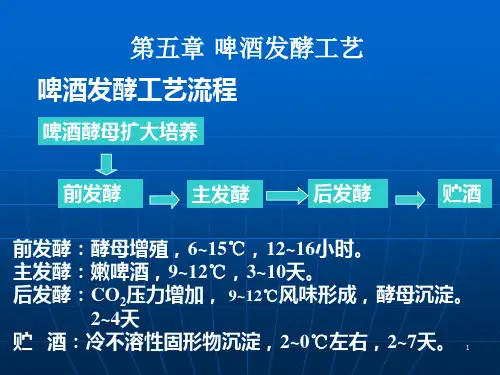
第五章啤酒发酵
- 格式:doc
- 大小:596.50 KB
- 文档页数:11


第一节啤酒酵母第二节啤酒发酵机理 第三节啤酒发酵技术 第四节传统啤酒发酵 第五节大型啤酒罐发酵【复习】啤酒酿造工艺流程图 麦糟 酒花糟+热凝固物辅料糊化 麦芽醪 麦芽汁 游戏第一节 啤酒酵母1680年,列文·虎克(荷兰),啤酒发酵液中“小小圆形物”1818年,爱文斯本(捷克),“小小圆形物是活的生物, 由它引起发酵”。
1837年,施旺(德国)等,发酵微生物具有细胞结构, 发酵和繁殖同时进行,“糖真菌”1860年,巴斯德(法国),确立发酵生物学说 随后,汉逊(德国),在实验室中成功地对啤酒酵母进行单细胞分离和纯种培养,纯种发酵技术才在啤酒中推广 一、啤酒酵母的特性1、酵母是什么?酵母:能使含糖液体自然发酵,生成二氧化碳和酒精的单细胞低等真核生物。
(一般)二、啤酒酵母的种类(据发酵特征分2种)对棉子糖发酵发酵结束时上面啤酒酵母 1/3 漂浮在液面下面啤酒酵母全部沉集于器底我国大多数啤酒厂使用下面啤酒酵母。
出发菌株的选择:单细胞分离和性能鉴定 扩培过程的无菌操作:扩培成败的关键 优良的培养基:扩培专用麦汁恰当的扩大比例:高温比例大,低温比例小 恰当的移种时间:对数生长期(如何判断?) 严格控制培养条件:温度 逐级递减 通风 适当汉森罐留种:保留15%酵母液,更换麦汁, 可连续使用半年左右三、啤酒酵母的扩大培养1. 要点:琼脂斜面接种10ml 麦汁28℃ 100ml 麦汁25℃ 1L 麦汁23℃卡氏罐5L 麦汁20℃汉生罐100L 麦汁13~15℃ 繁殖罐11~12℃ 发酵灌10℃ 无菌空气 2. 扩培流程和操作方法:P19扩培目的:①菌体数量增加②训化酵母菌扩大培养采用逐级递降温度、逐级添加酒花的培养方法。
扩大比遵循原则:培养温度较高时,采用1:10-20低温培养时:1:4-5最后一步的培养条件要与生产条件完全一致(为什么?)麦糟酒花糟+热凝固物【复习】最终麦汁质量透明、少量棕色凝固物;甜香、麦芽香、酒花香;香甜味和苦味;淡黄色、金黄色、琥珀色、棕褐色;粘度略大于水;溶解氧=6.5~8.5mg/L、pH=5.3~5.5 化学组成(可溶性浸出物成分):可发酵性糖%:70~75非发酵性糖%:15~25含氮化合物%:3.5~5.5矿物质%:1.0~2.5其他%:1.0总结第二节啤酒发酵机理麦芽汁中某些组分纯种啤酒酵母一系列代谢过程酒精各种风味物质啤酒影响啤酒质量的主要因素:麦汁的组成成分啤酒酵母的品种、特性、质量、数量和生活状况 发酵工艺条件:pH、温度、溶氧水平、发酵时间、发酵罐的形状、大小、材料等一、糖类的发酵(麦汁浸出物中糖类占90%左右)啤酒酵母的可发酵糖及发酵顺序葡萄糖>果糖>蔗糖>麦芽糖>麦芽三糖非发酵糖:麦芽四糖以上的寡糖、戊糖、异麦芽糖等均不能发酵,成为啤酒浸出物的主体。
第五章啤酒发酵技术第一节啤酒酵母一、啤酒酵母的种类与特性㈠上面啤酒酵母和下面啤酒酵母根据酵母在啤酒发酵液中的物理性质来区分。
凡是在发酵时,酵母悬浮在发酵液内,发酵终了,酵母很快凝结成块并沉积在器底,形成紧密的沉淀,这种啤酒酵母称为下面啤酒酵母。
目前我国生产啤酒大多使用此类酵母。
漂浮在液面上,发酵终了形成酵母泡盖,经长上面啤酒酵母是在发酵时随CO2时间放置,酵母也很少下沉。
上面啤酒酵母和下面啤酒酵母性能的区别如下表5.1所示:这两种酵母的特性差异,大多数仅具有相对意义。
在培养基组分、培养条件发生变化时,特性也经常发生变化。
其中对棉子糖的发酵是特异的,是两种酵母鉴别的主要特征。
上面啤酒酵母细胞内仅有转化酶,所以只能发酵1∕3的棉子糖,下面啤酒酵母有转化酶和蜜二糖酶,所以能全部发酵棉子糖。
上面啤酒酵母比下面啤酒酵母有较高的呼吸活性。
下面啤酒酵母能产生较多的硫化氢,特别是高温下发酵。
下面啤酒酵母具有形成磷酸甘油醛的能力,而上面啤酒酵母不能形成。
上面啤酒酵母为了生存,能利用乙醇。
上面啤酒酵母和下面啤酒酵母在细胞壁组成中有明显的差别。
两种酵母形成两种不同的发酵方式,即上面发酵和下面发酵,酿制出两种不同类型的啤酒,即上面发酵啤酒和下面发酵啤酒。
㈡凝聚性酵母和粉末性酵母啤酒发酵接近结束时,啤酒酵母细胞互相凝聚形成菌团,开始很小,很快就凝聚成肉眼可见的大块,这称作酵母的凝聚性,它是许多啤酒酵母的特点,多数下面啤酒酵母均有这个特性。
但菌株不同,其凝聚力(凝聚趋势和凝聚速度)也不一致。
凡是容易发生凝聚的酵母称作凝聚性酵母,反之不易凝聚,细胞间较分散,不易沉淀的酵母称作粉末酵母。
凝聚性下面酵母,在发酵接近结束时,很快凝聚接团并沉淀,发酵液澄清很快,由于大量酵母沉淀,使之发酵率较低。
粉末性下面酵母与此相反,发酵接近结束时,酵母依旧长期漂浮在液体中,很难下沉,发酵液不易澄清,发酵度也比较高。
酵母的凝聚性是和酵母的生理特性,特别是细胞壁物质结构有关,也和酵母的营养状态,麦芽汁的组成成分,酵母的生长条件等有关。
第五章啤酒发酵§5-1啤酒酵母一、啤酒酵母的类型发酵类型:分为上面酵母与下面酵母凝聚性:分为凝聚性酵母与粉末性酵母(一)上面酵母与下面酵母原因:两种酵母在发酵液中的物理特性有差异。
这两种酵母鉴别的主要特征是,对棉子糖的发酵。
上面酵母细胞仅有转化酶,所以只能发酵1/3棉子糖;下面酵母有转化酶和蜜二糖酶,所以能全部发酵棉子糖。
(二)凝聚性酵母与粉末性酵母二、啤酒酵母的主要特性要求1.细胞和菌落形态不同菌株的啤酒酵母有着不同的形态。
优良健壮的啤酒酵母细胞,具有均匀的形状和大小,平滑而薄的细胞膜,细胞质透明均一。
啤酒酵母在麦芽汁固体培养基上菌落呈乳白色至微黄褐色,表面光滑但无光泽,边缘整齐或呈波状。
2.主要生理特性要求(1)凝聚性凝聚性不同,酵母的沉降速度不同,发酵度也有差异。
啤酒生产一般选择凝聚性比较强的酵母。
(2)发酵度反映酵母对麦芽汁中各种糖的利用情况,正常的啤酒酵母能发酵葡萄糖、果糖、蔗糖、麦芽糖和麦芽三糖等。
一般啤酒酵母的真正发酵度应为50%~68%左右。
(3)酵母死灭温度是指一定时间内使酵母死灭的最低温度,可作为鉴别菌株的内容之一。
一般啤酒酵母的死灭温度在52~53℃,若死灭温度增高,则说明酵母变异或污染野生酵母。
(4)产孢能力一般啤酒酵母生产菌种都不能产生孢子或产孢能力极弱,而某些野生酵母能很好产孢。
根据此特性,可判别啤酒酵母是否混入野生酵母。
三、啤酒酵母扩大培养啤酒酵母扩大培养是指从斜面种子到生产所用的种子的培养过程,这一过程又分为实验室扩大培养阶段和生产现场扩大培养阶段。
1.实验室扩大培养阶段(1)斜面试管一般为工厂自己保藏的纯粹原菌或由科研机构和菌种保藏单位提供。
(2)试管培养试管装入10mL优级麦汁,灭菌、冷却备用。
接入纯种酵母在25~27℃保温箱中培养2~3天,每天定时摇动。
平行培养2~4管,供扩大时选择。
(3)三角瓶培养取500~1000mL的大三角瓶,加入250~500mL优级麦汁,加热煮沸30min,冷却备用。
在无菌室中将试管中的酵母液接入,在20℃保温箱中培养2~3天。
(4)卡氏罐培养卡氏罐容量一般为10~20L,放入约半量的优级麦汁,加热灭菌30min后,在麦汁中加入1L无菌水,补充蒸发的水分,冷却备用。
再在卡氏罐中接入1~2个三角瓶的酵母液,摇动均匀后,置于15~20℃下保温3~5天,即可进行生产用菌扩大培养,或可供1000L麦汁发酵用。
2.生产现场扩大培养阶段卡氏罐培养结束后,酵母进入现场扩大培养。
啤酒厂一般都用汉生罐、酵母罐等设备来进行生产现场扩大培养。
(1)麦汁杀菌取麦汁200~300L加入杀菌罐,通入蒸汽,在0.08~0.10MPa汽压下保温灭菌60min,然后在夹套和蛇管中通入冰水冷却,并以无菌压缩空气保压。
待麦汁冷却至10~12℃时,先从麦汁杀菌罐出口排出部分沉淀物,再用无菌压缩空气将麦汁压入汉生罐内。
(2)汉生罐空罐灭菌在麦汁杀菌的同时,用高压蒸汽对汉生罐进行空罐灭菌1h,再通无菌压缩空气保压,并在夹套内通冷却水冷却备用。
(3)汉生罐初期培养将卡氏罐内酵母培养液以无菌压缩空气压入汉生罐,通无菌空气5~10min。
然后加入杀菌冷却后的麦汁,再通无菌空气10min,保持品温10~13℃,室温维持13℃。
培养36~48h左右,在此期间,每隔数小时通风10min。
(4)汉生罐旺盛期培养当汉生罐培养液进入旺盛期时,一边搅拌,一边将85%左右的酵母培养液移植到已灭菌的一级酵母扩大培养罐,最后逐级扩大到一定数量,供现场发酵使用。
(5)汉生罐留种再扩培在汉生罐留下的约15%左右的酵母培养液中,加入灭菌冷却后的麦汁,待起发后,准备下次扩大培养用。
保种酵母的室温一般控制在2~3℃,罐内保持正压(0.02~0.03MPa),以防空气进入污染。
在下次再扩培时,汉生罐的留种酵母最好按上述培养过程先培养一次后再移植,使酵母恢复活性。
汉生罐保存的种酵母,应每月换一次麦汁,并检查酵母是否正常,是否有污染、变异等不正常现象。
正常情况下此种酵母可连续使用半年左右。
生产现场扩大培养的注意点①每一步扩大后的残留液都应进行有无污染、变异的检查;②每扩大一次,温度都应有所降低,但降温幅度不宜太大;③每次扩大培养的倍数约为5~10倍。
3.啤酒酵母的质量检验(1)形态检验液态培养中的优良健壮的酵母细胞应具有均匀的形状和大小,平滑而薄的细胞壁,细胞质透明均一;年幼少壮的细胞内部充满细胞质;老熟的细胞出现液泡,内贮细胞液,呈灰色,折光性强;衰老细胞中液泡多,内容物多颗粒,折光性较强。
生产上使用的酵母一般死亡率应在3%以下,新培养的酵母死亡率应在1%以下。
镜检中,不应有杂菌污染。
(2)发酵度检验在正常情况下,外观发酵度一般为75%~87%,真正发酵度为60%~70%,外观发酵度一般比真正发酵度约高20%,可按下式粗略换算:wr=wa×0.819。
淡色啤酒发酵度的区分可按表5-5来划分。
发酵度反映酵母对各种可发酵性糖的利用程度。
发酵度测定方法:取1g泥状酵母接种于盛有150mL麦汁(12%~13%)的250mL三角瓶中,于25℃保温箱中发酵,每8h摇动一次,3~4天后取出,滤去酵母,测发酵液中残留的浸出物浓度,按下式计算外观发酵度:另外还有凝聚性、发酵速度、死灭温度、出芽率、耐酒精度、产酸、产酯等生理特性检验。
四、啤酒活性干酵母的应用方法(以“安琪”牌啤酒活性干酵母为例)1.低温发酵发酵起始温度为9℃或更低(7~8℃),主发酵最高温度控制在11~12℃。
啤酒活性干酵母必须活化1.5~2h,用量为0.5‰。
复水活化材料要求:容器必须洁净、可密封;活化用水必须是无菌水;麦汁必须经煮沸后取用。
复水活化步骤:取煮沸后的10~12ºBx的麦汁,加等量的凉开水,迅速冷却至30~32℃,加入可密封的洁净容器中,制成4~6ºBx麦汁:取所需用量的啤酒活性干酵母加入到4~6ºBx麦汁中,麦汁用量为啤酒活性干酵母用量的5~10倍。
复水活化过程中,每隔10min摇动2min,活化1.5~2h。
该工艺发酵4~5天可开始保压,此时糖度在4.5ºBx左右。
2.中温发酵发酵起始温度为11℃,主发酵最高温度为13~14℃。
啤酒活性干酵母用量为0.4‰,复水活化方法同上述低温发酵。
发酵48~72h可开始保压,糖度在4.5ºBx左右。
其他控制条件根据工艺要求而定。
3.高温发酵发酵起始温度为17℃,主发酵最高温度控制在为19~20℃。
在此温度下,啤酒活性干酵母可不活化直接入罐,用量为0.3‰。
发酵36~48h可开始保压,糖度在4.5ºBx左右。
§5-2、啤酒发酵机理一、主要物质变化1、糖的变化在啤酒发酵过程中,可发酵糖;约有96%发酵为乙醇和CO2,是代谢的主产物;1.5%~2.0%作为碳骨架合成新酵母细胞;2.0%~2.5%转化为其他发酵副产物;发酵副产物主要有:甘油、高级醇、羰基化合物、有机酸、酯类、硫化合物等。
2、含氮物质的变化在正常的发酵过程中,麦汁中含氮物约下降1/3,主要是部分氨基酸和低分子肽为酵母所同化。
酵母分泌出的含氮物的量较少,约为酵母同化氮的1/3。
啤酒中残存含氮物质对啤酒的风味有重要影响。
含氮物质高(>450 mg/L)的啤酒显得浓醇,含氮量为300~400 mg/L的啤酒显得爽口,含氮物质量<300 mg/L的啤酒则显得寡淡。
3、其他发酵产物(1)高级醇类高级醇(俗称杂醇油)是啤酒发酵代谢产物的主要成分,对啤酒风味有重大影响,超过一定含量时有明显的杂醇味。
对于一般的啤酒,多量的高级醇是不受欢迎的。
啤酒中的绝大多数高级醇是在主发酵期间酵母繁殖过程中形成的。
(2)酯类啤酒中的酯含量很少,但对啤酒风味影响很大,啤酒含有适量的酯,香味丰满协调,但酯含量过高,会使啤酒有不愉快的香味或异香味。
酯类大都在主发酵期间形成。
(3)连二酮连二酮(丁二酮)是双乙酰和2,3-戊二酮的总称,其中对啤酒风味起主要作用的是双乙酰。
双乙酰被认为是衡量啤酒成熟与否的决定性指标,双乙酰的味阈值为0.1~0.15 mg/L,在啤酒中超过阈值会出现馊饭味。
淡爽型成熟啤酒,双乙酰含量以控制在0.1mg/L以下为宜;高档成熟啤酒最好控制在0.05mg/L以下。
影响双乙酰生成的因素①菌种还原能力:强壮>幼、衰老、营养不良、代数多者。
②麦汁成分中氨基酸的种类和含量:α-氨基氮↑或Val↑,α-乙酰乳酸生成↓,双乙酰↓。
③巴氏灭菌前α-乙酰乳酸的含量:↑,则高温杀菌时,双乙酰↑④染菌↑⑤酵母自溶↑双乙酰的控制与消除方法①菌种:采用双乙酰产量低者;提高接种量,还原期≥7×106个/100ml。
②麦汁成分:α-氨基氮:180~200mg/L有利于酵母增殖,并有适宜的Val含量有反馈抑制。
溶解O2 26~9mg/LO↑,加速α-乙酰乳酸氧化分解,锌0.15~0.20mg/L微量锌对降低啤酒中双乙酰有利。
③酿造用水:残余碱度<1.78mmol。
④还原温度:适当提高。
⑤控制酵母增殖:降低繁殖温度。
⑥外加α-乙酰乳酸脱羧酶:使发酵液中的α-乙酰乳酸还原→乙偶姻(4)硫化物挥发性硫化物对啤酒风味有重大影响,这些成分主要有硫化氢、二甲基硫、甲基硫醇、乙基硫醇、二氧化硫等。
其中硫化氢、二甲基硫对啤酒风味的影响最大。
啤酒中的挥发性硫化氢大都是在发酵过程中形成的。
啤酒中的硫化氢应控制在0~10μg/L的范围内;啤酒中二甲基硫浓度超过100μg/L时,啤酒就会出现硫磺臭味。
(5)乙醛乙醛是啤酒发酵过程中产生的主要醛类,乙醛是酵母代谢的中间产物。
当啤酒中乙醛浓度在10mg/L以上时,则有不成熟的口感、腐败性气味;当乙醛浓度超过25mg/L,则有强烈的刺激性辛辣感。
成熟啤酒的乙醛正常含量一般<10mg/L。
4、苦味物质发酵过程中,麦汁中近1/3的苦味物质损失掉。
主要原因是由酵母细胞的吸附、泡盖吸附等原因造成的。
5、pH值的变化麦汁发酵后,pH值降低很快。
下面发酵啤酒,发酵终了时,pH值一般为4.2~4.4。
pH值下降主要是由于有机酸的形成,同时也由于磷酸盐缓冲溶液的减少。
§5-3啤酒发酵技术古代啤酒均为自然发酵19世纪逐步走向纯种发酵(上面发酵)19世纪中叶,下面发酵近代,各种发酵方法在互相靠拢,界限淡化。
一、传统啤酒发酵传统的下面发酵,分主发酵和后发酵两个阶段。
主发酵一般在密闭或敞口的主发酵池(槽)中进行,后发酵在密闭的卧式发酵罐内进行。
(一)主发酵(以敞口12°BX麦汁发酵为例)1.一般工艺过程(约需8~10d)(1)麦汁冷却至接种温度(6℃左右),流入增殖槽,将所需的酵母量(为麦汁量的0.5%(V/V)左右)加入,混合均匀。