【CN110000472A】一种动力电池模组铝合金端板与侧板的激光焊接方法【专利】
- 格式:pdf
- 大小:378.22 KB
- 文档页数:7
![一种激光焊接方法及系统[发明专利]](https://uimg.taocdn.com/b4501cb7312b3169a551a46b.webp)
专利名称:一种激光焊接方法及系统
专利类型:发明专利
发明人:郑国强,胡勇,刘昊,徐作斌,王培为,王锐,雷鹏飞,李博,高云峰
申请号:CN201711427644.9
申请日:20171225
公开号:CN109967877A
公开日:
20190705
专利内容由知识产权出版社提供
摘要:本发明公开了一种激光焊接方法及系统,涉及激光焊接技术领域,该激光焊接方法包括:将动力电池的端板与侧板紧密贴合后固定,控制激光焊接头移动至所述动力电池的端板与侧板紧密贴合形成的焊缝处;调节所述激光焊接头内两束激光的输出参数,所述两束激光根据对应的输出参数分别对所述焊缝进行激光焊接。
有效解决了现有动力电池侧板与端板激光焊接时焊缝中气孔较多以及焊后端板侧与侧板侧焊缝高度不一致的问题,提高了焊缝焊接加工的一致性。
申请人:大族激光科技产业集团股份有限公司
地址:518000 广东省深圳市南山区高新科技园北区新西路9号
国籍:CN
代理机构:深圳市世联合知识产权代理有限公司
代理人:汪琳琳
更多信息请下载全文后查看。
动力电池激光焊接方案
动力电池激光焊接是一种常用的连接方式,具有高效、精确、无损、环保等特点。
以下是一种可能的动力电池激光焊接方案:
1. 材料准备:准备好需要焊接的动力电池模块,确保其表面清洁无杂质。
2. 设置参数:根据不同的电池材料和尺寸,确定适当的激光焊接参数,包括功率、脉冲频率、浸润时间等。
3. 激光焊接设备调试:根据所选参数,调试激光焊接设备,确保激光束的焦点准确对位于焊接点上,并调整焊接电极的位置。
4. 预热:通过激光预热动力电池接触面,提高焊接的效果和速度。
5. 焊接:根据焊接点的位置,使用激光束进行准确焊接,确保焊接点的牢固性和导电性。
6. 检查与测试:完成焊接后,对焊接点进行检查和测试,确保焊接质量符合要求。
需要注意的是,动力电池激光焊接需要使用专门的设备和技术,操作时应遵守相关安全规范,确保工作环境安全。
此外,不同材料和尺寸的电池模块可能需要调整焊接参数和设备,具体操作应根据实际情况进行调整。
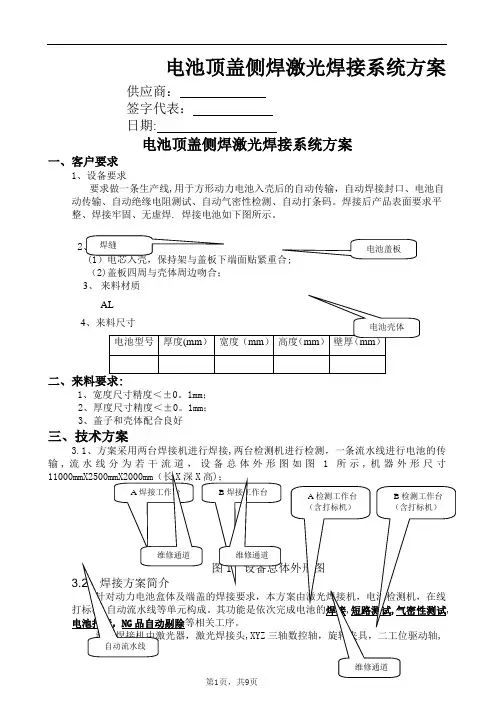
电池顶盖侧焊激光焊接系统方案供应商:签字代表:日期:电池顶盖侧焊激光焊接系统方案一、客户要求1、设备要求要求做一条生产线,用于方形动力电池入壳后的自动传输,自动焊接封口、电池自动传输、自动绝缘电阻测试、自动气密性检测、自动打条码。
焊接后产品表面要求平整、焊接牢固、无虚焊. 焊接电池如下图所示。
2(2)盖板四周与壳体周边吻合;3、来料材质41、宽度尺寸精度<±0。
1mm;2、厚度尺寸精度<±0。
1mm;3、盖子和壳体配合良好三、技术方案3.1、方案采用两台焊接机进行焊接,两台检测机进行检测,一条流水线进行电池的传输,流水线分为若干流道,设备总体外形图如图1所示,机器外形尺寸随动机构,四关节机械手上下料等各两套构成,其主要作用是:采用双工位上料方式上料,一次性完成方形电池的四面焊接。
电池检测机由短路测试组件,气密性测试组件,转盘组件,四关节机械手上下料,在线激光打标等机构组成,其主要作用是:将流水线上焊接完成后的电池夹持到转盘组件上的夹具中,依次对其进行短路,气密性检测,对合格产品进行打标,并在检测打标完成后将良品与不良品放入流水线相应的轨道中。
打标机带调整机构,可调整到合适打标位置。
自动流水线由板链,轨道,挡板,定位气缸,储料气缸等构成,其主要作用是带动电池到相应的位置,并具有储料功能.本方案的显著特点是:1、焊接采用两套光纤激系统进行焊接,分为在A、B两个焊接工作台,两个工作台都有两个焊接工位,提高焊接效率;2、两个焊接工作台各配备一台四关节机械手上下料,两工位进出料,提高送料效率,焊接区域与上料区域完全分开,保证操作人员的人身安全;3、设备配置A、B两台检测机,采用四关节机械手来进行上料和下料,提高检测效率;4、配置烟尘处理系统,有效防止烟尘污染.四、设备功能简介1)传输拉带●传输拉带用于实现入壳后的电池立放传输到焊接、检测工位,长度为11000mm;●拉带有限位装置,有缓存区,用于存放电池;●上、下料缓存区能够存储的电池数量≥10支;●拉带容易保养、维修;拉带设计合理,避免电池在运输过程中出现刮伤现象;●拉带分为多条,用于传输各分项电池。
动力电池模组激光焊工艺方案2014.07一、不同材料激光焊工艺分析二、不同焊接方式工艺分析模组激光焊工艺方案四、动力电池目前激光焊工艺方案分析五、动力电池推荐使用激光焊工艺方案模组激光焊工艺分析目前电池模组激光焊接使用的主要材料:激光焊只能焊接镰片在0.5mm 以下的材料,0.5mm 以上焊接 可靠性太差,如果材料较厚,不建议釆用1、 焊接效果良好,可靠性、拉力、熔深均能达到匸艺 要求o2、 铝片矗以焊接3-4mm,铜片可以焊接1mm 以上,像片 可采用激光可焊接2MM 厚的 材料,且焊接效果良好不同组合方亍 丈的焊接效果[激光焊无法焊接,只能 用转接片的方式焊接,缺 点:转接片制做工艺复杂, 成本咼。
不同材料组合焊接同种材料组合焊接:模组激光焊工艺分析以焊接2mm以上。
模组激光焊工艺分析不同焊接方式工艺分析:激光能量穿透上层连接片与下层极柱熔合在一起不同焊接方式的优缺点、连接片无需冲孔,加工相对简单。
<TT穿透焊需要功率荻J 的激光焊机。
2、穿透焊的熔深比缝焊的熔深要低,可靠性相对1、缝焊相比穿透焊,只需较小功率激光焊机。
” V 2、缝焊的熔深比穿透焊▼ 的熔深要高,可靠性相对较好。
丿j差点。
y 1、连接片需冲孔,加壬相对困难。
上海申沃客车有限公司(上汽与沃尔沃合资)'上海申沃客车纯电动(快充)大巴、 使用的电池模组,其能量存储采用超 级电容器。
电容器的两端均为铝极柱。
申沃纯电动快充大巴在上海有两条线 路在运营;深圳有两条左右的线路在(运营,运营时间肴三年左右。
丿模组焊接: 1、 焊接方式:1KW/2KW 连续激光焊。
2、 边接片材料:铝片,厚度为2mm o深圳比亚迪(因比亚迪车间不能携带手机,所以无法获取照片)应用车型:1、 E 6纯电动轿车2、 K 9纯电动大巴3、 “秦”双模电动车 \ _________ _ ________ /I* 1 2 3、焊接工岂连接片冲孔'激光缝焊J动力电池模组激光焊接的初步方案模块集成采集线束,线束与铜排间采用焊接方式,线束与MCU间采用接插件连接。
新能源动力电池模组激光焊接新能源动力电池模组激光焊接是目前电池行业中一种常见的连接技术,它通过利用激光束将电池模组中的各个部件进行焊接,从而实现电池的组装和连接。
本文将围绕新能源动力电池模组激光焊接展开讨论,介绍其原理、应用以及优势。
一、激光焊接原理新能源动力电池模组激光焊接是利用激光束的热效应对电池模组进行焊接的一种技术。
激光束照射到电池模组的焊接接头上,通过瞬间高温的作用,使接头表面部分熔化并迅速冷却固化,从而实现焊接。
激光焊接具有高能量密度、瞬间加热、热影响区小等优点,能够实现高精度、高效率的焊接。
二、激光焊接的应用新能源动力电池模组激光焊接广泛应用于电动汽车、储能设备等领域。
在电动汽车中,电池模组是其核心组件之一,激光焊接可以将电池模组中的电芯、导电片等部件进行可靠的连接,提高电池模组的性能和寿命。
在储能设备中,激光焊接可以实现电池模组的快速组装,提高生产效率和产品质量。
三、激光焊接的优势1. 高精度:激光焊接可以实现微小焊点的精确定位和焊接,大大提高了焊接的精度和可靠性。
2. 高效率:激光焊接速度快,能够实现对多个焊点的同时焊接,提高了生产效率。
3. 无污染:激光焊接不需要使用焊剂和助焊剂,避免了对环境的污染。
4. 低热影响区:激光焊接瞬间加热,热影响区小,不会对周围材料产生热变形和热损伤。
5. 焊接强度高:激光焊接可以实现焊点的高强度连接,提高了焊接的可靠性和耐久性。
四、激光焊接的发展趋势随着新能源动力电池市场的快速发展,激光焊接技术也在不断创新和进步。
目前,一些新的激光焊接技术已经应用于电池模组的焊接,如激光超声波混合焊接、激光熔覆等。
这些新技术能够进一步提高激光焊接的效率和质量,满足不同应用场景的需求。
新能源动力电池模组激光焊接是一种高效、精确、可靠的连接技术。
它在电动汽车、储能设备等领域的应用不断拓展,为新能源产业的发展提供了有力支持。
随着技术的不断创新和进步,相信新能源动力电池模组激光焊接技术将在未来发展中发挥更加重要的作用。
新能源动力电池模组激光焊接随着新能源汽车的快速发展,电池作为其重要组成部分,对其性能和安全性提出了更高的要求。
而电池模组作为电池系统的关键组件之一,其连接方式对整个电池系统的性能和寿命具有重要影响。
传统的焊接方式存在接触电阻大、焊接质量难以保证等问题,因此,激光焊接作为一种新的连接方式逐渐被应用于电池模组的生产中。
激光焊接是利用激光束对工件进行加热和熔化,通过熔化的金属材料形成焊缝的一种焊接方法。
与传统的焊接方式相比,激光焊接具有焊缝小、热影响区小、焊接速度快、焊接质量高等优点。
在电池模组的生产中,激光焊接不仅能够实现快速、高效的焊接,还能够减小焊接区域的热影响,避免对电池材料的损伤,从而提高电池的性能和寿命。
激光焊接在电池模组的生产中主要应用于电池片的连接。
电池片是电池模组的核心组件,通过将多个电池片按照一定的方式连接起来,形成电池模组。
而激光焊接可以实现电池片之间的快速、高效连接,避免了传统焊接方式中存在的接触电阻大、焊接质量难以保证等问题。
同时,激光焊接还能够减小电池片之间的接触电阻,提高电池模组的整体性能。
在电池模组的激光焊接过程中,激光参数的选择是关键。
激光参数的选择直接影响焊接质量和效率。
一般来说,激光功率、激光束直径和激光脉冲宽度是影响焊接质量的重要参数。
激光功率过大会导致焊缝过宽、热影响区过大,从而降低焊接质量;激光功率过小则会导致焊接不完全,影响焊接强度。
激光束直径和激光脉冲宽度的选择应根据电池片的材料和尺寸进行优化,以保证焊接质量和效率。
除了激光参数的选择,激光焊接还需要考虑焊接工艺的优化。
焊接工艺的优化包括焊接速度、焊接角度、焊接位置等方面的选择。
焊接速度的选择应根据电池片的材料和尺寸进行优化,以保证焊接质量和效率。
焊接角度的选择应使焊缝形状均匀、焊接强度高。
焊接位置的选择应使焊缝与电池片表面保持一定的距离,以避免焊接过程中对电池材料的损伤。
总的来说,新能源动力电池模组激光焊接作为一种新的连接方式,具有焊缝小、热影响区小、焊接速度快、焊接质量高等优点。
动力电池外壳激光高速焊接工艺许为柏【摘要】针对1.0 mm厚的动力电池外壳材料AL3003,采用全固态激光作为焊接热源.通过调节工艺参数,分析焊接接头表面形貌和显微组织.结果表明,经过优化焊接工艺参数如激光功率、焊接速度可提高焊缝质量.观察金相组织发现,焊缝组织致密,显微硬度高于母材.【期刊名称】《电焊机》【年(卷),期】2014(044)001【总页数】3页(P84-86)【关键词】动力电池;AL3003铝合金;激光焊接【作者】许为柏【作者单位】盐城技师学院,江苏盐城224002【正文语种】中文【中图分类】TG456.70 前言AL3003是铝锰合金,具有优秀的防锈特性,成形性、溶接性、耐蚀性均良好,被广泛用于制作动力电池外壳。
常用的焊接方式主要有氩弧焊(TIG)和惰性气体熔化级电弧(MIG),但容易产生气孔、焊接裂纹和焊接变形等问题,制约了其在工业中的应用推广[1-2]。
激光焊接具有非接触、热形变小、环保、自动化程度高等特点,越来越受到重视[3-4]。
传统的动力电池激光焊接采用固体脉冲激光(ND:YAG)焊接方式[5],其实质是点焊,然后由多个点重合最终实现线焊接。
而固体脉冲激光的最高频率最大只能达到100 Hz,焊接速度一般为20 mm/s,且这种焊接方式的线能量是断断续续的,加热/熔融和冷却/凝固以短周期内反复,铝的冷却速度大,不能填补凝固收缩的间隙,特别是大量含有作为强化元素的Mg、Cu时,其焊接部容易产生裂纹。
全固态激光器(DPSSL)是以半导体激光器(LD)作为泵浦源的固体激光器,它的工作物质、激励源等部分均由固体物质构成,集中了传统固体激光器和半导体激光器的优势。
具有光电转化效率高、体积小、质量轻、可靠性好、寿命长、能量稳定性高、易于集成等优点,成为目前最具潜力的焊接激光光源之一。
在此采用全固态激光作为焊接热源,对动力电池外壳材料进行焊接工艺试验,并分析焊接接头成形性能和显微组织,为全固态激光的焊接应用提供参考。
![一种汽车动力电池铝合金外壳的激光焊接方法[发明专利]](https://uimg.taocdn.com/530b7a2da66e58fafab069dc5022aaea988f4176.webp)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201711156802.1(22)申请日 2017.11.20(71)申请人 上海思客琦自动化工程有限公司地址 201614 上海市松江区小昆山镇光华路650号8幢(72)发明人 许广伟 韦志成 (51)Int.Cl.B23K 26/21(2014.01)B23K 26/082(2014.01)B23K 26/70(2014.01)(54)发明名称一种汽车动力电池铝合金外壳的激光焊接方法(57)摘要本发明公开了一种汽车动力电池铝合金外壳的激光焊接方法,包括振镜、智能相机、接缝、控制器、模组端板、模组侧板和以下步骤:步骤一,电池模组外壳选材及初次定位;步骤二,工业视觉焊前检测及二次定位;步骤三,机器人搭载振镜进行激光焊接,该种汽车动力电池铝合金外壳的激光焊接方法,操作步骤简单、实用性强,定位精度高、优化激光焊接工艺参数,保证了焊缝性能良好、成型美观、无缺陷,满足客户需求,为人们提供了很大的帮助。
权利要求书1页 说明书4页 附图2页CN 108098140 A 2018.06.01C N 108098140A1.一种汽车动力电池铝合金外壳的激光焊接方法,其特征在于,包括振镜(1)、智能相机(2)、接缝(3)、控制器(4)、模组端板(5)、模组侧板(6)和以下步骤:步骤一,电池模组外壳选材及初次定位;步骤二,工业视觉焊前检测及二次定位;步骤三,机器人搭载振镜进行激光焊接。
2.根据权利要求1所述的一种汽车动力电池铝合金外壳的激光焊接方法,其特征在于,所述步骤一中初次定位是利用磁力开关检测气缸的状态并反馈给控制器(4),所述控制器(4)控制气缸对电池模组进行初次定位,保证电池模组端板(5)和模组侧板(6)对接间隙小于0.1mm,平面度小于0.1mm。
3.根据权利要求1所述的一种汽车动力电池铝合金外壳的激光焊接方法,其特征在于,所述步骤二中工业视觉焊前检测及二次定位是指对电池模组端板(5)和模组侧板(6)的接缝进行焊前检测及自动识别定位,其目的是初次定位后,检测接缝(3)间隙量与平面度是否在所允许的范围内,然后确定振镜(1)相对于接缝(3)具体的焊接位置。
![一种电池模组激光焊接工装[实用新型专利]](https://uimg.taocdn.com/8b3faaf7c5da50e2534d7f56.webp)
专利名称:一种电池模组激光焊接工装
专利类型:实用新型专利
发明人:刘淼,徐作斌,王俊,龚立刚,向小群,高云峰申请号:CN201821081333.1
申请日:20180709
公开号:CN208556328U
公开日:
20190301
专利内容由知识产权出版社提供
摘要:本实用新型属于动力电池领域,尤其涉及一种电池模组激光焊接工装。
所述电池模组激光焊接工装,设置于生产线上,包括:固定夹板、水平伸缩压紧机构、升降夹板机构、竖直伸缩压紧机构、压板压紧机构,所述压板压紧机构包括多个焊接压板、以及多个第一压板升降机构。
通过固定夹板和水平伸缩压紧机构的配合可在水平方向对电池模组进行压紧固定;通过升降夹板机构与竖直伸缩压紧机构可在竖直方向对电池模组进行压紧固定,通过设置多块焊接压板以及多个第一压板升降机构,可根据不同电池模组的数量选择焊接压板的数量进行压紧,整个压紧动作全机械完成,操作简单;适用多种规格的电池模组,工作效率高,为焊枪提供足够的作业空间,焊接效果好。
申请人:大族激光科技产业集团股份有限公司
地址:518000 广东省深圳市南山区深南大道9988号
国籍:CN
代理机构:深圳市道臻知识产权代理有限公司
代理人:陈琳
更多信息请下载全文后查看。
![铝合金的激光焊接方法[发明专利]](https://uimg.taocdn.com/2e1b0ec2cfc789eb162dc801.webp)
专利名称:铝合金的激光焊接方法
专利类型:发明专利
发明人:黎桥,卢春明,黄荣刚,梁大康,王刘傲,杨东霖申请号:CN201611184414.X
申请日:20161220
公开号:CN106735904A
公开日:
20170531
专利内容由知识产权出版社提供
摘要:本发明涉及一种焊接方法,尤其是铝合金的激光焊接方法,采用激光对铝合金进行焊接,包括以下参数:采用激光功率为400~500w,激光焊接速度1~1.2m/min,电流180~220A,脉宽1~2ms,离焦量为2~2.5mm,保护气体流速为12~18L/min,保护气体的气压为0.15~0.3MPa。
本发明提供的铝合金的激光焊接方法空气隔绝状况好,有效提高焊缝形态,减少焊缝气孔、焊接热裂纹少、接头强度高。
申请人:柳州振业焊接机电设备制造有限公司
地址:545000 广西壮族自治区柳州市柳江县新兴工业园四方塘片区
国籍:CN
代理机构:深圳市科吉华烽知识产权事务所(普通合伙)
代理人:胡吉科
更多信息请下载全文后查看。
(19)中华人民共和国国家知识产权局
(12)实用新型专利
(10)申请公布号
CN209001048U
(43)申请公布日 2019.06.18(21)申请号CN201821340525.X
(22)申请日2018.08.20
(71)申请人合肥国轩高科动力能源有限公司
地址230011 安徽省合肥市新站区岱河路599号
(72)发明人侯孝琳;时建;梁美丽
(74)专利代理机构合肥天明专利事务所(普通合伙)
代理人韩燕
(51)Int.CI
权利要求说明书说明书幅图
(54)发明名称
一种锂电池模组端板与侧板激光焊接强度测试辅助工装
(57)摘要
本实用新型公开了一种锂电池模组端板与
侧板激光焊接强度测试辅助工装,包括有两块内
侧固定板和两块外侧固定板,两块内侧固定板的
外侧面和两块外侧固定板的内侧面上均固定连接
有定位螺杆,两块内侧固定板和两块外侧固定板
的上部和下部均设置有重叠的定位连接孔,定位
螺栓穿过对应的定位连接孔将内侧固定板和外侧
固定板固定连接。
本实用新型可对锂电池模组进
行定位,且便于锂电池模组与激光焊接强度测试
设备进行连接。
法律状态
法律状态公告日法律状态信息法律状态
2019-06-18授权授权
权利要求说明书
一种锂电池模组端板与侧板激光焊接强度测试辅助工装的权利要求说明书内容是....请下载后查看
说明书
一种锂电池模组端板与侧板激光焊接强度测试辅助工装的说明书内容是....请下载后查看。
(19)中华人民共和国国家知识产权局
(12)发明专利申请
(10)申请公布号 (43)申请公布日 (21)申请号 201910141148.X
(22)申请日 2019.02.26
(71)申请人 武汉力神动力电池系统科技有限公
司
地址 430200 湖北省武汉市江夏区大桥新
区工业园山湖路
(72)发明人 陈鹏 张习玖 吴宏照
(74)专利代理机构 天津市三利专利商标代理有
限公司 12107
代理人 徐金生
(51)Int.Cl.
B23K 26/21(2014.01)
B23K 26/24(2014.01)
(54)发明名称
一种动力电池模组铝合金端板与侧板的激
光焊接方法
(57)摘要
本发明公开了一种动力电池模组铝合金端
板与侧板的激光焊接方法,包括步骤:第一步、待
焊接的铝合金端板(40)的右端与铝合金侧板
(30)的左端弯折部(300)紧密贴合;第二步、使用
激光束(10),先后按照预设第一加工参数和预设
第二加工参数,对铝合金侧板(30)的左端弯折部
(300)的中部进行焊接,其中,采用预设第一加工
参数的激光束(10)的焊接轨迹为直线,采用预设
第二加工参数的激光束(10)的焊接轨迹为螺旋
曲线。
本发明能够在对电池模组铝合金端板与侧
板进行激光焊接时,有效避免金属飞溅物和毛刺
的产生,增强电池模组的安全性能,提高电池模
组的生产质量和生产效率。
权利要求书1页 说明书4页 附图1页CN 110000472 A 2019.07.12
C N 110000472
A
权 利 要 求 书1/1页CN 110000472 A
1.一种动力电池模组铝合金端板与侧板的激光焊接方法,其特征在于,包括以下步骤:
第一步、待焊接的铝合金端板(40)的右端与铝合金侧板(30)的左端弯折部(300)紧密贴合;
第二步、使用激光束(10),先后按照预设第一加工参数和预设第二加工参数,对铝合金侧板(30)的左端弯折部(300)的中部进行焊接,其中,采用预设第一加工参数的激光束(10)的焊接轨迹为直线,采用预设第二加工参数的激光束(10)的焊接轨迹为螺旋曲线。
2.如权利要求1所述的激光焊接方法,其特征在于,所述铝合金端板(40)与铝合金侧板(30),它们的材质分别为五系和六系铝合金。
3.如权利要求1所述的激光焊接方法,其特征在于,铝合金侧板(30)的厚度为1~1.5mm。
4.如权利要求1所述的激光焊接方法,其特征在于,在第一步中,铝合金端板(40)的右端与铝合金侧板(30)的左端弯折部相互贴合、无缝隙。
5.如权利要求1所述的激光焊接方法,其特征在于,在第二步中,采用预设第二加工参数的激光束(10)的焊接轨迹,覆盖采用预设第一加工参数的激光束(10)的焊接轨迹。
6.如权利要求1所述的激光焊接方法,其特征在于,预设第一加工参数具体为:激光功率为2000~2800W,激光加工移动速度为80~120mm/s;
预设第二加工参数具体为:激光功率为1000~2000W,激光加工移动速度为1000~2000mm/s。
7.如权利要求1所述的激光焊接方法,其特征在于,在第二步中,当采用预设第二加工参数的激光束(10)的焊接轨迹为螺旋曲线时,所述螺旋曲线是垂直振幅为1.5~2.5mm、频率为2000~4000Hz的螺旋曲线。
8.如权利要求1所述的激光焊接方法,其特征在于,在第二步中,所述螺旋曲线是螺旋线宽为1~3mm、频率为2000~4000Hz的螺旋线。
9.如权利要求1至8中任一项所述的激光焊接方法,其特征在于,在第二步中,激光束
(10)是连续激光器产生的激光束;
连续激光器产生的激光束(10)的激光离焦量为-10~10mm;
连续激光器产生的激光束(10)的波长为1064nm。
2。