钢结构钢结构的连接
- 格式:ppt
- 大小:2.87 MB
- 文档页数:109
5.方茴说:“那时候我们不说爱,爱是多么遥远、多么沉重的字眼啊。
我们只说喜欢,就算喜欢也是偷偷摸摸的。
”6.方茴说:“我觉得之所以说相见不如怀念,是因为相见只能让人在现实面前无奈地哀悼伤痛,而怀念却可以把已经注定的谎言变成童话。
”7.在村头有一截巨大的雷击木,直径十几米,此时主干上唯一的柳条已经在朝霞中掩去了莹光,变得普普通通了。
8.这些孩子都很活泼与好动,即便吃饭时也都不太老实,不少人抱着陶碗从自家出来,凑到了一起。
9.石村周围草木丰茂,猛兽众多,可守着大山,村人的食物相对来说却算不上丰盛,只是一些粗麦饼、野果以及孩子们碗中少量的肉食。
§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
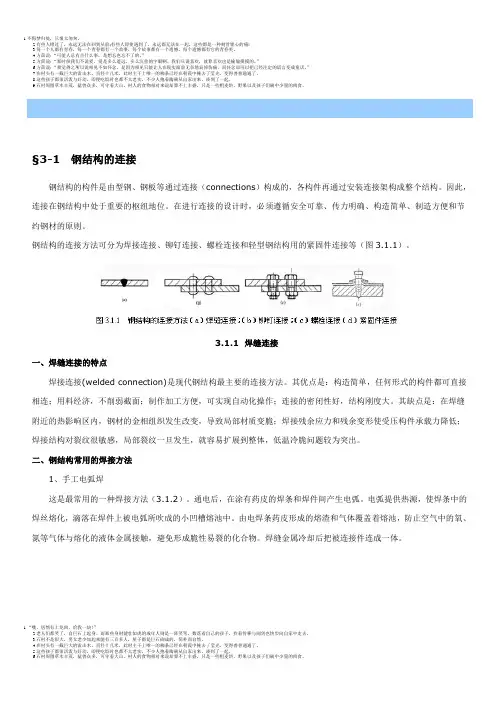
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
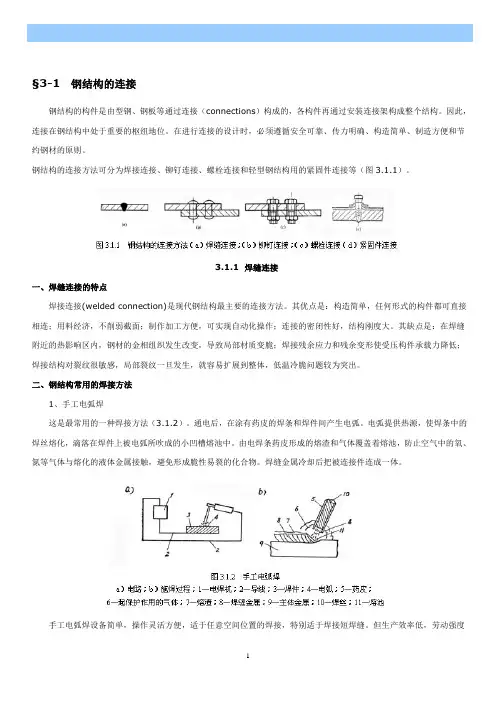
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
焊缝金属冷却后把被连接件连成一体。
手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。
但生产效率低,劳动强度大,焊接质量与焊工的技术水平和精神状态有很大的关系。
手工电弧焊所用焊条应与焊件钢材(或称主体金属)相适应,例如:对Q235钢采用E43型焊条(E4300~E4328);对Q345钢采用E50型焊条(E5000~E5048);对390钢和Q420钢采用E55型焊条(E5500~E5518)。
焊条型号中字母E表示焊条类型等。
不同钢种的钢材相焊接时,宜采用低组配方案,即宜采用与低强度钢相适应的焊条。
钢结构的连接方法一、钢结构的连接方法1、焊接连接2、螺栓连接3、铆钉连接二、以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
三、钢结构以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
钢结构搭接施工方法钢结构是现代建筑领域中常用的一种结构形式,它具有结构轻巧、强度高、施工周期短等优势。
而在钢结构建筑的搭接施工过程中,选择合适的搭接方法对于保证结构稳定性和施工质量至关重要。
本文将详细介绍几种常用的钢结构搭接施工方法。
一、焊接搭接施工方法焊接搭接是目前应用最广泛的钢结构搭接方法之一。
在焊接搭接过程中,通过高温熔化焊条和钢材表面,将两个钢材部件连接在一起。
焊接搭接的优点是搭接强度高,连接紧密,适用于各种钢结构的搭接。
焊接搭接施工过程需要注意的是需保证焊接接头充分的焊透、焊缝的质量和外观。
二、螺栓搭接施工方法螺栓搭接也是常用的钢结构搭接方法之一。
在螺栓搭接过程中,通过螺栓将两个钢材部件连接在一起。
螺栓搭接的优点是安装方便、拆卸方便,适用于需要经常进行拆卸和更换的场合。
螺栓搭接施工过程需要注意的是选择合适的螺栓规格和长度,并进行正确紧固。
三、插接搭接施工方法插接搭接也是一种常用的钢结构搭接方法,主要适用于大型钢构件的搭接。
在插接搭接过程中,通过预留插槽或者凸台,将两个钢材部件进行插接。
插接搭接的优点是搭接面积大,搭接强度高,适用于长跨度和大荷载的情况。
插接搭接施工过程需要注意的是插槽或者凸台的加工精度和对位精度。
四、铆接搭接施工方法铆接搭接是通过铆钉将两个钢材部件连接在一起的方法。
铆接搭接的优点是连接强度高、可靠性好,适用于承受大荷载和需要经常拆卸的结构。
铆接搭接施工过程需要注意的是选择合适的铆钉规格和长度,并进行正确的铆接操作。
总之,钢结构搭接施工方法的选择应根据具体的工程需求和设计要求进行合理选择。
无论是焊接搭接、螺栓搭接、插接搭接还是铆接搭接,都需要严格按照相关规范和标准进行施工,并进行必要的质量检测。
只有通过科学合理的钢结构搭接施工方法,才能保证建筑结构的安全可靠性,并提高施工效率和质量。
以上就是钢结构搭接施工方法的详细介绍。
希望本文能对您有所帮助,谢谢阅读!。

钢结构的连接方法及其各自优缺点钢结构的连接方法就像搭积木一样,是钢结构工程中不可忽视的部分,搞好了,整体就稳稳的;反之,出了问题,可能整座大楼都跟着晃。
要是你看过高楼大厦,钢铁的框架组成了它们的骨架,而这些骨架之间的连接,就像人体的关节一样,得精准而牢固。
说到这里,咱们就不得不聊聊各种连接方法了,它们都有自己的优缺点,就像每个人的性格一样,互有千秋。
先说说最常见的焊接连接。
简单来说,焊接就是把两块钢铁用电流或者热气融化后粘在一起,像是给两块铁片“打了个拥抱”。
这种连接方式,哦哟,优点那是显而易见的。
连接处没有什么外露的螺栓、铆钉,整体看起来就是一个平滑的钢铁巨体,特别美观,想想那些大楼外表的光洁,焊接功不可没。
再说了,焊接后强度特别高,尤其是一些关键部位,根本不用担心力的传递问题,稳得很。
可是,问题也有!焊接虽然强,但它对工人技术要求高,万一焊接不规范,接头处可能出现裂缝,隐患大。
别忘了,焊接时产生的热量,也可能导致钢材的局部变形,真要是控制不好,弄不好就得返工。
再加上,焊接过程中难免会产生一些有害气体,对环境和健康也不好。
接着来聊聊螺栓连接。
这种方式简单得多,想象一下,就像你把几块木板用螺丝钉给固定住,方便又快捷。
钢结构的螺栓连接,理论上可以随时拆卸或者更换,省时省力,尤其是对于后期维护,简直是神器。
关键是,螺栓的安装不受温度的限制,夏天冬天都能干,真是四季皆宜。
不过,你也知道,螺栓连接有个致命的缺点——它没办法像焊接那样做到无缝接合。
每一个螺栓的连接点,都会暴露出来,给钢结构的整体美观打个折扣。
更别提,长时间使用后,螺栓可能会松动,必须定期检查,弄不好还得再紧一紧。
虽然说它拆得了,但也得花点力气,麻烦的事儿不在少数。
再来看看铆接,这个方法在老一辈的钢结构中用得多,它的优点就是连接强度很大,且在施工过程中非常稳定。
尤其是在遇到需要大量承重的地方,铆接比螺栓连接更靠谱,像是钢铁的“硬核”部分。
可是,铆接的操作相对麻烦一些,工人得动用专用设备,还得在高空中作业,难度可不小。
钢结构构件常用的连接方式1.焊接连接焊接连接有气焊、接触焊和电弧焊等方法..在电弧焊中又分手工焊、自动焊和半自动焊三种..目前;钢结构中常用的是手工电弧焊..利用手工操作的方法;以焊接电弧产生的热量使焊条和焊件熔化;从而凝固成牢固接头的工艺过程;就是手工电弧焊..1焊缝的形式与构造①对接焊缝对接焊缝的形式有直边缝、单边V形缝、双边V形缝、U形缝、K形缝、X形缝等..当焊件厚度很小;可采用直边缝..对于一般厚度的焊件;因为直边缝不易焊透;可采用有斜坡口的单边V 形缝或双边V形缝;斜坡口和焊缝根部共同形成一个焊条能够运转的施焊空间;使焊件易于焊透..对于较厚的焊件;则应采用U形缝、K形缝和X形缝..其中V形缝和U 形缝为单面施焊;但在焊缝根部还需要补焊;当焊件可随意翻转施焊时;使用K形缝和X形缝较好..焊缝的起点和终点处常因不能熔透而出现凹形的焊口;为避免受力后出现裂纹及应力集中;施焊时应将两端焊至引弧板上;然后再将多余部分切除;这样便不致减小焊缝处的截面..对接焊缝的优点是用料经济;传力均匀、平顺;没有显着的应力集中;承受动力荷载的构件最适于采用对接焊缝..缺点是施焊的焊件应保持一定的间隙;板边需要加工;施工不便..②角焊缝在相互搭接或丁字连接构件的边缘;所焊截面为三角形的焊缝;叫做角焊缝..角焊缝按外力作用方向可分为平行于外力作用方向的侧面角焊缝和垂直于外力作用方向的正面角焊缝..钢结构中;最常用的是普通直角焊缝;其他形式主要是为了改变受力状态;避免应力集中;一般多用于直接受动力荷载的结构..杆件与节点板的连接焊缝一般宜采用两面侧焊;也可用三面围焊;对角钢焊件还可采用L形围焊;但为不引起偏心;角钢背焊缝长度常受到限制;所以一般只适用于受力较小的焊件..所有围焊的转角处必须连续施焊..角焊缝的优点是焊件板边不必预先加工;也不需要校正缝距;施工方便..其缺点是应力集中现象比较严重;由于必须有一定的搭接长度;角焊缝连接在材料使用上不够经济..2对接焊缝的形式及受力特点对接焊缝有对接接头和T形接头两种..如按焊缝是否被焊透;又分焊透的对接焊缝和未焊透的对接焊缝两种..焊透的对接焊缝;其焊条金属充满整个连接截面并和母材熔成一体;焊缝的强度与被焊构件的强度基本相同..当连接焊缝受力很小甚至不受力;但又要求焊接结构外观平齐时;或连接焊缝受力虽较大;但采用焊透的对接焊缝其强度并不能充分利用时;则应采用未焊透的对接焊缝..钢结构中采用较多的是焊透的对接焊缝..2.普通螺栓连接1粗制螺栓与精制螺栓粗制螺栓是用圆钢热压而成;表面粗糙..由于螺杆与螺孔之间有空隙;所以承受剪力较差;一般用于安装连接中..精制螺栓的螺杆是在车床上加工而成;螺杆直径与孔径基本相同;抗剪能力较好;但制造费工;成本较高;一般很少用..粗制螺栓与精制螺栓不仅螺杆不同;孔壁也不同;螺栓孔壁按质量可分为一类孔与二类孔、粗制螺栓用二类孔、精制螺栓用一类孔..2螺栓的排列螺栓的排列有并列与错列两种形式;并列简单、整齐;比较常用..螺栓在构件上的排列应当满足如下要求:①受力要求:从受力要求出发;螺栓的距离不宜过大或过小..例如:受压构件顺作用力方向的螺栓间距过大时;构件易压屈鼓出;端距过小时;前部钢材可能被挤压破坏等..②构造要求:螺栓间距过大时;构件接触不严密..当空气湿度大时;易造成钢材锈蚀;所以从构造出发;螺栓间距不能过大..③施工要求:布置螺栓时;还要考虑到用扳手拧螺栓的可能性;按扳手尺寸的要求进行..3.高强度螺栓连接高强度螺栓是一种新的连接形式;它具有施工简单、受力性能好、可拆换、耐疲劳以及在动力荷载作用下不致松动等优点;是很有发展前途的连接方法..高强度螺栓是用特制的扳手上紧螺帽;使螺栓产生巨大而又受控制的预拉力;通过螺帽和垫板;对被连接件也产生了同样大小的预压力..在预压力作用下;沿被连接件表面就会产生较大的摩擦力;只要轴力小于此摩擦力;构件便不会滑移;连接就不会受到破坏;这就是高强度螺栓连接的原理..高强度螺栓连接是靠连接件接触面间的摩擦力来阻止其相互滑移的;为使接触面有足够的摩擦力;就必须提高构件的夹紧力和增大构件接触面的摩擦系数..构件间的夹紧力是靠对螺栓施加预拉力来实现的;但由低碳钢制成的普通螺栓;因受材料强度的限制;所能施加的预拉力是有限的;它所产生的摩擦力比普通螺栓的抗剪能力还小;所以如要靠螺栓预拉力所引起的摩擦力来传力;则螺栓材料的强度必须比构件材料的强度大得多才行;即螺栓必须采用高强度钢制造;这也就是称为高强度螺栓连接的原因..高强度螺栓连接中;摩擦系数的大小对承载力的影响很大..试验表明;摩擦系数与构件的材质、接触面的粗糙程度、法向力的大小等都有直接的关系;其中主要是接触面的形式和构件的材质..为了增大接触面的摩擦系数;施工时应将连接范围内构件接触面进行处理;处理的方法有喷砂、用钢丝刷清理等..设计时;应根据工程情况;尽量采用摩擦系数较大的处理方法;并在施工图上清楚注明..应当指出;高强度螺栓实际上有摩擦型和承压型之分..摩擦型高强度螺栓承受剪力的准则是设计荷载引起的剪力不超过摩擦力..而承压型高强度螺栓则是以杆身不被剪坏或板件不被压坏为设计准则;其受力特点及计算方法等与普通螺栓基本相同;但由于螺栓采用了高强度钢材制造;所以具有较高的承载能力..完。
钢结构连接的三种方法
钢结构连接的三种方法分别是焊接、螺栓连接和铆接。
1. 焊接:利用高温将两个或多个零件熔合在一起,形成坚固的连接。
焊接连接可以适用于各种类型的结构,具有较高的承载能力和刚性,但需要在现场进行,且操作难度较大。
2. 螺栓连接:将零件通过螺栓和垫圈连接起来,形成可拆卸的连接方式。
该方法便于现场施工和维修,但需要注意螺栓预紧力的控制,以确保连接的稳定性。
3. 铆接:将两个或多个零件通过铆钉连接起来,形成永久性的连接。
铆接连接适用于需要远离现场制造的构件,具有较高的耐久性和抗震性,但需要在制造厂进行。
常用的钢结构连接方法
常用的钢结构连接方法有以下几种:
1. 焊接连接:通过焊接方法将钢构件连接在一起,常见的有电弧焊、气焊、氩弧焊等。
2. 螺栓连接:使用螺栓将钢构件连接在一起,通过螺栓和螺母的紧固力来实现连接。
常用的螺栓连接方式有高强度螺栓连接和普通螺栓连接。
3. 锚栓连接:通过将一端固定在混凝土基础中,另一端与钢构件连接,采用铆钉和钢板焊接的方式连接。
4. 铆接连接:使用铆钉将钢构件连接在一起,通过铆钉的拉力来实现固定连接。
5. 悬挂连接:将钢构件通过悬挂装置悬挂在支撑构件上,常见的悬挂连接方式有环形吊环、悬挂链以及吊索连接。
以上是常用的钢结构连接方法,具体使用哪种连接方法需要根据具体情况,如结构形式、荷载要求、施工条件等来确定。
在选择连接方法时需要考虑连接的强度、刚度和可靠性等因素。
d e钢结构的构件连接方式钢结构的连接方法大体来看,有以下几种:焊接——是使用最普遍的方法,该方法对几何形体适应性强,构造简单,省材省工,易于自动化,工效高;但是焊接属于热加工过程,对材质要求高,对于工人的技术水平要求也高,焊接程序严格,质量检验工作量大。
铆接——该方法传力可靠,韧性和塑性好,质量易于检查,抗动力荷载好;但是由于铆接时必须进行钢板的搭接,相对来讲费钢、费工。
普通螺栓连接——这种方式装卸便利,设备简单,工人易于操作;但是对于该方法,螺栓精度低时不宜受剪,螺栓精度高时加工和安装难度较大。
高强螺栓连接——此法加工方便,对结构削弱少,可拆换,能承受动力荷载,耐疲劳,塑性、韧性好摩擦面处理,安装工艺略为复杂,造价略高射钉、自攻螺栓连接——较为灵活,安装方便,构件无须预先处理,适用于轻钢、薄板结构不能受较大集中力。
焊接连接 焊接是钢结构较为常见的连接方式,也是比较方便的连接方式,在众多的钢结构中,焊接是最为常见的一种。
根据焊接的形式,焊缝可以分为对接(平接)焊缝、角焊缝、和顶接焊缝三大类。
对接焊缝对接焊缝按受力与焊缝方向分直缝——作用力方向与焊缝方向正交;斜缝——作用力方向与焊缝方向斜交两类。
从直观来看,直缝受拉,斜缝受拉与剪的同时作用。
对接焊缝在焊接上有以下处理形式: a )直边缝:适合板厚t 10mm b )单边V 形:适合板厚t =10~20mmc )双边V 形:适合板厚t =10~20mmd )U 形:适合板厚t > 20mme )K 形:适合板厚t > 20mm b斜缝 直缝f)X形:适合板厚t > 20mm对接焊缝的优点是用料经济、传力均匀、无明显的应力集中1[1],利于承受动力荷载;但也有缺点,需剖口,焊件长度要精确。
对接焊缝需要做以下构造处理:首先,在施焊过程中,起落弧处易有焊接缺陷,所以用引弧板;但采用引弧板施工复杂,除承受动力荷载外,一般不用,计算时将焊缝长度两端各减去5mm。
钢结构的三种连接方法及特点分析焊接是目前钢结构中最主要的连接方式。
它具有不削弱构件截面,刚性好,构造简单,施工便捷,并可采用自动化操作等优点。
连接的作用是通过一定方式将板材或型钢组合成构件,或将若干构件组合成整体结构,以保证其共同工作。
∮钢结构的连接方法有:焊缝连接、螺栓连接和铆钉连接三种。
1焊缝连接焊缝连接是通过电弧产生的热量使焊条和焊件局部熔化,经冷却凝结成焊缝,从而将焊件连接成为一体。
优点▼不削弱构件截面,节约钢材,构造简单,制造方便,连接刚度大,密封性能好,在一定条件下易于采用自动化作业,生产效率高。
缺点▼焊缝附近钢材因焊接高温作用形成的热影响区可能是某些部位材质变脆;焊接过程中钢材受到分布不均匀的高温和冷却,使结构产生焊接残余应力和残余变形,对结构的承载力、刚度和使用性能有一定影响;焊接结构由于刚度大,局部裂纹一经发生很容易扩展到整体,尤其是在低温下易发生脆断;焊缝连接的塑性和韧性较差,施焊时可能产生缺陷,使疲劳强度降低。
2螺栓连接螺栓连接是通过螺栓这种紧固件把连接件连接成为一体。
螺栓连接分普通螺栓连接和高强度螺栓连接两种。
优点▼施工工艺简单、安装方便,特别适用于工地安装连接,也便于拆卸,适用于需要装拆结构和临时性连接。
缺点▼需要在板件上开孔和拼装时对孔,增加制造工作量,且对制造的精度要求较高;螺栓孔还使构件截面削弱,且被连接件常需相互搭接或增设辅助连接板(或角钢),因而构造较繁且多费钢材。
3铆钉连接铆钉连接是将一端带有半圆形预制钉头的铆钉,将钉杆烧红后迅速插入连接件的钉孔中,然后用铆钉枪将另一端也打铆成钉头,以使连接达到紧固。
优点▼铆接传力可靠,塑性、韧性均较好,质量易于检查和保证,可用于重型和直接承受动力荷载的结构。
缺点▼铆接工艺复杂、制造费工费料,且劳动强度高,故已基本被焊接和高强度螺栓连接所取代。
综上所述连接方式及其质量优劣直接影响钢结构的工作性能。
钢结构的连接必须符合安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。