FANUC PROFIBUS 调试
- 格式:pdf
- 大小:1.11 MB
- 文档页数:22
PROFI-BUS调试马胜通过PROFI-BUS可以方便的连接多个FANUC系统组成自动生产线。
FANUC的数控系统机可以作为主站,也可以作为从站与SIEMENS或其它系统相连。
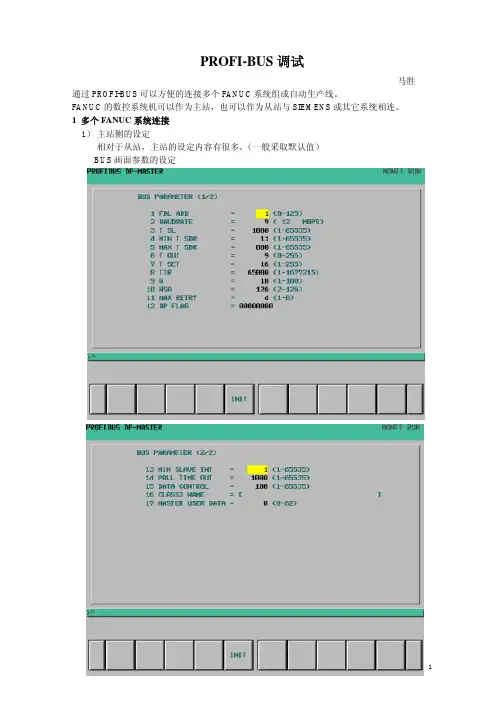
1 多个FANUC系统连接1)主站侧的设定相对于从站,主站的设定内容有很多。
(一般采取默认值)BUS画面参数的设定2) 在主站侧设定SLA VE参数一个主站可以连结多个从站,相对应的从站要设定为ENABLE注意此画面的设定设定输入/输出数据的属性当同时使用输入输出时,格式指定如下:DATA length 3DATA C0 输出大小—1 输入大小—1 例:输入/输出 32 字节大小DATA length 3DATA C0 1F 1F (此处用二进制表示)从站中参数的设定(在相应的SLA VE站中设定)2 当时用FANUC的系统作为从站时,从站侧只设定相关的输入/输出地址的大小FANUC系统与其它系统相联接的GSD文件如下:调试中注意事项:1状态灯在MASTER板上有两盏状态灯,在SLA VE板上有四盏状态灯。
在连结调试的过程中要注意灯的状态。
MASTERSLA VE2 状态值( PROFI-BUS DP-SLA VE 画面)PMCÆPMCDGNÆI/O CHKÆPROFI3 硬件接线4使用本功能,系统应具有以下软件和硬件1)系统上装有profi-bus的master 或 slave接插板2)系统应具有profi-bus的master 或 slave接插板的驱动软件,否则在系统启动的时候由于自检无法通过,将不能正常启动(死机)3)功能参数,系统自检通过后由于没有相应的功能,调试画面不会出现。
西门子(S7-1200)与发那科(M-20iD)ProfiBus-DP通讯
工具清单
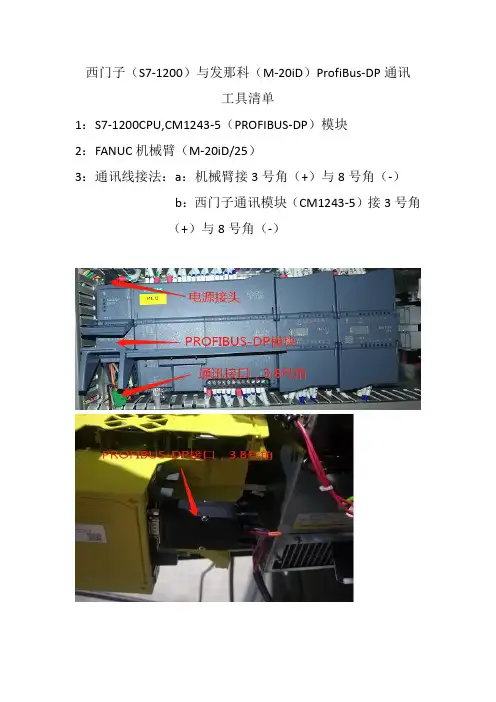
1:S7-1200CPU,CM1243-5(PROFIBUS-DP)模块
2:FANUC机械臂(M-20iD/25)
3:通讯线接法:a:机械臂接3号角(+)与8号角(-)
b:西门子通讯模块(CM1243-5)接3号角
(+)与8号角(-)
FANUC机械臂设置
1:进入“设置”界面后点击“PROFIBUS”界面,主要设置a:“FDL地址”(从站站号),需要与PLC站号对应
b:“波特率”需要与PLC对应
设置完成后点击“其他”,选择“从站”设置输入输出字节数与站地址
2:选择数字IO,激活PUOFIBUS-DP(IO地址),机架67位PROFIBUS-DP地址,设置IO范围,机械臂设置OK
西门子PLC设置
1:导入GSD文件
2:选择CPU,组态PROFIBUS-DP模块,导入FANUC机械人GSD 文件后选择FANUC机械臂进行组态
3:设置IO地址、站号、波特率
顺序步骤如下图(FANUC机械臂GSD已加载完成下图不会显示)
添加CPU如1
选择自己所用到的PLC如2
点击设备组态如3,选择设备视图如4
点击101(如5)地址选择PROFIBUS通讯模块如6
点击网络视图如7,选择FANUC机械臂站如8
点击两个端头,自动连接一条线如9
双击FANUC组件如10
站号与FANUC站号一致如11,选择所需要的的字节数如12,双击确认
双击地址,在下方IO地址处输入自己所需要的地址PLC设置OK。
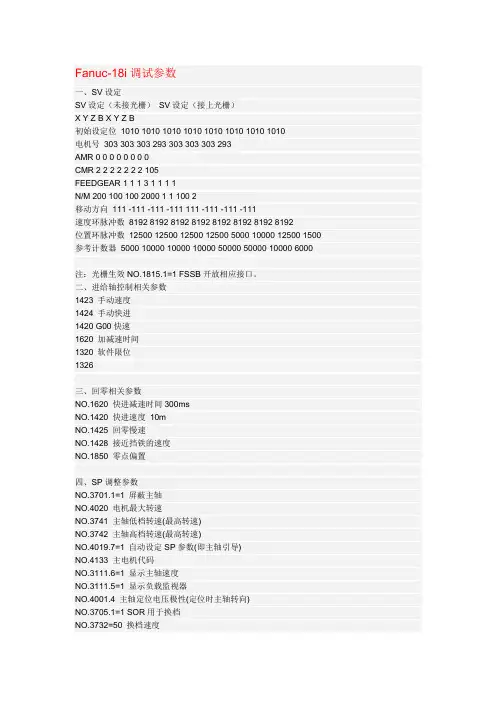
Fanuc-18i调试参数一、SV设定SV设定(未接光栅)SV设定(接上光栅)X Y Z B X Y Z B初始设定位1010 1010 1010 1010 1010 1010 1010 1010电机号303 303 303 293 303 303 303 293AMR 0 0 0 0 0 0 0 0CMR 2 2 2 2 2 2 2 105FEEDGEAR 1 1 1 3 1 1 1 1N/M 200 100 100 2000 1 1 100 2移动方向111 -111 -111 -111 111 -111 -111 -111速度环脉冲数8192 8192 8192 8192 8192 8192 8192 8192位置环脉冲数12500 12500 12500 12500 5000 10000 12500 1500 参考计数器5000 10000 10000 10000 50000 50000 10000 6000注:光栅生效NO.1815.1=1 FSSB开放相应接口。
二、进给轴控制相关参数1423 手动速度1424 手动快进1420 G00快速1620 加减速时间1320 软件限位1326三、回零相关参数NO.1620 快进减速时间300msNO.1420 快进速度10mNO.1425 回零慢速NO.1428 接近挡铁的速度NO.1850 零点偏置四、SP调整参数NO.3701.1=1 屏蔽主轴NO.4020 电机最大转速NO.3741 主轴低档转速(最高转速)NO.3742 主轴高档转速(最高转速)NO.4019.7=1 自动设定SP参数(即主轴引导)NO.4133 主电机代码NO.3111.6=1 显示主轴速度NO.3111.5=1 显示负载监视器NO.4001.4 主轴定位电压极性(定位时主轴转向)NO.3705.1=1 SOR用于换档NO.3732=50 换档速度NO.4076=33 定位速度NO.4002.1=1 外接编码器生效NO.4077 定位脉冲数(主轴偏置)NO.3117.0=1 显示主轴负载表900参数。
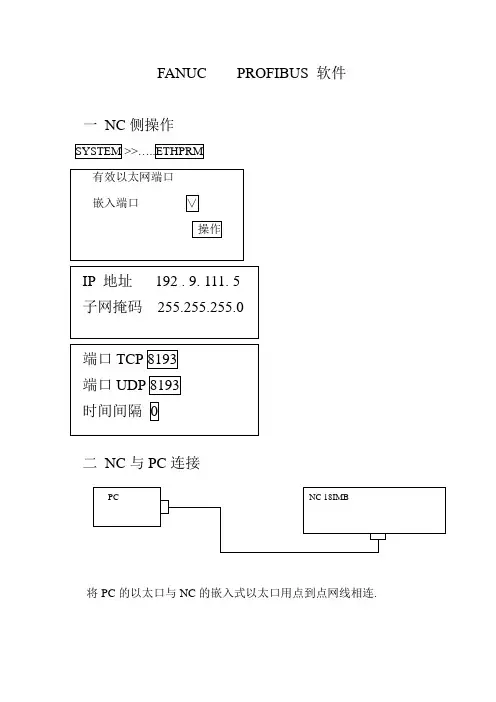
FANUC PROFIBUS 软件一 NC 侧操作…IP 地址 192 . 9. 111. 5 子网掩码 255.255.255.0二 NC 与PC 连接将PC 的以太口与NC 的嵌入式以太口用点到点网线相连.三PC侧操作1安装按图1依次安装Profibus setting tool_V4.0 和Profibus setting upgrade图 1图 22打开CNC Setting Tool按图2打开CNC Setting Tool , 打开后如图3图 33建MACHINE如图4, FILE>MACHINE ,MACHINE TYPE: X12 S(任意);NC TYPE: 18 iB;PMC TYPE: SB7;DATA KIND: PROFIBUS;IP ADDRESS: 192. 9 .111 .5;NC IPPORT: 8193; 约定TIME OUT: 10; 约定图 44建DATA FILE如图5, 点击PROFIBUS ,NAME: S(任意);PRIFIBUS SERIES: 6558 OR 6559 OR 655H;确认后,如图6,图 5图 65 导入Profibus GSD文件如图7, 点击S.PME >OPTION>GSD FILE LIST> IMPORT图76 将备份文件COPY到工作文件夹将备份文件EQRX12 从备份文件夹D:\WORK\软件\x12 PROFIBUS PARA 11 8 17(如图8)COPY到工作文件夹C:\Documents and Settings\All Users\Application Data\FANUC_CNCTOOL\data\X12 S\PROFIBUS, (如图9)图8图97 打开备份文件双击XX.pme,如图10图108备份文件传到NC如图11, 点击COMMUNICATION >SET TO NC >OK图119备份文件传到NC(第2种方法)如图12, 点击COMMUNICATION >SET TO NC >FILE NAME 选择下载文件.图1210备份文件上传到PC如图13, 点击COMMUNICATION >GET FROM NC >FILE NAME 输入备份文件名LLL(任意).图13。
FANUC数控系统接线与调试介绍FANUC数控系统是一种广泛应用于机床、机器人等自动化设备中的控制系统,其稳定性和精准度受到广泛认可。
在使用FANUC数控系统时,接线与调试是非常重要的一环,它直接影响到设备的正常运行和性能表现。
因此,本文将介绍FANUC数控系统的接线与调试流程,帮助读者更好地了解如何正确操作与维护该系统。
一、前期准备在进行FANUC数控系统接线与调试之前,首先需要进行一些前期准备工作,包括准备好必要的工具和设备,以及了解相关的安全事项。
在准备阶段,要确保设备的电源接入正常,地线连接牢固,同时要确保设备处于停止状态,避免发生意外情况。
二、接线步骤1.查看接线图纸在进行FANUC数控系统的接线之前,首先要仔细查看接线图纸,了解设备的各个部件之间的连接关系。
接线图纸通常包括电气设备的布置图、接线图和调试表等内容,可以帮助操作人员更加直观地了解设备的接线情况。
2.接线布线根据接线图纸的指示,逐步完成各个部件之间的接线布线工作。
在进行接线时,要注意保持线路整齐,避免出现交叉、错位等问题,确保接线的稳固性和安全性。
3.接线连接完成接线布线后,接下来是进行接线连接,将各个部件之间的电线进行连接。
在连接过程中,要注意检查每个接头是否牢固,避免出现接触不良或断线等问题,确保电路的畅通。
4.电气箱内部接线接线完成后,需要打开电气箱进行内部接线工作。
在进行内部接线时,要根据接线图纸的指示,将电气元件进行正确连接,注意避免短路或接线错误等问题。
5.调试接线完成接线后,需要进行调试接线工作,检查设备各部件之间的连接是否正常,判断接线是否正确。
在调试过程中,要注意观察设备的运行情况,及时发现并解决接线问题。
三、调试工作1.电源接入检查在接线完成后,首先需要进行电源接入检查,确认电源接入正常,电压稳定,地线连接牢固,避免发生电路故障和安全事故。
2.控制系统调试接线完成后,进行控制系统的调试工作。
通过设定相关参数和程序,检查控制系统的运行情况,确保设备的正常运行。
FANUC profi-bus现场调试
如果自动线上采用PM500作为一个单机使用,PM500加工中心的FANUC数控系统就要接入控制自动线的PLC的PROFI-BUS总线上,系统定货时要专门订购PROFI-BUS板。
通过PROFI-BUS可以方便的连接多个FANUC系统组成自动生产线。
FANUC的数控系统机可以作为主站,也可以作为从站与SIEMENS或其它系统相连。
一、1 多个FANUC系统连接
1)主站侧的设定
相对于从站,主站的设定内容有很多。
(一般采取默认值)
BUS画面参数的设定
2)
ENABLE
注意此画面的设定
设定输入/输出数据的属性
当同时使用输入输出时,格式指定如下:
DA TA length 3
DA TA C0 输出大小—1 输入大小—1 例:输入/输出32 字节大小
DA TA length 3
DA TA C0 1F 1F (此处用二进制表示)
从站中参数的设定(在相应的SLAVE站中设定)
2 当时用FANUC的系统作为从站时,从站侧只设定相关的输入/输出地址的大小
FANUC系统与其它系统相联接的GSD文件如下:
调试中注意事项:
1状态灯
在MASTER板上有两盏状态灯,在SLAVE板上有四盏状态灯。
在连结调试的过程中要注意灯的状态。
MASTER
SLA VE
2 状态值( PROFI-BUS DP-SLA VE 画面)
PMC→PMCDGN→I/O CHK→PROFI 3 硬件接线。
PROFIBUS 调试总结本文将以在机械手上设置Profibus总线的过程为基础,介绍Profibus功能在FANUC系统中的应用。
其中,机械手使用的是FANUC 32i—A与SIEMENS的Repeater模块、DP/DP Coupler模块、GE的QuickPanel屏模块、HMS的Anybus 模块、Balluf的I/O模块相连,其结构以FANUC 32i—A为Master,其余模块为Slaves。
一、CNC Setting Tool 软件设定介绍相对于西门子系统的Profibus 总线已经用于其系统与I/O 相连等(系统可以自动设置,无需人工设定),而FANUC 系统的Profibus 功能则需要人工设定,方式有两种:a.通过CNC Setting Tool 软件设定;b.手动设定。
在这里将对CNC Setting Tool 软件设定进行介绍。
首先安装FAUNC CNC Setting Tool 软件(用于Profibus 设定),这里不作赘述。
打开该软件,如下图:右键点击“Type/Machine name”打开Machine Property 页面,如下:任意设定勾选使用PROFIBUS功能NC侧的IP地址使用默认设置即可设定完以上画面后点“OK”。
则将出现以下画面:左键双击“PROFIBUS ”,出现以下画面:数据文件名称和备注点击“OK”,弹出以下对话框:供用户来选择从站的Profibus 的类型,这里选择“655B”点击“OK”,弹出以下对话框:双击,可进行总线参数设定右击,可进行子站的添加和参数设定各子站的DI/DO地址、诊断地址设定,以及操作指示地址的设定上述 3 项的设定顺序是从上到下依次设定。
如果Profibus 上连接了多个子模块可以将其逐个添加到Profibus 上。
双击“Bus Parameter”,弹出总线参数设置对话框:总线波特率设置在进行子站的添加和参数设定前,首先应将外围的Slaves子站的GSD文件导入到软件内部,以备添加slave 子站时由软件自动加载其特性。
西门子(S7-1200)与发那科(M-20iD)ProfiBus-DP通讯
工具清单
1:S7-1200CPU,CM1243-5(PROFIBUS-DP)模块
2:FANUC机械臂(M-20iD/25)
3:通讯线接法:a:机械臂接3号角(+)与8号角(-)
b:西门子通讯模块(CM1243-5)接3号角
(+)与8号角(-)
FANUC机械臂设置
1:进入“设置”界面后点击“PROFIBUS”界面,主要设置a:“FDL地址”(从站站号),需要与PLC站号对应
b:“波特率”需要与PLC对应
设置完成后点击“其他”,选择“从站”设置输入输出字节数与站地址
2:选择数字IO,激活PUOFIBUS-DP(IO地址),机架67位PROFIBUS-DP地址,设置IO范围,机械臂设置OK
西门子PLC设置
1:导入GSD文件
2:选择CPU,组态PROFIBUS-DP模块,导入FANUC机械人GSD 文件后选择FANUC机械臂进行组态
3:设置IO地址、站号、波特率
顺序步骤如下图(FANUC机械臂GSD已加载完成下图不会显示)
添加CPU如1
选择自己所用到的PLC如2
点击设备组态如3,选择设备视图如4
点击101(如5)地址选择PROFIBUS通讯模块如6
点击网络视图如7,选择FANUC机械臂站如8
点击两个端头,自动连接一条线如9
双击FANUC组件如10
站号与FANUC站号一致如11,选择所需要的的字节数如12,双击确认
双击地址,在下方IO地址处输入自己所需要的地址PLC设置OK。
![[电气]FANUC机器人的通讯](https://uimg.taocdn.com/32a38427647d27284b73513d.webp)
FANUC机器人的通讯通讯板卡处连接如下图所示。
2.软件设置a)站号分配b)I/O地址分配:采用默认的8Byte Out 10Byte In,起始地址无重复占用即可(2)机器人示教盒设置a)站地址设置进入菜单-6设置-1PROFIBUS-ENTER。
将3站地址设置成与PLC组态时的地址一致,并将6单次报错设为禁用。
注:在未进行DP通讯前,若要使机器人动作,6单次报错应设为启用。
b)波特率设置按下F3进入[其他]-选择总站参数参数中的波特率应与PLC组态中的传输速度一致,若需修改,可通过F4[选择]进行更改。
c)I/O分配设置进入菜单-I/O-数字-ENTERPLC从站组态时地址分配为8 Byte Out,因此机器人中只需使用DI[1-64],将机架设置为67,插槽为1,开始为1。
注:PLC的输出(OUT)相当于机器人的输入(IN),插槽67代表PROFIBUS-DP 通讯。
按F3 IN/OUT切换至DO设置,同理,PLC从站组态时地址分配为10 Byte In,因此机器人中只需使用DO[1-80]。
重新设置I/O地址后图中状态一栏显示PEN表明设置正确为可用状态,此时应重启控制器,激活设置。
状态栏显示ACTIV时为可用并已激活,UNASG为不可用。
至此PROFIBUS-DP通讯设置完成,可通过STEP7读取查看是否通讯成功。
控制器D-NET板的24V供电可从外部引入,也可从控制器内的24V接入。
另外焊机D-NET板还需给其他模块供电,如下图所示。
12345b)拨码i)机器人控制器D-NET板拨码拨码开关总共6位,各位置可选拨码情况如下表所示,本文采用的是地址81的拨码方式。
ii)焊机D-NET板拨码根据实际需要对下图拨码旋钮进行拨码,S520旋钮为个位,S521旋钮为十位,如图拨码地址为11。
2.软件设置1)同时按住前一页、后一页,并开机,进入3控制启动。
进入控制启动之后的画面如下:2)修改1 F编号,可任意命名。
FANUC系统数控机床调试参数FANUC系统数控机床调试参数是指在使用FANUC系统的数控机床时,根据具体加工要求和机床性能进行调试和优化的参数设置。
通过合理的参数设置,可以提高机床的加工精度、加工效率和稳定性,确保加工质量和生产效率。
本篇文章将详细介绍FANUC系统数控机床调试参数的相关内容。
首先,我们来介绍一些常见的FANUC系统数控机床调试参数。
1.加工参数:包括进给速度、快速移动速度、加速度、减速度等。
这些参数直接影响机床的加工效率和加工质量。
根据加工材料、加工工艺和加工要求的不同,可以适当调整这些参数。
一般来说,进给速度越大,加工效率越高;而快速移动速度则直接关系到机床的定位精度和快速切换速度。
2.修整参数:包括修正工具半径、琢磨刀具半径、工件和加工曲线的变化。
这些参数主要用于修剪加工过程中产生的误差,并对加工误差进行补偿。
通过调整这些参数,可以减少加工误差,提高加工精度。
3.运动参数:包括插补精度、工具半径补偿、切削速度刚度等。
这些参数直接影响机床的运动精度和切削效果。
根据加工要求和机床的性能,可以适当调整这些参数,使机床在高速运动和切削过程中保持稳定。
4.伺服参数:包括伺服增益、速度反馈环、电流反馈环等。
这些参数主要用于调节数控机床的伺服系统,保证伺服系统的稳定性和响应速度。
通过合理调整这些参数,可以提高伺服系统的性能和精度,减少振动和误差。
5.轴参数:包括轴偏差补偿、轴运行速度、坐标系转换等。
这些参数主要用于调整数控机床的各个轴的运动精度和坐标系的转换。
通过合理调整这些参数,可以减少机床的位置误差和运动畸变,提高加工精度。
在调试FANUC系统数控机床时,需要根据实际情况进行参数设置和调整。
具体的调试步骤如下:1.根据加工要求和机床性能,确定需要调试的参数和范围。
2.设置机床的调试模式和参数修改权限,确保可以进行参数设置和调整。
3.逐一调试各个参数,根据实际情况进行调整,并记录下参数值和调试结果。
FANUC调试参数FANUC调试参数是指在FANUC机器人系统中,用于优化和调整机器人运行行为的一系列参数。
这些参数涉及到机器人的运动速度、加速度、精度、力控等方面,通过适当的调整可以使机器人实现更好的工作性能和效率。
下面将就FANUC调试参数作详细介绍,这里就不论这个参数在设置时是如何调整的,仅限于对它们的简单介绍。
1.速度参数:用于控制机器人的移动速度,包括关节速度参数和直线速度参数。
关节速度参数主要用于控制关节运动的速度,而直线速度参数用于控制机器人末端执行器的直线运动速度。
2.加速度参数:用于控制机器人的加速度,包括关节加速度参数和直线加速度参数。
关节加速度参数主要用于控制关节运动的加速度,而直线加速度参数用于控制机器人末端执行器的直线运动加速度。
3.精度参数:用于控制机器人的工作精度,包括位置精度参数和重复定位精度参数。
位置精度参数主要用于控制机器人末端执行器的位置控制精度,而重复定位精度参数用于控制机器人进行重复定位任务时的精度。
4.力控参数:用于控制机器人在与物体接触时的力量控制,包括力控增益参数和力控限值参数。
力控增益参数用于调整机器人对外界力量的感知能力,而力控限值参数用于限制机器人对外界力量的响应范围。
5.路径规划参数:用于控制机器人的路径规划行为,包括路径平滑参数和路径跟踪参数。
路径平滑参数用于调整机器人执行轨迹时的平滑程度,而路径跟踪参数用于调整机器人执行轨迹时的精度和稳定性。
6.坐标系参数:用于控制机器人的坐标系转换,包括基座标系参数和工具坐标系参数。
基座标系参数用于定义机器人工作空间的基准坐标系,而工具坐标系参数用于定义机器人末端执行器的位置和方向。
7.强制停止参数:用于控制机器人在异常情况下的停止行为,包括紧急停止参数和限位停止参数。
紧急停止参数用于定义机器人在发生紧急情况时的停止方式,而限位停止参数用于定义机器人在到达关节或坐标限位时的停止方式。
8.传感器参数:用于控制机器人与外界传感器的交互行为,包括传感器接口参数和传感器响应参数。
FANUC数控系统接线与调试介绍FANUC数控系统是一种专门用于控制机床运动的系统,它由主控器、显示器、操作面板、电机驱动器和各种传感器等组成。
接线和调试是使用FANUC数控系统的关键步骤之一,它涉及到对各个组件进行正确的连接和配置,以确保系统能够正常运行。
在接线和调试过程中,需要注意以下几个方面:1.主控器接线:主控器是FANUC数控系统的核心部件,它负责控制机床的运动。
在接线时,需要将主控器与其他组件进行正确的连接。
主控器一般包含电源插座、信号接口和通讯接口等接口,需要根据相关接口的要求进行正确的接线。
2.显示器和操作面板接线:显示器和操作面板是FANUC数控系统的用户界面,用于显示和设置机床的相关信息。
在接线时,需要将显示器和操作面板与主控器进行正确的连接。
一般情况下,显示器和操作面板通过数据线连接到主控器的相应接口上。
3.电机驱动器接线:电机驱动器是负责控制机床电机运动的组件。
在接线时,需要将电机驱动器与电机进行正确的连接,并将电机驱动器与主控器进行正确的连接。
电机驱动器一般包含电源插座、信号接口和通讯接口等接口,需要根据相关接口的要求进行正确的接线。
4.传感器接线:传感器是用于检测机床运动状态的重要组件。
在接线时,需要将传感器与主控器进行正确的连接。
传感器一般包含信号接口和电源插座等接口,需要根据相关接口的要求进行正确的接线。
在接线完成后,需要对FANUC数控系统进行调试,以确保系统能够正常运行。
调试过程中,需要注意以下几个步骤:1.系统软件安装与配置:首先需要进行系统软件的安装和配置,包括操作系统和数控系统软件。
安装完成后,还需要对系统软件进行相应的配置,以适应机床的具体要求。
2.系统参数设置:系统参数设置是调试过程中的一个重要环节,它包括对主控器、显示器、操作面板、电机驱动器和传感器等各个组件的参数进行设置。
通过设置系统参数,可以使系统更好地适应机床的特性和工作要求。
3.运动轴校准:运动轴校准是调试过程中的一个重要环节,它包括对机床各个运动轴的位置、速度和加速度等参数进行校准。
fanuc系统同步控制功能简介及调试流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!Fanuc系统是一种广泛应用于工业自动化领域的控制系统,具有强大的同步控制功能。
机 电 工 程 技 术 第49卷 第11期MECHANICAL&ELECTRICALENGINEERINGTECHNOLOGY Vol 49 No 11收稿日期:2020-06-08 DOI:10 3969/j issn 1009-9492 2020 11 069李强,申晓园.FANUC0i在SiemensProfibus总线中的应用[J].机电工程技术,2020,49(11):226-230FANUC0i在SiemensProfibus总线中的应用李 强,申晓园(江苏金方圆数控机床有限公司,江苏扬州 225127)摘要:某自动化工厂项目中有应用FANUC0i系统的单机设备和应用Siemens系统的自动化上下料机构,为解决两种不同的数控系统之间如何进行数据通讯的问题,以SiemensS7-315作为主站,将多台单机FANUC系统作为从站,组成完整的Profibus总线网络,再通过DP-Coupler模块实现与自动化上下料的Profibus总线进行数据通讯,从而将多台FANUC0i数控系统融入到整个自动化工厂的Profibus总线的控制方案中,实现整个无人化生产线项目。
关键词:汽车底盘自动生产线;FANUC0i;ProfibusDP;DP-Coupler;GSD文件中图分类号:TG659 文献标志码:A 文章编号:1009-9492(2020)11-0226-05ApplicationofFANUC0iintheSiemensProfibusSystemLiQiang,ShenXiaoyuan(JiangsuJinfangyuanCNCMachineCo ,Ltd ,Yangzhou,Jiangsu225127,China)Abstract:TherearesomeindividualmachineswithFANUC0icontrollerandasetofautomaticloadingandunloadingstructurewithSiemensS7inoneautomaticfactory ByusingoneSiemensS7-315asmasterstationandsixFANUC0icontrollersasslavestations,awholeProfibusnetworkwassetup ThroughDPcouplermodule,datacommunicationwithProfibusbusforautomaticloadingandunloadingwasrealized,sothatmultipleFANUC0inumericalcontrolsystemswereintegratedintotheProfibuscontrolschemeofthewholeautomaticchemicalplant,andthewholeunmannedproductionlineprojectwasrealized.Keywords:automaticproductionlineoftruckframe;FANUC0i;ProfibusDP;DP-Coupler;GSDfile0 引言随着近年来工业4 0推动自动化技术的蓬勃发展,总线通讯技术应用更加成熟,尤其是德国西门子公司推出ProfibusDP总线,以其高可靠性及高传输速度成为应用十分广泛的现场总线技术。
案例背景:FANUC国内某客户为最终用户搭建的一条自动化加工生产线由3台配置0i-MD系统的立式加工中心、3台FANUC机器人及送料机构组成,主站采用西门子SIMATIC S7-300 PLC,机床系统、机器人、送料机构均为从站,主、从站通过PROFIBUS总线建立通讯。
解决过程1PROFIBUS从站功能确认
根据下图所示诊断位,可以确认系统是否具有PROFIBUS-DP SLAVE(A02B-0320-S732 )的功能。
PROFIBUS 从站功能诊断号
解决过程2PROFIBUS 从站设定
对于PROFIBUS中的从站,需要正确设定从站号和地址方能与主站正常通讯。
本例中0i-MD系统作为从站,故应向主站S7-300提供相应的GSD文件。
由此文件中获取从站的设备版本号、定义支持的协议、设备类型、设备硬件及软件版本号、ID信息、支持的波特率、信息长度、诊断信息含义、输入输出模块可选范围等。
1)主站校验从站的ID 号(即:需从站GSD 文件考入主站设定区)设定从站参数;
2)主站校验从站模块配置,分配对应的IO 地址;
3)主从站的循环IO数据交换。
PROFIBUS 从站设定画面
PROFIBUS 从站状态画面
解决过程3PROFIBUS 主从站连线通讯
从站设定完成后,通过监控软件可以确认,当前主、从站已经建立了正常通讯,此时便可通过主站IQ信号与CNC(从站)通讯,从而可以对CNC、机器人以及送料机构进行联动调试,最终实现整条生产线的正常运行。
PROFIBUS 调试总结本文将以在机械手上设置Profibus总线的过程为基础,介绍Profibus功能在FANUC系统中的应用。
其中,机械手使用的是FANUC 32i—A与SIEMENS的Repeater模块、DP/DP Coupler模块、GE的QuickPanel屏模块、HMS的Anybus 模块、Balluf的I/O模块相连,其结构以FANUC 32i—A为Master,其余模块为Slaves。
一、CNC Setting Tool 软件设定介绍相对于西门子系统的Profibus 总线已经用于其系统与I/O 相连等(系统可以自动设置,无需人工设定),而FANUC 系统的Profibus 功能则需要人工设定,方式有两种:a.通过CNC Setting Tool 软件设定;b.手动设定。
在这里将对CNC Setting Tool 软件设定进行介绍。
首先安装FAUNC CNC Setting Tool 软件(用于Profibus 设定),这里不作赘述。
打开该软件,如下图:右键点击“Type/Machine name”打开Machine Property 页面,如下:任意设定勾选使用PROFIBUS功能NC侧的IP地址使用默认设置即可设定完以上画面后点“OK”。
则将出现以下画面:左键双击“PROFIBUS ”,出现以下画面:数据文件名称和备注点击“OK”,弹出以下对话框:供用户来选择从站的Profibus 的类型,这里选择“655B”点击“OK”,弹出以下对话框:双击,可进行总线参数设定右击,可进行子站的添加和参数设定各子站的DI/DO地址、诊断地址设定,以及操作指示地址的设定上述 3 项的设定顺序是从上到下依次设定。
如果Profibus 上连接了多个子模块可以将其逐个添加到Profibus 上。
双击“Bus Parameter”,弹出总线参数设置对话框:总线波特率设置在进行子站的添加和参数设定前,首先应将外围的Slaves子站的GSD文件导入到软件内部,以备添加slave 子站时由软件自动加载其特性。
操作如下图:在弹出的对话框中:导入GSD文件显示手动导入的GSD文件导入GSD文件后,点击Close即可。
PS:在导入GSD文件过程中,可能会跳出以下提示框:这主要是由于本GSD文件不兼容当前系统所造成的,此时可以联系本模块的供应商,让其提供更高版本或兼容当前系统的GSD文件。
此外,我们也可以用写字板打开GSD文件:由上可以看出,本版本(V1.10)的GSD文件适用当前的FANUC系统,而之前产生报警的V1.7版本则没有兼容FANUC系统的提示,默认为适合西门子系统。
GSD文件正确导入完毕后,右键点击“Connection Slaves”,弹出菜单选择“Add Slave”就可以添加Slave子站了:PS:点击“Edit”按钮,可以编辑该Slave 的编号,此编号取值范围为“2~127”,“1”被Master占用。
各子站的号码需要和各自模块上设置的站地址(设置详见下面各模块的介绍)一一吻合,否则Slave和Master将无法正常通信。
逐个点开各Slave 子站,双击“Detail Slave Parameter”,即可打开右边的Slave 子站参数细节。
PS:1、其中的Group Ident 项,对于不同的slave 子站可以设定不同的值,亦可不设。
2、在设定Slave 参数完毕之后,要将“Lock Req”=ON,“Unlock Req”=OFF,否则Master 和Slave 间无法正常交换数据。
3、从上图可以看到:DP/DP Coupler的Slave: “User Prm Data”长度=8 字节,“Slave User Data”长度=0 字节。
对于某些模块,如Balluf的I/O模块,还需要为其上的每个信号点设置是常开还是常闭的输入/输出属性,否则其模块会自己显示报警。
在这里,依次点击打开“Extended User Prm Data”和其下属的“Slot[000] [BIN DI16]”选项,双击各信号点进行设置:设置常开/常闭属性PS:此处的点属性不能随意设置,应找到其模块的说明书进行设置,如本模块设置便有以下说明进行限制:最后,在所有Slaves 子站设定添加完毕之后,可以双击“Connection Slaves”在弹出画面里面将目前添加的Slaves使能:PS:可以点击“All Enable”使所有添加的Slaves 使能,或者仅在对应的Slaves前面的方框中点击,使其成为“□√”即可使对应的Slvae 使能。
对于未使能的模块,NC侧亦能显示其节点存在,但不能正常参与PROFIBUS上的通信。
使能设置完成后,接下来便需要进行PMC地址分配。
首先,进行模块类型添加:选择Add Moudule ,弹出以下对话框:选择对应的Slave 子站,逐个进行模块类型添加与设置:为其分配输入/输出字节数PS:此处分配的输入/输出字节数应与各模块自己设置的输出/输入字节数相吻合,否则NC侧会显示报警,PROFIBUS显示Error。
模块添加完成后,双击“DI/DO Data”选项,显示以下画面:分别双击各模块,为其配置首地址:双击此行分配DI/DO首地址PS:此处的的R 地址不要与梯形图中使用过的R 地址重复(下面的诊断地址和操作指示地址也是如此),然后点“OK”即可。
I/O地址分配完毕之后,即可显示如下画面:接下来进行诊断地址分配,双击“Diag Data”选项:分配诊断首地址和其字节长度诊断地址分配完成后,双击“Operation Mode”选项,分配操作指示地址:PS:操作指示R 地址的第6位、第7位将组合显示Profibus总线的状态(处于断线/停止/清除/操作状态等),然后点“OK”即可。
至此,软件设置全部完成,可以通过主菜单“Communication”将以上配置传入NC侧(PC 与NC 之间连接可以通过以太网口或者PCMCIA 口)。
当然亦可使用“File”中的“Save”来保存此次配置。
附注:如何将其他人电脑上配置好的PME文件导入自己电脑1、让电脑显示隐藏文件及文件夹;2、进入C:\ProgramData\FANUC\FANUC_CNCTOOL\data\SGM\PROFIBUS目录,其中,ProgramData是隐藏文件夹,SGM\PROFIBUS是自己在PROFIBUS Setting Tool软件中新建的Machine Property,具体如下图所示:3、将GSD 文件导入C:\ProgramData\FANUC\FANUC_CNCTOOL\GSD\SLAVE 目录下即可。
4、第一次使用PROFIBUS Setting Tool 软件,导入GSD 文件后,双击相应的PME 文件时,软件还会逐个提示导入相应子站的GSD 文件,此时只要根据提示导入步骤3目录下相对应的GSD 文件即可。
二、DP/DP Coupler模块站地址设定介绍DP/DP Coupler用于连接两个Profibus—DP主站网络,以便在这两个主站网络之间进行数据通讯,数据通讯区最高可以达244字节输入和244字节的输出。
DP/DP Coupler模板面板图如下:PS:图上的“DIA”按钮拨到左边为“ON”,其余按钮均是拨到右边为“ON”。
DP/DP Coupler实物图如下:DIA应拨到左边各拨码开关的含义如下表:DP/DP Coupler模块指示灯及意义如下图所示:通过模块指示灯的指示状态,可以对网络及模块工作状态进行初步的诊断,详细的诊断信息需要通过用户程序进行读取。
ON1及ON2的含义如下表:注:DP/DP Coupler模块采用冗余供电方式,可以只供一路电或者供两路电,但一般建议进行两路供电。
通过SF1、SF2、BF1、BF2读取的诊断状态信息如下表:当DP/DP Coupler模块配置完毕,处于正常通信状态时,应只有供电指示绿灯亮。
三、QuickPanel屏模块站地址设定介绍QuickPanel屏模块的站地址设定分两部分,一部分是QuickPanel屏后方的拨码设置,一部分是用GE FANUC的Proficy Machine Edition软件对其进行Profibus站地址的设置。
这两部分都必须设置且设置成一样,并且其还要与CNC Setting Tool 软件分配给QuickPanel屏模块的站地址相吻合。
QuickPanel屏后方的拨码设置图如下:拨码设置站地址Proficy Machine Edition软件对其进行Profibus站地址的设置图如下:四、Anybus模块站地址设定介绍Anybus模块的站地址设定也分两部分,一部分是Anybus上的拨码设置,一部分是用Anybus Configuration Manager软件对其进行Profibus站地址的设置。
同样,这两部分都必须设置且设置成一样,并且其还要与CNC Setting Tool 软件分配给Anybus模块的站地址相吻合。
此外,由于Anybus是将其它非Profibus总线通讯协议的单元数据通过其转换成符合Profibus总线通讯协议的模块,因此其上设置的数据长度必须和CNC Setting Tool 软件给其分配的数据长度一致。
在本例中,Anybus连接的是SIEMENS的MV440相机,相机与Anybus之间的数据传输采用RS232协议,因此,Profibus总线的数据长度设置成一致。
Anybus上的拨码设置图如下:拨码设置站地址Anybus Configuration Manager软件对其进行Profibus站地址的设置图如下:相机与Anybus之间的数据传输长度设置图如下:与CNC Setting Tool 软件分配给Anybus模块的数据长度一致,否则Profibus报警,总线通讯有误。
五、Balluf I/O模块站地址设定介绍Balluf I/O模块站地址的设定只需拨码设置即可,如下图所示:拨码设置站地址由于Balluf I/O模块直接连接传感器或者电磁阀等,应此还必须对其上的每个信号引脚分配常开/常闭属性(见之前的CNC Setting Tool 软件里的介绍)。
六、NC侧Profibus状态界面介绍NC侧的Profibus状态界面可以给我们指示当前Profibus总线上每个节点的通讯状态,借此可以很好的了解每个节点上存在的设置错误。
其中,ERR:表示此节点处于ERROR状态中O:表示此节点可以正常通信IDENT下框的说明如下:当硬件连接正常时(与软件模块地址配置正常无关)上面有数字,否则其值为零。
可能原因:1、节点本身站地址(软件和硬件设置)配置不正确;2、连接的节点的PROFIBUS线连接松动等原因造成其中电阻过大。