弯曲模具设计实例
- 格式:ppt
- 大小:6.02 MB
- 文档页数:45

弯曲模设计与制造项目1. 项目要求图1所示支架为一带5孔的四角弯曲件,材料为08F,料厚t=1.5mm,年产量为2万件,要求表面无可见划痕,各孔均不得变形,未注公差等级IT14。
试设计该产品的冲压工艺及弯曲模。
图1 支架2. 工艺性分析此冲压件成形包括冲裁、弯曲两类工序,材料为08F,塑性良好,适合冲压加工。
(1)弯曲工艺【知识链接】4.4.1 弯曲件的工艺性。
弯曲件结构、尺寸简单而对称,相对弯曲半径为1,大于表3-3所列的最小值(r/t);min弯曲长度尺寸IT14级,为经济精度,故弯曲工艺性较好,但由于对表面质量要求较高,在弯曲方式上应加以注意,另外,要控制好制件的回弹。
(2)冲裁工艺【知识链接】3.5.1 冲裁件的工艺性;4.4.1 弯曲件的工艺性。
弯曲件展开尺寸大致在110mm×30mm左右,尺寸中等偏小,轮廓尺寸精度IT14级,各孔直径均大于允许的最小冲孔孔径,很适合冲裁。
但4-Φ5孔距弯曲变形区太近,且弯曲后的回弹也会影响孔距尺寸36mm,故应安排在所有弯曲工序之后冲出;各孔的尺寸精度较高,应严格控制冲裁间隙。
据上分析,此托架零件的冲压工艺性良好,适于冲压成形。
3. 冲压工艺方案【知识链接】4.4.2弯曲件的工序安排;4.5弯曲模典型结构;3.5.3冲裁工艺方案。
初拟该零件的弯曲成形方式得出图2所示的三种形式,图(a)方式为一次弯曲,图(b)方式分先外角、后内角两次弯曲,图(c)所示也是先外角、后内角两次弯曲,但弯曲外角时对内角进行了预弯。
比较起来,图(a)方式不可取,因为弯曲行程较大,工件与凸模台肩、凹模表面的摩擦严重,制件表面质量差,回弹也较大,不能满足项目要求;图(b)、(c)的弯曲方式避免了图(a)的缺陷,均可取。
图2 弯曲方式冲裁工序的安排,冲4-Φ5mm孔安排在弯曲之后为必然,落料与冲Φ10mm孔两工序组合也自然合理,但考虑冲裁件结构简单,以复合模冲裁为好。
据此,可行的冲压工艺方案有四个,简述如下:方案一:四副模具,如图3所示。
目录摘要 (2)前言 (3)1.弯曲工艺性分析 (4)1.1分析零件的冲压工艺性并确定工艺方案 (4)1.2弯曲件的工艺性 (4)1.3最小相对弯曲半径的确定 (5)2.弯曲件的结构工艺性分析 (7)2.1.最小弯曲半径 (7)2.2.弯曲件形状与尺寸的对称性 (7)3.改进零件的结构设计 (8)3.1采用热处理工艺 (8)3.2从模具结构采取措施 (8)4.弯曲工艺力的计算 (10)4.1.自由弯曲时的弯曲力的计算公式: (10)4.2.校正弯曲时的弯曲力 (10)4.3顶件和压料力 (11)4.4.压力机吨位的确定 (11)5.毛坯尺寸及回弹量的计算的计算 (12)5.1毛坯尺寸 (12)5.2确定毛坯的尺寸 (13)5.3回弹量的计算 (13)6.弯曲模主要工作零件结构参数的确定 (15)6.1弯曲凸模和凹模的圆角半径 (15)6.2凹模工作部分深度 (15)6.3弯曲凹、凸模的间隙 (16)7.弯曲件弯曲工序的安排 (17)7.1工序安排 (17)8.模具总体设计 (18)8.1模具主要零部件的设计 (18)8.2弯曲设备的选择 (21)8.3选定设备 (21)8.4绘制模具总图 (21)8.5绘制模具非标准零件图 (23)9.1模具类型的选择: (25)9.2定位方式的选择 (25)9.3卸料﹑出件方式的选择 (25)10.模具材料的选用及其他零部件的设计 (27)10.1模具材料的选用 (27)10.2模具零件加工工艺 (28)11、模具的装配和冲裁模具的试冲 (30)11.1模具的装配 (30)11.2弯曲模具的调试 (30)总结 (33)致谢 (34)参考文献 (35)1摘要我所设计的是塑料闸瓦钢背,这套模具是弯曲模,属于冲压模具的一种,但比起冲压模,本套模具突出了弯曲模的特点,而且包括冲压模,这里主要探讨的是根据工件批量大的特点,经过改进的一种高效率的模具,即采用能一次成形的转轴式压弯模。

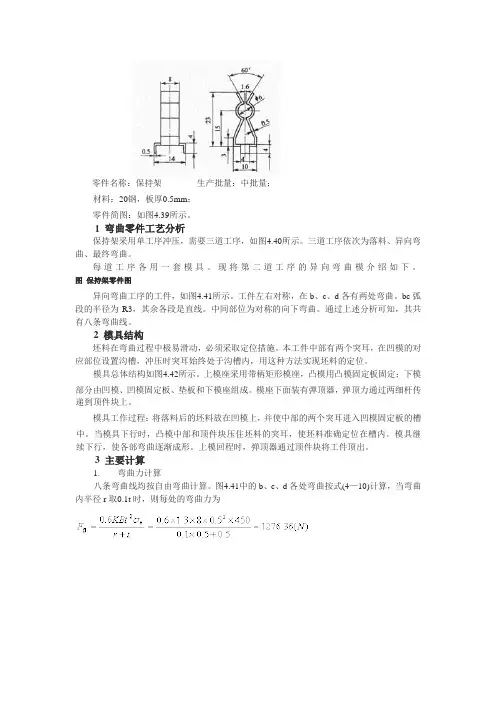
零件名称:保持架生产批量:中批量;材料:20钢,板厚0.5mm;零件简图:如图4.39所示。
1 弯曲零件工艺分析保持架采用单工序冲压,需要三道工序,如图4.40所示。
三道工序依次为落料、异向弯曲、最终弯曲。
每道工序各用一套模具。
现将第二道工序的异向弯曲模介绍如下。
图保持架零件图异向弯曲工序的工件,如图4.41所示。
工件左右对称,在b、c、d各有两处弯曲。
bc弧段的半径为R3,其余各段是直线。
中间部位为对称的向下弯曲。
通过上述分析可知,其共有八条弯曲线。
2 模具结构坯料在弯曲过程中极易滑动,必须采取定位措施。
本工件中部有两个突耳,在凹模的对应部位设置沟槽,冲压时突耳始终处于沟槽内,用这种方法实现坯料的定位。
模具总体结构如图4.42所示。
上模座采用带柄矩形模座,凸模用凸模固定板固定;下模部分由凹模、凹模固定板、垫板和下模座组成。
模座下面装有弹顶器,弹顶力通过两细杆传递到顶件块上。
模具工作过程:将落料后的坯料放在凹模上,并使中部的两个突耳进入凹模固定板的槽中。
当模具下行时,凸模中部和顶件块压住坯料的突耳,使坯料准确定位在槽内。
模具继续下行,使各部弯曲逐渐成形。
上模回程时,弹顶器通过顶件块将工件顶出。
3 主要计算1.弯曲力计算八条弯曲线均按自由弯曲计算。
图4.41中的b、c、d各处弯曲按式(4—10)计算,当弯曲内半径r取0.1t时,则每处的弯曲力为工件共有六处弯曲,六处总的弯曲力为:1276.36×6=7658.16(N)图异向弯曲工序图图异向弯曲件图4.41中的e处弯曲与上述计算类同,只是弯曲件宽度为4mm,则e处单侧弯曲力为638.18N,而两侧的弯曲力应再乘以2,即1276.36N。
总的弯曲力为F总=7658.16=1276.36=8934.52(N)2.校正弯曲力的计算按式(4—12)为F校=Sp式中p查表3.4取值为30MPa,面积S按水平面的投影面积计算(见图4.41俯视图)。
S=56×8+4×(14-8)=472(mm2),所以F校=30×106×472=14160(N)自由弯曲力和校正弯曲力的和为F=8934.52+14160=23094.2(N)2.弹顶力的计算弹顶器的作用是将弯曲后的工件顶出凹模,由于所需的顶出力很小,在突耳的弯曲过程中,弹顶器的力不宜太大,应当小于单边的弯曲力,否则弹顶器将压弯工件使工件在直边部位出现变形。
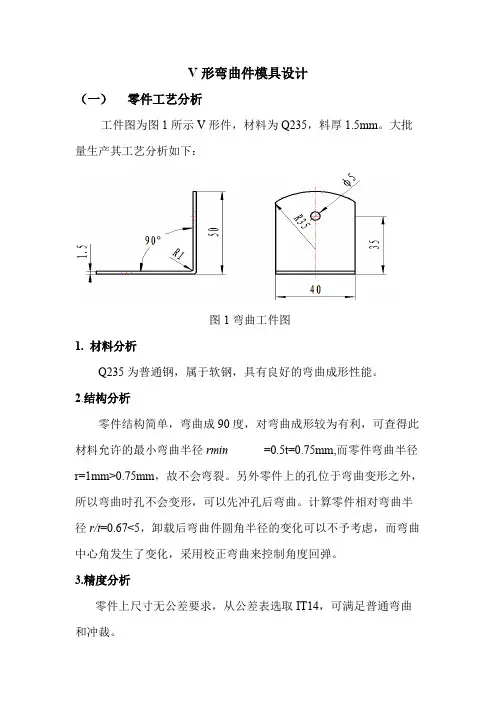
V形弯曲件模具设计(一)零件工艺分析工件图为图1所示V形件,材料为Q235,料厚1.5mm。
大批量生产其工艺分析如下:图1弯曲工件图1.材料分析Q235为普通钢,属于软钢,具有良好的弯曲成形性能。
2.结构分析零件结构简单,弯曲成90度,对弯曲成形较为有利,可查得此材料允许的最小弯曲半径rmin =0.5t=0.75mm,而零件弯曲半径r=1mm>0.75mm,故不会弯裂。
另外零件上的孔位于弯曲变形之外,所以弯曲时孔不会变形,可以先冲孔后弯曲。
计算零件相对弯曲半径r/t=0.67<5,卸载后弯曲件圆角半径的变化可以不予考虑,而弯曲中心角发生了变化,采用校正弯曲来控制角度回弹。
3.精度分析零件上尺寸无公差要求,从公差表选取IT14,可满足普通弯曲和冲裁。
4.结论:由以上分析可知,该零件冲压工艺良好,可以冲裁和弯曲。
(二)工艺方案的确定零件为V形弯曲件,该零件的生产包括落料、冲孔和弯曲。
三个基本工序,可有以下四种工艺方案:方案一:先落料,后冲孔,再弯曲。
采用三套工序模生产。
方案二:落料—冲孔复合冲压,再弯曲。
采用复合模和单工序弯曲模生产。
方案三:冲孔—落料连续冲压,再弯曲。
采用连续模和单工序弯曲模生产。
方案四:冲孔落料弯曲,采用多工位级进模方案一模具结构简单,但需三道工序三副模具,生产效率较低。
方案二需两副模具,且用复合模生产的冲压件行位精度和尺寸精度保证,生产效率较高。
方案三也需两副模具,生产效率也很高,但零件的冲压精度稍差。
方案四需一副模具,可以冲裁和弯曲,同时采用了自动送料、自动检测、自动出件等自动化装置,操作安全,具有较高的劳动生产率。
通过对上述四种方案的综合分析比较,该件的冲压生产采用方案四为佳。
图2坯料展开图1.弯曲工艺计算(1)毛坯尺寸计算,对于r>0.5t有圆角半径的弯曲件,由于变薄不严重,按中性层展开的原理,坯料总长度应等于弯曲件直线部分和圆弧部分长度之和,可查得中性层位移系数x=0.28,所以坯料展开长度为Lz=48×2+270π(1+0.28)÷180=102.288≈102mm 由于零件宽度尺寸为40mm,故毛坯尺寸应为102mm×40mm。
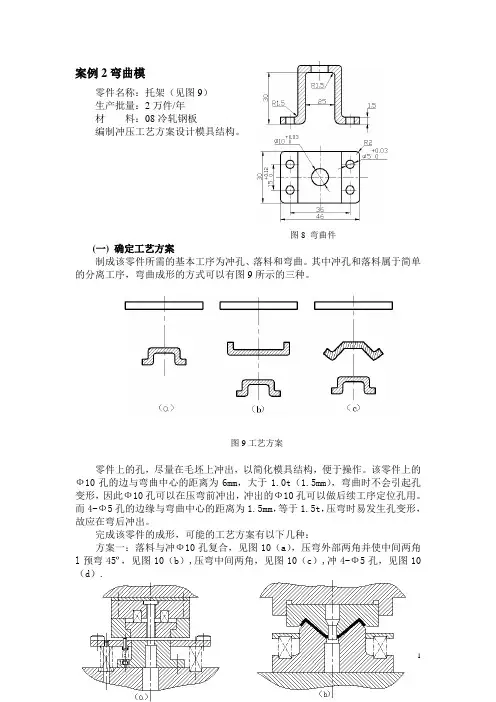
案例2弯曲模零件名称:托架(见图9)生产批量:2万件/年材料:08冷轧钢板编制冲压工艺方案设计模具结构。
图8 弯曲件(一) 确定工艺方案制成该零件所需的基本工序为冲孔、落料和弯曲。
其中冲孔和落料属于简单的分离工序,弯曲成形的方式可以有图9所示的三种。
图9工艺方案零件上的孔,尽量在毛坯上冲出,以简化模具结构,便于操作。
该零件上的Ф10孔的边与弯曲中心的距离为6mm,大于1.0t(1.5mm),弯曲时不会引起孔变形,因此Ф10孔可以在压弯前冲出,冲出的Ф10孔可以做后续工序定位孔用。
而4-Ф5孔的边缘与弯曲中心的距离为1.5mm,等于1.5t,压弯时易发生孔变形,故应在弯后冲出。
完成该零件的成形,可能的工艺方案有以下几种:方案一:落料与冲Ф10孔复合,见图10(a),压弯外部两角并使中间两角l预弯45º,见图10(b),压弯中间两角,见图10(c),冲4-Ф5孔,见图10(d).图10方案一方案二:落料与冲Ф10孔复合,见图10(a),压弯外部两角,见图11(a),压弯中间两角,见图11(b),冲4-Ф5孔,见图10(d)。
方案三:落料与冲Ф10孔复合,见图10(a),压弯四个角(12),冲4-Ф5孔,见图10(d)。
方案四:冲Ф10孔,切断及弯曲外部两角(图13),压弯中间两角,见图11(b),冲4-Ф5孔,见图10(d)。
图11方案二图12压弯四个角图13冲孔(Ф10)、切断及弯曲外部两角连续冲压案五:冲Ф10孔,切断及压弯四个角连续冲压(图14),冲4-Ф5孔,见图10(d)。
方案六:全部工序组合采用带料连续冲压,如图15所示的排样图。
在上述列举的方案中,方案一的优点是:①模具结构简单,模具寿命长,制造周期短,投产快;②工件的回弹容易控制,尺寸和形状精确,表面质量高;③各工序(除第一道工序外)都能利用Ф10孔和一个侧面定位,定位基准一致且与设计基准重合,操作也比较简单方便。
缺点是:工序分散,需用压床,模具及操作人员多,劳动量大。
模具课程设计说明书——弯曲模课程设计学校:学院:专业:姓名:学号:指导教师:一、零件图二、工艺设计1.弯曲工序安排原则工序安排的原则应有利于坯件在模具中的定位;工人操作安全、方便;生产率高和废品率最低等。
弯曲工艺顺序应遵循的原则为:①先弯曲外角,后弯曲内角。
②前道工序弯曲变形必须有利于后续工序的可靠定位;并为后续工序的定位做好准备。
③后续工序的弯曲变形不能影响前面工序已成形形状和尺寸精度。
④小型复杂件宜采用工序集中的工艺,大型件宜采用工序分散的工艺。
⑤精度要求高的部位的弯曲宜采用单独工序弯曲,以便模具的调整与修正。
制订工艺方案时应进行多方案比较。
2.形状简单的弯曲件如V形、U形、Z形件等,可采用一次弯曲成形。
3.弯曲件展开尺寸计算。
(1)中性层位置的确定弯曲中性层位置并不是在材料厚度的中间位置,其位置与弯曲变形量大小有关,应按下式确定:P=r+kt式中 P----弯曲中性层的曲率半径;r----弯曲件内层的弯曲半径;t----材料厚度;k----中性层位移系数,板料可有表3-9查得,圆棒料由表3-10查得。
(2)弯曲件展开尺寸计算计算步骤:1)将标注尺寸转换成计算尺寸即将工件直线部分与圆弧部分分开标注,2)计算圆弧部分中性层曲率半径及弧长中性层曲率半径为P=r+kt,则圆弧部分弧长为: s=Pa式中 a----圆弧对应的中心角,以弧度表示。
3)计算总展开长度L=L1+L2+SL=∑L直+∑S弧4.回弹弯曲成形是一种塑性变形工艺。
回弹的表现形式:1)弯曲回弹会使工件的圆角半径增大,即r2>rp,则回弹量可表示为△r=r2-rp2) 弯曲回弹会使弯曲件的弯曲中心角增大,即a>ap.则回弹量可表示为△a=a-ap影响弯曲回弹的因素:1.材料的力学性能。
2. 材料的相对弯曲半径r/t。
3. 弯曲制件的形状。
4. 模具间隙。
5. 校正程度。
弯曲板件时,凸模圆角半径和中心角可按下式计算:Rp=r/(1+3Asr/Et)ap=ra/rp式中 r----工件的圆角半径;Rp----凸模的圆角半径;a----工件的圆角半径r对弧长的中心角;ap----凸模的圆角半径rp所对弧长的中心角;t----毛坯的厚度;E----弯曲材料的弹性模量;A----弯曲材料的屈服点减小回弹的措施:1)在弯曲件的产品设计时①弯曲件结构设计时考虑减少回弹,在弯曲部位增加压筋连接带等结构。
弯曲模的设计实例(课程设计)(毕业设计)设计实例:如图3.8.1所示为某厂生产的压板。
材料10钢,厚度1mm,中批量生产。
试进行弯曲工艺与模具设计。
图3.8.1 压板零件图1.制件的工艺性分析该制件形状较为简单,除了高度8±0.2有精度要求外,其余尺寸没有精度要求。
材料为10钢,冲压性能较好。
根据其形状和尺寸要求,可采用的冲压工艺方案有:第一种方案是采用单工序模,即落料→弯曲→冲孔;第二种方案是将落料、冲孔工序合并为复合模,即落料、冲孔→弯曲成形。
分析弯曲工艺性要求,该制件的相对弯曲半径r/t=3.5<5,变形程度较大,因此回弹量不大,但该制件形状不对称,弯曲时应重点解决坯料的偏移问题。
应采用先冲出的孔定位,以防止偏移。
同时,考虑制件为中批量生产,因此,采用方案二较好,精度、结构、尺寸和材料能满足工艺要求。
2.模具结构方案的确定该类制件的模具结构考虑。
第一种方案如图3.8.2所示,弯曲模结构简单,但用于本制件时,定位困难,且弯曲时左、右摩擦力不相等,会产生偏移,零件尺寸难以保证;第二种方案如图3.8.3所示滚轴式弯曲模,其滚轴凹模的旋转角度最好小于90°,而本制件的弯头部位接近半圆,采用此方案,圆弧部分回弹较大,所以也不宜采用这种方案。
图3.8.2 弯曲模结构方案一图3.8.3 弯曲模结构方案二第三种方案如图3.8.4所示,采用斜楔滑块式弯曲模。
弯曲前,顶件块7与滑块8(兼作凹模)的上表面平齐,坯料以φ8.5的孔套在定位销上定位。
上模下行时,凸模4与顶件块将坯料压紧下行。
当凸模在弹簧2的作用下到达下止点时,完成圆弧的预弯曲。
此时,上模继续下行,滑块在斜楔5的作用下向左运动,使零件弯曲成形,并产生校正力。
上模回程时,凸模受弹簧2的作用先不动,滑块在弹簧9的作用下复位,继而凸模上升,顶件块将零件顶出。
该模具将凸模作成活动式,滑块完成预弯和弯曲的先后动作,并避免了凸模回程时与滑块产生的干涉。
弯曲模具设计实例《弯曲模具设计实例》一、模具基本结构及设计要领1.模具结构:弯曲模具是由上、下模、位模、形成座、导向座和台车组成的辊圆模具。
弯曲模具的上模和下模是由侧辊、芯辊、护辊和台座组成,位模由位模座和台车组成。
导向座由导向轴和支撑座组成。
2. 设计要领:(1)根据工件的材料和尺寸,选择合适的材料和形状,并确定模具各部分的装配尺寸,确定各部分的定位方式。
(2)确定模具结构,设计模具上、下模、位模、形成座、导向座等部分的结构。
(3)根据总体尺寸,制作模具制作图,确定模具各部件的尺寸及加工方式。
(4)确定模具的运行系统,确定模具的运行参数。
(5)确定工序的装配方式,以及模具的拆装方式。
二、模具设计实例1.模具简要参数模具简要参数如下:模具类型:弯曲模具模具材料:铸钢工件材料:铸钢工件尺寸:300mm*300mm*50mm2.模具设计(1)上、下模设计:模具上、下模由侧辊、芯辊、护辊和台座组成。
侧辊采用4个双面槽,台座采用金属冲夹紧的方式。
侧辊上安装有2个芯辊,芯辊上设有两个弹性护芯,形成座可根据工件的形状进行绘制,形成座上安放1根导向轴,导向座上可安装2个弹性支撑座,保证工件精确地弯曲形状。
(2)位模设计:位模由位模座、台车及导向轴等组成,台车内根据模具的尺寸,合理安放工件,并在位模座上设有专用的定位接口,保证工件的定位准确。
(3)模具运行系统设计:模具的运行系统由上、下模侧辊驱动、位模导向座驱动以及台车滑动驱动组成。
其中,上、下模侧辊驱动采用球形万向节及滚珠丝杠驱动的方式;位模台车采用滑块、滑轮及细导轨驱动的方式;台车滑动驱动采用伺服电机及滑动轴承的方式。
弯曲模具设计实例弯曲模具设计实例一、模具结构及组成1、整体模具结构根据弯曲件型腔的实际尺寸,简略设计出模具的工作台(底板)、加工模具型腔、各模具型面、润滑部件、定位部件、支撑部件和压力部件等的模具结构,并给出其尺寸。
2、模具组件模具采用水平式整体结构,其组件包括:(1)模具底板,用于支撑型腔和各模具型面;(2)加工型腔,用于容纳钢件;(3)各模具型面,用于形成弯曲件的末端面形;(4)润滑部件,用于钢件、模具的润滑;(5)定位部件,用于钢件的定位;(6)支撑部件,用于钢件的支撑;(7)压力部件,用于加工弯曲件的压力。
二、模具制作原则1、模具结构应选择合适的材料,选用极用软铸铁和耐磨铸钢制作模具;2、模具尺寸应有理想的设计,确保模具结构强度和精度;3、模具表面应做好光洁度的要求;4、模具上的型腔及槽位应有合理的深度要求,防止钢件的压痕;5、模具应安装良好,型腔中心应位于模具中心;6、支撑部件应具有柔性,防止钢件的破坏;7、润滑部件应选择合适的润滑油,并分类使用;8、压力部件应有正确的设计,防止钢件在加工过程中变形。
三、模具加工工艺1、底板的加工底板的加工采用数控仿形机进行光洁度的加工,保证型腔中心位置的精度,并保证底板的表面不含有毛刺和异物。
2、各模具型面的加工对于各模具型面,采用铣削机进行外形光洁度的加工,保证型腔的精度要求。
3、支撑部件的加工支撑部件的加工采用数控车床,可以根据设计尺寸进行变形加工,保证支撑部件的柔性。
4、定位部件的加工定位部件采用数控仿形机进行加工,保证定位部件的精度,确保钢件的定位精度。
5、润滑部件的加工润滑部件采用数控仿形机进行加工,保证润滑部件的精度,并可以配置滑脂加工润滑油。
6、压力部件的加工压力部件采用数控仿形机进行加工,保证型腔的精度,同时安装合适的压力调节控制装置,满足加工过程的压力要求。
四、模具试制试验1、模具尺寸的测量试验检测加工件的尺寸,检查型腔和各模具型面的尺寸,确保其符合设计尺寸要求。