20040901-宝钢冷轧厂基本情况介绍资料
- 格式:ppt
- 大小:284.00 KB
- 文档页数:36
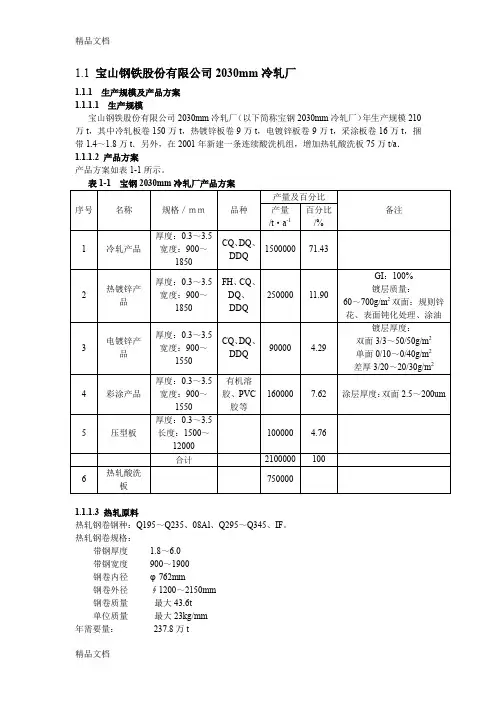
1.1 宝山钢铁股份有限公司2030mm冷轧厂1.1.1 生产规模及产品方案1.1.1.1 生产规模宝山钢铁股份有限公司2030mm冷轧厂(以下简称宝钢2030mm冷轧厂)年生产规模210万t,其中冷轧板卷150万t,热镀锌板卷9万t,电镀锌板卷9万t,采涂板卷16万t,捆带1.4~1.8万t.另外,在2001年新建一条连续酸洗机组,增加热轧酸洗板75万t/a.1.1.1.2 产品方案产品方案如表1-1所示。
1.1.1.3 热轧原料热轧钢卷钢种:Q195~Q235、08Al、Q295~Q345、IF。
热轧钢卷规格:带钢厚度 1.8~6.0带钢宽度900~1900钢卷内径φ762mm钢卷外径∮1200~2150mm钢卷质量最大43.6t单位质量最大23kg/mm年需要量:237.8万t供给方式:由宝山钢铁股份有限公司2030mm热轧厂供给1.1.2 机组组成1号连续酸洗机组1条2号连续酸洗机组1条连续式五机架冷轧机组1条罩式退火炉152座单机架平整机1条连续退火机组1条连续热镀锌机组1条连续电镀锌机组1条彩涂机组1条电解脱脂机组1条压型机组1条横剪机包装机组1条纵剪及包装机组1条重卷机组1条1.1.3 机组设备1.1.3.1 1号连续酸洗机组(1)机组主要工艺参数如下:机组形式:连续酸洗机组。
酸洗工艺:浅槽紊流酸洗。
钢卷规格:入口出口带钢厚度 1.8~6.0mm 1.8~6.0mm带钢宽度900~1900mm 900~1900mm钢卷内径φ762mm φ762mm钢卷外径∮1200~2150mm ∮1200~2150mm钢卷质量最大43.6t 最大45t单位质量最大23kg/mm 最大23kg/mm(带宽小于1300mm)最大34.5kg/mm(带宽不小于1300mm) 酸洗工艺速度:最大360m/min酸洗介质:HCl 200g/l年酸洗量:237.8万t投产年月:1988年供货商:西马克(2)机组主要单体设备性能如表1-2所示。
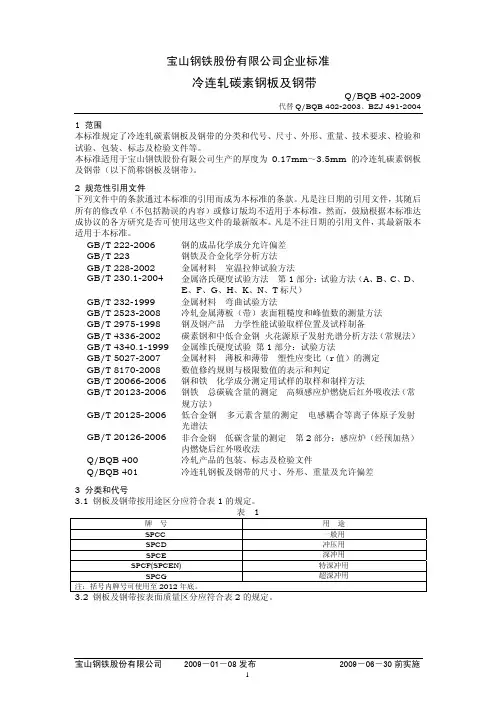
宝山钢铁股份有限公司企业标准冷连轧碳素钢板及钢带Q/BQB 402-2009代替Q/BQB 402-2003、BZJ 491-2004 1 范围本标准规定了冷连轧碳素钢板及钢带的分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.17mm~3.5mm的冷连轧碳素钢板及钢带(以下简称钢板及钢带)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 230.1-2004 金属洛氏硬度试验方法第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)GB/T 232-1999 金属材料弯曲试验方法GB/T 2523-2008 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 4340.1-1999 金属维氏硬度试验第1部分:试验方法GB/T 5027-2007 金属材料薄板和薄带塑性应变比(r值)的测定GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1 钢板及钢带按用途区分应符合表1的规定。

宝钢冷轧牌号对照表---精品资料宝钢冷轧牌号对照表低碳钢Q/BQB 402-2003Q/BQB403-2003Q/BQB408-2003JISG3141-1996JFSA2001-1998EN10130-1999DIN1623(1)-1983ASTMA1008-02elGB/T5213-2001ISO3574-1994SPCC DC01 BLC SPCC JSC270C DC01 St12 CS - CR1 SPCD DC03 BLD SPCD JSC270D DC03 RRSt13 DS - CR2 SPCE DC04 BUSD SPCE JSC270E DC04 St14 DDS SC1 CR3 SPCE DC05 BUFD SPCEN JSC270F DC05 - EDDS SC2 CR4 - DC06 BSUFD - JSC260G DC06 - - SC3 CR5碳素结构钢Q/BQB 410-2003 DIN 1623-(2)-1986t37-2G St37-2GSt44-3G St44-3GSt52-3G St52-3G加磷钢Q/BQB411 JFS A2001-1998 JIS G3135-1986 PrEN 10268-2002B170P1 JSC340P SPFC340 -B210P1 JSC390P SPFC390 -B250P1 JSC440P SPFC440 -B180P2 JSC340W - H180PB220P2 JSC390W - H220P烘烤硬化钢Q/BQB 416-2003 JFS A 2001-1998 JIS G 3135-1986 prEN 10268-2002 B140H1 JSC270H --B180H1 JSC340H --B180H2(BH340)-SPFC 340 H H180B双相钢Q/BQB 418-2003 JFS A2001-1998 SAE J2340-1999B240/390DP --B280/440DP --B340/590DP JSC590Y 600DL1B400/780DP JSC780Y -低合⾦⾼强钢Q/BQB419-2003 JFS A2001-1998 SAE J2340-1999 prEN 10268-2002 B340LA JSC440R 340X H340LA B410LA JSC590R - H420LA碳素结构钢化学成分和⼒学性能⾏業數據 2009-07-08 19:27 阅读60 评论0字号:⼤中⼩根据GB 70O⼀881 牌号和化学成分1.1 钢的牌号和化学成分(熔炼分析)应符合表1规定。
宝钢冷轧核心技术研发历程冷轧是冶金流程中非常重要的变形工序,在金属相变点温度以下,将轧件压缩到理想的厚度,使其具有良好的力学性能、优良的表面质量、精密的尺寸精度,可以广泛应用于汽车、家电、电子、建筑、包装等各个行业。
虽然近年来随着热轧设备的不断进步,热卷箱、无头轧制、边部加热、层流冷却边部遮蔽等设备的开发使用,一定程度上提高了热轧产品的温度均匀性,但热轧产品的性能和厚度均匀性仍然无法和冷轧产品相媲美。
此外,冷轧产品的表面质量、冲压性能、电磁性能,也是热轧产品无法达到的。
以硅钢为例,我国曾大力推广以高效的冷轧硅钢取代落后热轧硅钢,“以冷代热”以节约在传输和转换过程中损耗的电能。
冷轧作为“轧薄、轧亮、轧精”的工序,有着无可替代的功能和优势,将来还将不断发展。
宝钢从1988年第1条冷轧机组投产以来,经过20年的生产和研发,经历了一条从引进消化到不断改进,发展到自主创新的道路,引领着国内冷轧技术的发展。
冷轧机核心技术的发展如果往前追溯,钢的冷轧最早始于19世纪中叶的德国,当时只能生产宽度20~25 mm的冷轧钢带。
美国在1920年第一次成功地轧制出宽带钢,并很快由单机不可逆轧制而跨入单机可逆式轧制。
1926年阿姆柯公司巴特勒工厂建成四机架冷连轧机。
冷轧带钢生产经历了漫长的发展过程,从最初的单张轧制到现在的成卷轧制,从可逆轧机到全连续轧机再到酸轧联合机组的多种生产工艺,装备水平和自动化程度不断提高。
特别是20世纪七、八十年代,冷轧技术在全连续和自动化技术的带动下,出现了一个快速发展的阶段。
现代冷轧生产技术基本上以连续化、高速化和专业化为特征,出现了全连续冷连轧机组、酸洗一冷连轧联合机组、酸洗一冷连轧一连退联合机组等全连续设备冷轧设备,出现了出口速度达到2000 m/min以上的冷连轧机,出现了专业生产镀锡原板、极薄板的冷连轧机等等。
1958年鞍钢建成了我国第一套冷带钢轧机,即1700 mm四辊可逆轧机,之后的几十年仅鞍钢和太钢有几台单机架可逆轧机可以生产宽带钢,不仅效率低,装备水平也差,产品品种和质量无法和世界先进水平竞争。
宝钢冷轧方向发展及现状宝钢冷轧方向发展及现状一、创建改革开放后,上海家用电器、搪瓷制品、自行车、电冰箱、罐头食品等加工工业蓬勃发展,所用冷轧薄卷板、镀锡卷板的数量急剧上升,国内供应缺口很大,70%靠进口解决。
为此市冶金工业局在“七五”发展规划中提出建立一个年产30万吨冷轧薄卷板的专业厂,而后再通过第二期工程发展至50万吨,并生产镀锡板等产品,满足市场需要,优化产品结构。
此项目得到市政府领导的支持。
1988年,项目经国家计委批准,列为上海市重点工程之一,有上海第一钢铁厂、上海实事公司、中国物资开发投资公司、美国上海太平洋合股有限公司共同投资,建立中美合资益昌薄板有限公司。
第一期工程的基建投资为7.11亿元,其中外汇6970万美元。
该项目于1989年2月16日动工建设;七大生产机组的设备分别由法国、奥地利和美国引进。
1990年11月29日,五机架连轧机组先行试车,轧出第一卷0.5毫米厚的冷轧卷板。
1991年2月15日,七大机组全线开通,辅助设施全部运行,经10个月的负荷试车和试生产,当年产冷轧薄卷板47279吨,1992年达到13.84万吨,1993年增至17.55万吨。
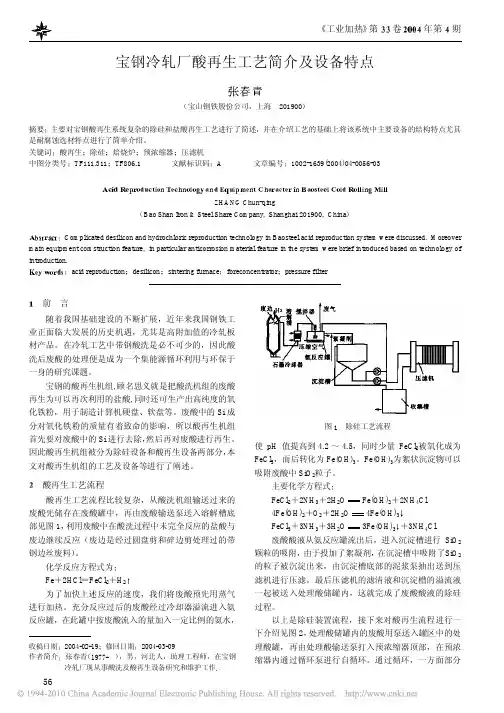
二、生产机组酸洗机组益昌薄板厂生产的冷轧卷板,采用热轧卷板作为坯料。
轧制前需先进行酸洗,将黏附在热轧卷板中的氧化铁皮清除掉,以确保冷轧板在轧制时的表面质量。
该厂在设计和引进设备的过程中即着眼于工艺的先进性,预计二期工程的产量将达到年产50万吨的水平,故酸洗能力必须大于此数;还需具有良好的酸回收装置,既能节约酸的用量,又不致造成环境的污染。
经对国外拟引进的两条生产线的比较和论证,最后选择了奥地利鲁特纳(RUTHNA)公司生产的“推拉式酸洗机组”。
该机组是20世纪80年代末世界上推拉式酸洗机组中速度最快的一套,最大运行速度每分钟180米,年酸洗能力为55.8万吨,能满足二期工程的需要;同时,该机组还配备了酸再生装置,酸回收率可达99%以上。
1.1 宝山钢铁股份有限公司2030mm冷轧厂1.1.1 生产规模及产品方案1.1.1.1 生产规模宝山钢铁股份有限公司2030mm冷轧厂(以下简称宝钢2030mm冷轧厂)年生产规模210万t,其中冷轧板卷150万t,热镀锌板卷9万t,电镀锌板卷9万t,采涂板卷16万t,捆带1.4~1.8万t.另外,在2001年新建一条连续酸洗机组,增加热轧酸洗板75万t/a.1.1.1.2 产品方案产品方案如表1-1所示。
1.1.1.3 热轧原料热轧钢卷钢种:Q195~Q235、08Al、Q295~Q345、IF。
热轧钢卷规格:带钢厚度 1.8~6.0带钢宽度900~1900钢卷内径φ762mm钢卷外径∮1200~2150mm钢卷质量最大43.6t单位质量最大23kg/mm年需要量:237.8万t供给方式:由宝山钢铁股份有限公司2030mm热轧厂供给1.1.2 机组组成1号连续酸洗机组1条2号连续酸洗机组1条连续式五机架冷轧机组1条罩式退火炉152座单机架平整机1条连续退火机组1条连续热镀锌机组1条连续电镀锌机组1条彩涂机组1条电解脱脂机组1条压型机组1条横剪机包装机组1条纵剪及包装机组1条重卷机组1条1.1.3 机组设备1.1.3.1 1号连续酸洗机组(1)机组主要工艺参数如下:机组形式:连续酸洗机组。
酸洗工艺:浅槽紊流酸洗。
钢卷规格:入口出口带钢厚度 1.8~6.0mm 1.8~6.0mm带钢宽度900~1900mm 900~1900mm钢卷内径φ762mm φ762mm钢卷外径∮1200~2150mm ∮1200~2150mm钢卷质量最大43.6t 最大45t单位质量最大23kg/mm 最大23kg/mm(带宽小于1300mm)最大34.5kg/mm(带宽不小于1300mm) 酸洗工艺速度:最大360m/min酸洗介质:HCl 200g/l年酸洗量:237.8万t投产年月:1988年供货商:西马克(2)机组主要单体设备性能如表1-2所示。
宝钢冷轧各机组代码作业线名称机组名称厂别备注C401 新酸洗2030冷轧C101 老酸洗2030冷轧C102 酸轧2030冷轧C104 重卷2030冷轧C108 镀锌2030冷轧C109 彩涂2030冷轧C111 电镀锌2030冷轧C112 连退2030冷轧C311 电镀锌2030冷轧C129 酸再生2030冷轧C202 酸轧1420冷轧C212 连退1420冷轧C117 1#镀锡1420冷轧C217 2#镀锡1420冷轧C211 电镀锌1550冷轧C312 连退1550冷轧C208 镀锌1550冷轧C209 彩涂1550冷轧C308 镀锌1550冷轧C309 彩涂1550冷轧C502 酸轧1730冷轧C512 连退1730冷轧C608 镀锌1730冷轧C708 镀锌1730冷轧C402 酸轧1800冷轧C412 连退1800冷轧C408 镀锌1800冷轧C508 镀锌1800冷轧C808 镀锌1800冷轧C302 硅钢酸轧1550硅钢Q118 硅钢连退1550硅钢Q218 硅钢连退1550硅钢Q318 硅钢连退1550硅钢Q101 硅钢酸洗硅钢Q102 硅钢酸轧硅钢Q202 硅钢酸轧硅钢Q302 硅钢酸轧硅钢Q418 硅钢连退硅钢Q112 DCL 硅钢Q212 DCL 硅钢Q312 DCL 硅钢Q114 ECL(镀铬硅钢Q214 ECL 硅钢Q402 酸轧硅钢Q502 酸轧硅钢Q518 硅钢连退硅钢Q412 DCL 硅钢Q314 ECL 硅钢C633 新酸洗1220冷轧C602 酸轧1220冷轧C608 1#电镀锡1220冷轧C612 连退1220冷轧C6317 2#电镀锡1220冷轧C6217 TFS 1220冷轧。
冷轧厂概况酸洗线X2全连续冷连轧X1酸洗一冷连轧联合机组X2罩式退火X1连续退火X3脱脂线X1热镀锌生产线X3电镀锌生产线X2电镀锡生产线X2彩涂板生产线X3电工钢生产线X3精整线X182030单元投产时间:1989年主要品种:以钢种分有:低碳钢、超低碳钢、普碳钢、碳素结构钢、低合金结构钢、IF钢等。
以产品分有:普冷、热镀锌、电镀锌、彩涂、热轧酸洗等汽车、家电、建筑用材等。
酸洗机组设计年产量:210万吨/年产品规格:1.8-6.0X900-1850 mm最大卷重:45t钢卷内径:6760 mm钢卷外径:6 2150 mm工艺段最大速度:360m/min入口活套:720m出口活套:450m拉矫最大延伸率:2.0%工艺特点:浅槽酸洗新酸洗设计年产量:75万吨/年产品品种:低碳钢、结构钢、汽车结构钢、压力容器钢等产品规格:1.0-6.0X800-1650 mm最大卷重:38.6t;钢卷内径:6760 mm钢卷外径:6 2150 mm;工艺段最大速度:120m/min人口活套:340m;出口活套:216m拉矫最大延伸率:3.0%工艺特点:浅槽酸洗2030mm 冷连轧机组设计年产量:210万吨——仅供参考产品品种:以钢种分有低碳钢、超低碳钢、普碳钢、碳素结构钢、低合金结构钢、IF 钢等。
产品规格:0.3-3.5 X 900-1850mm机列布置:五机架全连续机型:G1-G5四辐轧机,G5为CVC或DSR脱脂机组设计年产量:98万吨产品规格:0.3-1.5 X 900-1870mm工艺段速度:600m/min h = 0.3-1.0 mm500m/min h > 1.0mm工艺特点:采用极对极缠绕式高电流密度电极清洗技术2030罩式炉机组设计年产量:100万吨产品规格:0.3-3.5 X 900-1800mm品种:CQ、DQ、DDQ、EDDQ、结构钢炉台数量:全氢炉60座,其中大炉台36座,小炉台24座氮氢炉104座,其中大炉台64座,小炉台40座最大装炉量150t。
宝钢1220二次冷轧机组极薄镀锡板核心生产工艺的开发李秀军(宝钢分公司冷轧薄板厂,上海 200431)摘要:厚度小于0.18毫米极薄二次冷轧型镀锡板,广泛应用于电子、制罐等领域,其特点为规格薄、强度高,生产难度大,目前国内只有宝钢采用二次冷轧方式来进行生产。
本文在对镀锡板的分类及生产工艺流程进行简单介绍的基础上,经过大量的现场试验与理论研究,立足自主开发,结合宝钢1220二次冷轧机组的设备与工艺特点,针对BA向二次冷轧材生产、DR材产品品质等方面特征,提出了预平整工序的投入、轧制工艺参数优化、切水方法改进等核心生产工艺,形成具有宝钢特色的二次冷轧型镀锡板生产技术,提高了宝钢的市场竞争力,具有进一步推广应用的价值。
关键字:镀锡板;二次冷轧; 切水; 预平整Exploitation Of Double Cold Reduction Thin Plate Core Production Technology Of Bao Steel 1220MM Cold Tandem MillLixiujun(Baoshan Iron & Steel Co,Ltd.Shanhai 200431)Abstract: Double cold reduction thin plate whose thickness is less than 0.18mm is widely used in electron and can production area.The feature is thin and high strength and it is difflcult to produce.At the present time only baosteel adopts double cold reduction mode to produce the plate.This thesis which is based on the introduction of thin plate assorting and production technology and with lots of assay and theory research, combined with equipment and craft feature presents input of pretemper rolling,rolling parameter optimization and slicing water improvement etc core production craft and formats the production technology of double cold reduction thin plate and increases market competitive power of baosteel and has further extend application value.Key Words: Thin Plate,Double Cold Reduction,Slicing Water,Pretemper Rolling1 前言近年来,随着食品、轻工、汽车及家电工业的发展,包装材料的需求不断得扩大。