钛及钛合金牌号和化学成分
- 格式:doc
- 大小:104.50 KB
- 文档页数:3
《钛及钛合金牌号和化学成分》(2009/11/30 15:05)(引用地址:未提供)目录:行业知识浏览字体:大中小《钛及钛合金牌号和化学成分》目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。
制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。
按此,从采矿到制成钛材的工艺过程的主要步骤为:钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗TiCl4->精制->纯TiCl4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。
另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。
上述工艺过程中的加工过程是指塑性加工和铸造而言。
塑性加工方法又包括锻造、挤压、轧制、拉伸等。
它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制成各种形状的零件、部件。
钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值高、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。
故钛和钛合金的加工工艺必须考虑它们的这些特点。
钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。
钛材生产的原则流程如图1—1。
针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。
钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。
它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。
这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。
钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。

钛及钛合金的分类市场供货的钛产品主要有工业纯钛和钛合金两大类:一.工业纯钛:钛属于多晶型金属,在低于882℃为a晶型,原子结构呈密排六方晶格,从882℃至熔点都是B晶型,呈体心立方晶格。
工业纯钛在金相组织上呈现a相,如果退火完全的话,是大小基本相等等轴状单项晶格。
由于存在着杂质,所以工业纯钛中也存在着少量的B相。
基本上是沿着晶界分布。
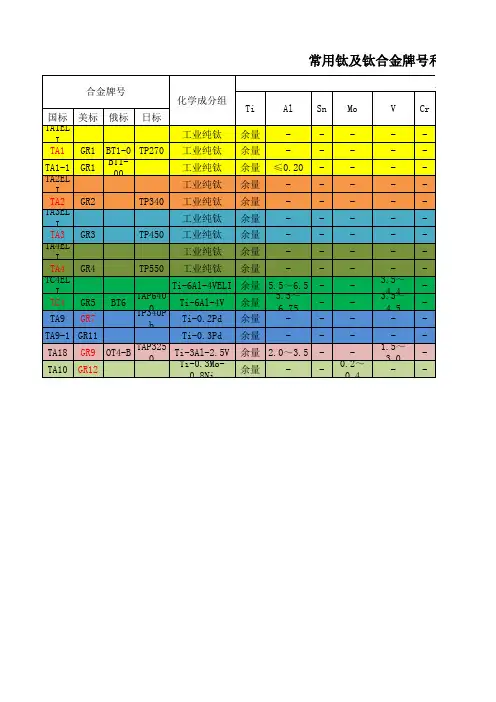
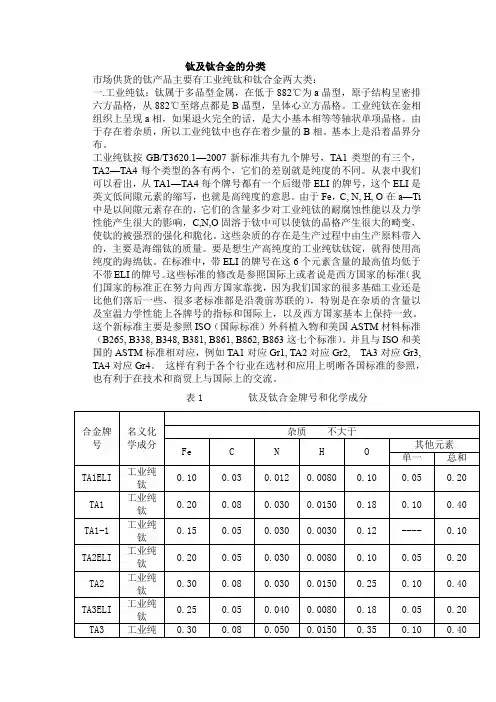
工业纯钛按GB/T3620.1—2007新标准共有九个牌号,TA1类型的有三个,TA2—TA4每个类型的各有两个,它们的差别就是纯度的不同。
从表中我们可以看出,从TA1—TA4每个牌号都有一个后缀带ELI的牌号,这个ELI是英文低间隙元素的缩写,也就是高纯度的意思。
由于Fe,C, N, H, O在a—Ti 中是以间隙元素存在的,它们的含量多少对工业纯钛的耐腐蚀性能以及力学性能产生很大的影响,C,N,O固溶于钛中可以使钛的晶格产生很大的畸变,使钛的被强烈的强化和脆化。
这些杂质的存在是生产过程中由生产原料带入的,主要是海绵钛的质量。
要是想生产高纯度的工业纯钛钛锭,就得使用高纯度的海绵钛。
在标准中,带ELI的牌号在这6个元素含量的最高值均低于不带ELI的牌号。
这些标准的修改是参照国际上或者说是西方国家的标准(我们国家的标准正在努力向西方国家靠拢,因为我们国家的很多基础工业还是比他们落后一些,很多老标准都是沿袭前苏联的),特别是在杂质的含量以及室温力学性能上各牌号的指标和国际上,以及西方国家基本上保持一致。
这个新标准主要是参照ISO(国际标准)外科植入物和美国ASTM材料标准(B265, B338, B348, B381, B861, B862, B863这七个标准)。
并且与ISO和美国的ASTM标准相对应,例如TA1对应Gr1, TA2对应Gr2, TA3对应Gr3, TA4对应Gr4。
这样有利于各个行业在选材和应用上明晰各国标准的参照,也有利于在技术和商贸上与国际上的交流。
钛及钛合金的焊接- 压力容器焊工培训教材钛及钛合金的焊接第一节钛及钛合金一、概述钛是一种银白色的有色金属,其主要物理性能到于表1•钛及钛合金的特点是具有较高的比重的强度,良好的塑性,韧性和较高的耐蚀性,尤其是对碱介质, 氯化物,硫化物,硝酸化合物,强腐蚀性气体(氯气、亚硫酸气、硫酸氢)等,具有很高耐蚀性(年腐蚀率在0.13mm以下),因此广泛应用于研究航天工业,化学工业,也用于制造船舶与海洋工程及火电,核电设备中的海水淡化装置及热交换器等.表1 钛与奥氏体不锈钢的物理性能二、钛及钛合金分类钛材分为工业纯钛和n含有稳定化元素的钛合金二大类。
工业屯钛根据其杂质(主要是氧和铁含量,以及由此而引起的强度差别分为TA0 TA1、TA2、TA3 等牌号它具有良好的耐蚀性塑性、韧性、和焊接性主要用作化学工业的耐蚀结构材料。
钛合金按所含稳定化元素形成不同的固熔相,又可分为a型钛合金a + B型钛合金和B型钛合金a型钛合金主要通过加入铝(Al),有的再加入中性元素锰(Sn)等进行固溶强化而形成,例如牌号为TA7 (Ti-5AI-2.5Sn钛合金。
a型钛合金的强度比工业纯钛高,具有良好的耐蚀性和焊接性能。
a + B型钛合金的组织,是以a型钛为与B型钛为基的两相固溶体组织结构。
它的特点是可通过热处理强化而得到高强度,因此,其力学性能可以在较宽的范围内变化,以适应不同的用途。
但是,随着其中的B相比例的提高,使焊接性能变差。
B型钛合金含有较高的B相稳定化元素,在一般的工艺条件下,其组织几乎全为B相,通过时效热处理,B型钛合金强度增高。
单一B相的B型钛合金,具有良好的加工硬化特性,常用作弹簧,销钉等物件,其缺点是低温脆性大,焊接性能差。
三、压力容器用钛及钛合金材料1、钛制焊接压力容器对钛材的要求钛制焊接压力容器,由于其使用制造和检验要求,因此,对用于钛制焊接压力容器的钛及钛合金材料,有它特殊的要求,主要有下列三方面:⑴ 制造容器用钛及钛合金材料应当具有良好的耐蚀性能、力学性能、焊接性能、成形性能及其他工艺性能。
(2009/11/30 15:05)《钛及钛合金牌号和化学成分》(引用地址:未提供)★阿里同摘目录:行业知识小浏览字体:大中《钛及钛合金牌号和化学成分》目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。
制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。
按此,从采矿到制成钛材的工艺过程的主要步骤为:钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗TiCI4->精制->纯TiCI4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。
另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。
上述工艺过程中的加工过程是指塑性加工和铸造而言。
塑性加工方法又包括锻造、挤压、轧制、拉伸等。
它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制成各种形状的零件、部件。
.钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值咼、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。
故钛和钛合金的加工工艺必须考虑它们的这些特点钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。
钛材生产的原则流程如图1—1。
针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。
钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。
它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。
这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。
钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。
钛材生产的原则流程钛材除了纯钛外,目前世界上已经生产出近30 种牌号的钛合金。
使用最广泛的钛合金是Ti-6AI-4V, Ti-5AI— 2.5Sn等医用钛标准(2008/05/29 23:54) 外科植入物用钛及钛合金加工材执行标准GB/T 13810—19971 范围本标准规定了外科植入物用钛及钛合金加工材的技术要求、试验方法、检验规则标志、包装、运输、储存。
钛合金TA7(Ti-5Al-2.5Sn),TC4(Ti-6Al-4V)和Ti-2.5Zr-1.5Mo等为代表的低温钛合金,其强度随温度的降低而提高,但塑性变化却不大。
在-196-253℃低温下保持较好的延性及韧性,避免了金属冷脆性,是低温容器,贮箱等设备的理想材料。
产品名称:钛丝材质:Gr1,Gr2,Gr3,Gr5,Gr5 ELI,TA1,TA2,TC4,BT-14执行标准:GB/T3623-98,AWSA5.16 AMS,ASTMF 136-84,ASTM F67产品名称:钛棒材质:Gr1,Gr2,Gr3,Gr4,Gr5,Gr7,Gr11,Gr12TA0 TA1 TA2 TA3 TA4 TA5 TA6 TA7TA9 TA10 TC1 TC2 TC3 TC4 Ti6AL-4V ELT执行标准:GB/T2965-98,ASTM B 348-83,ASTM F136-95,AMS4928,ASTM F67产品规格:直径3---200mm产品名称:钛板材质: Gr1 Gr2 Gr3 Gr4 Gr5 Gr7 Gr11 Gr12TA0 TA1 TA2 TA3 TA4 TA5 TA6 TA7 TA9TA10 TC1 TC2 TC3 TC4 TB2产品规格:厚度0.3---60mm宽度:600---1400mm长度:大于2000mm执行标准:GB/T3621-94 ASTM B265-ASME GB/T4845-93AMS供货形式:热轧退火钛标准件材质:纯钛(Gr1,Gr2),合金(6Al-4V)种类:钛螺丝,钛标准件,钛垫片钛螺丝标准类型:多款选择,样品或现货钛螺丝类别有:平头十字机丝、平头内六角机丝、平头机丝半牙、半圆头内六角机丝、半圆头十字机丝、大扁头内六角机丝钛螺丝规格有:M3、M4、M5、M6、M8、M10、M12、M14、M16、M8、M20、M22、M24、M26、M28、M30产品名称:钛管材质:Gr1 Gr2 Gr3 Gr7 Gr9 Gr12 Gr23执行标准:ASTM B338,ASTM B337, GB/T3624,GB/T3625产品规格:外径5.0---144mm壁厚0.3--20mm供货形式:无缝管,焊接管钛铜复合/钛包铜棒钛铜复合棒的性能:钛铜复合棒作为金属阳极的主要部件,其作用有以下3点:一:支撑阳极;钛铜复合棒具有一定的强度和抗弯曲性能,复合棒材的屈服强度达到128MPa,充分满足生产设计要求。
![国内外钛合金牌号对照[附化学成份和力学性能]](https://uimg.taocdn.com/6087c54ff18583d04864590b.webp)
钛及钛合金牌号和化学成分标准
一、钛及钛合金牌号
1. 工业纯钛
工业纯钛是一种具有优异综合性能的工程材料,广泛用于化工、石油、食品、轻工等领域。
根据杂质元素含量的不同,工业纯钛分为TA1、TA2和TA3三个牌号。
2. 耐蚀钛合金
耐蚀钛合金主要用于化工、石油等领域的设备及管道,具有较强的耐腐蚀性能。
常用的耐蚀钛合金属有Ti-3Al-2.5V(TC4)和Ti-6Al-4V(TC20)等。
3. 高强度钛合金
高强度钛合金主要用于航空航天、汽车等领域的高强度结构件。
常用的高强度钛合金属有Ti-6Al-4V (TC20)、Ti-5Al-2.5Fe(TC21)等。
4. 高强度耐蚀钛合金
高强度耐蚀钛合金结合了高强度和耐腐蚀性能,主要用于海洋工程、化学工业等领域的重要结构件。
常用的高强度耐蚀钛合金属有Ti-6Al-4V ELI(TC4 ELI)等。
5. 高强度低成本钛合金
高强度低成本钛合金具有较高的强度和较低的成本,主要用于汽车、航空航天等领域的重要结构件。
常用的高强度低成本钛合金属有Ti-6Al-4V(TC20)等。
6. 非晶钛合金
非晶钛合金具有优异的力学性能和耐腐蚀性能,是非晶材料中的一种。
常用的非晶钛合金属有Ti-55531等。
二、钛及钛合金化学成分标准
1. 3620.1:钛及钛合金牌号和化学成分。
2. 3620.2:钛及钛合金棒材化学成分允许偏差。
3. 3620.3:钛及钛合金管材化学成分允许偏差。
4. 3620.4:钛及钛合金丝材化学成分允许偏差。
《钛及钛合金牌号和化学成分》(GB/T 3620.1-200X)编制说明一、任务来源及计划要求;由宝钛集团有限公司起草《钛及钛合金加工产品化学成分及成分允许偏差》国家标准,本标准是对GB/T3620.1-1994的修订。
二、编制过程,包括编制原则、工作分工、征求意见单位、各阶段工作过程等;标准编制原则:1、对原标准中的24个牌号的成分进行部分调整;2、增加部分新研制的合金牌号和化学成分范围;3、删除长期不用的牌号。
本标准由宝钛集团有限公司负责起草。
本标准初稿于2006年3月完成,并在网上征求意见。
收到返回意见单位份,其中个单位提出了修改建议。
返回意见的单位有:三、调研和分析工作的情况我国钛及钛合金的生产起步于20世纪50年代,1964年实现了钛加工材的工业化生产。
现年产钛材近万吨,新的钛合金牌号也在不断增加,纳入标准的钛合金牌号有60多个,特别在20世纪末到本世纪初,涌现出大量的新牌号。
原GB/T3620.1是1994年修订版本,至今已使用10年了,标准包括24个钛及钛合金牌号。
近年来,随着钛及钛合金用途的不断扩大,及武器装备、航空、航天等行业需求,我国开发和研制了大量的新型钛合金,2000年由全国有色金属标准化委员会分两次正式注册命名了25个新型钛合金牌号,至今未纳入标准,同时,未注册的牌号还有一部分,为满足国内市场需求,推进我国航空、航天等行业的发展,急需对GB/T3620化学成分标准进行修订,将部分研制成熟、生产并投入应用的新牌号纳入标准。
四、主要技术内容的说明,包括技术参数与指标的确定依据、修订标准的各修订点及其理由等;本次修订后与原标准的变化较大,删除了2个牌号;增加了48个牌号(其中恢复了一个老牌号);对纯钛的4个牌号进行了改进和调整,从表示方式和成分上都与ISO和ASTM标准保持一致。
具体变化如下:1、对纯钛四个牌号的表示方式进行了调整,取消了TA0牌号,纯钛牌号确定为:TA1、TA2、TA3、TA4,同时对化学成分也进行了调整,主要参照ISO植入物钛材和美国ASTM材料标准(B265、B338、B348、B381、B861、B862、B863等)中纯钛成分,并与ISO和ASTM标准中纯钛牌号一一对应:TA1对应Gr.1, TA2对应Gr.2, TA3对应Gr.3, TA4对应Gr.4。
工业纯钛及钛合金牌号TA1/TA2TA1、TA2、TA3均为工业纯钛,它们具有较高的力学性能、优良的冲压性能,并可进行各种形式的焊接,焊接接头强度可达基体金属强度的90%,且切削加工性能良好。
这三种工业纯钛的间隙杂质元素是逐渐增加的,故其机械强度和硬度也随之逐级增加,但塑性、韧性相应下降。
工业上常用的工业纯钛是TA2,因其耐蚀性能和综合力学性能适中。
对耐磨和强度要求较高时可采用TA3。
对要求较好的成型性能时可用TA1。
TA1、TA2在铁量ω为0.095%、氧含量ω为0.08%、氢含量ω为0. 0009%、氮含量ω为0.0062%时,具有很好的低温韧性和高的低温强度,可用作-253℃以下的低温结构材料。
化学成分:TA1含钛(Ti) 余量,铁(Fe)≤0.20,碳(C)≤0.08,氮(N)≤0.03,氢(H)≤0.015,氧(O)≤0.18 TA2含钛(Ti) 余量,铁(Fe)≤0.30,碳(C)≤0.10,氮(N)≤0.05,氢(H)≤0.015,氧(O)≤0.25 TC4钛合金TC4材料的组成为Ti-6Al-4V,属于(α+β)型钛合金。
●TC4 热膨胀系数:TC4钛合金具有优良的耐蚀性、小的密度、高的比强度及较好的韧性和焊接性等一系列优点,在航空航天、石油化工、造船、汽车,医药等部门都得到成功的应用。
●TC4钛合金力学性能:抗拉强度σb/MPa≥895,规定残余伸长应力σr0.2/MPa≥825,伸长率δ5(%)≥10,断面收缩率ψ(%)≥25●TC4钛合金密度:4.5(g/cm3)工作温度-100~550(℃)●TC4钛合金化学成分:TC4含钛(Ti) 余量,铁(Fe)≤0.30,碳(C)≤0.10,氮(N)≤0.05,氢(H)≤0.015,氧(O)≤0.20,铝(Al)5.5~6.8,钒(V)3.5~4.5。
《钛及钛合金牌号和化学成分》(2009/11/30 15:05)(引用地址:未提供)目录:行业知识浏览字体:大中小《钛及钛合金牌号和化学成分》目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。
制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。
按此,从采矿到制成钛材的工艺过程的主要步骤为:钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗TiCl4->精制->纯TiCl4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。
另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。
上述工艺过程中的加工过程是指塑性加工和铸造而言。
塑性加工方法又包括锻造、挤压、轧制、拉伸等。
它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制成各种形状的零件、部件。
钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值高、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。
故钛和钛合金的加工工艺必须考虑它们的这些特点。
钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。
钛材生产的原则流程如图1—1。
针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。
钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。
它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。
这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。
钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。
钛及钛合金牌号和化学成分(GB/T 3620.1-2007)
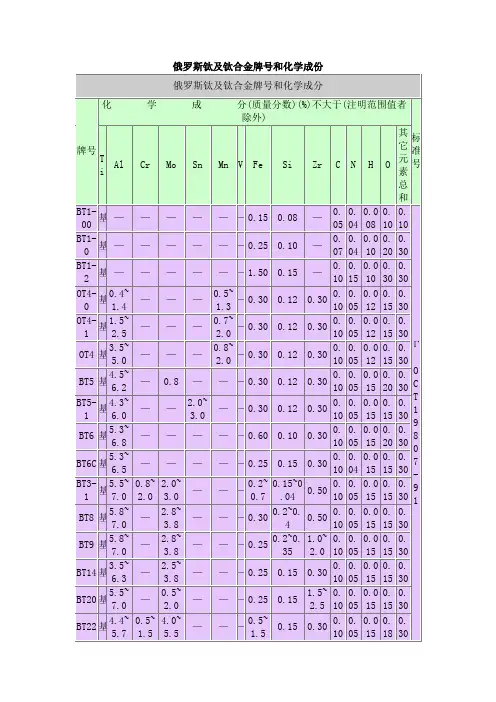
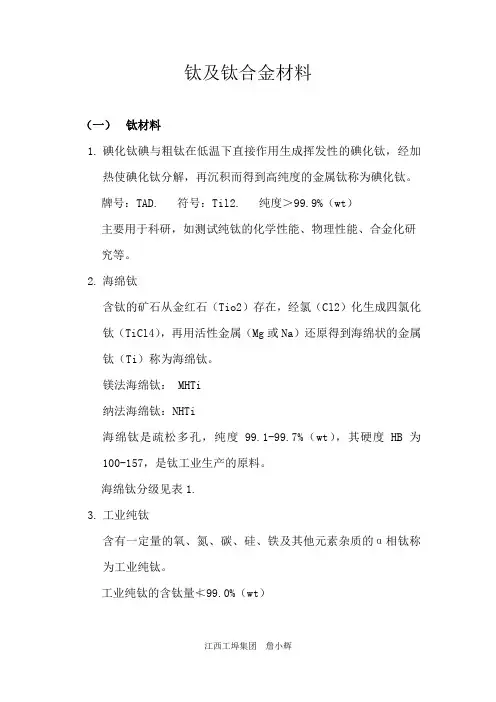
其他国家钛及钛合金牌号
美国USA 俄罗斯Russia 德国Germeny
牌号:Grade1 牌号:BT1-00 DIN 3.7025 化学成分:1号纯钛化学成分:工业纯钛Grade 1 牌号:Grade2 牌号:BT1-0 DIN 3.7035 化学成分:2号纯钛化学成分:工业纯钛Grade 2 牌号:Grade3 牌号:0T4-0 DIN 3.7055 化学成分:3号纯钛化学成分:Ti-0.8A1-0.7Sn Grade 3 牌号:Grade4 牌号:0T4-1 DIN 3.7065 化学成分:4号纯钛化学成分:Ti-2A1-1.5MN Grade 4 牌号:Grade5 牌号:0T4 DIN 3.7225 化学成分:Ti-6A1-4V 化学成分:Ti-3A1-1.5Mn Grade 1Pd 牌号:Grade6 牌号:BT5 DIN 3.7235 化学成分:Ti-5A1-2.5V 化学成分:Ti-5A1 Grade 2Pd 牌号:Grade7 牌号:BT5-1 DIN 3.7255 化学成分:Ti-0.2pd 化学成分:Ti-5A1-2.5Sn Grade 3Pd 牌号:Grade9 牌号:BT6 DIN 3.7105 化学成分:Ti-3A1-2.5V 化学成分:Ti-6A1-4V Grade 12 牌号:Grade10 牌号:BT6c DIN 3.7145 化学成分:Ti-11.5Mo-4.5Sn-6Zr 化学成分:Ti-6A1-4V Ti-6AI-2Sn-4Zr-2Mo 牌号:Grade11 牌号:BT3-1 DIN 3.7155
化学成分:Ti-0.2pd 化学成分:Ti-6A1-1.5Cr-2.5Mo-0.5Fe-0.3Si Ti-6AI-5Zr-0.5Mo
牌号:Grade12 牌号:BT9 DIN 3.7165 化学成分:Ti-0.3Mo-0.75Ni 化学成分:Ti-6.5A1-3Mo-0.3Si Ti-6AI-4V 牌号:A-1 牌号:BT/4 DIN 3.7175 化学成分:Ti-5A1-2.5Sn 化学成分:Ti-5A1-3Mo-0.3Si Ti-6AI-6V-2Sn 牌号:A-3 牌号:BT16 DIN 3.7185 化学成分:Ti-6A1-2Nb-1Ta 化学成分:Ti-8A1-5Mo-5V Ti-4AI-4Mo-2Sn 牌号:A-4 牌号:BT18
化学成分:Ti-8A1-1Mo-1V 化学成分:Ti-8A1-0.6Mo-11Zr-1Nb
牌号:AB-1 牌号:BT19
化学成分:Ti-6A1-4V 化学成分:Ti-6A1-5.5Mo-3.5-5.5Cr-1Zr。