合理下料问题
- 格式:docx
- 大小:11.74 KB
- 文档页数:3
实用下料问题摘要本文是关于如何从下料方式,下料时间和所用原料块数这三个角度去考虑下料方案的优化问题,需要建立多目标整数规划模型进行求解。
针对问题一,首先采用贪心算法对4天内要完成和6天内要完成的零件单独分配,贪心策略为在下料方式最少的基础上尽可能的减少余料,这样得到四天内要完成的零件需要151块原料,原料利用率为98.3%,下料方式数为12,具体下料方式见表2;六天内要完成的零件需要121块原料,原料利用率为97.98%,下料方式数为12,具体下料方式见表10。
对于其他零件首先以方式最少和原料使用最少为目标函数,以每种下料方式不得超过原料长度和余料长度不得超过最短的零件长度为约束条件,从而尽力多目标整数规划模型,然后对模型求解得到:其他零件需要原料525块,原料利用率为98.1%。
因此问题一总共需要原料797块。
针对问题二,首先采用问题一的方法二同样利用贪心算法对4天内要完成的零件进行分配,得到需要零件361块,原料利用率为87%,下料方式为16种。
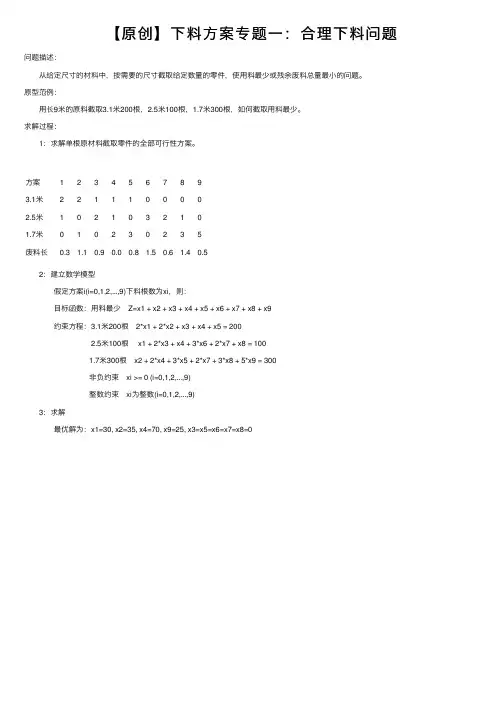
“下料问题(cutting stock problem)”是把相同形状的一些原材料分割加工成若干个不同规格大小的零件的问题,此类问题在工程技术和工业生产中有着重要和广泛的应用. 这里的“实用下料问题”则是在某企业的实际条件限制下的单一材料的下料问题。
现考虑单一原材料下料问题. 设这种原材料呈长方形,长度为L ,宽度为W ,现在需要将一批这种长方形原料分割成m 种规格的零件, 所有零件的厚度均与原材料一致,但长度和宽度分别为),(,),,(11m m w l w l ,其中w i <m i W w L l i i ,,1,, =<<. m 种零件的需求量分别为m n n ,,1 .下料时,零件的边必须分别和原材料的边平行。
这类问题在工程上通常简称为二维下料问题。
特别当所有零件的宽度均与原材料相等,即m i W w i ,,1, ==,则问题称为一维下料问题。
钢管下料问题总结汇报钢管下料问题总结汇报尊敬的领导:我在本次工作中主要负责钢管下料问题的解决和总结。
经过一段时间的调研和实践,我对钢管下料问题有了更深入的了解,并对解决方案进行了总结。
在此将我的研究过程和结果向您做汇报。
一、问题描述钢管下料是钢铁行业的一个常见工序,也是整个生产过程中的一环。
然而,在实际操作中,我们经常会遇到以下问题:1. 传统的下料方法效率低下,操作繁琐。
2. 下料过程中存在较大的浪费,导致资源的浪费和成本的提高。
3. 出现下料尺寸不准确的情况,导致后续工序的延误。
以上问题直接影响了工作效率和产品质量,需要我们寻找合适的解决方案。
二、调研过程在调研过程中,我首先对我们公司的现有下料方法进行了分析。
发现传统的下料方法主要是通过人工测量和切割,过程繁琐,且存在较大的误差。
所以,我开始寻找替代方案。
在调研过程中,我了解到了数字化下料技术的发展,即利用计算机和数控设备实现下料过程。
这种新技术可以提高下料效率,减少浪费,并且可以准确控制下料尺寸。
所以,我决定调研该技术是否适用于我们的生产。
通过与相关行业的专家和厂家的沟通,我获得了数字化下料技术的详细信息,包括设备的选择、安装和维护等方面。
同时,我也了解到了该技术的优点和限制。
在与公司的生产部门和技术成员的讨论中,我们一致认为数字化下料技术可以解决我们现有的问题。
三、解决方案基于以上的调研和讨论,我提出以下解决方案:1. 引入数字化下料技术:购买适用于我们生产的数控设备,进行钢管的数字化下料。
可以采用CAD设计和CAM加工的方式,通过计算机自动控制设备实现精确的下料,提高效率和减少浪费。
2. 培训和技术支持:为相关员工提供培训,使其掌握数字化下料技术的操作和维护知识。
并建立与供应商的合作关系,以获得及时的技术支持和设备维修。
3. 过程优化:通过数字化下料技术,我们可以记录和分析每次下料的数据,进一步优化下料过程。
可以根据实际情况调整切割速度、刀具角度等参数,以提高下料的准确性和效率。
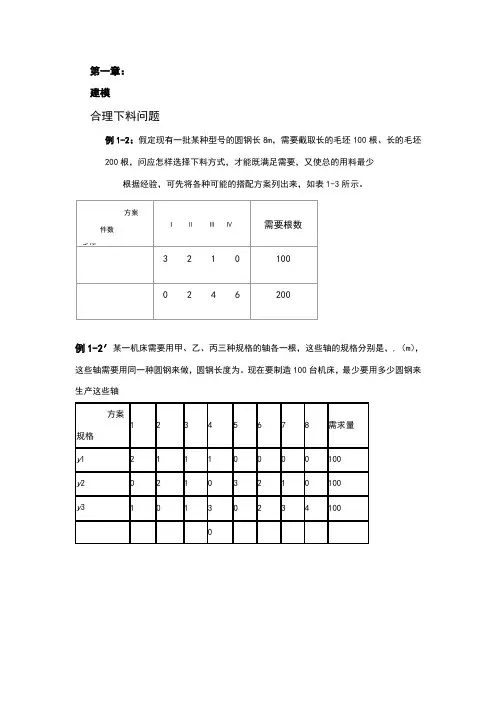
第一章: 建模合理下料问题例1-2:假定现有一批某种型号的圆钢长8m ,需要截取长的毛坯100根、长的毛坯200根,问应怎样选择下料方式,才能既满足需要,又使总的用料最少根据经验,可先将各种可能的搭配方案列出来,如表1-3所示。
例1-2′某一机床需要用甲、乙、丙三种规格的轴各一根,这些轴的规格分别是,,(m ),这些轴需要用同一种圆钢来做,圆钢长度为。
现在要制造100台机床,最少要用多少圆钢来生产这些轴 方案规格12345678需求量y 1 2 1 1 1 0 0 0 0 100 y 2 0 2 1 0 3 2 1 0 100 y 31 0 1 3 0234 100方案件数 毛坯I Ⅱ Ⅲ Ⅳ需要根数3 2 1 01000 2 4 6200目标函数 minf =C1x1+C2x2+…+Cnxn. a11x1+ a12x2+…+a1nxn ≥ b1 a21x1+ a22x2+…+a2nxn ≥ b2 ┇ ┇ ┇ ┇ am1x1+ am2x2+…+amnxn ≥ bmxj ≥0 (j =1,2,…,n)运输问题(物资调运问题)例1-3:设某种物资(例如煤炭)共有m 个产地A1、A2 、…、Am ,其产量分别为a1、a2、…、am ;另有n 个销地B1、B2、…、Bn 其销量分别为b1、b2、…、bn 。
已知由产地Ai(i =1,2,…,m)运往销地Bj(j =1,2,…,n)的单位运价为Cij ,如表1—6所示。
当产销平衡 m n(即∑ai=∑bj 时,问如何调运,才能使总运费最省方式 个 数毛 坯B 1 B 2 … B n需要毛坯数A1A2┇Ama 11 a 12 a 1n a 21 a 22 a 2n ┇ ┇ ┇ a m1 a m2 a mnb 1 b 2 ┇ b mi=1 j=1目标函数 min f=∑∑CijXij 最小i=1 j=1n∑Xij=ai (i=1,2,…,m)j=1满足 m∑Xij=bj ( j=1,2,…,n)i=1xij≥0 i=1,2,…,m;j=1,2,…,n)第二章:图解法整数规划步骤:写出模型,假设X1,X2…Xn是…1)作可行线2)作等值线3)平移等值线与可行线相交或相切于一点或直线4)例1:见笔记例2例1 某工厂在计划期内要安排工、Ⅱ两种产品的生产,已知生产单位产品所需的设备台时及A,B两种原材料的消耗,以及资源的限制,如下表所示。
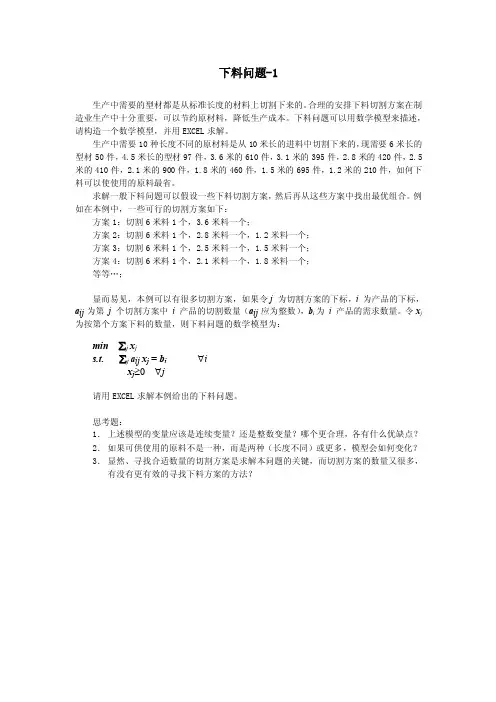
下料问题-1生产中需要的型材都是从标准长度的材料上切割下来的。
合理的安排下料切割方案在制造业生产中十分重要,可以节约原材料,降低生产成本。
下料问题可以用数学模型来描述,请构造一个数学模型,并用EXCEL求解。
生产中需要10种长度不同的原材料是从10米长的进料中切割下来的,现需要6米长的型材50件,4.5米长的型材97件,3.6米的610件,3.1米的395件,2.8米的420件,2.5米的410件,2.1米的900件,1.8米的460件,1.5米的695件,1.2米的210件,如何下料可以使使用的原料最省。
求解一般下料问题可以假设一些下料切割方案,然后再从这些方案中找出最优组合。
例如在本例中,一些可行的切割方案如下:方案1:切割6米料1个,3.6米料一个;方案2:切割6米料1个,2.8米料一个,1.2米料一个;方案3:切割6米料1个,2.5米料一个,1.5米料一个;方案4:切割6米料1个,2.1米料一个,1.8米料一个;等等…;显而易见,本例可以有很多切割方案,如果令j 为切割方案的下标,i 为产品的下标,a ij为第j 个切割方案中i 产品的切割数量(a ij应为整数),b i为i产品的需求数量。
令x j 为按第个方案下料的数量,则下料问题的数学模型为:min ∑j x js.t. ∑j a ij x j= b i∀ix j≥0 ∀j请用EXCEL求解本例给出的下料问题。
思考题:1.上述模型的变量应该是连续变量?还是整数变量?哪个更合理,各有什么优缺点?2.如果可供使用的原料不是一种,而是两种(长度不同)或更多,模型会如何变化?3.显然、寻找合适数量的切割方案是求解本问题的关键,而切割方案的数量又很多,有没有更有效的寻找下料方案的方法?。
下料问题的优化设计 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT题1、[下料问题的优化设计]某车间有一大批长130cm的棒料,根据加工零件的要求,需要从这批棒料中成套截取70cm长的毛坯不少于100根,32cm 长的毛坯不少于100根,35cm长的毛坯不大于100根。
要求合理设计下料方案,使剩下的边角料总长最短。
根据题目意义,运用优化设计理论和方法,完成设计全过程;工程问题分析:数学模型建立及特征分析:优化方法选择;优化程序设计(解析优化);计算结果分析;结论及体会。
基于MATLAB一维优化下料问题分析0 前言生产中常会通过切割、剪裁、冲压等手段,将原材料加工成所需大小零件,这种工艺过程,称为原料下料问题。
在生产实践中,毛坯下料是中小企业的一个重要工序。
怎样减少剩余料头损失是节约钢材、降低产品成本、提高企业经济效益的一个重要途径。
在毛坯下料中我们常会遇到毛坯种类多、数量大的情况,如不进行周密计算则因料头而造成的钢材损失是相当可观的。
为使料头造成的钢材损失减少到最小程度,我们可依据预定的目标和限制条件统筹安排,以最少的材料完成生产任务。
1 一维优化下料问题的具体模型分析设原材料长度为L,数量充足。
需要切割成n(n≥0)种不同规格的零件,根据既省材料容易操作的原则,人们已经设计好了n种不同的下料方式,设第j种下料方式中可下得第i种零件ij a个,又已知第i种零件得需要量为i b个, j x表示第B种下料方式所消耗得零件数目, j c表示第j B种下料方式所得余料(j=1, j2 , , n, j x∈ Z)。
满足条件的切割方案有很多种,现在要求既满足需要又使所用原材料数量最少,即最优下料方案满足:μp=min (∑j c j x)约束条件:∑ij a j x=i b,j x∈Z。
线性规划数学模型根据线性规划算法,约束条件包括两部分:一是等式约束条件,二是变量的非负性。
题1、[下料问题的优化设计]某车间有一大批长130cm的棒料,根据加工零件的要求,需要从这批棒料中成套截取70cm长的毛坯不少于100根,32cm 长的毛坯不少于100根,35cm长的毛坯不大于100根。
要求合理设计下料方案,使剩下的边角料总长最短。
根据题目意义,运用优化设计理论和方法,完成设计全过程;工程问题分析:数学模型建立及特征分析:优化方法选择;优化程序设计〔解析优化〕;计算结果分析;结论及体会。
基于MATLAB一维优化下料问题分析0 前言生产中常会通过切割、剪裁、冲压等手段,将原材料加工成所需大小零件,这种工艺过程,称为原料下料问题。
在生产实践中,毛坯下料是中小企业的一个重要工序。
怎样减少剩余料头损失是节约钢材、降低产品本钱、提高企业经济效益的一个重要途径。
在毛坯下料中我们常会遇到毛坯种类多、数量大的情况,如不进展周密计算那么因料头而造成的钢材损失是相当可观的。
为使料头造成的钢材损失减少到最小程度,我们可依据预定的目标和限制条件统筹安排,以最少的材料完成生产任务。
++1 一维优化下料问题的具体模型分析设原材料长度为L,数量充足。
需要切割成n (n≥0)种不同规格的零件,根据既省材料容易操作的原那么,人们已经设计好了n 种不同的下料方式,设第j 种下料方式中可下得第i 种零件ija 个,又第i 种零件得需要量为ib 个, j x表示第jB 种下料方式所消耗得零件数目, j c表示第jB 种下料方式所得余料(j=1, 2 , ⋯,n, j x∈ Z)。
满足条件的切割方案有很多种,现在要求既满足需要又使所用原材料数量最少,即最优下料方案满足:μp=min (∑j c jx )约束条件:∑ij a j x =ib ,jx ∈Z 。
1.2 线性规划数学模型根据线性规划算法,约束条件包括两局部:一是等式约束条件,二是变量的非负性。
出变量的非负要求外,还有其他不等式约束条件,可通过引入松弛变量将不等式约束化成等式约束形式。
一、问题陈说二、(下料问题)某工厂要做150套钢架, 每套钢架分别需要长度为 2.5米、2.6米和1.9米旳圆钢各一套。
已知原料每根长10米, 问应怎样下料, 可使所用原料最省?三、问题分析该问题是运筹学在实际运用中比较经典旳“线材下料问题”, 从第一部分问题陈说中可以看出, 该问题旳一般提法是, 要做N套产品, 需要用规格不一样旳M种线材, 多种规格旳长度分别为l1, l2, l3, ..., lm, 每一套产品需要不一样规格旳原料分别为m1, m2, m3, ..., mm根, 已知原材料旳长度为一定旳长度, 问应当怎样下料, 从而使原材料旳耗用最省。
四、因此, 在处理此类问题时应分两步考虑:1、确定可行旳切割模式:即按照客户需要在原材料钢材上安排切割旳一种组合;2、确定合理旳切割模式:合理旳切割模式旳预料不应当不小于或等于客户需要旳钢材旳最小尺寸。
五、对于如上第一分部提出旳线材下料问题, 可以用运筹学中线性规划旳措施求解, 通过建立线性规划模型来详细分析。
六、模型建立建立线性规划模型时, 对于约束条件这里为切割要满足客户对钢材数量旳最低规定, 本题将对原则钢材旳切割(2.5米、2.6米、1.9米), 从而组合成一套钢架, 规定为150套等原因建立约束条件。
不过, 对于目旳函数而言, 会有这样两种状况: 1.求旳钢材原材料总根数至少;2.求旳钢材原材料余料至少。
在本文旳分析中, 我们选择前者, 即: 求解使用旳钢材原材料总根数至少。
为了建立模型以便, 我们把下料后余下旳不不小于最短用料旳钢材称为废弃钢材, 把下料得到旳长为2.5m, 2.6m, 1.9m旳钢材称为规格钢材, 把10米长旳原材料钢材称为原钢。
因此, 所用旳原钢可以分解成三部分:1、成套运用旳规格钢材;2、剩余旳规格钢材;3、废弃钢材。
通过度析计算, 可以得到原钢旳11种下料方式如下:X1X2X3X4X5X6X7X8X9X10X11表1:一条原料钢材旳11种切法1.9m 0 1 1 2 1 3 2 1 2 3 5 Sum 10 9.4 9.5 8.8 9.6 8.2 8.9 9.7 9 8.3 9.5我们设决策变量: 采用第i种下料方式旳有xi根原钢, i=1,2,3,...,11.此外设置辅助变量: 剩余2.5米旳规格钢材为y1根, 剩余旳2.6米规格钢材为y2根, 剩余旳1.9米规格钢材为y3根。
合理下料问题摘要节省原材料,提高材料的利用率,减少废料,降低成本,提高经济效益,对各工业领域来说都是一项有意义的事情。
本文提出了下料问题的一种使用数学模型,来研究钢管最合理的切割方法。
关键字:最优化线性规划 LINGO软件一、问题重述某钢管零售商从钢管厂进货,然后将钢管按照顾客的要求切割后售出,从钢管厂进货时,每根钢管的长度都是19米①现在有一客户需要50根4米、20根6米、15根8米的钢管,应如何下料最节省?②零售商如果采用的不同切割方式太多,将会导致生产过程的复杂化,从而增加生产和管理成本,所以该零售商规定采用的不同切割方式不能超过3种。
此外,该客户除需要①中的三种钢管外,还需要10根5米的钢管,应如何下料最省?二、问题分析1、现在的目标是确定一个合理的方案使得下料最省,获利最多。
2、①从题目给出的数据可知,客户所需要的三种不同长度的钢管都是由钢管厂19米长的钢管切割而来的,具体的切割方式有以下7种:方式4m钢管/根6m钢管/根8m钢管/根余料/米一 4 0 0 3二 3 1 0 1三 2 0 1 3四 1 2 0 3五 1 1 1 1六0 3 0 1七0 0 2 3②从题目给出的数据可知,客户所需要的四种不同长度的钢管都是由钢管厂19米长的钢管切割而来的,具体的切割方式有以下16种:方式4m钢管/根5m钢管/根6m钢管/根8m钢管/根余料/米一 4 0 0 0 3二 3 1 0 0 2三 3 0 1 0 1四 2 0 0 1 3五 2 2 0 0 1六 2 1 1 0 0七 1 0 2 0 3八 1 3 0 0 0九 1 1 0 1 2十 1 0 1 1 1 十一0 0 3 0 1 十二0 0 0 2 3 十三0 1 2 0 2 十四0 1 1 1 0 十五0 2 0 1 1 十六0 2 1 0 3三、模型假设(1)假设切割不损失钢管。
四、符号说明Xn表示采用方式n的次数;Z表示切割总根数。
下料工作总结存在问题
近年来,随着社会的发展和进步,以下料工作在各行各业中扮演着越来越重要
的角色。
然而,随之而来的问题也日益凸显,以下料工作存在着一些不容忽视的问题。
首先,以下料工作中存在着信息不准确的情况。
一些从业人员在进行以下料工
作时,往往没有对数据进行充分的核实和验证,导致所得到的信息存在误差,给企业的决策和发展带来了不小的隐患。
其次,以下料工作中存在着数据保护不严密的问题。
一些企业在进行以下料工
作时,对于敏感数据的保护措施不够完善,容易导致数据泄露的风险,给企业的安全带来了威胁。
此外,以下料工作中存在着缺乏专业人才的问题。
一些企业在进行以下料工作时,往往缺乏专业的数据分析人才,导致对数据的分析和利用不够充分,影响了企业的发展和竞争力。
针对以上问题,我们应该采取一系列的措施来加以解决。
首先,加强对以下料
工作的监管和规范,确保信息的准确性和真实性。
其次,加强对数据的保护和安全措施,防范数据泄露的风险。
最后,加大对以下料工作人才的培养和引进力度,提高企业的数据分析和利用水平。
总之,以下料工作在发展的过程中存在着一些问题,需要我们共同努力去解决。
只有通过不断的改进和完善,才能更好地发挥以下料工作的作用,推动企业的发展和进步。
下料问题生产实践中经常遇到这样的问题,要把规格一定的材料裁剪成不同尺寸的毛坯,在一般情况下,很难使原材料得到完全利用,总会多出一些料头。
切割次序和方法的不同、各种规格搭配(即下料策略)不同,材料的消耗将不同。
实际需要解决如下问题,在给定一组材料规格尺寸后,怎样合理截料,才能使原材料消耗最少,这就是合理下料问题。
1.建立一维单一原材料实用下料问题的数学模型,并用此模型求解下列问题,从钢管厂进货得到的原材料的钢管的长度都是8m,现在一顾客需要80根3m,100根2.5m,240根1.3m 和100根1.8m的钢管。
(1)应如何下料最节省;(2)为了简化生产过程,规定所使用的切割模式的种类不能超过4种,使用频率最高的一种切割模式按照一根原料钢管价值的1/100增加费用,使用频率次之的切割模式按照一根原料钢管价值的2/100增加费用,以此类推,为了使总费用最小,应该如何下料?2.建立二维单一原材料实用下料问题的数学模型,并用此模型求解下列问题。
制定出完成任务所需的原材料块数和余料。
这个问题的单一原材料的长度为2260mm,宽度为1330mm。
所需毛坯数据:毛坯尺寸(长mm×宽mm×需求)517×447×2,517×597×1,257×597×2,517×397×4,907×347×1,907×397×1,907×477×2,907×397×1,777×447×2,777×547×1,777×447×1,777×297×1,397×647×1,387×997×1,777×297×1,,77×597×1主要运用整数规划。
有交货时间限制的大规模实用下料问题朱珠,王辉,张志敏指导老师:鲁习文(华东理工大学理学院数学系,上海200237)摘要:本文讨论了有交货时间限制的大规模单一原材料下料问题。
对于一维下料问题,本文提出一种新的算法:DP 贪婪算法。
在一维的基础上建立了二维的求解模型,运用降维思想结合一维的DP 贪婪算法,给出解决该模型的算法。
数值计算结果表明该算法对大规模下料问题是有效的。
关键词:下料问题,DP ,贪婪算法 1、问题描述单一原材料下料问题. 设这种原材料呈长方形,长度为L ,宽度为W ,现在需要将一批这种长方形原料分割成m 种规格的零件, 所有零件的厚度均与原材料一致,但长度和宽度分别为),(,),,(11m m w l w l ,其中m i W w L l w i i i ,,1,, =<<<。
m 种零件的需求量分别为m n n ,,1 。
下料时,零件的边必须分别和原材料的边平行。
这类问题在工程上通常简称为二维下料问题。
特别当所有零件的宽度均与原材料相等,即m i W w i ,,1, ==,则问题称为一维下料问题。
一个好的下料方案是在生产能力容许的条件下,以最少数量的原材料,尽可能按时完成需求任务, 同时下料方式数也尽量地小.2、一维下料问题2.1 模型假设在充分了解并分析了实际情况后,我们对一维下料问题提出如下假设:(1)每天下料的数量受到企业生产能力的限制,在未完成需求任务前,每天下料的数量等于最大下料能力。
(2)每个切割点处由于锯缝所产生的损耗不可忽略。
(3)增加一种下料方式大致相当于使原材料总损耗增加%08.0。
(4)每种零件有各自的交货时间,若某零件无交货时间,则记该零件交货时间为无穷大。
2.2 一维单一原材料实用下料问题的模型根据公司要求,目标是既要所用材料最少,也要下料方式少。
记m :零件种类总数,i x :第i 种下料方式下料的根数,k :下料方式的种类数,:i δ第i 种下料方式的余料。
合理下料问题的线性规划模型合理下料问题的线性规划模型____________________________________________________合理下料问题是指从一定数量的原材料中切割出满足需求的最少数量的材料,以达到节约成本的目的。
传统的求解方法主要有剪切原理、贪心算法、动态规划等,这些方法无法很好地解决复杂的合理下料问题,而线性规划模型则能够有效解决。
一、线性规划模型的基本概念线性规划模型(Linear Programming Model, 简称LPM)是指一类用线性函数表示目标函数与约束条件的数学模型,其目标是最大化或最小化模型中的目标函数值。
线性规划模型可以用来求解工业生产中各种优化问题,其优化问题的特点是变量之间存在着线性关系。
二、合理下料问题的线性规划模型1、目标函数在合理下料问题中,我们的目标是要使用最少的原材料切割出所需要的部件,因此我们可以将目标函数定义为原材料的总数。
即:Min Z=∑X<sub>i</sub>其中X<sub>i</sub>表示第i件原材料的数量。
2、约束条件在合理下料问题中,由于需要满足一定的需求量,因此必须将原材料切割成满足需求量的部件,才能够实现合理下料。
因此,在定义约束条件时,必须包含满足需求量的要求。
即:∑X<sub>i</sub>*Y<sub>i</sub>≥C (i=1,2,...n)其中Y<sub>i</sub>表示第i件原材料可以切割出来的部件数量,C表示部件的总需求量。
三、线性规划模型的应用合理下料问题是工业生产中常见的优化问题,通过线性规划模型可以很好地求解这一问题。
例如,对于一个具体的合理下料问题,已知有4件原材料,其切割情况如下表所示:| 原材料 | 长度/m | 可切割出部件数量 | 单价/元 || :------: | :-----: | :--------------------: | :-------: || X<sub>1</sub> | 6 | 5 | 15 || X<sub>2</sub> | 4 | 3 | 20 || X<sub>3</sub> | 2 | 2 | 30 || X<sub>4</sub> | 8 | 8 | 10 |已知部件的总需求量为20件,则该合理下料问题可用如下线性规划模型表示:Min Z=15X<sub>1</sub>+20X<sub>2</sub>+30X<sub>3</sub>+10X<sub>4</sub> Subject to5X<sub>1</sub>+3X<sub>2</sub>+2X<sub>3</sub>+8X<sub>4</sub>≥20(X<sub>1</sub>, X<sub>2</sub>, X<sub>3</sub>, X<sub>4</sub>≥0)根据上述模型,通过数学软件可得到最优解X<sub>1</sub>=1.4, X<sub>2</sub>=0,X<sub>3</sub>=0, X<sub>4</sub>=2.5,此时目标函数值Z=45。
合理下料问题
摘要
节省原材料,提高材料的利用率,减少废料,降低成本,提高经济效益,对各工业领域来说都是一项有意义的事情。
本文提出了下料问题的一种使用数学模型,来研究钢管最合理的切割方法。
关键字:最优化线性规划LINGO 软件
一、问题重述
某钢管零售商从钢管厂进货,然后将钢管按照顾客的要求切割后售出,从钢 管厂进货时,每根钢管的长度都是19米
① 现在有一客户需要50根4米、20根6米、15根8米的钢管,应如何下 料最节省?
② 零售商如果采用的不同切割方式太多, 将会导致生产过程的复杂化,从 而增加生产和管理成本,所以该零售商规定采用的不同切割方式不能超过 3种。
此外,该客户除需要①中的三种钢管外,还需要 10根5米的钢管,应如何下料 最省?
1、 现在的目标是确定一个合理的方案使得下料最省,获利最多。
2、 ①从题目给出的数据可知,客户所需要的三种不同长度的钢管都是由钢 管厂19米长的钢管切割而来的,具体的切割方式有以下 7种:
方式 4m 钢管 /根 6m 钢管 /根 8m 钢管
/根
余料/米
-一一 4 0 0 3
二——二 3 1 0 1
三 2 0 d 1 3
四 1 2 0 3
五 1 1 1 1
六 0 3「 0 1
七 0 0 2 3
②从题目给出的数据可知,客户所需要的四种不同长度的钢管都是由钢管厂 米长的钢管切割而来的,具体的切割方式有以下 16种:
方式 4m 钢管 /根 5m 钢管 /根 6m 钢管 /根 8m 钢管
/根 余料/米
-一一 4 0 0 0 3
_ 二 3 1 0 0 2
______ k
3 0 1 0 P 1 四 2 0 0 1 3
五 2 2 0 0 1
六 2 1 1 0 0
七 1 0 2 0 3
八 1 3 0 0 0
九 1 1 0 1 P 2
十 1 0 1 1 1
十一 0 0 3 0 1
十二「 0 0 0 2 3
十三 0 1 2 0 2
十四 0 1 1 1 0
十五: 0 2 0 1 1
十六 0 2 1 0 3
三、模型假设 问题分析
19
(1)假设切割不损失钢管。
四、符号说明
Xn表示采用方式n的次数;
Z表示切割总根数。
五、模型的建立
①目标函数:切割余料最少,故有
min Z=X1+X2+X3+X4+X5+X6+X7 约束条件:满足客户所需的钢管数目,故有
4X1+3X2+2X3+X4+X5 > 50
X2+2X4+X5+3X蓉20
X3+X5+2X 淳15
非负约束:
X1, X2,…,X7 > 0
②目标函数:切割余料最少,故有
min Z=X1+X2+X3+X4+X5+X6+X7+X8+X9+X10+X11+X12+X13+X14+X15+X16 约束条件:满足客户所需的钢管数目,故有
4X1+3(X2+X3)+2(X4+X5+X6)+X7+X8+X9+X10A 50
3X8+2(X5+X15+X16)+X2+X6+X9+X13+X14> 10
3X11+2(X7+X13)+X3+X6+X10+X14+X16> 20
2X12+X4+X9+X10+X14+X15> 15
X1 , X2,…,X16 > 0
六、模型的求解
利用LINGO软件求解得
①X1=0, X2=0, X3=20, X4=10, X5=0, X6=0, X7=0b
②X1=8,X3=5,X10=13,X14=3,其余都为0.
七、模型的推广
应用组合各种方式得到最合理的下料方案,使下料问题上的线性规划问题得以解决,初步实践证明是切实可行的。
在各种不同规格的一维下料问题上都可以考虑用此方法解决。