汽轮机轴封间隙调整
- 格式:pdf
- 大小:971.19 KB
- 文档页数:2
热力透平THERMALTURBINE Voa.50No.2 Jun.2021第50卷第2期2021年06月文章编号:1672-5549(2021)02-0135-04汽轮机汽封碰磨轴振问题的处理措施刘亿鑫S赵新宇2,赵志强2,王闯2,马海波2(1.华电內蒙古能源有限公司,呼和浩特010020;2.华电內蒙古能源公司包头发电分公司,包头014000)摘要:某600MW汽轮机大修并网后发生轴振大的现象,且振动与负荷相关联。
根据机组振动曲线,结合大修期间对汽封进行改造的情况,判断振动原因为汽封刷毛与转子间隙不足引发的碰磨。
通过采取动静部件充分磨合的方法,相互接触的部分被摩擦掉,并通过在安全区域延长暖机时间的方法,动静部件得以充分膨胀,最终消除了机组因碰磨引起的振动大的问题。
研究成果可为同类型机组解决汽封碰磨轴振问题提供参考。
关键词:汽封;碰磨;汽轮机;转子振动中图分类号:TK267文献标志码:A doi:10.13707/j.-nki.31-1922/th.2021.02.014Treatmenit for Turbine ViCration Causef by RubbingBetween Sealing and RotorLIU Yixin1,Z4(0Xinyu2,ZH40Zh,ang2,DG Chuang2,M44a,o2(1.Huadian Inner Mongolia Energy Co.,Ltd.,Hohhod010020,China;2.Huadian Inner Mongolia Energy Co.,Ltd.Baotou Power Branch,Baotou014000,China)Abstract:Aoteetheoeeehauaooa600MW steam tuebine,itwasobseeeed thattheshaoteibeation wasseeeee, which waseeaated totheaoad change.Accoedingtotheeibeation cueeeootheunitand consideeingthecaseoothe seaaingeepaie,itwas.udged thatthecauseootheshaoteibeation wastheinsu o icientcaeaeancebetween theseaaing brush and the rotor.Through sufficient rubbing between rotating and stationa/parts of the unit,the touched parts were rubbed out.Meanwhile,the rotating and stationa/components were sufficient—expanded by overtime of unit warm up.As a result,the problem of vibration caused by rubbing was eliminated-The research result can provige reference for dealing with the problem of vibration caused by rubbing between sealing and rotor.Key words:sealing;rubbing;steam turbine;shaft vibration为了使机组能够安全稳定运行,汽轮机动静部分之间需留有合适的径向间隙,但间隙大会使漏汽量增加,从而降低机组效率。
论汽轮机轴封系统存在的缺陷及其解决对策作者:周世龙来源:《商品与质量·消费视点》2013年第03期摘要:汽轮机轴封系统对企业安全生产具有重要意义。
现阶段,我国汽轮机轴封系统存在一些问题,本文从我国汽轮机轴封系统在运行中出现的一些问题分析入手,阐述其问题的原因,提出解决该缺陷的对策。
关键词:汽轮机轴封系统;缺陷;对策汽轮机轴封系统的功能是在转子穿出汽缸处,防止空气进入汽缸或蒸汽由汽缸漏出。
并回收汽机的汽封漏汽,利用其热量加热部分凝结水,同时还可抽出汽机轴封系统的气体混合物,防止蒸汽漏出到机房或油系统中去。
这一功能对维持机器正常运转,保证企业安全,保养机器有很重要的作用。
一、汽轮机轴封系统概述汽轮机轴端汽封(简称轴封)的作用主要表现为:一是防止高中压汽缸内的压力蒸汽从轴端向大气中泄漏,造成汽轮机油中进水和环境污染;二是防止大气中的空气从低压缸的轴端漏入低压排汽中,造成凝汽器真空降低、循环热效率减低、抽真空功耗增加,同时由于低压缸排汽压力升高造成低压叶片过负荷、低压缸振动,威胁机组安全运行。
汽轮机轴封系统。
汽轮机轴封系统分为轴封供汽系统和轴封回汽系统两部分, 300 MW 汽轮机轴封系统设计为正常运行中汽轮机轴端密封供汽为自密封系统,即高中压缸轴端泄出的压力蒸汽经过减温后供低压缸的轴端密封。
轴封回汽系统是将高、中、低压缸轴端的最末端的汽、气混合物回收至轴封加热器,回汽中的蒸汽凝结成水回收至凝汽器、回汽中的空气经轴抽风机排至大气,确保汽轮机轴端无蒸汽漏出。
二、轴封系统运行中出现的问题分析设计上,负荷在额定负荷的25%以上,高中压缸汽封X腔室肯定是正压,不会影响凝器真空,而低缸汽封X腔室随负荷的升高,密封蒸汽量增大,才能维持X腔室正压,满足运行真空。
1.高中压缸轴封间隙调整过大或轴封与转轴在运行中发生磨擦实践得知,25%额定负荷以上时漏入X腔室蒸汽量变大,轴封母管压力升高,漏入Y腔室的蒸汽量增大,Y腔室可能会形成正压。
汽轮机汽封间隙调整及解决方法【摘要】在进行汽轮机本体安装和检修工作中,汽轮机汽封间隙调整是其中最为关键的工序之一,他直接关系到整个汽轮机组的安全性和经济性,在我们参加的10多台大型国产汽轮机组安装、检修过程中发现很多由于施工人员经验和工作方法不正确而导致的机组运行的不稳定,现将易出现的问题整理如下,跟大家共勉。
【关键词】汽轮机;汽封调整;方法引言汽封调整的目的是通过对汽缸部套、汽封块的调整,在保证安全的前提下,使汽封间隙处于标准范围内并趋向最小值。
这样才能保证多级汽轮机各级间减少漏汽损失,提高机组热效率。
汽封间隙的测量调整工作在轴系中心及隔板和轴端汽封套洼窝中心调整好之后进行。
测量汽封径向间隙通常有两种方法:一是贴胶布法:二是压铅丝法。
两种测量方法中,第二种要比第一种测量准确,而且比较真实。
对于汽封间隙调整出现偏差,找出了现行调整工艺存在的主要问题有:(1)未考虑猫爪热膨胀对汽封间隙的影响;(2)加工、测量偏差对调整的影响(3)施工人员工艺水平对调整造成的影响;(4)转子垂弧对汽封间隙的影响(5)未考虑转子垂弧对汽封间隙的影响:2 存在的问题分析及解决措施2.1 猫爪热膨胀对汽封间隙的影响高压汽轮机的汽缸尽管在汽缸结构上各不相同,但其支承分为下汽缸猫爪支承和上汽缸猫爪支承二种。
下汽缸猫爪支承方式,汽缸猫爪的支持平面低于机组的中心线,则运行时猫爪温度将高于轴承座的温度,使缸内汽封洼窝中心抬高,造成汽封下部间隙减小,甚至产生碰磨。
猫爪支承处轴封洼窝中心抬高的数值大小跟猫爪的尺寸、猫爪的温度和支持形式有关。
假如猫爪高度H为t50m/m,猫爪平均温度为250℃,相应这部分轴承座的温度为80℃,线膨胀系数取Q=L 2×lo-5/℃。
则轴封洼窝中心的抬高值为:△H=Q HA t=1.2×10-5×150×(250—80)=0.3[m/m,即轴封洼窝下部间隙将减少0.3lm/m,而上部间隙将增大0.3tm/m。

发电厂超临界汽轮机通流间隙的调整摘要:汽轮机汽封径向通流间隙的测量调整是整个汽轮机检修过程的核心,以国内某电厂超临界机组汽轮机高中压缸汽封径向通流间隙的测量调整为例,采用压铅丝法测量方法和半实缸结合模拟全实缸状态调整方案,结合现场检修过程中的实际情况和问题,对常规调整方案和工艺进行改进和优化,在保证机组检修质量的前提下,大幅缩短检修工期,有效提高了检修工作的质量和效率。
关键词:发电厂超临界;汽轮机通流间隙;前言:汽轮机通流部分经济性, 存在着各种多变的影响因素, 例如汽封间隙改变、通流部分叶片表面结垢、叶片叶型受损、叶片表面粗糙度增大等。
但现场工作中, 由于缺少一种实用的方法或工具对影响汽轮机通流部分经济性的各项因素进行定量分析和计算, 造成汽轮机大修中无法确定检修重点和主要控制目标。
一、影响发电厂超临界汽轮机通流效率因素的作用机理分析1.蒸汽泄漏偏离设计状态。
汽轮机内部各种位置汽封及缸内的泄漏均属于这种类型。
蒸汽泄漏偏离设计, 直接造成部分蒸汽无法在级内正常做功, 从而影响汽轮机效率。
2.表面粗糙度增加造成额外的磨擦损失。
例如, 在高压缸内, 通流级相比中、低压缸而言在更高的雷诺数下运行, 雷诺数越高, 边界层厚度越薄, 则表面粗糙物更易于穿越层流区, 产生额外的磨擦损失。
3.固体颗粒侵蚀的作用机理。
固体颗粒侵蚀可直接造成汽轮机通流效率的降低及运行成本增加, 其主要原因如下: 动叶进口汽流角度处在非设计状态,动叶及静叶的型线损失静叶片上的汽流分离,颗粒物造成的径向叶顶汽封间隙增加这些原因中汽轮机叶片表面粗糙度增加, 可由叶片表面粗糙度增加的影响因素来进行分析;径向叶顶汽封间隙增加, 可由汽封间隙增加的影响因素来进行定量分析。
4.叶片表面沉积物的作用机理。
叶片表面的沉积物会产生两个效果, 一方面是由于沉积物使叶片表面粗糙度增加, 降低了通流级的效率;另一方面, 由于表面沉积物的存在, 使叶片之间通流面积减少。
汽轮机隔板中心和汽封径向间隙调整的工艺优化[摘要]在进行汽轮机本体的安装和检修工作中,隔板中心调整和汽封间隙调整是其中最为关键的工序之一,它们直接关系到整个汽轮机组的安全性和经济性。
而现在对隔板中心及汽封径向间隙的测量方法比较多,但基本都是依据各自经验,对于施工指导不够详尽。
通过以越南沿海一期工程为实例,对汽轮机安装过程中隔板中心和汽封径向间隙的调整方法的优化,使得越南沿海一期两台机组的调整时间极大缩短,在项目的按期履约和成本控制方面起到了非常重要的作用。
[关键词]隔板中心;汽封径向间隙;调整及优化1概述随着全球变暖问题日益受到重视,气候变化问题逐渐演变为政治问题。
为实现中国政府对国际社会作出的“力争2030年前碳达峰、2060年实现碳中和”的承诺,大型火力发电企业如何深挖潜能、节能降耗,提高机组的安全性和经济性是未来很长一段时期生存和发展必须面临的严峻问题。
提高汽轮机效率,是提高全厂经济性的途径之一。
其中隔板中心和汽封径向间隙是影响汽轮机组热经济性的重要因素。
据有关资料介绍,高压缸前汽封间隙每增加0.10mm,轴封漏气量就会增加1~1.5t/h,高压隔板汽封间隙每增加0.10mm,级效率降低0.4%~0.6%[1]。
将隔板中心相对于转子调整到同心,可以减少后续汽封间隙调整量,缩短工期。
隔板中心和汽封径向调整的优化对于机组的合理能耗控制和节能降耗方面具有非常重要的作用。
2调整方法优化2.1隔板中心调整隔板中心测量方法有四种:拉钢丝测量法、假轴测量法、激光测量法、利用转子测量法[2]。
其中用转子测量隔板中心,不会产生测量工具与转子挠度的误差,测量数据精确。
测量方法:左右采用内径量表测量,底部采用铅块压(如图1),然后用游标卡尺测量铅块厚度,最终得出一组数据(如图2),即a、b、c。
图1 测量方法示意图调整方法:左侧调整量= b- c (数字为正加垫片,数字为负减垫片);右侧调整量= a - c (数字为正加垫片,数字为负减垫片)。
浅谈汽轮机安装检修中的间隙测量与调整摘要:汽轮机是利用蒸汽热能做功的旋转式原动机,汽轮机本体结构通常由转动部分和固定部分组成。
转动部分主要有:叶片、叶轮、主轴和联轴器等部件;固定部分主要有:汽缸、蒸汽室、喷嘴组、隔板、隔板套、汽封、轴承、轴承座和机座等部件组成。
汽轮机的大修及安装施工复杂,要求精度高。
汽轮机大修、安装中过程中按照技术要求,对台板,键,汽封,轴瓦等配合间隙调整。
这些间隙影响的汽轮机的振动,热膨胀,中心及效率等,此项工作是汽轮机安装检修的重要内容。
关键词:汽轮机安装检修;间隙消除;间隙测量;间隙调整1、汽轮机安装中台板垫铁间隙的消除汽轮机的大修及安装大部分时间在调整间隙值,文章针对双抽汽凝汽式汽轮机机组检修安装过程中间隙及调整方法分析和阐述,给出标准,总结调整技巧,确保汽轮机各部件安装的准确到位,避免汽轮机出现碰磨、膨胀受限、受力振动等问题,保证机组动而不偏,转而平稳。
汽轮机安装过程中用于放垫铁的混泥土基础与垫铁,垫铁与台板,台板与汽缸或轴承座接触面都必须充分的接触。
消除间隙,有效减少机组运行时的振动。
1.1基础的研磨基础研磨在土建基础检查合格交接后进行,确定垫铁位置。
以研磨好的垫铁做基准,用磨光机打磨垫铁轮廓内的区域,再垫铁上涂红丹,与垫铁位置研磨后打去高点。
研磨时要同时保证这个区域的水平度和平面度,与垫铁面接触面积75%以上,0.03mm塞尺塞不进。
1.2垫铁及台板研磨研磨垫铁以台板为基准,在台板上涂红丹,然后将垫铁放在台板上研磨,用磨光机打去高点,反复直到高点均匀分布,接触面积75%以上合格。
1.3间隙消除在轴承座和缸体找平找正后用0.03mm塞尺检验基础与垫铁,垫铁与垫铁,垫铁和台板以及台板和轴承座之间的间隙,如果有要及时消除。
方法和研磨台板类似,处理时要兼顾到调好的水平和中心。
2、汽轮机安装检修中间隙的测量调整2.1滑销系统间隙的调整机组在启动或加负荷时,由于受热,汽缸以各个膨胀死点为中心向四周移动膨胀,本体设置的各个横向、纵向键进行引导,确保按照规定方向膨胀,保证汽轮机各部件不跑偏,产生动静碰磨,滑销系统需设置合适的间隙配合。
一、汽封的结构及原理汽轮机的汽封主要包括隔板汽封,叶顶(围带)汽封和轴端汽封。
汽封的工作原理主要是利用截面变大、蒸汽膨胀,使得压力变小,经过多次截面变大,压力变小,使得蒸汽压力与轴封蒸汽压力相等,停止向外流动,轴封蒸汽压力平衡仍然利用截面变大、压力变小的原理,经过冒汽封之后,使轴封压力与大气压力相等,不再外漏。
通过实践证明,高压缸前汽封间隙每增加0.10mm,轴封漏汽量就会增加1-1。
5t/h;高压部分各级隔板汽封间隙每增加0。
10mm,级效率将降低0.4%—0。
6%,如果隔板汽封漏汽量增加,转子的轴向推力将加大,在一定程度上会影响汽轮机的安全运行。
因此,汽封间隙必须按照设计标准进行调整,而调整之前准确的测量汽封间隙就成了前提条件。
二、汽封间隙的测量方法1.用塞尺测量汽封间隙:塞尺测量汽封间隙是一种最直接而又准确的方法,但是只适合测量可以看见的部位,主要包括下半结合面两侧和轴端汽封最外一圈等。
在测量中分面两侧汽封齿径向间隙时,在汽封块背弧处用一个特制的工具将其楔死,防止塞汽封间隙时,汽封块发生退让,产生假间隙。
测量时应一个齿一个齿的测量,并按顺序作好记录.在测量之前,转子应放在工作位置,即转子推力盘要靠死推力轴承工作面,且K值符合设计要求.根据汽封块的大小和宽窄选择合适规格的塞尺,尽量往深处测量。
发生卡涩时先检查汽封块是否有毛刺,以免测量不准确.测量高低齿时如果塞尺太宽不能塞入时可将塞尺裁成比齿间轴向间隙略小的专用塞尺,但裁完后要将每片打磨干净,不得有卷边和毛刺等,以免测量误差过大。
2.用压铅丝法测量汽封间隙:在测量汽封间隙时,为了能够全面、真实的反映汽封间隙情况,所以采用压铅丝的方法测量。
根据不同的汽封间隙要求选择合适的铅丝(铅丝太粗会造成阻力大压出来不准确,而铅丝太细会发生间隙过大时压不着,而造成不知调整量的情况),并用胶布粘放在汽封齿(整圈)上。
压铅丝法测量汽封的步骤:1)前期准备。
如果弹簧片的弹力较小,压之前需要用竹楔或木楔之类的东西将汽封块背死以防止汽封块退让而使压出的痕迹不准确;2)铅丝的选择。
汽轮机汽封间隙调整方法与工艺苏善政摘要:目前国内新装机组均以提高机组热效率为首要目标,在工程建设全过程实施精细化管理,提高投产质量。
对施工单位安装工艺要求也越来越高,作为施工单位我们着手于汽轮机通流间隙的质量控制,目的是通过减小汽轮机径向间隙,提高机组热效率。
汽轮机径向间隙减小对机组热效率的提高具有决定性作用,本文从保证安装质量出发,针对汽封间隙调整过程进行探索、总结,并在工程中加以应用和推广。
同时也将对我公司其他工程同类机组安装具有指导意义。
关键词:汽封间隙;方法;工艺1、汽封间隙调整的重要意义在汽封间隙调整问题上确实存在着安全与经济的矛盾。
汽封间隙调整的目的是通过对汽缸隔板、隔板套、汽封套和汽封块的调整,在保证机组安全可靠的前提下,使汽封间隙调整在标准范围内并趋向最小值。
这样才能保证汽轮机各级间减少漏汽损失,提高机组热效率。
汽封间隙调整是汽轮机安装中一项重要工作,是影响汽轮机热效率的主要因素,也是耗费工时和人力、影响安装进度的关键工序。
2、汽封调整前的准备2.1调整前的技术准备2.1.1 组织施工人员熟悉汽封调整厂家提供的相关资料,尤其是汽封的结构、安装工艺、安装注意事项等。
2.1.2熟悉汽轮机厂提供的汽轮机出厂质量证明书、厂供设备图纸,记录并熟悉汽轮机各轴承箱油挡洼窝和高中、低压缸内各部套洼窝偏心设计值,以便准确调整、找正各部套位置。
2.1.3熟悉汽轮机厂提供的汽轮机本体通流部分汽封图纸,记录并熟悉汽轮机本体通流部分径、轴向汽封间隙设计值。
2.1.4根据上述数据,召开专题会,与汽轮机厂工代、汽轮机厂质保部、监理、专家组等相关专业技术人员共同讨论并最终确定汽轮机本体通流部分汽封间隙调整标准(包括汽封齿轴之间径向间隙、整圈膨胀间隙、退让间隙等)、汽封调整工艺和方法等。
确定调整标准:取高中压、低压所有通流间隙原有设计值(厂家图纸)的下限值做为新的名义值,名义值的公差取—0.10mm~0mm。
2.1.5对汽轮机安装人员详细讲解汽封径向间隙调整、调整的工序、工艺、注意事项等,提高、加深主要施工负责人对此项工作的认识。
汽轮机轴封系统常见问题分析及对策发表时间:2020-01-09T09:20:29.577Z 来源:《当代电力文化》2019年 17期作者:苗原青[导读] 在介绍了轴封系统作用及控制逻辑特点之后,针对轴封供汽参数引起的问题摘要:在介绍了轴封系统作用及控制逻辑特点之后,针对轴封供汽参数引起的问题,从供汽汽源、疏水系统、减温水、汽源切换速度、轴封系统布置以及控制逻辑等方面分析了原因,并对目前存在的单机运行机组情况进行了分析,提出了相应的建议,为机组的安全稳定运行提供了保障。
关键词:轴封系统;供汽参数;单机运行;控制逻辑;汽源切换速度1 轴封系统概述轴封系统的作用是向汽轮机本体和给水泵汽轮机的轴端提供密封蒸汽,并将端部漏汽回收至轴封加热器,进一步加热凝结水,避免工质浪费。
在汽轮机高压区域,轴封作用是防止蒸汽向外泄露,在低压区域,则是防止外界空气漏入汽轮机内部,确保机组真空和安全运行。
300MW及以下容量机组轴封系统供汽一般由外部汽源供给,轴封系统结构复杂,为防止高压蒸汽泄漏,高压缸轴封较长,前轴封可达六个腔室,分别根据不同腔室蒸汽参数将其引至相应参数的抽汽管道或低压加热器,其中最外腔室为与空气混合的回汽,引至回汽母管送到轴封加热器。
600MW超临界及以上容量机组轴封系统已实现自密封,即在高负荷时,高中压缸漏汽和主汽门及调门漏汽量可满足低压缸供汽需要,无需外部供汽汽源。
其轴封结构相对简单,高压缸前轴封为四个腔室后轴封为三个腔室,中低压缸均为两个腔室。
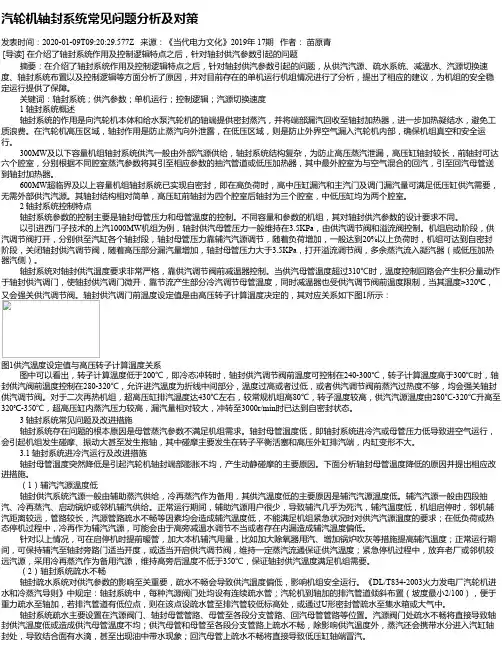
2 轴封系统控制特点轴封系统参数的控制主要是轴封母管压力和母管温度的控制。
不同容量和参数的机组,其对轴封供汽参数的设计要求不同。
以引进西门子技术的上汽1000MW机组为例,轴封供汽母管压力一般维持在3.5KPa,由供汽调节阀和溢流阀控制。
机组启动阶段,供汽调节阀打开,分别供至汽缸各个轴封段,轴封母管压力靠辅汽汽源调节,随着负荷增加,一般达到20%以上负荷时,机组可达到自密封阶段,关闭轴封供汽调节阀,随着高压部分漏汽量增加,轴封母管压力大于3.5KPa,打开溢流调节阀,多余蒸汽流入凝汽器(或低压加热器汽侧)。

330MW汽轮机汽封改造优化分析近年来,随着社会主义市场经济的迅猛发展和科学技术的不断进步,电力企业的改革创新也如火如荼。
为了满足现在社会人们对电力的需求,各电力企业必须结合自身的实际情况与社会发展的需要,对330MW汽轮机进行相应的汽封改造,并且根据汽轮机高、中、低压缸汽封的实际情况进行科学合理的创新改革,这就要求工作人员对330MW汽轮机低压缸汽封的原理深入掌握和了解,這样才能从根本上对汽轮机进行汽封改造和优化。
改造之后的330MW汽轮机不但能够降低整体运行过程中的热能损耗,还可以提高机组的运行安全和经济效益。
标签:330MW;汽轮机;汽封改造;高压缸;中压缸随着社会经济的飞速发展,汽轮机通流部分设计在计算流体力学的推动下有了较大进步,漏汽损失治理逐渐成为提高汽轮机效率的主要手段。
汽封性能的优劣,不仅影响到机组的经济性,而且影响机组可靠性。
因此本文对于汽轮机汽封的形式做了简单的介绍,就刚性密封盒柔性密封的主要特点和汽封结构进行了分析。
330MW汽轮机组的运行和各参数都影响着整体机组的运行效率,密封状态的完好性也是机组安全运行的重要因素,合理的密封形式会降低流通部分的损耗,提高机组的经济性能。
1、330MW汽轮机汽封形式1.1 刚性密封的汽封结构梳齿汽封是刚性汽封的主要密封形式,其中梳齿汽封是应用最为广泛的一种。
汽封是影响汽机热效率c的非常重要的因素,在梳齿汽封中,气流通过缝口之后会在膨胀室内有动能变成热能,但是由于通过缝口后的气流一般都只向一侧进行扩散,因此气流并不能在膨胀室内进行充分的能量转换,动能向热能的转换不够完全,这时就会造成透气效应,影响传统梳齿汽封效果的密封效果。
1.2 柔性密封的汽封结构柔性密封的主要汽封形式是刷式汽封,刷式汽封前面板、后面板和两者之间的金属刷丝组成的,这种金属刷丝是高密度高温合金细金属,在使用时刷丝要有一定的角度,以便吸收转子的偏移量。
柔性刷式汽封可以更好的适应转子的变形和偏心运动,即便是在零接触的情况下也不会产生过多的热量,因此可以在减小密封间隙的同时保证机组的安全运行。
汽轮机投轴封的注意事项
1. 一定要确认轴封系统完好无损啊!就好比你要出门,总不能穿双破鞋子吧!比如说,上次那个机组,就是因为轴封有点小问题,结果后面出了一堆麻烦呢。
2. 投轴封的时候,温度的控制太重要啦,这可不能马虎!就像煮汤,火候大了小了都不行。
记得有一次,温度没控制好,哎呀,那可真是糟糕。
3. 注意轴封蒸汽的压力哦,这可不是闹着玩的!就像拔河,力量得恰到好处。
之前有一次压力没调好,弄得大家手忙脚乱的。
4. 汽水混合物的排放要及时呀,不然可就麻烦大啦!这就像是家里的下水道,不及时清理就会堵啊!之前我们就遇到过因为没及时排放,差点出大问题的情况呢。
5. 别忘了观察相关仪表的数据,这可是你的眼睛呀!想象一下你闭着眼睛过马路,多危险呀!那次就是有个数据没注意,差点酿成大祸。
6. 投轴封的操作要细心再细心,不能有一丝差错!这就跟走钢丝一样,必须小心翼翼的。
上次有个人操作大意了些,还好及时发现纠正了。
7. 要和其他同事密切配合好呀,团队的力量无穷大!这就如同打篮球,大家要默契才行。
有一回大家配合得特别好,那投轴封的过程真的是顺顺利利的。
我的观点结论就是:汽轮机投轴封绝对不是一件简单的事儿,以上这些注意事项每一个都得牢牢记住,用心去做,才能确保安全和顺利呀!。
发电厂汽轮机通流间隙预调整摘要:汽轮机通流间隙是影响汽轮机热效率和安全性的主要因素,汽封间隙是否合理准确,将直接影响机组运行的经济性及安全性,高中压轴封间隙大,轴封漏汽量就会增加;低压轴封间隙大,真空系统的严密性就会降低,隔板汽封及通流部分间隙大,级效率将降低,转子的轴向推力将加大,在一定程度上还会影响汽轮机的安全运行;如果汽封间隙太小,可能使机组运行时动静碰擦,机组振动增大,所以汽轮机通流间隙控制的好坏直接影响到汽轮机的效率和安全运行。
关键词:汽轮机;通流间隙;间隙控制;检验优化引言能源是国民经济的基础,节约能源是我国的一项基本国策,而作为我国能源支柱行业的电力行业进行能源有效利用,提高能源有效利用效率,对于节约能源,改善环境具有很大的意义。
汽轮机作为电厂的三大件之一,它将蒸汽的热能转换为机械能,汽轮机的转动部件与静止部件必须保持一定的间隙,以防止相互摩擦发生事故,但是由于间隙的存在使部分蒸汽从间隙流过但是不做功,降低了汽轮机的效率,据有关统计国内某些机组各级漏气损失可能达到机组总损失的20%-30%,所占比重较大,因此在进行机组通流部分检验时,要对设计图纸和实施过程都要重点研究,并且在后续的安装过程中要加强工艺策划。
我公司印度古德洛尔电站项目汽轮机为东方汽轮机有限公司制造,型式为:亚临界、三缸四排汽、单轴、冲动式、凝汽式汽轮机。
高中压模块主要有高中压内外缸、喷嘴室、隔板、汽封体、转子构成,其中有9级高压隔板,5级低压隔板;两个低压模块为对称级2x7级隔板组成1汽轮机通流间隙测量调整方法1.1 通流间隙测量和调整。
1.1.1 间隙测量前需要做好准备工作,转子、隔板等部位已经清理干净,隔板已上缸组装完毕,气缸水平中分面严密性一检查合格,隔板汽封槽及汽封内无杂物,本项目的测量方法为压铅丝法。
1.1.2 低压转子按转子定位要求定位,本项目根据主机证明书规定:通流间隙测量基准以汽机侧LP3级间H值作为转子定位原则,按低压部分通流间隙表要求,测量低压部分的轴向通流,如间隙有偏差数据必须经过厂家设计部门认证后,才可确定为调整的最终数据。
浅谈汽轮机安装检修中的间隙测量与调整杜春摘要:在工业领域,汽轮机得到很广泛的应用。
汽轮机是利用蒸汽热能做功的旋转式原动机,汽轮机本体结构通常由转动部分和固定部分组成。
转动部分主要有:叶片、叶轮、主轴和联轴器等部件;固定部分主要有:汽缸、蒸汽室、喷嘴组、隔板、隔板套、汽封、轴承、轴承座和机座等部件组成。
汽轮机的大修及安装施工复杂,要求精度高。
汽轮机大修、安装中过程中按照技术要求,对台板,键,汽封,轴瓦等配合间隙调整。
这些间隙影响的汽轮机的振动,热膨胀,中心及效率等,此项工作是汽轮机安装检修的重要内容。
关键词:汽轮机;安装检修;间隙测量与调整引言汽轮机本体大修的目的主要有两个:一、机组的安全稳定运行;二、机组的经济效益。
而汽封、轴封径向间隙的调整,则是这两个目的的矛盾体。
径向间隙过小,会引起转子碰磨,这一情况恶化严重会导致转子弯曲,使轴瓦振动增大,影响安全运行。
但是,径向间隙偏大,则会使漏汽量增大,降低了机组的经济效益。
因此,在对汽封、轴封间隙进行调整时,一定要调整至标准范围,并保证其准确性。
要做到这一点,要求在测量和调整这两个环节都要运用科学的方法来保证。
1问题的提出现今汽轮机大修期间汽封间隙测量大都采用压医用胶布或压铅丝的方法。
压医用胶布是在汽封齿尖贴上层数不等的胶布,并在对应转子部位抹上红丹,将缸内各部件及上缸装复后盘转子,根据医用胶布压痕判断汽封间隙。
压铅丝与压医用胶布相似,只是不能盘动转子,揭开缸后用卡尺测量被压铅丝厚度,测量数值就是汽封间隙。
以上2种测量方法存在如下弊端:汽缸接合面螺栓未紧前,由于内、外缸自重使外缸下半部分垂弧增大(如图1中虚线部分所示)。
内缸汽封上半间隙减小,医用胶布或铅丝已与转子接触上。
当外缸接合面螺栓紧固后使外汽缸整体刚度增大,外缸与内缸上升成图1中实线部分,这才是汽轮机实际工作的汽封间隙。
这2种方法无法准确测出上半汽封间隙(可以测出下半汽封间隙),而且起吊过程转子与内缸存在摆动,时而碰到医用胶布或铅丝,也会造成测量错误。
汽轮机轴封漏汽的排查与治理摘要:汽轮机汽缸和转子之间存在环形间隙,而汽轮机轴封主要用于减少环形间隙的蒸汽泄漏量。
其工作原理是汽缸上安装的汽封体与转子形成环形汽室,泄漏蒸汽经过环形汽室时压力降低,其热力过程接近节流过程,由于存在多级环形汽室,每级之间形成压力差,从而减少了泄漏的蒸汽量。
若环形间隙变大,环形汽室起不到降压作用,就会造成蒸汽大量泄漏,影响机组经济、安全地运行。
汽封按用途可以分为轴端汽封、通流部分汽封和隔板汽封三大类,轴端汽封简称为轴封,设置在汽缸两端与大轴之间,在压力侧用以减少蒸汽外泄,在真空侧防止大气渗入以免破环真空。
关键词:轴封漏汽;轴封供汽;轴封抽汽引言汽轮机轴封系统的主要作业区域为转子与气缸的连接处,主要作用为避免气缸内外气体流通,即确保气缸内的蒸汽不外泄,外部空气不进入气缸。
同时,还具备收集并处理汽封漏气的能力,利用自身的热量将漏出的蒸汽凝结成水,对汽轮机轴封中的气体混合物排出,确保其不会进入机房或者油系统中对汽轮机的正常运行带来影响。
1轴封漏气原因分析1.1轴封系统配置不合理高、中、低压轴封供汽连在同一根母管上引起供汽分配不均(轴封抽汽也同于供汽)。
以轴封供汽为例,轴封供汽取自辅汽联箱,高、中、低压缸前后轴封供汽管均直接与母管相连,各供汽支管均未加装调节阀和压力表,只能通过供汽联箱进口的轴封压力自动调整阀统一进行调整,流量则由预先设计好的管道尺寸决定。
一旦A级检修中轴封间隙调整不当造成蒸汽外漏,则难以通过运行策略进行过程管控。
1.2轴封间隙调整在对轴封间隙进行调整的过程中需要遵循外侧小、里侧大的规律。
主要原因是由于外侧距离轴承较近,转子和汽缸在运行的过程中所产生的冷热状态对轴封间隙的影响相对较小。
转子在运行的过程中仅会产生小幅度的振动,不会轻易出现摩擦现象,即便存在摩擦现象也会由于振动幅度小而无法形成弯轴的故障问题。
最主要的原因还是将此部分的间隙调小对避免轴封漏气可以起到积极的作用。
电厂汽轮机轴封间隙漏汽问题及解决策略摘要:介绍了汽轮机轴封漏汽的危害及运行中注意的问题,通过有效的措施提高了机组运行的安全性和经济性,阐明了解决汽轮机轴封漏气的实际意义。
关键词:电厂汽轮机轴封系统漏气汽封前言汽轮机作为电厂三大件之一,在电力生产中起着极其重要的作用,它是一种以蒸汽为工质,并将蒸汽的热能转化为机械能的旋转机械。
为了避免汽轮机动、静部件之间的碰撞,必须留有适当的间隙。
这些间隙的存在又必然产生漏汽使效率降低,为了解决这一矛盾,在汽轮机动静部件之间的间隙处安装密封装置,即汽封,而轴封是汽封的一种。
轴封又分为高压轴封和低压轴封。
高压轴封的作用是阻止蒸汽从汽缸向外泄漏。
低压轴封的作用是阻止外界空气漏入汽缸,引起凝汽器真空降低和凝结水水质不良。
轴封漏汽除了使机组热损失增大外,严重时还会使轮机功率下降,对汽轮机的安全经济运行也有很大的威胁。
如高压端部轴封漏汽过大,蒸汽会顺着轴流入轴承中,直接加热轴承同时使润滑油中混入水分,油质恶化,破坏轴承润滑,使轴承钨金融化造成严重事故。
如隔板轴封破坏,漏汽增大,会增大叶轮前后的压力差,增加轴向推力。
低压端轴封漏汽过大,会使汽轮机处在低真空下运行,经济性显著下降,排汽温度升高,汽轮机振动加大和轴向推力增加。
1. 轴封运行中存在的主要的问题1.1.汽轮机转子在弯曲或振动超过允许值的情况下不准允许。
1.2.经常检查给水及蒸汽的品质,以防汽轮机内部结垢。
1.3.不允许汽轮机运行工况经常性剧烈的变化。
1.4.经常注意汽缸的保温完整。
1.5.不允许汽轮机长时间空转和在排汽温度过高、排汽温度剧烈变化的情况下长时间运转。
1.6.防止转子发生较大的轴向位移,轴向位移超过允许值时必须迅速停机。
2. 汽轮机轴封漏汽的影响因素和解决方法汽轮机轴封汽投用正确与否直接涉及到汽机真空、胀差,振动和转子寿命等多方面。
为了有效解决以上几个问题,应该从以下几个环节抓好。
2.1.冷态启动中轴封汽的投用时间的确定。
(1)汽封间隙的测量
汽封间隙的检查和调整,这是每次大修必需要做的功课。
对轴封来说,一般整体式汽封块,要求间隙值为0.50~0.75mm之间,J型镶片汽封的间隙可以适当小一些,可调在0.40~0.65mm之间。
至于隔板汽封的间隙,每个厂均有每个厂的规定,一般随机出厂的主机证明书上都有明确的规定。
汽封间隙测量前需要做好的准备工作:转子、隔板等各部件清理干净,隔板已上缸组装完毕,汽缸水平中分面严密性已检查合格,汽封洼窝已调整好,确保隔板汽封槽及汽封内无杂物,方可进行汽封间隙的测量。
汽封间隙的测量方法有如下两种:
A、贴胶布法:这种方法是在每道汽封环的两端及底部各贴两道医用胶布,厚度分别按规定取最大间隙值和最小间隙值。
胶布宽度一般约为10mm。
将贴好胶布的汽封块按编号放入隔板的汽封槽内,组装好,注意胶布不要贴在汽封块的接缝处。
如下图所示:
贴好胶布后,在与汽封向对应的的转子上涂上薄薄的一层红丹,而后将转子吊入汽缸内,盘动转子5圈左右,吊走转子,检查汽封上白胶布的接触痕迹。
检查分析:当3层胶布未接触上时,说明汽封间隙大于0.75mm。
3层胶布的表面刚见红色,汽封间隙约0.75mm,颜色深红色处汽封间隙为0.65~0.70mm,颜色变为紫色汽封间隙约为0.55~0.60mm。
若第三层磨光呈黑色或第二层胶布刚见红时,汽封间隙为0.45~0.50mm,依次类推。
用同样的方法,在上半轴封和上半隔板汽封上贴胶布,转子吊入汽缸前应将下半部汽封块取出,以防上半汽封环被下半汽封环顶起导致测量不准确。
然后将上半轴封套及上半隔板吊装
在相应的位置,紧固好螺栓。
盘动转子,检查间隙值。
B、压铅丝法:用压铅丝的方法测量汽封间隙时,下半部汽封在接合面的间隙情况可以通过塞尺测量,其它部位汽封间隙情况用规格不同的铅丝粘放在汽封齿上,端部用胶布粘住,将汽封、汽封套就位,吊放转子到工作位置,这样铅丝就被压出一道道沟,吊出转子,测量汽封沟痕剩余部分厚度,就是汽封对应间隙。
这个方法比较复杂,我看到很多施工单位或电厂大修是都不怎么用。