烤漆说明书
- 格式:doc
- 大小:64.00 KB
- 文档页数:2
耐高温不锈钢烤漆清漆广泛用于不锈钢,铁板,钢板,铝板,合金板表面涂层等行业。
一.使用说明
1. FFK-3A不锈钢烤漆清漆与FFX-5烤漆稀释剂的配比如下:
FFK-3A : FFX-5 = 100 : 40
2. 不锈钢烤漆施工粘度(涂4杯)13秒;
3. 不锈钢烤漆的烘烤温度150度;
4. 不锈钢烤漆的烘烤时间30分钟。
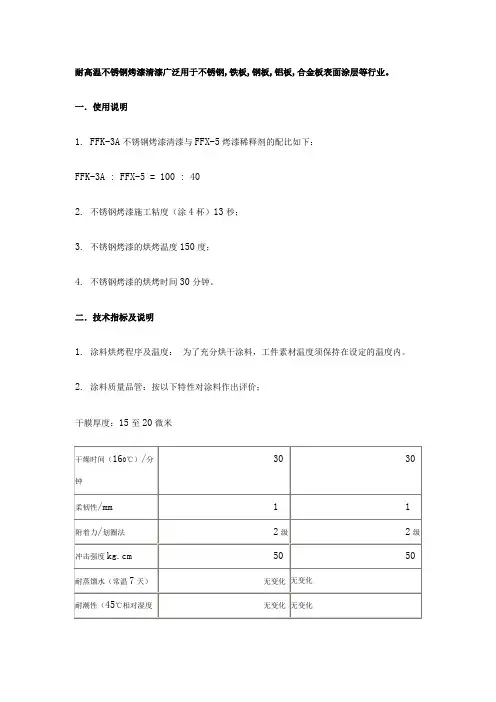
二.技术指标及说明
1. 涂料烘烤程序及温度:为了充分烘干涂料,工件素材温度须保持在设定的温度内。
2. 涂料质量品管:按以下特性对涂料作出评价;
干膜厚度:15至20微米
三.油漆施工前工件表面预处理:工件表面须不含灰尘,污垢和油渍,方能取得良好粘附及没有瑕疵的涂层效果。
四.油漆使用注意事项:
摇晃容器中的油漆彻底搅拌,直至底部的沉凝物完全消失。
以涂4杯粘度量杯为准来调节粘度。
其它类型的粘度量杯亦可使用。
直至取得适当粘度。
粘度过低会造成油漆随意流淌,膜厚不足。
粘度过高则会喷涂带来困难,使表面不平整。
喷涂前,使用微米的滤网过滤油漆,以除去当中的凝固物或污垢。
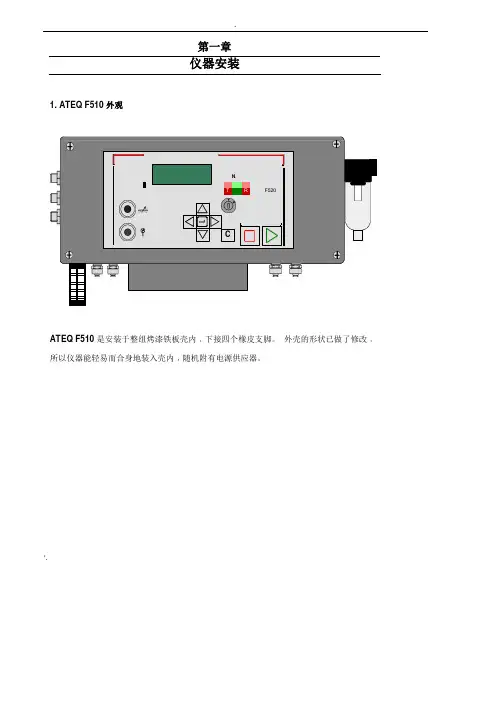
第一章仪器安装1. ATEQ F510 外观N.T R F520CATEQ F510 是安装于整组烤漆铁板壳内﹐下接四个橡皮支脚。
外壳的形状已做了修改﹐所以仪器能轻易而合身地装入壳内﹐随机附有电源供应器。
'.'.N . TR_+C2. ATEQ F520 外观F520The ATEQ F520 是安装于整组烤漆铁板壳内﹐下接四个橡皮支脚。
上盖以两根螺丝锁在 主体上。
外壳的形状已做了修改﹐所以仪器能轻易而合身地装入壳内﹐随机附有电源供应器。
3. 仪器安装3.1. F510 机壳上的接头配置图仪器侧面图仪器底面图3.2. F520 机壳上的接头配置图J1J3 O O O O O O S S S S T T T TI I I I I I I O O O O O00'.'.3.3. 接头说明3.3.1. 电子接头ATEQ F510 和 F520 可应用下列方式﹐使用 24V DC 电压来操作﹕ ✓ 使用本仪器所提供的 24V DC 变压器﹔ ✓ 或当本仪器是从属端时透过网络线连接。
3.3.1. 1) J1 接头(温度感应器/输出码/模拟输出)1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16接脚 1 共通点 (输出 1,2,3 号)输出编号24V DC100 mA 最大输出接脚 2 输出 1 号 接脚 3 输出 2 号 接脚 4 输出 3 号 接脚 5 共通点 (输出 4,5,6 号)接脚 6 输出 4 号 接脚 7 输出 5 号 接脚 8 输出 6 号 接脚 9 共通点 (模拟输出 1)模拟输出接脚 10 模拟输出 1 号 接脚 11 共通点 (模拟输出 2 号)接脚 12 模拟输出 2 号 接脚 13 0V 电源供应温度感应器接脚 14 12V 电源供应 接脚 15 感应器输入 1 号 接脚 16感应器输入 2 号3.3.1. 2) J2 接头电话插座﹐未使用'.3.3.1. 3) J31 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16接脚 1 复归(输入 1)干接点输入接脚 2 共通点 (+ 24 V) 接脚 3 激活(输入 2) 接脚 4 共通点 (+ 24 V) 接脚 5 输入 3 (程序选择) 接脚 6 输入 4 (程序选择) 接脚 7 输入 5 (程序选择) 接脚 8 输入 6 (程序选择) 接脚 9 输入 7 (可程序输入)接脚 10 共通点 干接点输出 最大 60V AC / D C 最大 200mA接脚 11 零件 OK 输出 接脚 12 测试件 NG 输出 接脚 13 标准件 NG 输出接脚 14 警告输出 接脚 15 循环结束输出接脚 160 V3.3.1. 4) 从J3 输入接头激活程序欲从J3 输入接头激活程序﹐您必须选择接脚5 到9(一或多个)。

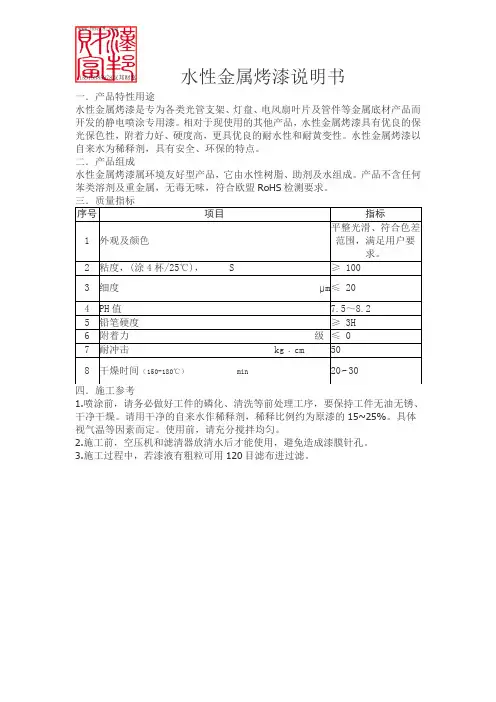
水性金属烤漆说明书
一.产品特性用途
水性金属烤漆是专为各类光管支架、灯盘、电风扇叶片及管件等金属底材产品而开发的静电喷涂专用漆。
相对于现使用的其他产品,水性金属烤漆具有优良的保光保色性,附着力好、硬度高,更具优良的耐水性和耐黄变性。
水性金属烤漆以自来水为稀释剂,具有安全、环保的特点。
二.产品组成
水性金属烤漆属环境友好型产品,它由水性树脂、助剂及水组成。
产品不含任何苯类溶剂及重金属,无毒无味,符合欧盟RoHS检测要求。
三.质量指标
序号项目指标
1外观及颜色平整光滑、符合色差范围,满足用户要
求。
2粘度,(涂4杯/25℃), S≥ 100
3细度µm≤ 20
4PH值7.5~8.2
5铅笔硬度≥ 3H
6附着力级≤ 0
7耐冲击 kg﹒cm50
8干燥时间(150-180℃) min20~30
四.施工参考
1.喷涂前,请务必做好工件的磷化、清洗等前处理工序,要保持工件无油无锈、干净干燥。
请用干净的自来水作稀释剂,稀释比例约为原漆的15~25%。
具体视气温等因素而定。
使用前,请充分搅拌均匀。
2.施工前,空压机和滤清器放清水后才能使用,避免造成漆膜针孔。
3.施工过程中,若漆液有粗粒可用120目滤布进过滤。
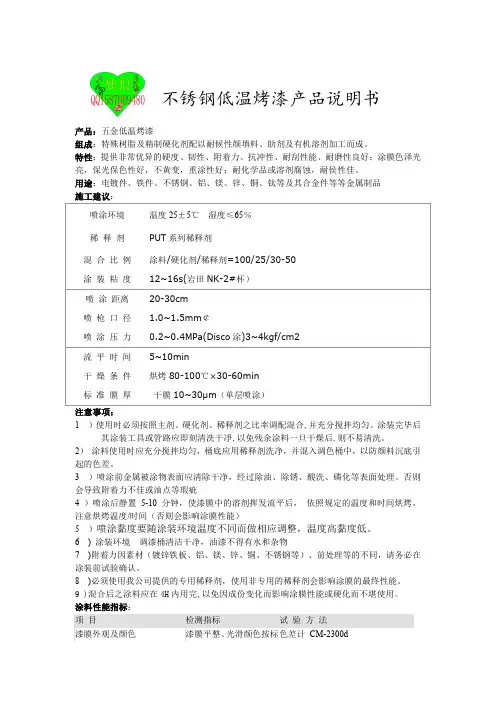
不锈钢低温烤漆产品说明书产品:五金低温烤漆组成:特殊树脂及精制硬化剂配以耐候性颜填料、助剂及有机溶剂加工而成。
特性:提供非常优异的硬度、韧性、附着力、抗冲性、耐刮性能、耐磨性良好;涂膜色泽光亮,保光保色性好,不黄变,重涂性好;耐化学品或溶剂腐蚀,耐侯性佳。
用途:电镀件、铁件、不锈钢、铝、镁、锌、铜、钛等及其合金件等等金属制品施工建议:喷涂环境温度25±5℃湿度≤65%稀释剂PUT系列稀释剂混合比例涂料/硬化剂/稀释剂=100/25/30-50涂装粘度12~16s(岩田NK-2#杯)喷涂距离20-30cm喷枪口径 1.0~1.5mm¢喷涂压力0.2~0.4MPa(Disco涂)3~4kgf/cm2流平时间5~10min干燥条件烘烤80-100℃×30-60min标准膜厚干膜10~30μm(单层喷涂)注意事项:1)使用时必须按照主剂、硬化剂、稀释剂之比率调配混合,并充分搅拌均匀。
涂装完毕后其涂装工具或管路应即刻清洗干凈,以免残余涂料一旦干燥后,则不易清洗。
2)涂料使用时应充分搅拌均匀,桶底应用稀释剂洗净,并混入调色桶中,以防颜料沉底引起的色差。
3)喷涂前金属被涂物表面应清除干净,经过除油、除锈、酸洗、磷化等表面处理。
否则会导致附着力不佳或油点等瑕疵4)喷涂后静置5-10分钟,使漆膜中的溶剂挥发流平后,依照规定的温度和时间烘烤,注意烘烤温度/时间(否则会影响涂膜性能)5)喷涂黏度要随涂装环境温度不同而做相应调整,温度高黏度低。
6)涂装环境调漆桶清洁干净,油漆不得有水和杂物7)附着力因素材(镀锌铁板、铝、镁、锌、铜、不锈钢等)、前处理等的不同,请务必在涂装前试验确认。
8)必须使用我公司提供的专用稀释剂,使用非专用的稀释剂会影响涂膜的最终性能。
9)混合后之涂料应在4H内用完,以免因成份变化而影响涂膜性能或硬化而不堪使用。
涂料性能指标:项目检测指标试验方法漆膜外观及颜色漆膜平整、光滑颜色按标色差计CM-2300d准板光泽符合样板光泽仪油漆粘度120-140'S GB/T1723-93岩田NK-2#杯干燥条件80-100℃×30-60min附着力100%100%附着力刮刀(CROSS CUT)柔韧性≤1弯曲试验BENDING TESTER#360硬度≥H铅笔硬度冲击强度(KG·CM)1000kg×50cm冲击试验机储存:1)涂料(包括稀料)应密封于阴凉干燥通风处保存,防水、防漏、防高温、远离火源,储存温度5-30℃为宜。
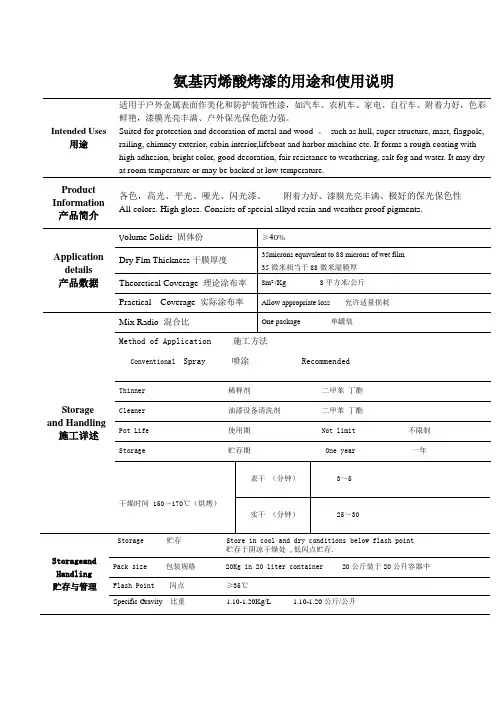
Storageand Handling 贮存与管理Storage 贮存 Store in cool and dry conditions below flash point贮存于阴凉干燥处 ,低闪点贮存. Pack size 包装规格 20Kg in 20 liter container 20公斤装于20公升容器中Flash Point 闪点≥35℃Specific Gravity 比重 1.10-1.20Kg/L 1.10-1.20公斤/公升Intended Uses用途适用于户外金属表面作美化和防护装饰性漆,如汽车、农机车、家电、自行车、附着力好,色彩鲜艳,漆膜光亮丰满、户外保光保色能力强。
Suited for protection and decoration of metal and wood 。
such as hull, super structure, mast, flagpole, railing, chimney exterior, cabin interior,lifeboat and harbor machine etc. It forms a rough coating with high adhesion, bright color, good decoration, fair resistance to weathering, salt fog and water. It may dry at room temperature or may be backed at low temperature.Product Information 产品简介各色,高光、平光、哑光、闪光漆、附着力好、漆膜光亮丰满、极好的保光保色性All colors. High gloss. Consists of special alkyd resin and weather proof pigments.Application details 产品数据V olume Solids 固体份≥40%Dry Flm Thickness干膜厚度35microns equivalent to 88 microns of wet film35微米相当于88微米湿膜厚Theoretical Coverage 理论涂布率8m2 /Kg 8平方米/公斤Practical Coverage 实际涂布率Allow appropriate loss 允许适量损耗Storage and Handling 施工详述Mix Radio 混合比One package 单罐装Method of Application 施工方法Conventional Spray 喷涂 RecommendedThinner 稀释剂二甲苯丁酯Cleaner 油漆设备清洗剂二甲苯丁酯Pot Life 使用期 Not limit 不限制Storage 贮存期 One year 一年干燥时间 150~170℃(烘烤)表干(分钟)3~5实干(分钟)25~30氨基丙烯酸烤漆的用途和使用说明Specification and Surface preparation 技术要求及表面处理Recommend coat: Spray 2 Coats with high-pressure airless spray to 60-80 microns of dry film thickness.Preceding coat: Iron red alkyd primer, alkyd red lead anti-corrosive paint and micaceous iron oxide aldyd anti-corrosive paint etc.建议涂装道数:高压无空气喷涂一道,干膜于30-38微米Safety Precautions 安全措施This product should be used in painting area by perfessional operators. When painting , please refer to Product Data Sheet and MSDS. Consult our company if consumers could not completely understand the precautions for safety and health when applying this product.This product is a kind of solvent-based paint .Inorder to avoid danger or accident, minimal safety precautions,as follow , should be down .The paint contains volatile solvent and is flammable . So must keep away from sparks and open flames.No smoking at applacation site ,Effective precautions (such as using explosion-proof electrical equipments. No static electricity accumulation or metal collision etc) also should be done so as to avoid producting sparks .Flash point of paint , mentioned above on product Data sheet, is the lowest temperature at which mixture of the volatile materails of paint can ignite or explode with air. Enough ventilation is necessary at application site. In order to remove any danger of explosion, must keep the ratio of gas to air is less than 10%, the minimum explosive limit in general, Therefore, 200m3 of ventilation quantuty per 1Kg solvent (according to the solvent ) is necessary.Product skin and eyes, and avoid touching with paints (Recommend to wear working clothes, gloves,eye protection, face masks barrier cream and so on ). Kif paint gets in touch with skin , wass fully with large amount of fresh water and soap or appropriate commercial cleaner. In case of eyes being contaminated, rinse with fresh water for 10min at least and give medical treatment immediately. Recommend face guard with ventilation pipe for the sake of no absorption of paint fog and harmful solvent gas, especially in bad ventilation.Handle empty containers with care and do not bring about environmental contamination. NOTICE: If consumers have not taken effective safety precautions(Refer to the specfications), our company will NOTbe responsible for any accident.本产品由专业人缘在工业场所使用,使用时请参照本说明书及健康安全手册,如客户在使用本产品前,未能仔细了解有关产品的健康安全知识,请与本公司联系.该涂料为溶剂型涂料,为避免事故或危险发生,应采取最低限度的安全措施如下:此涂料为易燃物,并含有挥发性易燃溶剂,,故必须远离火星和明火,严禁在作业场所吸烟,并采取有效措施,防止火星产生(如采用防爆电器设备,杜绝静电积累,避免金属撞击等)本产品说明书中所列涂料及溶剂的闪点是引起燃烧的最低温度. 施工场所应尽量进行通风良好,为消除使用过程中的爆炸隐患,应保证足够的通风量以维持气体/空气比例不超过最低爆炸极限的10%,通常每千克溶剂需要200立方米通风量,(与溶剂种类相关)就能维持最低爆炸极限10%的工作环境.采取有效措施以防止皮肤和眼睛与涂料接触(如使用工作服,手套,护目镜,面罩及涂防护油等)如产品不慎接触到皮肤,应用温水及肥皂或适当的工业清洁剂彻底清洗,如眼睛受到污染,用清水冲洗至少10分钟,并立即就医.建议佩戴通风面罩以避免吸入漆雾和有害溶剂气体,尤其在通风不良环境下施工时,细心处理旧漆桶以免污染环境.责任声明: 对于未按本公司要求采取有效安全措施儿引起的安全事故,本公司不负任何责任. 来源江苏纽克莱涂料有限公司官网。
烤漆作业指导书模板一、什么是烤漆呀?烤漆呢,就是一种对物体表面进行加工处理的方式啦。
想象一下,就像给东西穿上一件超级漂亮又坚固的外衣。
比如说咱们常见的汽车外壳,好多都是经过烤漆处理的哦。
这可不是随随便便就能做好的呢,就像咱们做饭一样,得按照一定的步骤和要求来。
二、烤漆前的准备1. 物件准备要烤漆的物件得先处理干净呀。
如果物件表面脏兮兮的,有灰尘或者油渍之类的,那烤漆就没法好好附着在上面啦。
就像咱们在干净的墙上画画和在脏墙上画画一样,干净的墙画出来的画才好看嘛。
所以得把物件的表面擦拭得干干净净的,一点杂质都不能有哦。
2. 烤漆房准备烤漆房可是烤漆的重要场地呢。
得确保烤漆房里的温度和湿度是合适的。
温度要是不合适,烤漆可能干得太快或者太慢,都会影响最后的效果。
湿度也不能太大,不然烤漆容易出现气泡之类的问题。
而且烤漆房里的通风也要良好,这样漆雾才能及时排出去,不然漆雾在里面到处飘,不仅会影响烤漆质量,还可能对操作人员的健康有危害呢。
3. 漆料准备漆料的选择可是很关键的。
不同的物件可能需要不同类型的漆料。
比如说金属物件可能就需要专门的金属漆,木质物件可能需要适合木材的漆。
而且漆料的颜色也要根据需求选好哦。
在使用漆料之前,还得把漆料搅拌均匀呢,就像喝奶茶之前要把珍珠和奶茶摇匀一样,这样才能保证漆料的性能一致。
三、烤漆的操作流程1. 底漆涂装先给物件涂上一层底漆。
这就像是给物件打个底妆一样。
底漆的作用可大了,它可以增强漆层和物件表面的附着力,还能防止物件生锈呢。
涂底漆的时候要注意涂抹得均匀,不能有的地方厚有的地方薄。
可以使用喷枪来涂底漆,喷枪和物件表面的距离要合适,太近了漆料会堆积,太远了漆料又喷不均匀。
一般来说,保持20 - 30厘米的距离比较好哦。
2. 干燥处理涂完底漆之后,得让底漆干燥。
干燥的时间根据漆料的类型和烤漆房的环境条件而定。
这个时候就得耐心等待啦,不能着急。
就像面包发酵一样,得给它足够的时间才能达到最好的效果。
江苏卡威汽配有限公司企业标准汽车外饰件面漆技术规范卡威研发中心2011-5-16江卡威汽配有限公司发布汽车外饰件面漆技术标准1 范围本标准规定了SUV系列汽车漆后车身外饰件面漆漆膜技术要求及检验方法。
本标准适用于SUV系列汽车车身外饰件外观质量检测。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6739漆膜硬度铅笔测定法。
GB/T 1764漆膜厚度测定方法。
GB/T 9286漆膜附着力测定方法。
GB/T 9754膜光泽测定方法。
PVW3.14.3抗石击性测定法。
3 术语3.1 漆后车身外饰件漆后车身外饰件是指油漆涂层涂装施工完成后与车身安装匹配的外饰件。
3.2 油漆涂层缺陷3.2.1 起泡涂层表面呈现鼓包的现象。
3.2.2 针孔涂膜表面呈现针状小孔或毛孔的现象。
3.2.3 起皱漆膜表面呈现凹凸不平且无规则线状褶皱的现象。
3.2.4 桔皮漆膜表面呈现桔皮状纹路的现象。
3.2.5 色差刚涂装完的涂膜的色相、明度、彩度与标准色板有差异,或在补涂时与原漆色有差异。
3.2.6 渗色底层涂膜的颜料或污染物溶入表面的涂膜而使之变色的现象。
3.2.7 缺漆(露底)漏涂或未能完全覆盖前道涂层或材料色泽的现象。
3.2.8 遮盖不良涂敷过薄或涂料遮盖力差,致使底色隐约可见的现象。
3.2.9 脱落涂膜从涂面呈现片状脱离的现象。
3.2.10 麻点(凹陷)涂层表面因水、油等异物影响致使涂料不能均匀附着,产生抽缩,形成泡疤而呈现凹坑的现象。
3.2.11 流痕(流漆)喷涂在垂直面上的涂料向下流动,使漆面产生条痕的现象。
3.2.12 杂漆(发花)漆膜表面呈现不相溶的色点或块的现象。
3.2.13 颗粒漆膜表面附着颗粒状物质的现象。
(H B –水性烤漆系列)1页HB-系列水溶性烤漆产品,广泛用于金属(机壳、小五金、文具、高尔夫球头、运动器材、自行车等)、玻璃(灯饰、大型幕墙工程玻璃等)、陶瓷、碳纤维、电木、电镀底、面等。
目前成熟产品是在被涂工件在烘烤温度140℃至220℃之间不被破坏的材质。
可做封闭底、罩光、绝缘、抗指纹等特殊涂装。
与溶剂型烤漆相比有以下几个特点:
(1)耐老化性能好,抗紫外线,耐蒸煮,耐溶剂;
(2)同时具有高硬度和优异的柔韧性;
(3)优异的附着性能和光学透明性,且重涂性好;
(4)用水做稀释剂,不易燃,不易爆,低毒,对环境无污染;(5)成本低、喷涂面积比油性多和易操作等优点,是油性烤漆最佳替换产品。
(使用方法)
1 HB-水性烤漆适用于溶剂型烤漆的所有施工工艺。
可用水性色浆和色精混溶配制成的各种颜色的产品;
2 本产品可以直接加水稀释,具体加水量可根据用户的施工工艺来确定,如果出现流挂,须减少加水量,出现桔皮增加水量。
加水稀释后,搅拌均匀,静置消泡后方可使用;
3 涂装后的工件须静置流平后,再进入低温到高温段烘烤。
总之必须要让漆膜完全固化(详阅性能和指标表);
(H B –水性烤漆系列)2页
4 公司还可根据用户您对漆膜性能和样板等特殊要求,调制出不同光泽、颜色、硬度和柔韧性的优质产品。
并改变产品常规配方做技术指导。
(注意事项)
本公司的水溶性涂料系列,稀释所用的自来水必须纯净无杂质,且不可油性及其他公司产品惨合使用。
施工环境配漆器具必须干净,待涂物体表面必须平整、干燥、清洁,被涂工件传热参数和漆膜厚度不同(详见产品标签备注)。
特别掌控烘烤温度和烘烤时间,使漆膜完全交联固化。
(包装、储运)
包装规格:可根据客户要求而定。
运输:属非危险品,可送货上门或代办运输。
为您提高品质降低您的成本与您共同创造。