颜色检测系统的设计与实现
- 格式:pdf
- 大小:220.95 KB
- 文档页数:3
颜色识别是模式识别领域的一个重要研究方向,利用颜色识别技术能使传统依靠人眼进行颜色判别的方法发生根本变革。
这种新型技术采用颜色传感器获取外界的颜色信息,进而通过基于计算机的信号处理技术实现颜色的精确识别。
颜色识别技术经历了传统模拟识别方法和现代数字化识别两个阶段。
传统的颜色识别方法采用模拟颜色探测器件来进行外界颜色获取,这种探测器件通常是在独立的光电二极管上覆盖经过修正的红、绿、蓝滤光片,经过光电转换产生对应的模拟信号;如果用微控制器对这些模拟信号进行处理,就必须采用额外的AD转换电路才能实现和微控制器的接口,而AD转换电路的引入增加了信号的处理时间,对整个系统的速度有很大的影响;此外,由于一般的AD转换存在量化误差,系统的精度受到很大的限制,这些使得传统的颜色识别方法逐渐被现在的数字式化的颜色识别技术所替代。
随着半导体技术的发展,数字式的颜色传感器逐步取代了传统的光电二极管传感器,这种技术把颜色传感器所需的光学、机械、电子等信号处理集成在很小的芯片上极大地缩小了颜色传感器的体积。
由于这种传感器输出的是数字量,因此可以通过数字处理技术来提高探测速度并保持检测器输出信号的精度。
例如采用改进的动态检测方法来提高颜色探测的速度,采用数字电路来处理颜色数据等。
虽然数字传感器已经取得了一些成功,但其应用于市场的技术还不够成熟,随着美国TAOS(Texas Advanced Optoelectronic Solutions)公司最新推出的颜色传感器TCS230的面世,数字传感器才真正被工程师们采用。
这种颜色传感器具有分辨率高、可编程的颜色选择、数字输出等特点。
本文采用TCS230来作为系统的探测部分,基于该器件设计的颜色识别系统可以应用于军事领域,也可以应用于电致变色材料的变色研究以便获得材料的变色参数。
1 TCS230简介1.1 主要特性TCS230是美国TAOS公司推出的可编程光到频率的转换器。
它把可配置的硅光电二极管与电流频率转换器集成在一个单一的CMOS(Comple-mentary Metal Oxide Semiconductor)电路上,同时在单一芯片上还集成了红、绿、蓝(RGB)3种滤光器,是业界第一个有数字兼容接口的RGB颜色传感器。
基于颜色识别的智能搬运机器人的设计郑永涛;叶仕通;张钊【摘要】文中研究基于颜色识别技术进行智能搬运机器人的设计.搬运机器人系统以STM32芯片为控制核心,利用无线通讯模块与控制中心通讯,联合颜色传感器、机械臂以及载物小车组成自动引导搬运机器人系统,实现对码垛小型柱状物料以及不同颜色物体的搬运.通过智能分拣、搬运,以降低生产过程中对人工的使用,同时提高生产效率.%On the basis of the color recognition technology, this paper is about the design of intelligent transport robot. The transport robot system has the controlling core of STM32 chip which uses the wireless communication module and controlling center communication, associates the color sensor machine, manipulator arm with loading car to form an automatic handling robot guidance system for stacking small cylindrical objects of different colors and materials handling in order to reduce the utilization of labor in the process of production and improve the productivity by intelligent sorting and handling.【期刊名称】《电子设计工程》【年(卷),期】2017(025)010【总页数】3页(P78-80)【关键词】智能搬运机器人;机械手;传感;无线通讯【作者】郑永涛;叶仕通;张钊【作者单位】广东工业大学华立学院,广东广州 511325;广东工业大学华立学院,广东广州 511325;深圳视爵光旭电子有限公司广东深圳 518108【正文语种】中文【中图分类】TN99智能机器人涉及动力系统、传感检测、机械设计以及人工智能等多方面知识,独特地成为一门综合学科。
基于PLC的霓虹灯广告屏控制系统设计随着科技的不断发展,PLC(可编程逻辑控制器)在各个领域中得到了广泛的应用。
它的稳定性、可靠性和灵活性使得它成为了许多自动化系统控制的首选。
在广告行业中,使用PLC来控制霓虹灯广告屏已经成为了一种趋势。
本文将介绍基于PLC的霓虹灯广告屏控制系统的设计方案和具体实现方法。
一、系统设计方案1.系统功能描述本系统的主要功能是控制霓虹灯广告屏的亮灭、颜色变换、亮度调节等操作,实现广告内容的展示和变换。
用户可以通过简单的操作界面,方便地实现对广告屏的控制。
系统还具有自动化的定时开关功能,可根据时间设定不同的广告内容和展示方式,实现节能和自动化管理。
2.系统组成本系统主要由PLC、人机界面、霓虹灯广告屏和传感器组成。
PLC作为控制中心,负责接收人机界面输入的指令,并通过内部程序控制霓虹灯广告屏的操作。
人机界面用于用户的操作和监控,可以实现对广告屏的远程控制。
霓虹灯广告屏用于实际显示广告内容。
传感器用于监测环境参数,如光照度、温度等,以便系统根据实际情况进行调节。
3.系统工作流程二、系统具体实现方法1. PLC的选型和连接在设计基于PLC的霓虹灯广告屏控制系统时,首先需要选型合适的PLC设备。
通常选择功能较为丰富、接口较为丰富且易于编程的PLC设备,以便更好地实现系统的控制功能。
在选型后,需要将PLC设备与人机界面、霓虹灯广告屏和传感器进行连接。
通常采用RS232、RS485或以太网等通讯方式进行连接,以实现各设备之间的数据交换。
2. PLC程序设计在连接各设备后,需要对PLC进行程序设计。
程序设计的主要目的是根据用户的操作指令来控制霓虹灯广告屏的亮灭、颜色变换等操作。
还需要编写定时开关等自动化管理功能的程序。
3. 人机界面设计为了方便用户的操作和监控,需要设计一个人机界面。
通常采用触摸屏作为人机界面,用户可以通过界面上的按钮、滑块等元素来对广告屏进行控制。
界面上还需要显示实时的环境参数和系统状态,以便用户了解系统的运行情况。
智能化的颜色检测设备的设计及应用随着科技的不断发展,智能化设备的应用已经逐渐渗透到日常生活的各个领域中,包括颜色检测方面,智能化设备已经成为颜色检测的主要方式之一。
本文将会介绍一种智能化的颜色检测设备的设计及应用。
一、背景介绍颜色是一种人类视觉感知的现象,是光波长和频率的反应结果。
颜色是一个非常重要的视觉要素,在制造业、印刷业、服装业等诸多领域中都起着至关重要的作用。
目前的颜色检测方式主要有目测比较和色差仪测量。
然而,这些方式都需要专业的人员进行操作,且存在着误差的可能性。
因此,研发一种能够准确、智能化地检测颜色的设备对于各行各业都具有重要的意义。
二、智能化颜色检测设备的设计1. 基本原理智能化颜色检测设备主要基于三原色原理实现。
人眼所能识别的色彩范围比较有限,但通过三种光的叠加,可以制造出广泛多样的颜色。
因此,利用红色、绿色和蓝色三种光的加减混合,可以实现对颜色的精确检测。
2. 设备结构智能化颜色检测设备主要由相机、光源、滤光片以及处理器构成。
相机用于拍摄待检测的样品,光源用于照射样品,滤光片主要用于筛选样品颜色的三原色,而处理器则用于对采集到的图像进行分析和计算,最终得出样品的颜色信息。
3. 工作流程智能化颜色检测设备的工作流程大致如下:①设置检测参数:在设备的操作界面中设置待检测样品的参数,比如颜色空间、检测方式等。
②样品照射:打开光源,使样品被照射。
③图像采集:使用相机对样品进行拍摄,获取待检测样品的图像信息。
④颜色分析:对采集到的图像进行分析,提取出红、绿、蓝三种颜色的信息,然后计算出样品的颜色信息。
⑤输出结果:根据颜色检测结果,输出检测结果。
三、应用场景智能化颜色检测设备广泛应用于各行各业,具体应用场景如下:1. 制造业制造业中的生产线上通常需要对产品的颜色进行检测,以确保产品颜色的一致性和质量。
智能化颜色检测设备可以快速、准确地检测出产品的颜色信息,从而提高生产效率和产品质量。
2. 印刷业印刷品的颜色是影响印刷质量和效果的重要因素之一。

基于FPGA的颜色与运动特征识别系统设计
刘建国;李祖明;刘晓宏;李昱龙
【期刊名称】《电子设计工程》
【年(卷),期】2022(30)20
【摘要】针对运动目标检测领域对实时性、便捷性、准确性的高要求,该文设计了一套基于FPGA的颜色与运动特征识别系统。
系统辅以OV5640摄像头模块获取图像数据,基于Verilog语言进行并行流水线设计,使用SDRAM片外存储器实现数据流的实时缓存。
基于FPGA实现了帧间差分法与HSV颜色空间特征的检测并进行结合,保证了系统的识别准确度。
在FPGA中通过图像数据格式转换、运动目标检测、颜色特征检测、形态学滤波、目标指示跟踪等处理操作后实现了目标的精确识别。
实验结果表明,该系统在不同的场景下,都可进行目标识别且识别准确率均达到95%以上。
【总页数】7页(P137-142)
【作者】刘建国;李祖明;刘晓宏;李昱龙
【作者单位】南京理工大学机械学院;南京工程学院电力学院;盐城供电公司;苏州长风航空电子有限公司
【正文语种】中文
【中图分类】TN06
【相关文献】
1.基于FPGA的智能运动系统设计
2.基于特定特征识别的运动视觉跟踪系统设计
3.基于FPGA的颜色识别触摸屏系统设计与实现
4.基于FPGA的运动目标实时检测系统设计
5.基于人工智能的运动骨骼特征识别系统设计
因版权原因,仅展示原文概要,查看原文内容请购买。
基于PWM的智能无线LED调色系统的设计与实现
1、引言
LED是一种固态的半导体器件,当两端加上正向电压时,根据不同的固
体半导体发光材料,LED可以直接发出红、蓝、绿、黄等不同的颜色。
LED 因具有体积小、重量轻、寿命长、驱动电压较低、光效率高、能耗小、安全、可靠耐用等优点,应用范围越来越广泛。
本文采用红、绿、蓝三组LED灯,依据色彩合成的三基色原理,采用PWM脉宽调制技术,设计了一种可以实现多种颜色变换的LED调色系统。
该调色系统由触摸屏彩灯控制器和LED三基色彩灯组成,两者之间通过NRF24L01无线射频模块进行通讯,从而实现短距离的无线控制LED彩灯,实现LED彩灯亮度色彩的变换,从而起到增添室内气氛、调节心情的作用。
2、LED调色原理
三基色是指红、绿、蓝三色,人眼对红、绿、蓝最为敏感,常见的多数颜色都是按照红、绿、蓝三种基本色以不同的比例混合产生的;同样的原理,常见的绝大多数单色光也能够分解成红、绿、蓝三种基本色光,这就是色度学的最基本原理,即三基色原理。
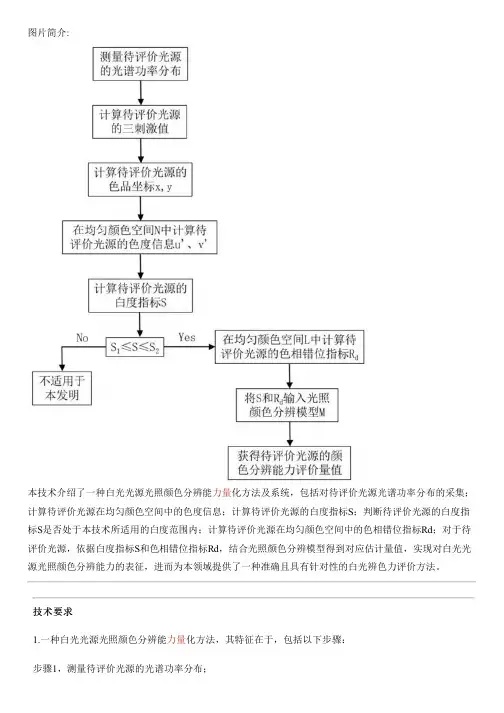
图片简介:本技术介绍了一种白光光源光照颜色分辨能力量化方法及系统,包括对待评价光源光谱功率分布的采集;计算待评价光源在均匀颜色空间中的色度信息;计算待评价光源的白度指标S;判断待评价光源的白度指标S是否处于本技术所适用的白度范围内;计算待评价光源在均匀颜色空间中的色相错位指标Rd;对于待评价光源,依据白度指标S和色相错位指标Rd,结合光照颜色分辨模型得到对应估计量值,实现对白光光源光照颜色分辨能力的表征,进而为本领域提供了一种准确且具有针对性的白光辨色力评价方法。
技术要求1.一种白光光源光照颜色分辨能力量化方法,其特征在于,包括以下步骤:步骤1,测量待评价光源的光谱功率分布;步骤2,在均匀颜色空间L中计算待评价光源的色度信息;步骤3,利用步骤2中待评价光源的色度信息构建光源白度指标S,S的计算方式如下:S=k*ett=-0.5[a1(u′-a3)2+a2(v′-a4)2+2a5(u′-a3)(v′-a4)]其中,S为光源白度指标,u′和v′为待评价光源在CIE1976 UCS颜色空间中的色度坐标,k、a1、a2、a3、a4、a5均为常数;步骤4,判断待评价光源的白度指标S是否在一定的白度范围内,即判断S1≤S≤S2是否成立,若不成立则退出,若成立则进行下一步骤;步骤5,在均匀颜色空间L’中计算待评价光源的色相错位指标Rd;步骤6,将步骤3和5中待评价光源的白度指标S和色相错位指标Rd输入到所构建的光照颜色分辨力的量化模型M中,得到待评价光源的光照颜色分辨力估计量值,进而实现白光光源光照颜色分辨力的量化与表征;光照颜色分辨力量化模型M的具体形式如下:M=w1*Rd+w2*S其中,M为光照颜色分辨力估计量值,M值越大则光源光照辨色力性能越强;Rd为待评价光源的色相错位分数;S为待评价光源的白度指标得分,w1和w2为权重。
2.根据权利要求1所述的一种白光光源光照颜色分辨能力量化方法,其特征在于:步骤2的具体实现方式如下,步骤2.1,计算待评价光源的三刺激值,计算公式如下:其中,S(λ)dλ表示光源在波长间隔λ~(λ+dλ)内的相对功率分布,对应CIE1931标准色度观察者三刺激值,K为调整因子,是通过将上述Y值调整到100而得到的,其表达式为:步骤2.2,利用步骤2.1中得到的三刺激值计算待评价光源的色品坐标,计算公式如下:步骤2.3,在均匀颜色空间L中计算待评价光源的色度信息,计算公式如下:3.根据权利要求1所述的一种白光光源光照颜色分辨能力量化方法,其特征在于:步骤3中,k=8.1,a1=1494.9,a2=981.9,a3=0.2081,a4=0.4596,a5=-722.2。
第一章绪论1.1引言颜色识别系统在现代工业中发挥着重要作用,不论是材料,工业自动化,遥感技术,图像处理,产品质量的检测,还是某些模糊的检测技术,都需要对颜色进行探测识别。
本文主要介绍的是基于虚拟仪器的颜色识别系统,该系统通过红外线色差传感器对被检测物体的表面进行初步数据采集,然后由数据采集卡把电压信号传送给labvieW虚拟仪器,虚拟仪器对接收到的电压信号进行比对分析,最终得出被测物体的表面颜色。
计算机和仪器的密切结合是目前仪器发展的一个重要方向。
粗略地说这种结合有两种方式,一种是将计算机装入仪器,其典型的例子就是所谓智能化的仪器。
随着计算机功能的日益强大以及其体积的日趋缩小,这类仪器功能也越来越强大,目前已经出现含嵌入式系统的仪器。
另一种方式是将仪器装入计算机。
以通用的计算机硬件及操作系统为依托,实现各种仪器功能。
虚拟仪器(virtual instruments)主要是指这种方式,充分利用现有计算机资源,配以独特设计的软硬件,实现普通仪器的全部功能以及一些在普通仪器上无法实现的功能。
传统仪器与虚拟仪器最重要的区别在于:虚拟仪器的功能由用户使用时自己定义,而传统仪器的功能是由厂商事先定义好的。
从这一意义上讲,那些功能固定的插卡式计算机仪器不能称作虚拟仪器。
而且,没有面向科技与工程人员的图形化开发平台就难以涉及虚拟仪器。
普通的PC有一些不可避免的弱点。
用它构建的虚拟仪器或计算机测试系统性能不可能太高。
近年来,伴随着计算机技术、软件技术和总线技术的迅猛发展,仪器以及自动测试技术也发生了革命性的变化。
1987年,VXI 总线的诞生标志着仪器与自动测试技术发展进入了一个崭新的阶段,虚拟仪器的概念也深入人心,应用领域不断拓展。
计算机技术逐渐渗透到测量和仪器仪表技术领域,使该领域的面貌发生了重大的更新。
传统仪器的硬件被软件代替,用户通过软件来构造和更改仪器功能,使得一些实时性要求很高,原本由硬件甚至许多用硬件完成的功能,可以通过软件来实现。
基于PLC控制的颜色、金属、非金属的自动分拣基于PLC控制的颜色、金属、非金属的自动分拣系统可以通过以下步骤实现:1. 传感器检测:使用适当的传感器检测物体的颜色、金属性质和非金属性质。
常用的传感器包括颜色传感器、金属检测传感器和非金属检测传感器。
2. 信号处理:将传感器检测到的信号传输给PLC进行处理。
PLC可以通过接口模块与传感器进行通信,并接收传感器发送的信号。
3. PLC程序设计:根据传感器检测到的信号,编写PLC程序进行逻辑判断和控制。
根据颜色、金属和非金属的特征,设计适当的判断条件和分拣控制逻辑。
4. 分拣机构控制:根据PLC程序的输出信号,控制分拣机构进行分拣。
分拣机构可以通过气动装置、电动装置或其他机械装置实现。
5. 分拣结果处理:根据分拣结果,可以选择将物体分别收集到不同的容器中,或者通过其他方式进行后续处理。
需要注意的是,为了确保分拣的精确性和效率,系统设计需要考虑以下几个方面:- 传感器选择:选择适合的传感器来检测颜色、金属和非金属的特征。
传感器的灵敏度和准确性对分拣效果至关重要。
- PLC程序设计:编写合理的PLC程序,考虑到不同物体的特征和可能的变化。
程序应具有较高的容错性和适应性,以应对不同情况下的分拣需求。
- 分拣机构设计:设计合适的分拣机构,使其能够准确、高效地将物体分拣到指定位置。
机构的速度、力度和稳定性需要满足分拣要求。
- 系统集成和优化:将传感器、PLC和分拣机构进行有效的集成和优化,以提高系统整体性能和可靠性。
合理安排信号传输和控制逻辑,减少延迟和误差。
通过以上步骤和考虑因素,基于PLC控制的颜色、金属、非金属的自动分拣系统可以实现精确、高效的物体分拣。
` 本科生(设计)论文题目基于OpenMV的颜色块识别系统设计与实现学号1428406031姓名凌中洋指导教师姓名侯嘉、陈和炯学院名称电子信息学院年级/专业14通信工程(嵌入式)论文提交日期2018年5月130 日目录摘要 (1)Abstract (2)前言 (3)第一章绪论 (5)1.1 研究背景 (5)1.2 国内外现状 (5)1.3 本文主要研究内容 (6)第二章 OpenMV颜色块识别系统设计的分析 (8)2.1 颜色块识别与追踪系统的分析与原理 (8)2.2 颜色块测距系统的分析与原理 (10)第三章 Python代码的编写 (12)3.1 Micro Python语言简介 (12)3.2 识别与追踪系统流程图与代码编写 (12)3.3 测距系统流程图与代码编写 (17)第四章系统的实现与误差比较 (20)4.1 颜色块识别与追踪系统的实现 (20)4.2 颜色块测距系统的实现 (25)第五章总结与展望 (30)5.1 课题总结 (30)5.2 研究展望 (30)参考文献 (31)致谢 (34)摘要作为机器视觉模块的重要技术之一的OpenMV (Open Machine vision)开放视觉模块,是当下嵌入式计算机视觉领域的一个研究热点。
OpenMV视觉模块对于颜色块识别、追踪与测距系统的实现,在背景颜色与目标颜色相近程度、光照强度、颜色块与镜头的距离发生改变时,都会对测试结果产生较大的影响。
因此分析这些改变时对我所设计的OpenMV颜色块识别追踪与测距系统产生的影响是有必要的。
本文主要的工作内容是:首先研究分析OpenMV的颜色块识别与测距系统模型的设计,然后研究了OpenMV视觉模块的基本原理和MicroPython语言的编写,接着对背景颜色与目标颜色的相近程度和颜色块与镜头距离改变时系统的误差做了比较与说明,最终完成了1)基于OpenMV的颜色块识别与追踪系统设计;2)颜色块目标测距系统的设计。
孟塞尔颜色系统的分类原则1. 引言孟塞尔颜色系统是一种用于分类和描述颜色的系统,由美国心理学家孟塞尔(Albert H. Munsell)于20世纪初提出。
该系统通过三个维度来描述颜色:色相(Hue)、明度(Value)和饱和度(Chroma)。
这种分类系统被广泛用于艺术、设计、印刷和科学研究等领域,以帮助人们更准确地交流和理解颜色。
2. 色相色相是孟塞尔颜色系统中最基本的维度,用于描述颜色在光谱中的位置。
孟塞尔将色相分为五个主要类别:红、黄、绿、蓝和紫。
这五个基本色相在色轮上均匀分布,形成一个圆环。
通过调整色相,我们可以实现颜色的基本变化。
•红色:红色位于色轮的12点钟位置,是一种温暖、充满活力的颜色。
它常常与爱、激情和力量等情感联系在一起。
•黄色:黄色位于色轮的2点钟位置,是一种明亮、积极的颜色。
它常常与快乐、活力和创造力等特质相关联。
•绿色:绿色位于色轮的4点钟位置,是一种平静、和谐的颜色。
它常常与自然、健康和希望等意义相联系。
•蓝色:蓝色位于色轮的6点钟位置,是一种冷静、深沉的颜色。
它常常与冷静、信任和智慧等特点相关联。
•紫色:紫色位于色轮的8点钟位置,是一种神秘、优雅的颜色。
它常常与创造力、魔法和精神力量等概念相联系。
3. 明度明度是孟塞尔颜色系统中用来描述颜色亮度的维度。
在孟塞尔颜色系统中,明度被分为十个等级,从黑暗到明亮依次为:1(黑色)、2、3、4、5、6、7、8、9、10(白色)。
通过调整明度,我们可以改变颜色的明暗程度。
明度的变化对于表达情感和传达信息非常重要。
较暗的颜色常常与悲伤、神秘或低调的情绪相关联,而较亮的颜色通常与喜悦、活力或高调的情绪联系在一起。
4. 饱和度饱和度是孟塞尔颜色系统中用来描述颜色纯度的维度。
它指的是颜色的纯度或颜色中杂质的数量。
饱和度的取值范围从0到10,其中0表示无色(灰度),10表示最高纯度的颜色。
通过调整饱和度,我们可以改变颜色的鲜艳程度。
较低的饱和度通常与柔和、温和的情感相关联,而较高的饱和度则常常与强烈、鲜明的情感联系在一起。
基于图像处理的农作物病虫害检测系统设计与实现近年来,农作物的病虫害已成为农业生产中的重要问题,给农民的生产带来了严重的困扰。
传统的农作物病虫害检测方法存在效率低下、误诊率高等问题,难以满足实际需求。
为了解决这一问题,基于图像处理的农作物病虫害检测系统应运而生。
本文将介绍基于图像处理的农作物病虫害检测系统的设计与实现。
首先,我们将介绍系统的整体架构。
其次,我们将详细说明系统的各个功能模块的设计与实现过程。
最后,我们将讨论系统的优缺点以及未来的发展方向。
首先,基于图像处理的农作物病虫害检测系统的整体架构如下图所示:【插入系统架构图】整个系统分为图像获取模块、图像预处理模块、特征提取模块、分类识别模块和结果反馈模块。
图像获取模块负责采集农田中的病虫害图像,可以通过使用无人机、移动设备等方式进行实时采集。
采集的图像将传输到图像预处理模块。
图像预处理模块主要用于对原始图像进行去噪、图像增强、灰度化等操作,以减少图像中的噪声和提高图像的质量。
在此基础上,通过图像分割算法将图像分割为不同的病害区域。
特征提取模块是系统的核心部分,它通过使用特征提取算法从病害图像中提取出与病虫害相关的特征。
常用的特征提取方法包括颜色特征、纹理特征和形状特征等。
分类识别模块使用机器学习算法,例如支持向量机(SVM)或卷积神经网络(CNN)等,对提取到的特征进行分类和识别。
该模块的训练数据集通常包括多种病虫害的正样本和正常作物的负样本。
通过训练模型,系统可以自动识别不同类型的病虫害。
结果反馈模块负责将检测结果以可视化的形式反馈给用户,例如在农田中实时显示患病区域的位置和程度。
另外,系统还可以通过移动端应用或者网页等方式向用户提供检测结果的查询和分析。
接下来,我们将详细介绍各个功能模块的设计与实现过程。
图像获取模块可通过无人机或移动设备进行图像采集。
无人机搭载高分辨率相机,可以快速获取大面积农田的图像。
移动设备可以方便农民在实地采集病害图像。
Web图像检索系统原型设计和实现摘要计算机处理能力的日益增强,因特网技术的广泛普及和网络带宽不断提高,大量的图像信息不断产生,如何从这些海量图像数据中搜索人们感兴趣并有效利用这些图像,成为迫切需要解决的问题.本设计介绍了在web中检索图像的基本概念和常用的重要技术,并简要阐述了它们的基本概念、原理,说明了目前这一领域的发展现状。
本文介绍了图像的特征:颜色特征、纹理特征和形状特征,和以图像内容特征为基础的Web图检索原理。
最后以基于内容的图像检索为重点,利用Matlab对Web图像检索系统进行了模拟和验证。
我的工作是Web图像检索系统原型的架构和检索界面的设计和实现,利用matlab gui设计系统界面以实现图像的检索功能。
关键字:Web图象检索,特征提取,Matlab GUIAbstractWith the capacity of computer increasing , Internet technology is popular more and more。
A mass of image data informations is produced constantly,so image retrieval becomes a urgent problem.Firstly, the basic concept of Web image retrieval and some technologys are introduced in the paper; secondly we describes the image features:color feature,texton feafure,shape feafure. the theory of Web image retrieval is based on these content features. Meanwhile ,several important image retrieval algorithms are introduced and compared in the paper. Finally, we made experiment on Matlab for web image retrieval 。
《服装柔性生产线的面料智能检测视觉系统的设计与实现》一、引言随着科技的不断进步,智能化和自动化的生产线逐渐成为服装制造业的主流趋势。
其中,服装柔性生产线的面料智能检测视觉系统是提高生产效率、降低生产成本、提升产品质量的关键环节。
本文将详细介绍服装柔性生产线的面料智能检测视觉系统的设计与实现过程。
二、系统设计1. 需求分析在系统设计阶段,首先需要明确用户需求。
服装生产线的面料智能检测系统需具备高效、准确、灵活的特点,以满足不同面料的质量检测需求。
系统应能自动识别面料缺陷、颜色、纹理等信息,为生产线的质量控制提供有力支持。
2. 硬件设计硬件部分主要包括工业相机、光源、镜头、计算机等设备。
相机和镜头的选择应考虑到检测精度和视野范围,光源的选择则需根据面料的颜色和纹理特点进行优化。
此外,还需设计一套稳定的传输系统,以确保图像数据的实时传输和处理。
3. 软件设计软件部分包括图像处理算法、机器视觉算法等。
图像处理算法主要用于对图像进行预处理、滤波、二值化等操作,以便更好地提取图像信息。
机器视觉算法则负责对面料缺陷、颜色、纹理等信息进行识别和判断。
此外,还需设计一套友好的人机交互界面,方便操作人员使用。
三、系统实现1. 图像采集与预处理通过工业相机和镜头采集面料图像,利用软件对图像进行预处理,如去噪、增强对比度等操作,以提高图像质量。
同时,根据光源的种类和强度对图像进行优化,以适应不同面料的特点。
2. 特征提取与识别利用图像处理算法提取面料图像中的特征信息,如颜色、纹理、形状等。
然后通过机器视觉算法对面料缺陷进行识别和判断,如色差、污渍、破损等。
这些算法可基于深度学习、神经网络等技术进行训练和优化,以提高识别精度和速度。
3. 结果输出与处理将识别结果通过人机交互界面展示给操作人员,同时将数据保存至数据库中,以便后续分析和处理。
对于检测出的缺陷面料,系统可自动进行分类、标记和剔除,确保生产线的正常运行。
四、系统测试与优化在系统实现后,需要进行严格的测试和优化。
基于机器视觉的工业缺陷检测系统设计与实现随着工业生产规模的不断扩大,工业生产中的缺陷检测变得越来越重要。
传统的人工检测方法往往受到效率低下、主观性强等问题的限制,而基于机器视觉的工业缺陷检测系统则能够解决这些问题。
本文将会介绍基于机器视觉的工业缺陷检测系统的设计与实现。
一、系统设计基于机器视觉的工业缺陷检测系统的设计主要包括以下几个方面的内容:图像采集与处理、特征提取与分析、缺陷检测与分类、结果展示与报告。
1. 图像采集与处理:系统需要安装相应的工业相机或传感器来获取工件的图像。
采集到的图像需要进行预处理,包括图像去噪、亮度和对比度调整等,以提高后续处理的精度和效果。
2. 特征提取与分析:在预处理后的图像上,系统需要提取出与缺陷相关的特征,例如纹理、颜色、形状等。
这些特征可以通过各种图像处理算法和特征提取方法来提取,如灰度共生矩阵、Gabor滤波器、边缘检测算法等。
提取到的特征可以用于后续的缺陷检测和分类。
3. 缺陷检测与分类:在特征提取的基础上,系统需要进行缺陷的检测和分类。
这可以通过机器学习算法来实现,例如支持向量机(SVM)、神经网络等。
训练阶段,系统需要准备一批已知缺陷的样本图像作为训练数据,通过学习样本图像与其对应的标签之间的关系,建立分类模型。
在测试阶段,系统可以将采集到的图像输入到分类模型中,根据模型给出的结果进行缺陷检测和分类。
4. 结果展示与报告:系统需要将检测到的缺陷以直观的方式展示给操作员。
可以通过图像标注、颜色标识等方法来标记缺陷的位置和类型。
同时,系统还可以生成检测报告,包括缺陷的数量、位置、大小等信息,方便操作员进行统计和分析。
二、系统实现基于机器视觉的工业缺陷检测系统的实现需要软硬件两方面的支持。
1. 硬件支持:系统需要选择适合的工业相机或传感器来获取高质量的图像。
同时,还需要选择合适的计算平台来支持系统的实时性能要求。
一般来说,高性能的处理器和足够的内存可以提高系统的计算速度和处理能力。
机器人视觉系统中的目标跟踪算法设计与实现引言:随着机器人技术的不断发展,机器人的应用范围也越来越广泛。
视觉系统作为机器人智能感知的重要组成部分,扮演着获取环境信息、进行目标识别与跟踪的重要角色。
本文将着重介绍机器人视觉系统中目标跟踪算法的设计与实现,包括基本原理、常用算法以及优化方法等内容。
一、目标跟踪算法的原理和分类1.1 目标跟踪的基本原理目标跟踪是指通过对视频序列中的目标进行连续观察和分析,实时地获取其运动和状态信息。
其基本原理是根据目标在连续帧中的相似特征进行匹配和追踪,从而实现目标的持续跟踪。
1.2 目标跟踪算法的分类目标跟踪算法可以按照不同的特征和方法进行分类。
常见的分类方式包括:(1)基于颜色特征的跟踪算法:通过提取目标在图像中的颜色信息,利用颜色的一致性对目标进行跟踪。
(2)基于形状特征的跟踪算法:通过提取目标的形状信息,利用形状的几何特性对目标进行跟踪。
(3)基于纹理特征的跟踪算法:通过提取目标在图像中的纹理信息,利用纹理的连续性对目标进行跟踪。
(4)基于深度学习的跟踪算法:通过利用深度学习模型进行特征提取和目标跟踪,具有较好的鲁棒性和准确性。
二、常用的目标跟踪算法2.1 基于卡尔曼滤波的目标跟踪算法卡尔曼滤波是一种用来估计系统状态的最优递归滤波器,被广泛应用于目标跟踪领域。
其通过对目标的状态进行动态估计和预测,结合观测数据对目标进行跟踪。
2.2 基于粒子滤波的目标跟踪算法粒子滤波是一种基于概率的非线性滤波方法,可以有效处理目标在复杂背景下的跟踪问题。
其通过生成一组随机粒子来描述目标的状态空间,并通过不断更新粒子的权重,最终实现对目标的跟踪。
2.3 基于相关滤波的目标跟踪算法相关滤波是一种基于模板匹配的目标跟踪方法,它通过计算目标区域与模板之间的相关性来进行目标的跟踪。
常见的相关滤波算法包括均值偏移跟踪、核相关滤波器等。
三、目标跟踪算法的优化方法3.1 多特征融合目标跟踪算法的性能受到多种因素影响,如目标形变、遮挡、光照变化等。