有色压铸件加工价格计算办法
- 格式:doc
- 大小:73.00 KB
- 文档页数:3
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
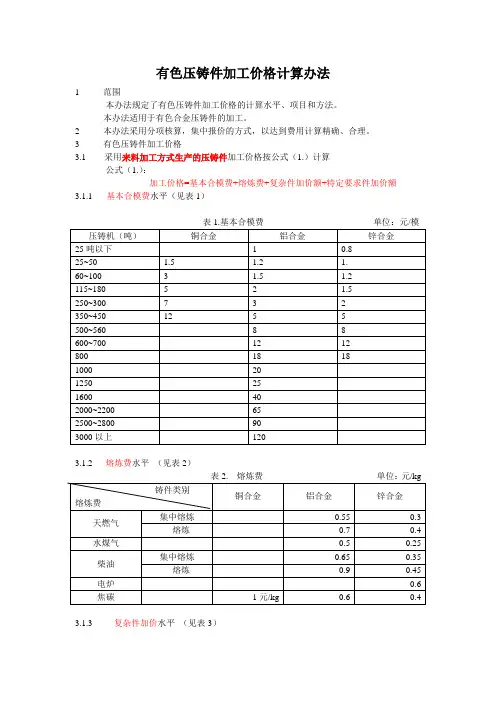
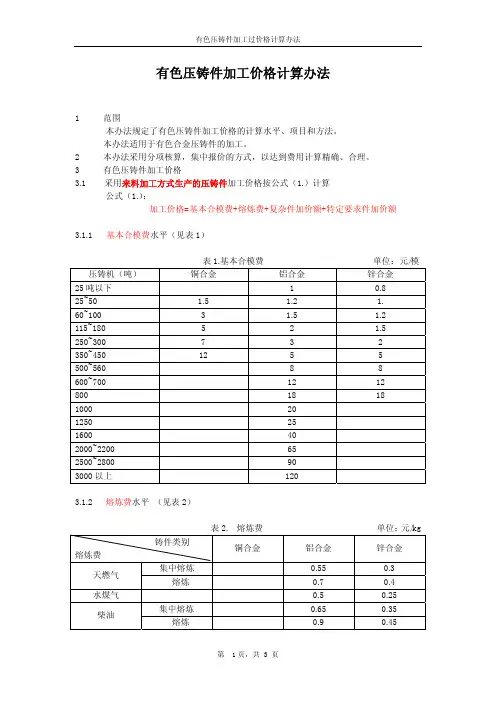
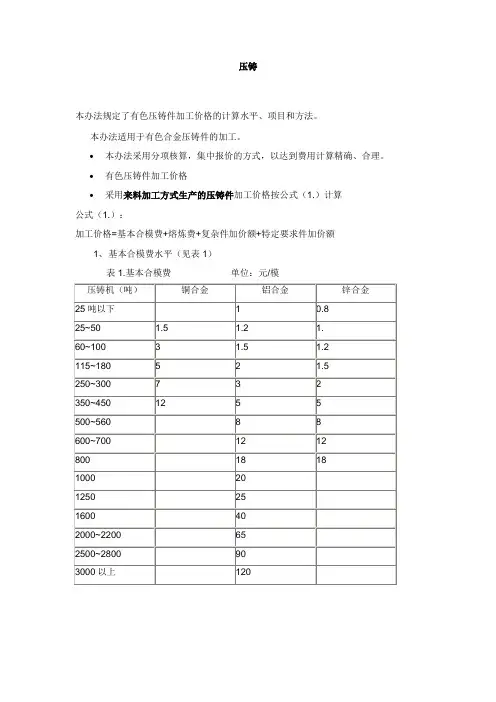
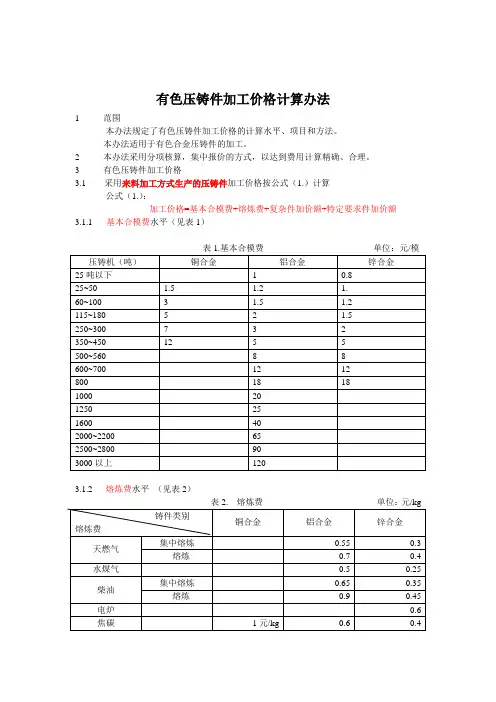
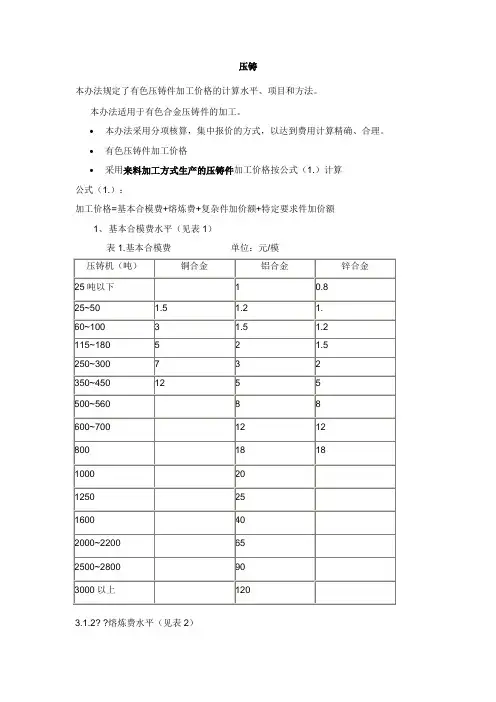
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。

压铸件加工价格计算办法3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
6压铸件需表面喷砂、抛丸处理,表面涂覆、钝化、电镀处理,用承制厂制具生产的需另行增计相应加工费用。
7委托方要求按炉、按件浇注试棒进行理化试验和其它特殊试验项目的,需另行增计相应费用。
8压铸件需金属切削加工(包括大型件切割浇口废边)按机床实耗台/时定价计费。
9用委托方的模具生产,在生产过程中,模具需要修理时,其小修费用由承制厂负担,大、中修费用按实向委托方计收。
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表1.基本合模费单位:元/模压铸机(吨)铜合金铝合金锌合金0.825吨以下 125~50 1.5 1.2 1.60~100 3 1.5 1.21.52115~180 523250~300 75 5350~450 1288500~5601212600~70018 800182010002512504016002000~2200 652500~2800 903000以上 1203.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg电炉0.6焦碳1元/kg0.60.43.1.3复杂件加价水平(见表3)表3. 复杂件加价额项目加价规定(1)压铸件模具结构用斜销滑块的压铸件规格 180T以下250~700T 800以上斜销滑块加价0.4元/块 0.6~1元/块2元/块(2)压铸件模具结构用液压抽芯的液压缸规格≤2T >2~≤5T>5~≤10T ≤10T 液压抽芯加价0.6元/只0.8~1元/只 1.2~1.5元/只2元(3)压铸件需安放嵌件的安嵌件只数,每只安放费加收0.5元(增加了工序,降低了生产效率)(4)形状复杂并难以成形视情况可加收10~50%的复杂费(以基本合模费为计算依据)(增加了模具成本、生产难度、质量控制难度、模具故障率升高,生产效率降低)3.1.4 特定要求件加价水平(见表4)表4. 特定要求件加价额项目加价规定耐压件、受力件、装饰性表面等特定要求单项加收复杂费10~30%(以基本合模费为计算依据)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按 3.1.1、3.1.2、3.1.3、3.1.4 执行。
铸件加工报价计算方法
1. 引言
铸件加工报价计算是确定加工铸件价格的重要步骤。
本文档旨在介绍一种简单、有效的铸件加工报价计算方法。
2. 加工内容细分
首先,需要将加工内容细分为各个工序和材料。
将铸件加工过程分为以下几个主要步骤:
- 铸型制作
- 浇注
- 固化
- 精整
- 检验
同时,需要考虑所需材料的种类和数量。
3. 工序加工时间计算
针对每个工序,根据实际生产经验,确定其加工所需时间。
这
可以通过工人的平均工作效率来估算。
将每个工序所需时间累加,
得到总加工时间。
4. 材料成本计算
根据铸件所需材料的种类和数量,查询供应商提供的材料价格。
将材料价格乘以所需数量,得到材料成本。
5. 人工成本计算
根据工序加工时间,确定所需工人数量。
查询工人工资表,将
所需工人数量乘以其工资,得到人工成本。
6. 间接成本计算
考虑间接成本,如设备折旧费用、能源费用等。
将这些间接成
本合计,并按加工时间分摊到每个铸件上。
7. 利润和税费考虑
根据企业政策和市场需求,确定所需的利润率。
根据该利润率
计算利润,并考虑税费等其他因素。
8. 总报价计算
将材料成本、人工成本、间接成本和利润进行合计,得到最终
的铸件加工报价。
9. 结论
本文档提供了一种简单、有效的铸件加工报价计算方法。
根据
不同的实际情况,可以对该方法进行灵活调整。
以上为铸件加工报价计算方法的概要介绍,希望对您有所帮助。
如何对压铸件进行报价前言• 报价对于压铸企业来讲,是必须的工作。
• 如何报价是必须掌握的技能。
• 目前暂无行业标准,所以报价方式较为混乱。
• 具体报价需要参考行业的水准和企业自身的水准进行。
说明• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
方式一:按照作坊价:25元/公斤。
方式二:按照工序:压铸件材料价格+合模费+去毛刺+机加费+表面处理+管理费+税点+利润(相关行情数据参照经验)方式三:能够根据自己公司长期的数据,成本核算,得出每步工序的价格。
压铸件加工方式• 来料加工加工价格 = 合模费 *(1+管理费率)*(1+税费率)*(1+利润率)• 包工包料加工价格=(压铸件材料价格+合模费+去毛刺+机加费+表面处理)*(1+管理费率)*(1+税费率)*(1+利润率)合模费 =(产品合模费+ 熔炼费+复杂件加价额+特定要求件加价额)一、压铸件材料费• 压铸件材料价格=材料单价×材料耗用定额。
压铸件材料费—材料单价• 自配合金• 购买标准的合金锭单价(基准价+加工费)材料类型型号基准价加工费ADC12铝合金SMM中A00铝1500A3803#SMM中0#锌900锌合金5#SMM中0#锌1400材料单价按订货时合金锭价格。
压铸件材料费—材料耗用定额• 材料耗用定额=压铸件净重+浇铸系统重量×损耗率。
• 浇注系统重量包含:料饼、流道、产品、渣包、排气。
浇铸系统重量:为压铸件净重的1.2~1.8(视工件情况而定)。
为方便计算,我们默认采用1.5倍。
损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
压铸件材料费—案例• 铝合金产品 克重2210克,材质ADC12。
请计算出材料费。
第一步:材料单价A00 铝今日均价10280元/吨ADC12铝合金 单价= 10280+1500=11780元/吨第二步:材料耗用定额产品净重2210g浇注系统为压铸件净重的40%铝合金损耗率按照5%材料耗用定额=2210 + 2210*1.4*5%=2210+154.7=2364.7g如何对压铸件进行报价二、综合合模费综合合模费包含以下部分:1. 设备合模费——根据压铸机品牌和吨位,每模费用。
压铸本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2.:熔炼费单位:元/kg•复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
压铸本办法规定了有色压铸件加工价格的计算水平、项目和方法。
3.1.2? ?熔炼费水平(见表2)表2.:熔炼费单位:元/kg复杂件加价水平(见表3)?表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额?3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
材料单价按订货时合金锭价格公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
6. 压铸件需表面喷砂、抛丸处理,表面涂覆、钝化、电镀处理,用承制厂制具生产的需另行增计相应加工费用。
7. 委托方要求按炉、按件浇注试棒进行理化试验和其它特殊试验项目的,需另行增计相应费用。
8. 压铸件需金属切削加工(包括大型件切割浇口废边)按机床实耗台/时定价计费。
9. 用委托方的模具生产,在生产过程中,模具需要修理时,其小修费用由承制厂负担,大、中修费用按实向委托方计收。
10. 委托方自备压铸模,但在设计上有缺陷,因此造成工艺加工困难,需增计延误工时费用,(或由委托方承担修改模具费用)。
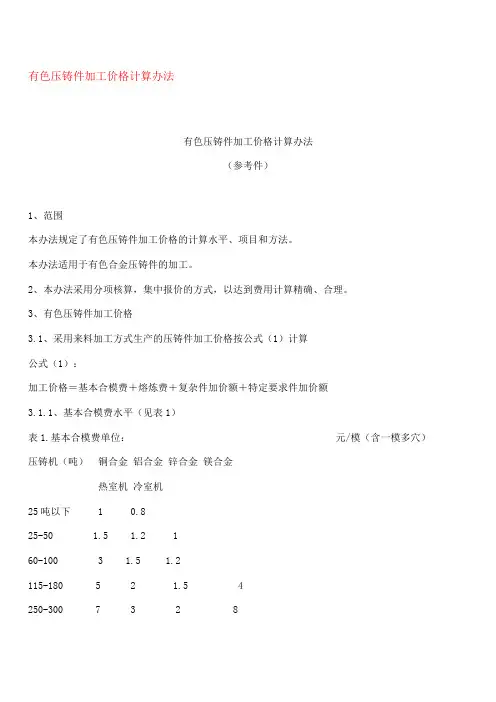
有色压铸件加工价格计算办法有色压铸件加工价格计算办法(参考件)1、范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2、本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3、有色压铸件加工价格3.1、采用来料加工方式生产的压铸件加工价格按公式(1)计算公式(1):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1、基本合模费水平(见表1)表1.基本合模费单位:元/模(含一模多穴)压铸机(吨)铜合金铝合金锌合金镁合金热室机冷室机25吨以下 1 0.825-50 1.5 1.2 160-100 3 1.5 1.2115-180 5 2 1.5 4250-300 7 3 2 8350-450 12 5 5 10500-560 8 8 13600-700 12 12 17800 18 18 251000 20 301250 25 361600 40 552000-2200 65 852500-2800 90 1203000吨以上120 160备注:①一模多穴时,按照实际穴数平均分摊相应的基本合模费并计入该压铸件加工价格中;②同吨位进口压铸机可在表中基本合模费的基础上加价20%。
3.1.2、熔炼费水平(见表2)表2熔炼费单位:元/公斤(按照铸件工艺重量:毛坯净重加全部浇注系统重量)铜合金铝合金锌合金镁合金天然气集中熔炼0.55 0.30单台熔炼 0.70 0.40 1.10水煤气 0.50 0.25柴油集中熔炼0.65 0.35单台熔炼 0.90 0.45 1.30电炉 0.60 1.20焦炭1元/公斤 0.60 0.40备注:委托方要求的熔炼方式应与该产品的质量要求相一致,承制方应当严格遵循委托方要求的熔炼方式,并对产品材质质量进行保证。
3.1.3、复杂件加价水平(见表3)表3复杂件加价额项目加价规定(1)压铸件模具结构用斜销滑块压铸机规格180T以下250-700T 800T以上斜销滑块加价0.4元/块0.6-1元/块2元/块(2)压铸件模具结构用液压抽芯液压缸规格≤2T >2T≤5T >5T≤10T ≥10T 液压抽芯加价0.6元/只0.8-1元/只 1.2-1.5元/只2元/只(3)压铸件内需安放嵌件的根据安放嵌件只数计算,每只嵌件安放费为0.5元(4)形状复杂并难以成形的根据具体情况可加收10-50%的复杂费(以基本合模费为计算依据) 3.1.4、特定要求件加价水平(见表4)表4.特定要求件加价额项目加价规定耐压件、受力件、装饰件表面及含特定要求件单项加收复杂费10-30%(以基本合模费为计算依据)3.1.5、委托方应承担所供承制方原材料重量的规定熔炼损耗率,具体按3.2.2.3中规定计算。
压铸合模费价格表
(压铸件合⾦合模费价格计算表(宁波北仑压铸技术经理联盟原稿)
压铸件合⾦合模费价格计算表
1范围
本办法规定了有⾊压铸件加⼯价格的计算⽔平、项⽬和⽅法。
本办法适⽤于有⾊合⾦压铸件的加⼯。
2本办法采⽤分项核算,集中报价的⽅式,以达到费⽤计算精确、合理。
3有⾊压铸件加⼯价格
3.1采⽤来料加⼯⽅式⽣产的压铸件加⼯价格按公式(1.)计算
公式(1.):
价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额
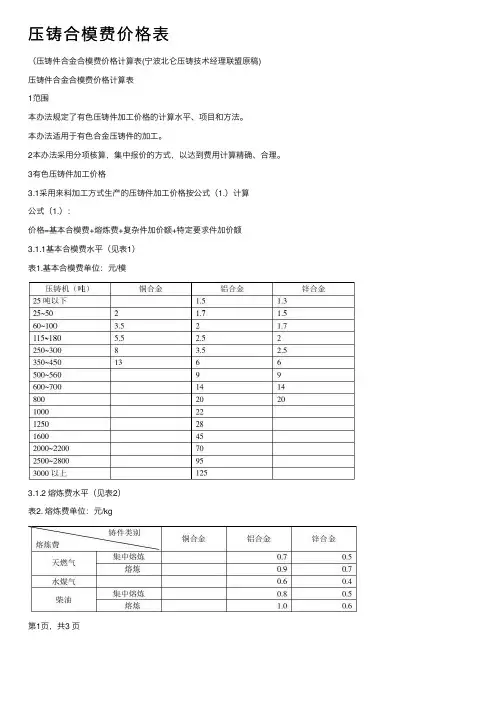
3.1.1基本合模费⽔平(见表1)
表1.基本合模费单位:元/模
3.1.2 熔炼费⽔平(见表2)
表2. 熔炼费单位:元/kg
第1页,共3 页。
铝合金锭压铸件的成本核算The document was finally revised on 2021压铸?本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)熔炼费水平(见表2)表2.:熔炼费单位:元/kg?•复杂件加价水平(见表3)表3. 复杂件加价额?特定要求件加价水平(见表4)表4.:特定要求件加价额?采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格?•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按、、、执行。
压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
购标准合金锭材料单价按订货时合金锭价格材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的~ (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
委托方提供模具需试模者,按模具复杂程度双方面议试模费用。
压铸件合金合模费价格计算表1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)表1.基本合模费单位:元/模3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
铝合金锭压铸件的成本核算(总4页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除压铸本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
有色压铸件加工价格采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)表1.基本合模费单位:元/模压铸机(吨)铜合金铝合金锌合金25吨以下125~50 1.60~1003115~18052250~300732350~4501255500~56088600~700121280018181000201250251600402000~2200652500~2800903000以上120熔炼费水平(见表2)表2.:熔炼费单位:元/kg铸件类别铜合金铝合金锌合金熔炼费天燃气集中熔炼熔炼水煤气柴油集中熔炼熔炼电炉焦碳1元/kg复杂件加价水平(见表3)表3. 复杂件加价额项目加价规定(1)压铸件模具结构用斜销滑块的压铸件规格180T以下250~700T800以上斜销滑块加价元/块~1元/块2元/块(2)压铸件模具结构用液压抽芯的液压缸规格≤2T>2~≤5T>5~≤10T≤10T液压抽芯加价元/只~1元/只~元/只 2元(3)压铸件需安放嵌件的安嵌件只数,每只安放费加收元(增加了工序,降低了生产效率)(4)形状复杂并难以成形视情况可加收10~50%的复杂费(以基本合模费为计算依据)(增加了模具成本、生产难度、质量控制难度、模具故障率升高,生产效率降低)特定要求件加价水平(见表4)表4.:特定要求件加价额项目加价规定耐压件、受力件、单项加收复杂费10~30%(以基本合模费为计算依据)装饰性表面等特定要求采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按、、、执行。
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
有色压铸件加工价格计算办法1范围本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
3有色压铸件加工价格3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额3.1.1基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2. 熔炼费单位:元/kg3.1.3复杂件加价水平(见表3)3.1.4 特定要求件加价水平(见表4)3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3.2.2.4管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5本办法第3条规定的压铸件加工价格,不包括试模费用。
2012年最新压铸行业铝合金锭压铸件的压铸成本核算(二)本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
•本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
•有色压铸件加工价格•采用来料加工方式生产的压铸件加工价格按公式(1.)计算公式(1.):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额1、基本合模费水平(见表1)3.1.2 熔炼费水平(见表2)表2.:熔炼费单位:元/kg•复杂件加价水平(见表3)表3. 复杂件加价额3.1.4 特定要求件加价水平(见表4)表4.:特定要求件加价额3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算公式(2):加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格•基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算公式(3):压铸件材料价格=材料单价×材料耗用定额+管理费及利润。
3.2.2.1 自配合金材料单价按订货时A。
铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。
3.2.2.2 购标准合金锭材料单价按订货时合金锭价格3.2.2.3 材料耗用定额按公式(4)计算公式(4):材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。
1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。
2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。
3. 管理费及利润按压铸材料成本8%左右计算。
(根据铸件付款时间而订)4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。
5. 本办法第3条规定的压铸件加工价格,不包括试模费用。
有色压铸件加工价格计算办法2010年04月08日星期四11:34
本办法规定了有色压铸件加工价格的计算水平、项目和方法。
本办法适用于有色合金压铸件的加工。
本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。
有色压铸件加工价格
采用来料加工方式生产的压铸件加工价格按公式(1.)计算
公式(1.):
加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额
基本合模费水平(见表1)
表1.基本合模费单位:元/模
3.1.2 熔炼费水平(见表2)
复杂件加价水平(见表3)
3.1.4 特定要求件加价水平(见表4)
表4. 特定要求件加价额
3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算
公式(2):
加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格
基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、3.1.4 执行。
3.2.2 压铸件材料价格水平按下列公式(3)计算
公式(3):
压铸件材料价格=材料单价×材料耗用定额+管理费及利润
3.2.2.1、自配合金
锌、铝合金材料单价按订货时A00铝、0#锌的市场价格为基本价格,按照合金牌号规定的成分配比,确定所用原材料价格及加工费(加工费按锌、铝合金牌号具体计收);铜合金材料单价则按1#铜与0#锌的市场价格为基本价格,按照合金牌号规定的成分配比,确定所用原材料价格及加工费。
3.2.2.2、采购标准合金锭
材料价格按订货时的合金锭价格
3.2.2.3、材料耗用定额按公式(4)计算
公式(4):
材料耗用定额=压铸件净重+(压铸件净重+浇注系统重量)×损耗率
a.浇注系统重量为压铸件净重的20-80%(视具体工件而定)
b.损耗率:铜合金件7%、铝合金件5%、锌合金件7%、镁合金件10%(具体按压铸机、熔炼炉形式和根据产品情况而定)
3.2.2.4、管理费及利润按压铸材料成本的8%计算(结合铸件付款周期确定)
4、委托方来模加工的压铸件生产事项
4.1、本办法第3条规定的压铸件加工价格,不包括试模费用。
属委托方来模加工,原则上不收取试模费用。
但如果因为来模质量引起的反复试模以及因为模具质量问题造成的协作不成等,委托方应适当承担承制方的试模损失。
4.2、因为委托方来模质量原因,铸件需要采用机械加工方式进行浇口飞边切割的,应承担承制方的机床实耗台/时费用及人工费用。
4.3、委托方来模在设计上存在缺陷,因此造成工艺加工困难,需增加延误工时费用(或由委托方承担模具修改费用)。
4.4、用委托方的自备模具生产,在生产过程中,因模具本身质量问题需要修理,其小修费用由承制方承担,大、中修理费用由委托方承担。
但由于承制方使用、保管不当所造成的模具损坏,应由承制方承担,直至赔偿。
5、委托方要求承制方对压铸件进行表面喷砂、抛丸处理、表面涂覆、钝化、电镀处理等,需另行增付相应的加工费用。
6、委托方要求按炉、按件浇注试棒进行理化试验和其他特殊项目的,需另行增计相应费用。
7、压铸件需要金属切削加工的,由承制方按机床实耗台/时定价计费。
8、承制方加工所需投入的专机、工装夹具、检具、特殊刀具等费用可由委托方一次性承担,批量大时,也可由双方共同承担,由承制方按委托方提供的要货批量将上述费用分摊到每个(套)铸件中,当出现因委托方原因达不到承诺的批量时,委托方应承担并一次性支付承制方不足部分的费用。
9、委托方要求对所生产的压铸件进行固溶热处理等特殊工艺时,其压铸件加工价格可以上浮数倍以上。
10、需要工位器具或包装包扎才能发运的压铸件,其工位器具、包装包扎费用由委托方承担。
11、上述条款中的另行增计费用有委托方和承制方协商确定。
12、本办法供各企业定价时参考。
试用一定时间,再经修订后,将定为正式标准。