机械加工中的自激振动
- 格式:doc
- 大小:21.00 KB
- 文档页数:2
机械加工中机械振动的原因及解决措施摘要:在机械加工中,机械振动会直接影响加工工件的质量,不利于加工件在生活的实际应用。
基于此,本文主要围绕机械加工机械振动的原因进行了分析,并根据实际情况提出了有效的解决措施,以供参考。
关键词:机械加工;机械振动;原因;解决措施1、分析机械加工中机械振动的原因在机械加工过程中,导致机械振动的原因主要包含自由振动、自激振动及强迫振动三大类,具体如下:(1)自由振动针对自由振动而言,其是机械加工中最为常见的一种振动,主要是受外力影响而造成的,如进行实际加工时,刀具的来回运转会缠手切削力,从而施加给加工件,当切削力出现变化时,就会引发振动现象;受外界力作用的影响,在机械加工的过程中,会对机械设备带来一定的冲击,产生振动,值得注意的是,自由振动时不会产生外力增加现象,故受阻力的影响,该类振动会慢慢的减弱。
从上述内容可看出,在机械加工过程中,自由振动发挥的影响较小,且非常容易被消除,但自由振动是引发自激振动的主要因素之一,而这类振动会直接影响加工件的质量,故也需引起重视 [1]。
(2)自激振动在机械加工过程中,自激振动发生的几率加高,且振动强烈,而引发此类振动产生的原因则较多,包括加工材料硬度分布、加工余量等,当发生系统振动后,就会直接造成加工件和刀具间位置出现改变,受切削力的影响,最终导致自激振动的出现。
与强迫振动相比,自激振动的产生不受外干扰力的影响,且其振动频率和系统固有频率极为接近,具有周期性不衰减等特点,这主要是因为此类振动可通过交变力从加工系统中吸取能量来维持振动状态,随着振动的停止,交变力周期性变化、能量补充也会随之停止 [2]。
此外,值得注意的是,振动自激振动的振幅而言,其和单个振动周期内能量的补充及消耗呈正比,受振幅大小的影响。
(3)强迫振动针对强迫振动而言,其产生的原因主要包含离心惯性力和机械设备本身的缺陷,其中前者主要是在,在进行机械加工时,如若机械加工速率相对较快,就会直接造成转轴、皮带轮等部件呈不平衡状态,最终产生离心力,当离心力出现后,就会直接导致强迫振动的出现;如若机械设备存在一定的缺陷,也会引发强迫振动,这和机械设备中的旋转零件有直接关系,在基于零件尺寸误差的前提下,就会促使零件直接无法紧密结合,在进行加工时,就无法保持平衡,加之离心力作用的影响,最终造成强迫振动的出现。
机械加工中振动的产生机理以及防治措施一、机械加工过程中振动的危害振动会在工件加工表面出现振纹,降低了工件的加工精度和表面质量,低频振动时会产生波度;振动会引起刀具崩刃打刀现象并加速刀具或砂轮的磨损;振动使机床夹具连接部分松动,影响运动副的工作性能,并导致机床丧失精度;产生噪声污染,危害操作者健康;影响生产效率;二、机械加工过程中振动的类型机械加工过程中振动的类型:自由振动、强迫振动、自激振动。
1.自由振动工艺系统受到初始干扰力而破坏了其平衡状态后,系统仅靠弹性恢复力来维持的振动称为自由振动。
由于系统中存在阻尼,自由振动将逐渐衰弱,对加工影响不大。
2.强迫振动由稳定的外界周期性的干扰力(激振力)作用引起;除了力之外,凡是随时间变化的位移、速度和加速度,也可以激起系统的振动;强迫振动振源:机外+机内。
机外:其他机床、锻锤、火车、卡车等通过地基把振动传给机床机内:1)回转零部件质量的不平衡(旋转零件的质量偏心)2)机床传动件的制造误差和缺陷(如齿轮啮合时的冲击、皮带轮圆度误差及皮带厚度不均引起的张力变化,滚动轴承的套圈和滚子尺寸及形状误差)3)切削过程中的冲击(如往复部件的冲击;液压传动系统的压力脉动;断续切削时的冲击振动)强迫振动的特征:频率特征:与干扰力的频率相同,或是干扰力频率整倍数幅值特征:与干扰力幅值、工艺系统动态特性有关。
当干扰力频率接近或等于工艺系统某一固有频率时,产生共振相角特征:强迫振动位移的变化在相位上滞后干扰力一个φ角,其值与系统的动态特性及干扰力频率有关强迫振动的运动方程:图示:内圆磨削振动系统a) 模型示意图b)动力学模型c)受力图3.自激振动在没有周期性外力(相对于切削过程)作用下,由系统内部激发反馈产生的周期性振动;自激振动过程可用传递函数概念说明;切削过程本身能引起某种交变切削力,而振动系统能通过这种力的变化,从不具备交变特性的能源中周期性的获得补充能量,从而维持住这个振动。
了解振动要先从振动的类型开始,振动从不同的角度来划分,可以分为很多类型,有强迫型、自激型、自由型等,每种类型都有各自的特点,都对机械生产过程会产生不同的影响,下面我们就具体来看看吧。
1自激振动的概念及类型分析
自激振动是振动的另一种类型,自激振动从某种意义上说是一种自发振动。
因为这种振动是不受外力干扰,而自动引起的自发性振动,在振动的过程中,受交变力的影响会引起持续的运动,持续且有规律性,机械设备在工作时,齿轮和部件相互交织在一起,而产生一定的磨擦导致这种自激振动产生。
2自由振动的概念及类型分析
振动中还有最后一种类型,是自由振动类型。
这种振动类型对机械加工的影响相对不是很大。
由于机械运转过程中,激振力对系统不断作用,从而机械设备的平衡就被破坏,我们把能对激振力,进行约束的方式称为自由振动。
3强迫振动的概念及类型分析
强迫振动类型,是在外力有规律的作用下产生的振动。
例如,在我们经常见到的,削、切、磨的过程中,由于机械设备的带动,像电动机械,砂轮、皮带等的带动下,都会产生振动。
这其中因为皮带或长或短,或厚或薄,油泵不稳定等因素的影响,从不同程度上都会促使振动的发生,这种振动现象就是强迫振动,这种振动会对加工产品的精密准确度产生影响,
从而影响加工产品的圆度、加工产品的粗糙度等。
一些回转动的机械设备,振动对回转精度也会产生影响。
机械加工自激振动的研究Ξ徐 伟1,雷盛开2(1.广东技术师范学院,广东广州 510655;2.三峡大学职业技术学院,湖北宜昌 447002))摘 要:探讨机械加工中自激振动的产生机理,简述减少自激振动的途径,通过合理选择切削用量,提高工艺系统的抗振性等措施,可取得较好效果。
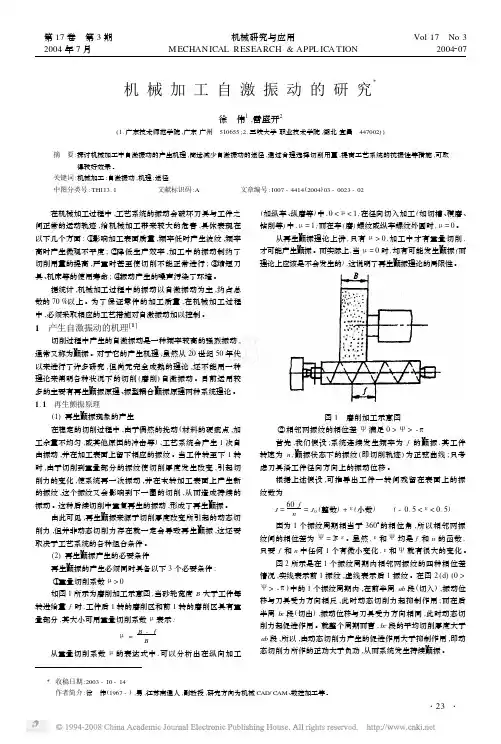
关键词:机械加工;自激振动;机理;途径中图分类号:TH113.1 文献标识码:A 文章编号:1007-4414(2004)03-0023-02 在机械加工过程中,工艺系统的振动会破坏刀具与工件之间正常的运动轨迹,给机械加工带来较大的危害,具体表现在以下几个方面:①影响加工表面质量,频率低时产生波纹,频率高时产生微观不平度;②降低生产效率,加工中的振动制约了切削用量的提高,严重时甚至使切削不能正常进行;③缩短刀具、机床等的使用寿命;④振动产生的噪声污染了环境。
据统计,机械加工过程中的振动以自激振动为主,约占总数的70%以上。
为了保证零件的加工质量,在机械加工过程中,必须采取相应的工艺措施对自激振动加以控制。
1 产生自激振动的机理[1]切削过程中产生的自激振动是一种频率较高的强烈振动,通常又称为颤振。
对于它的产生机理,虽然从20世纪50年代以来进行了许多研究,但尚无完全成熟的理论,还不能用一种理论来阐明各种状况下的切削(磨削)自激振动。
目前运用较多的主要有再生颤振原理、振型耦合颤振原理两种系统理论。
1.1 再生颤振原理(1)再生颤振现象的产生在稳定的切削过程中,由于偶然的扰动(材料的硬疵点,加工余量不均匀,或其他原因的冲击等),工艺系统会产生1次自由振动,并在加工表面上留下相应的振纹。
当工件转至下1转时,由于切削到重叠部分的振纹使切削厚度发生改变,引起切削力的变化,使系统再一次振动,并在本转加工表面上产生新的振纹,这个振纹又会影响到下一圈的切削,从而造成持续的振动。
这种后续切削中重复再生的振动,形成了再生颤振。
由此可见,再生颤振来源于切削厚度改变所引起的动态切削力,但并非动态切削力存在就一定会导致再生颤振,这还要取决于工艺系统的各种组合条件。
机械加工过程中机械振动的成因及解决措施发布时间:2022-06-08T10:31:40.676Z 来源:《福光技术》2022年12期作者:梁晋宝张超盟吉秀平[导读] 在技术和工艺发展的过程中,原料和设备开展高精度的加工是重要的基础。
在传统的机械加工和数字化加工中,工件和刀具之间需要进行往复运动,系统通常会出现振动问题。
山西汾西重工有限责任公司山西太原 030027摘要:在技术和工艺发展的过程中,原料和设备开展高精度的加工是重要的基础。
在传统的机械加工和数字化加工中,工件和刀具之间需要进行往复运动,系统通常会出现振动问题。
振动的类型和程度不同,对机械加工进度有着不同的影响。
随着车间生产对机械加工精度要求的提高,降低机械加工环节中的振动现象,能够有效提高机械加工精度。
通过分析机械加工振动的原因,采取科学合理的规避和消除措施,有效提高机械生产的效率和质量。
本文就此展开了论述,以供参阅。
关键词:机械加工;机械振动;成因;解决措施引言随着公司新产品的不断研发制造,数控技术在机械生产过程中得到了非常广泛的应用,大大提高了加工效率,使公司的发展提供了便利的条件。
然而机械加工过程中机械振动的问题需要解决,因为机械振动频率会造成加工产品的精度和效率及加工成本。
因此针对机械加工中的振动现象必须引起足够的重视,提高产品加工的精度,减少机械加工过程中机械的振动频率是机械加工作业需要解决的主要问题之一。
1机械加工中的机械振动成因 1.1机械加工中的自由振动成因其一,机械加工中,机械设备上的刀具的反复运动,使得加工件增加了切削力效果,当切削力发生转变,就会产生振动。
其二,机械加工的过程中,受到外力的作用有冲击力产生,就会产生自由振动。
机械加工中自由振动是不可避免的,主要是由于力的作用下产生的。
但是,如果自由振动中没有增强外力,就说明有阻力存在,使得振动逐渐削弱。
由于各种外在因素干扰导致的自由振动是不容易被消除的。
因此,找到导致自由振动的主要因素,就需要采取措施解决,否则会对加工件品质造成影响。
第八节机械加工过程中的振动第八节机械加工过程中的振动一般说来,机械加工过程中的振动是一种十分有害的现象,它对于加工质量和生产效率都有很大影响,必须认真对待。
在切削过程中,当振动发生时,加工表面将恶化,产生较明显的表面振痕。
一、机械加工过程中的强迫振动(一)机械加工过程中的强迫振动(见P226)1、强迫振动:是由于工艺系统外界周期性干扰力的作用而引起的振动。
机械加工中的强迫振动与一般机械中的强迫振动没有什么区别,强迫振动的频率与干扰力的频率相同或是它的倍数。
2、强迫振动产生的原因:强迫振动的振源又来自机床内部的机内振源和来自机床外部的机外振源两大类。
机外振源甚多,但它们都是通过地基传给机床的,可通过加设隔振地基来隔离。
机内振源主要又:(1)机床电机的振动;(2)机床高速旋转件不平衡引起的振动;(3)机床传动机构缺陷引起的振动,如齿轮的侧隙、皮带张紧力的变化等;(4)切削过程中的冲击引起的振动;(5)往复运动部件的惯性力引起的振动3、强迫振动的特征:(见P227)(1)机械加工过程中的强迫振动,只要干扰力存在,其不会被衰减;(2)强迫振动的频率等于干扰力的频率;(3)在干扰力频率不变的情况下,干扰力的幅值越大,强迫振动的幅值将随之增大。
4、减少强迫振动的途径:(1)对工艺系统中的回转零件进行平衡处理;(2)提高工艺系统中传动件的精度:以减小冲击;(3)提高工艺系统的刚度;(4)隔振:隔离机外振源对工艺系统的干扰。
(二)机械加工过程中强迫振源的查找方法如果已经确认机械加工过程中发生了强迫振动,就要设法查找振源,以便去除振源或减小振源对加工过程的影响。
由强迫振动的特征可知,强迫振动的频率总是与干扰力的频率相等或是它的倍数,我们可以根据强迫振动的这个规律去查找强迫振动的振源。
二、机械加工过程中的自激振动(颤振)(一)机械加工过程中的自激振动(见P229)1、自激振动:机械加工过程中,在没有周期性外力作用下,由系统内部激发反馈产生的周期性振动,称为自激振动,简称颤振。
机械加工过程中的振动控制摘要:在机械加工过程中所产生的振动,对正常的切削过程会带来很大的损害,同时,对机械加工的质量和生产效率都有很大的影响,因此必须认真对待。
本文主要是分析机械加工过程中振动的基本类型、产生振动的原因和影响,并提供一些可行性的控制措施。
关键词:机械加工;振动类型;原因;影响;措施在机械加工的过程中,整个工艺系统会经常发生一些振动,给加工过程带来了很大的麻烦。
产生振动时,机械加工的正常的切削过程会受到很大的干扰和破坏,致使零件加工的表面会出现一些振纹,影响了零件加工的精度。
因此,对机械加工过程中的振动进行深入的研究,进而对振动进行有效的控制是非常必要的。
1.机械加工过程中振动的基本类型1.1自由振动当振动系统在激振力的作用下,破坏了机械加工的正常工作状态时,就是自由振动。
由于阻尼存在于系统中,所以自由振动经常会发生衰减情况,因此,在一般情况下,自由振动对机械加工过程产生的影响不是很大。
自由振动的主要特性是由系统的本身来决定的,也就是说振动所具有的频率、振动的振型主要是取决于振动系统的质量和刚度。
1.2强迫振动系统在受外界干扰的情况下受迫所产生的振动就是强迫振动。
这种振动能够维持下去主要是取决于来自外界干扰力对能量的补充。
只要外界存在着干扰现象,振动就不会受阻尼的影响而停止。
其中需要注意的是强迫振动产生的频率可以和外界干扰力的频率画等号。
1.3自激振动自激振动是指系统本身所维持的振动,也可以称作颤振。
如果在切削的过程中,振动发生了中止,那么就会导致干扰力消失。
同时需要注意的是自激振动是否能产生,以及产生振幅的大小,取决于每个振动周期内系统所获得的能量。
2.机械加工过程中的振动产生的原因2.1产生自由振动的原因自由振动主要是由于工艺系统在一些因素的作用下受到一定的冲击,当发生冲击的时候,系统的平衡就会遭到严重的破坏,在这个过程中只是凭借其中的弹性来维持自由振动。
2.2产生强迫振动的原因思在机械加工过程中,产生强迫振动的原因主要是因为机床的电机会产生振动、机床在运转的时候发生的不平衡状态也会引起振动、切削过程中产生的冲击也会产生振动、往复运动部件的惯性力也会引起振动、如果机床的传动机构存在着缺陷,那么也会引起振动,例如:皮带的涨紧力会发生变化等等。
机械加工中的自激振动自激振动是在外界偶然因素激励下产生的振动,但维持振动的能量来自振动系统本身,并与切削过程密切相关。
这种在切削过程中产生的自激振动也叫做颤振。
由于切削过程本身的原因,在一定条件下,即使没有外加激振力维持,切削力也可能产生周期性的变化,并由这个周期性变化的动态力反过来对振动系统做功,即输入能量,来补偿系统由于阻尼耗散的能量,以加强和维持这种振动。
这种由振动过程本身所产生的周期性动态力所维持的振动,就是自激振动。
切削过程中产生的自激振动是频率较高的强烈振动,通常又称为颤振。
颤振常常是影响加工表面质量及生产效率的主要因素。
自激振动的振动频率接近于或略高于工艺系统的低频振型固有频率,这是区分自激振动与强迫振动的最本质特点。
1.再生自激振动原理在切削或磨削加工中,一般进给量不大,刀具的副偏角较小,当工件转过一圈开始切削下一圈时,刀刃会与已切过的上一圈表面接触,即产生重叠切削。
重叠切削是再生颤振发生的必要条件,但并不是充分条件。
实际加工中,重叠切削极为常见,并不一定产生自激振动。
相反,如果系统是稳定的,非但不产生振动,还可以将前一转留下的振纹切除掉。
除系统本身的参数外,再生颤振的另一个必要条件是前后两次波纹的相位关系。
2.振型耦合自激振动原理在有些情况下,如车削方牙螺纹外表面时,在工件相继各转内不存在重叠切削现象,这样就不存在发生再生颤振的必要条件。
但生产中经常发现,当切削深度增加到一定程度时,仍然可能发生切削颤振。
可见,除了再生颤振外,还有其他的自激振动原因。
实验证明,在这种情况下发生的颤振,刀尖与工件相对运动的轨迹是一个形状和位置都不十分稳定的椭圆,通常称为变形椭圆,其长轴称为变形椭圆主轴。
振动轨迹为椭圆说明,颤振既发生在Y轴方向,也存在于Z轴方向,不是单自由度问题。
可用振型耦合自振原理来解释这种自激振动。
浅析机械加工过程中机械振动的成因及处理方法一、机械振动的分类机械加工过程中,工艺系统常常会发生振动,即在工件和刀具的切削刃之间,除了名义上的切削运动外,还会出现一种周期性的相对运动。
产生振动时,工艺系统的正常切削过程便受到干扰和破坏,从而使零件加工表面出现振纹,降低了零件的加工精度和表面质量,频率低时产生波度,频率高时产生微观不平度。
强烈的振动会使切削过程无法进行,甚至造成刀具“崩刃”。
为此,常被迫降低切削用量,致使机床、刀具的工作性能得不到充分的发挥,限制了生产率的提高。
振动还影响刀具的耐用度和机床的寿命,发出噪声,恶化工作环境,影响工人健康。
振动按其产生的原因来分类有三种:自由振动、受迫振动和自激振动。
受迫振动和自激振动都是不能自然衰减而且危害较大的振动。
下面就这两种振动形式进行简单的分析。
二、机械加工中的受迫振动(一)受迫振动产生的原因机械加工中的受迫振功,是一种由工艺系统内部或外部周期交变的激振力(即振源)作用下引起的振动。
机械加工中引起工艺系统受迫振动的激振力,主要来自以下几方面1.机床上高速回转零件的不平衡机床上高速回转的零件较多,如电动机转子、带轮、主轴、卡盘和工件、磨床的砂轮等,由于不平衡而产生激振力F(即离心惯性力)。
2.机床传动系统中的误差机床传动系统中的齿轮,由于制造和装配误差而产生周期性的激振力。
此外,皮带接缝、轴承滚动体尺寸差和液压传动中油液脉动等各种因素均可能引起工艺系统受迫振动。
3.切削过程本身的不均匀性切削过程的间歇特性,如铣削、拉削及车削带有键槽的断续表面等,由于间歇切削而引起切削力的周期性变化,从而激起振动。
4.外部振源由邻近设备(如冲压设备、龙门刨等)工作时的强烈振动通过地基传来,使工艺系统产生相同(或整倍数)频率的受迫振动。
(二)减少受迫振动的途径受迫振动是由于外界周期性干扰力引起的,因此为了消除受迫振动,应先找出振源,然后采取适应的措施加以控制。
1.减小或消除振源的激振力对转速在600r/min以上的零件必须经过平衡,特别是高速旋转的零件,如砂轮,因其本身砂粒的分布不均匀和工作时表面磨损不均匀等原因,容易造成主轴的振动,因此对于新换的砂轮必须进行修整前和修整后的两次平衡。
随着科学技术的发展,数控化已经被广泛的应用于机械加工中。
数控化的设备不仅能够提高机械加工的生产效率与加工质量,同时还能推进机械加工行业的智能化。
不过由于工件与刀具之间存在特定的周期性运动,在加工中会有振动产生。
那除此之外,还有哪些是造成机械加工中振动产生的原因呢?下面我们就来具体介绍一下。
机械加工中振动产生的原因都有哪些?1、自由振动产生的原因由于切削力的变化而产生的振动就是自由振动,这种振动可以在发现的瞬间得到减弱,对工件的影响不大。
自由振动产生的原因主要与外界环境有很大关系,外界环境的影响会导致切削力发生突然性的变化。
它所产生的冲击力对于整个系统的平衡有很大的影响。
从而产生自由振动,这就是在没有约束以及激励的条件下产生的振动。
2、自激振动的产生原因自激振动是工艺系统内部自发生的,呈现一种周期性的振动现象,这种振动对于机械加工产生的影响很严重。
自激振动的产生大多不会因为外界的环境周期影响,主要是因为系统内部的周期性变化所产生的。
在一般的情况下,机械加工过程中的工件会随着刀具产生相对运动,这时就会产生一定的振动波纹,影响机械加工生产。
3、受迫振动产生的原因系统内外干扰而导致的振动就是机械加工中的受迫振动,这种振动会在一定时间内保持固定的振幅,因此,这种振动对于加工产生的影响也很严重。
外界的持续影响导致机械加工过程的内外系统共同受到影响而产生的振动。
外部影响指的是设备在附近或者其他机器、机床工作的过程中产生的振动。
通过地基传给设备,这种影响不可抵制。
而且内部影响的原因有很多:设备自身电机的运转、齿轮的高速回旋、设备结构的曲线以及切削过程等,但是也需要注意的是,机械加工与一般施工过程中机械受迫振动的情况是一致的。
机械加工过程中机械振动的原因及对策分析机械加工是机械制造中的重要过程,机械振动是机械加工过程中常见的现象,对机械制造有一定的影响,必须根据机械振动的原因提出有效的解决措施,保障机械加工产品的质量。
本论文主要从机械加工振动造成的危害、机械振动成因分析、机械加工过程中机械振动的解决措施进行阐述机械加工过程中机械振动的原因及对策分析,希望为研究机械加工过程中机械振动的者提供理论参考依据。
标签:机械加工过程;机械振动原因;对策研究机械加工是机械行业生产中一个重要环节,对机械产品的质量有直接的影响。
现在科技水平不断提高对机械加工的质量有一定的保障,但社会在发展的进程中,用户对机械产品的精确度要求越来越高,在机械加工过程中机械振动是一种常见问题,机械振动对机械产品的精确度的影响较大,如何解决机械振动的问题,是提高机械加工的精确度的关键因素,必须根据机械振动的原因,提出有效的方法解决机械振动的问题,保障机械产品质量。
1 机械加工振动造成的危害机械振动是机械加工中常见问题,对机械加工产品的质量有一定的影响。
首先由于机械振动的原因导致械加工零件粗糙度提升,纹路的瑕疵等问题,对机械产品的精确度、外形美观都有一定的影响。
其次机械加工过程中的振动对机床与工装夹具也会产生明显的影响,使元件之间的连接出现松动,元件之间的间隙也会越来越大。
元件间隙变大会降低元件的使用寿命,同时影响机械加工的生产效率,同时加了生产成本,进而少了企业的利润。
2 机械振动成因分析2.1 强迫振动及形成原因强迫振动一般都是由于外力的原因造成的,其具有一定的特点。
首先施工技术一般能解决强迫振动问题,机械加工对直接干扰力的影响不大,与机械设备的使用关系不大,是可以解决的机械振动问题。
其次机械振动频率与外界干扰力的频率相同,周期基本相似,强迫振动是比较好判断的。
最后强迫振动与机械振动产生共振现象,对机械有一定的损害,同时机械振动与外力成正比例关系,强迫振动对机械本身有一定损害,造成机械产品质量问题。
机械零件加工中工艺系统振动中的自激振动分析及其消除方案赵俊灵(浙江工业大学机械工程学院,浙江杭州 310032)摘要:机械加工中的振动是一种十分有害的物理现象,在分析机械加工中各种振动产生的原因和特性时,提出了相应的减振措施。
在实际生产中,合理采用这些措施对保证零件表面品质、提高生产率有着积极的意义。
且在机械加工过程中,工艺系统振动是一种常见的现象,会影响加工质量和降低生产率,甚至会使切削不能继续进行,对切削加工非常不利,其中工艺系统振动类型主要包括自由振动,强迫振动以及自激振动,其中消除自激振动对于提高表面质量有着重要意义。
关键词:机械加工;工艺系统振动;自由振动;强迫振动;自激振动;控制措施。
Machining process of self-excited vibration in vibration analysis andelimination programmesZhaojunling(College of Mechanical Engineering,Zhejiang University of Technology,Hangzhou 310032,China)Abstract:Vibration during machining is a very harmful physical phenomenon, afteranalyzing machine vibra tion causes and characteristics and correspondingvibration reduction measures are put forward. Key words:Mechanical processing ;system vibration;free vibration; forced vibration;self-excited vibration ;co ntrol measures.引言:机械加工过程中,工艺系统振动是一种常见的现象,会影响加工质量和降低生产率,甚至会使切削不能继续进行,对切削加工非常不利。
研究机械加工过程中机械振动的原因及处理措施机械振动是机械加工过程中比较常见的现象之一,由于机械振动的影响,对导致机械加工生产的效率的下降,同时也会造成加工产品表面质量不达标,加速机械工具的过度耗损以及噪音污染等一系列问题的发生。
本文主要对机械加工过程中,机械振动的分类和特点进行了阐述,对机械振动的成因和影响展开了分析,同时对如何更好的解决机械振动产生的不利影响进行了深入的研究。
标签:机械加工;机械振动;原因;特点;处理措施1 机械振动的分类概述机械振动按照振动形式的不同分为三大类,分别为自激振动、强迫振动以及自由振动。
1.1 自激振动形式自激振动是一种非线性运动,它是依靠自身产生的激励作用来保持振动的不断进行,也被简称为自振。
它是产生于一种特定环境下的振动,是不受外界激励而产生的振动形式,比如在磨削过程中,砂轮与工件通过相互摩擦发生作用,发生的振动形式就是自激振动。
当工件的刚性越低劣,产生的作用力就越大,由此产生的振动也就越大了。
自激振动主要有以下特点,首先,自激振动的振动频率与振动系统中的固有频率基本一样,分为高频自激振动和低频自激振动。
其次,自激振动的大小是由系统获得能量的大小所决定。
此外,自激振动的干扰力伴随这振动停止而随之停止。
1.2 强迫振动形式强迫振动是指在具有一定规律外力驱动的作用下产生的机械振动,例如在机械磨削时,皮带与电动机之间发生作用,由于皮带的长度和厚度存在差异,就会引发振动,这种振动作用会造成机械加工的准确度,造成产品质量的下降,出现加工的工件粗糙或者达不到要求的标准水平。
强迫振动的特点主要由以下三点,振动无法改变外界作用力,随外界作用力的停止而消失,振动的频率与外界作用力频率基本相同,或成倍数增长。
如果外界作用力的频率与振动频率一样,则会出现共振。
1.3 自由振动形式自由振动主要是指当将所有激励作用和强迫作用都取消后,机械系统产生的一种振动形式。
自由振动是依靠弹性恢复力保持振动的延续,直到受到阻尼作用,振动才会逐渐停止。
机械加工中的自激振动
自激振动是在外界偶然因素激励下产生的振动,但维持振动的能量来自振动系统本身,并与切削过程密切相关。
这种在切削过程中产生的自激振动也叫做颤振。
由于切削过程本身的原因,在一定条件下,即使没有外加激振力维持,切削力也可能产生周期性的变化,并由这个周期性变化的动态力反过来对振动系统做功,即输入能量,来补偿系统由于阻尼耗散的能量,以加强和维持这种振动。
这种由振动过程本身所产生的周期性动态力所维持的振动,就是自激振动。
切削过程中产生的自激振动是频率较高的强烈振动,通常又称为颤振。
颤振常常是影响加工表面质量及生产效率的主要因素。
自激振动的振动频率接近于或略高于工艺系统的低频振型固有频率,这是区分自激振动与强迫振动的最本质特点。
1.再生自激振动原理
在切削或磨削加工中,一般进给量不大,刀具的副偏角较小,当工件转过一圈开始切削下一圈时,刀刃会与已切过的上一圈表面接触,即产生重叠切削。
重叠切削是再生颤振发生的必要条件,但并不是充分条件。
实际加工中,重叠切削极为常见,并不一定产生自激振动。
相反,如果系统是稳定的,非但不产生振动,还可以将前
一转留下的振纹切除掉。
除系统本身的参数外,再生颤振的另一个必要条件是前后两次波纹的相位关系。
2.振型耦合自激振动原理
在有些情况下,如车削方牙螺纹外表面时,在工件相继各转内不存在重叠切削现象,这样就不存在发生再生颤振的必要条件。
但生产中经常发现,当切削深度增加到一定程度时,仍然可能发生切削颤振。
可见,除了再生颤振外,还有其他的自激振动原因。
实验证明,在这种情况下发生的颤振,刀尖与工件相对运动的轨迹是一个形状和位置都不十分稳定的椭圆,通常称为变形椭圆,其长轴称为变形椭圆主轴。
振动轨迹为椭圆说明,颤振既发生在Y轴方向,也存在于Z轴方向,不是单自由度问题。
可用振型耦合自振原理来解释这种自激振动。