设计要求切割出所需形状的浮头片。
2.对浮头片进行加工,包括打孔、折弯、焊接等操作。
3.完成浮头的组装:将加工好的浮头片进行组装,确保其结构紧密和稳
固。
采用焊接、螺栓连接等方式进行固定。
3.3 安装泄漏盘
泄漏盘的制造工艺如下:
1.选择不锈钢304材料,根据设计要求切割所需形状。
2.对泄漏盘进行加工,包括打孔、磨平等操作。
3.对泄漏盘进行密封性能测试,确保其具有优异的密封性。
3.4 安装密封垫片
密封垫片的制造工艺如下:
1.选择柔性石墨垫片作为密封垫片材料。
2.根据设计要求,切割出所需形状和尺寸的垫片。
3.清洗垫片,去除表面污垢。
4.垫片安装:将清洗好的垫片安装在浮头和泄漏盘之间,确保其紧密贴
合。
四. 工艺参数
在浮头式换热器的制造过程中,需关注以下工艺参数:
•换热管的直径和长度
•浮头的形状和尺寸
•泄漏盘的尺寸和装配方式
•密封垫片的材料和尺寸
•焊接工艺参数:焊接电流、焊接速度等
以上工艺参数会直接影响浮头式换热器的性能和使用寿命。
五. 结论
本文详细介绍了浮头式换热器的制造工艺卡,包括材料准备、工艺流程和工艺参数等内容。
通过合理选择材料,严格控制工艺流程,可以制造出性能优良的浮头
式换热器,满足各种工业生产中的换热需求。
同时,对工艺参数的合理设定能够进一步提高换热器的效率和使用寿命。