奇瑞四大工艺简介
- 格式:pdf
- 大小:1.98 MB
- 文档页数:35
汽车四大工艺制造的介绍
汽车四大工艺制造是指汽车制造过程中的四种主要工艺技术,分别为压力加工工艺、焊接工艺、铸造工艺和注塑工艺。
以下是对这四种工艺制造的介绍:
1. 压力加工工艺
压力加工工艺是将金属板料经过冲压、拉伸、弯曲等加工形成汽车零部件的工艺。
这种工艺能够生产出形状复杂、精度高的汽车零部件,广泛应用于车身、车门、引擎罩等部件的制造。
2. 焊接工艺
焊接工艺是将零件进行加热、熔化,然后使其融合在一起的工艺。
在汽车制造中,焊接工艺是连接汽车零部件的主要方法,广泛应用于车身、底盘、车桥等部件的制造。
3. 铸造工艺
铸造工艺是将液态金属注入模具中,冷却后得到所需形状的零件的工艺。
在汽车制造中,铸造工艺主要应用于制造发动机、变速器、制动器等大型铸件。
4. 注塑工艺
注塑工艺是将塑料颗粒通过加热熔化后注入模具中,冷却后得到所需形状的零件的工艺。
在汽车制造中,注塑工艺广泛应用于制造汽车内饰、仪表盘、灯具等部件。
总之,汽车制造过程中的这四种工艺制造是汽车制造的重要组成部分,对汽车品质、性能和外观等方面都有着重要的影响。
汽车制造四大工艺介绍
汽车制造通常采用四大工艺,即冲压、焊接、涂装和总装。
1. 冲压工艺:冲压是将钢板等材料通过冲压机进行加工,形成汽车车身的各个部分,如车门、引擎盖、车顶等。
冲压工艺需要使用高精度的冲压机和模具,以保证车身的精度和质量。
2. 焊接工艺:焊接是将冲压成形的车身各个部分进行连接,形成完整的车身。
焊接工艺通常采用点焊、弧焊、激光焊接等技术,以保证车身的强度和密封性能。
3. 涂装工艺:涂装是将车身进行涂装,以保护车身并提高其外观和质感。
涂装工艺通常包括底漆、面漆和清漆的涂装,以及喷涂、烘烤等多个步骤。
4. 总装工艺:总装是将车身的各个部分进行组装,形成完整的汽车。
总装工艺通常包括发动机、变速器、悬挂系统、内饰等各个部分的组装,以及整车的调试和检测。
这四大工艺是汽车制造的核心环节,需要高度的技术和精密的设备来保证汽车的质量和性能。
随着科技的不断进步,汽车制造工艺也在不断发展和改进,以适应市场和消费者的需求。
![汽车制造四大工艺简介概述[文字可编辑]](https://uimg.taocdn.com/c7ffc4bb83c4bb4cf7ecd1dc.webp)
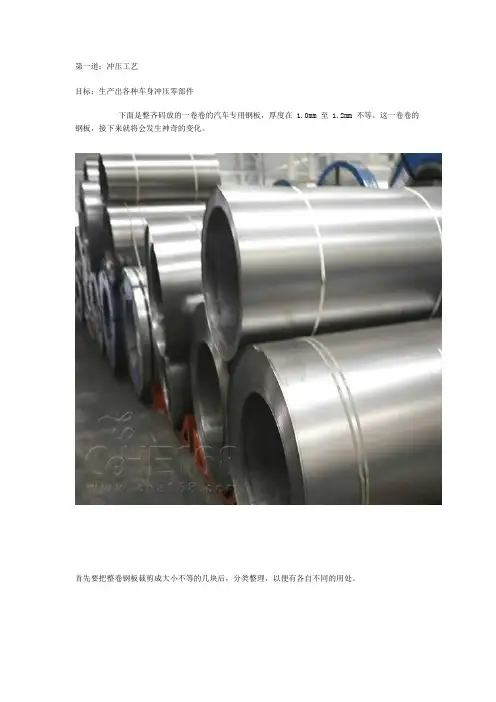
第一道:冲压工艺目标:生产出各种车身冲压零部件下面是整齐码放的一卷卷的汽车专用钢板,厚度在 1.0mm 至 1.2mm 不等。
这一卷卷的钢板,接下来就将会发生神奇的变化。
首先要把整卷钢板裁剪成大小不等的几块后,分类整理,以便有各自不同的用处。
大小不等的钢材,要经过一道切边工序。
然后分配到各个冲压机上,进行下一步工序。
平整的钢材经过冲压机重新塑造,被压制成车身上的各种冲压部件。
压制好的前翼子板,整齐放在成品区待用。
压制成型的车辆侧车身至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。
接下来他们就被送到了焊接车间,进入了下一道工序。
第二道:焊接工艺目标:将各种车身冲压部件焊接成完成的车身每一道焊接完成后,工人师傅都要仔细检查焊接情况。
哈弗的车身焊接还大量运用了工业机器人,这大大提高了效率并降低了失误的风险。
车身焊接完成后,还要再进一步检查焊接情况。
在确认了焊接没有问题之后,白车身就将被送入涂装车间进行下一道工序。
第三道:涂装工艺目标:防止车身锈蚀,使车身具有靓丽外表组装完成的车身,被吊装到喷漆车间,先进行电泳防锈处理。
电泳防锈处理完毕后,工人们还要清理车身表面,发现是否有缺陷,为下一步即将到来的喷漆做准备。
由于油漆含有大量有毒物质,而且人工喷漆效率低、浪费油漆,因此哈弗喷漆工艺已经由机器人来完成了。
至此车身涂装工艺就结束了,喷涂完毕的车身将被送到总装车间进行最后一道工序。
第四道:总装工艺目的:将车身、底盘和内饰等各个部分组装到一起,形成一台完整的车本来运到总装车间的应该是包含发动机变速箱在内的底盘总成。
但是我们有必要了解一下底盘总成是怎么组装的,因此先从哈弗的大梁开始。
在哈弗的大梁上需要安装转向系统和其他不易安装的部件。
这个工序是给车辆安装悬架连杆等部件。
安装后备胎支架再下来,发动机和变速箱是作为一个动力总成来整体安装的。
安装传动前后传动轴和排气管安装好轮胎的底盘,就可以降到地面上了,接下来就是等待车壳的吊装。
汽车的四大工艺流程
《汽车的四大工艺流程》
汽车制造是一个复杂而精细的过程,包含了许多工艺流程。
其中,四大工艺流程是车身制造、焊接、喷涂和总装。
首先,车身制造是汽车制造的第一步。
在这个阶段,原料例如钢材或铝材会被切割、冲压成各种形状的零部件,接着再通过模具成型。
这些零部件最终会被焊接在一起,形成整个车身的主要结构。
接下来是焊接工艺流程。
在这个阶段,各种零部件将会通过焊接工艺方法,如点焊、缝焊或者激光焊接等,被连接在一起。
这一步骤非常关键,因为它直接影响着汽车的结构强度和安全性。
然后是喷涂工艺流程。
汽车的外观和表面质量的好坏大部分取决于喷涂工艺。
在这个阶段,汽车会进行除锈、打磨和上底漆等处理,最终进行车身颜色的涂装。
这一步骤不仅能保护车身免受氧化和腐蚀,也能美化汽车的外观。
最后是总装工艺流程。
在这个阶段,各种零部件和系统会被安装在汽车上,包括发动机、底盘、车身饰件、内饰等。
经过这一步骤,汽车才会成为完整的一台车辆,可以进行最后的调试和测试,确保汽车的各项功能正常运行。
综上所述,《汽车的四大工艺流程》包括车身制造、焊接、喷
涂和总装。
这些工艺流程相互衔接,共同构成了汽车制造的全过程,决定了汽车的质量和性能。



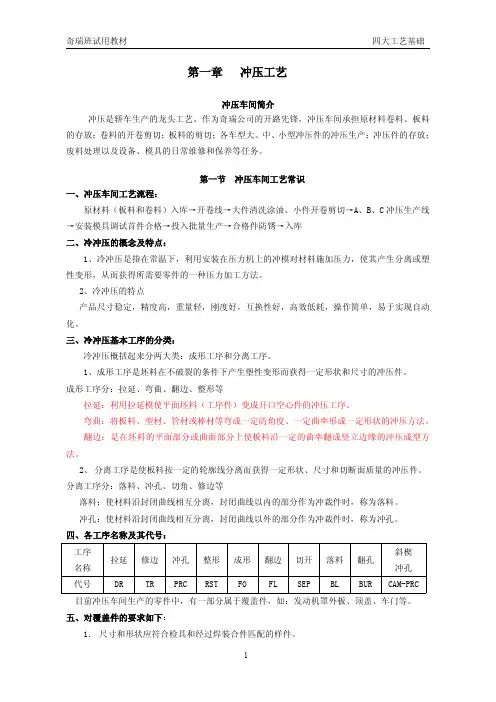
第一章冲压工艺冲压车间简介冲压是轿车生产的龙头工艺。
作为奇瑞公司的开路先锋,冲压车间承担原材料卷料、板料的存放;卷料的开卷剪切;板料的剪切;各车型大、中、小型冲压件的冲压生产;冲压件的存放;废料处理以及设备、模具的日常维修和保养等任务。
第一节冲压车间工艺常识一、冲压车间工艺流程:原材料(板料和卷料)入库→开卷线→大件清洗涂油、小件开卷剪切→A、B、C冲压生产线→安装模具调试首件合格→投入批量生产→合格件防锈→入库二、冷冲压的概念及特点:1、冷冲压是指在常温下,利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件的一种压力加工方法。
2、冷冲压的特点产品尺寸稳定,精度高,重量轻,刚度好,互换性好,高效低耗,操作简单,易于实现自动化。
三、冷冲压基本工序的分类:冷冲压概括起来分两大类:成形工序和分离工序。
1、成形工序是坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件。
成形工序分:拉延、弯曲、翻边、整形等拉延:利用拉延模使平面坯料(工序件)变成开口空心件的冲压工序。
弯曲:将板料、型材、管材或棒材等弯成一定的角度、一定曲率形成一定形状的冲压方法。
翻边:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成竖立边缘的冲压成型方法。
2、分离工序是使板料按一定的轮廓线分离而获得一定形状、尺寸和切断面质量的冲压件。
分离工序分:落料、冲孔、切角、修边等落料:使材料沿封闭曲线相互分离,封闭曲线以内的部分作为冲裁件时,称为落料。
冲孔:使材料沿封闭曲线相互分离,封闭曲线以外的部分作为冲裁件时,称为冲孔。
四、各工序名称及其代号:工序名称拉延修边冲孔整形成形翻边切开落料翻孔斜楔冲孔代号DR TR PRC RST FO FL SEP BL BUR CAM-PRC 目前冲压车间生产的零件中,有一部分属于覆盖件,如:发动机罩外板、顶盖、车门等。
五、对覆盖件的要求如下:1.尺寸和形状应符合检具和经过焊装合件匹配的样件。
汽车整车生产四大工艺流程Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT第一道:冲压工艺目标:生产出各种车身冲压零部件下面是整齐码放的一卷卷的汽车专用钢板,厚度在至不等。
这一卷卷的钢板,接下来就将会发生神奇的变化。
首先要把整卷钢板裁剪成大小不等的几块后,分类整理,以便有各自不同的用处。
大小不等的钢材,要经过一道切边工序。
然后分配到各个冲压机上,进行下一步工序。
平整的钢材经过冲压机重新塑造,被压制成车身上的各种冲压部件。
压制好的前翼子板,整齐放在成品区待用。
压制成型的车辆侧车身至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。
接下来他们就被送到了焊接车间,进入了下一道工序。
第二道:焊接工艺目标:将各种车身冲压部件焊接成完成的车身每一道焊接完成后,工人师傅都要仔细检查焊接情况。
哈弗的车身焊接还大量运用了工业机器人,这大大提高了效率并降低了失误的风险。
车身焊接完成后,还要再进一步检查焊接情况。
在确认了焊接没有问题之后,白车身就将被送入涂装车间进行下一道工序。
第三道:涂装工艺目标:防止车身锈蚀,使车身具有靓丽外表组装完成的车身,被吊装到喷漆车间,先进行电泳防锈处理。
电泳防锈处理完毕后,工人们还要清理车身表面,发现是否有缺陷,为下一步即将到来的喷漆做准备。
由于油漆含有大量有毒物质,而且人工喷漆效率低、浪费油漆,因此哈弗喷漆工艺已经由机器人来完成了。
至此车身涂装工艺就结束了,喷涂完毕的车身将被送到总装车间进行最后一道工序。
第四道:总装工艺目的:将车身、底盘和内饰等各个部分组装到一起,形成一台完整的车本来运到总装车间的应该是包含发动机变速箱在内的底盘总成。
但是我们有必要了解一下底盘总成是怎么组装的,因此先从哈弗的大梁开始。
在哈弗的大梁上需要安装转向系统和其他不易安装的部件。
这个工序是给车辆安装悬架连杆等部件。
安装后备胎支架再下来,发动机和变速箱是作为一个动力总成来整体安装的。
奇瑞四大工艺部岗位职责奇瑞汽车是中国一家知名的汽车制造企业,拥有四大工艺部,分别是冲压工艺部、焊装工艺部、涂装工艺部和总装工艺部。
每个工艺部都承担着不同的职责,下面将详细介绍各个工艺部的岗位职责。
一、冲压工艺部冲压工艺部主要负责汽车车身钣金件的冲压生产工艺的规划和优化。
具体岗位职责如下:1. 研究和开发冲压模具技术,设计和改进冲压工艺流程,提高产品质量和生产效率;2. 负责制定冲压工艺参数和标准,制定工艺文件,并指导生产线操作人员进行操作;3. 解决冲压过程中的技术问题和质量问题,提出改进意见和措施,确保冲压生产的顺利进行;4. 参与新产品的开发和试制,进行冲压工艺的验证和优化,确保新产品的顺利上市;5. 跟踪冲压设备的运行状况,进行维护和保养,确保设备的正常使用。
二、焊装工艺部焊装工艺部主要负责汽车车身焊接工艺的研发和实施。
具体岗位职责如下:1. 研究和开发焊接工艺技术,设计和改进焊接工艺流程,提高焊接质量和效率;2. 负责制定焊接工艺参数和标准,制定焊接工艺文件,并指导焊接操作人员进行操作;3. 解决焊接过程中的技术问题和质量问题,提出改进意见和措施,确保焊接生产的顺利进行;4. 参与新产品的开发和试制,进行焊接工艺的验证和优化,确保新产品的顺利上市;5. 跟踪焊接设备的运行状况,进行维护和保养,确保设备的正常使用。
三、涂装工艺部涂装工艺部主要负责汽车车身涂装工艺的研发和实施。
具体岗位职责如下:1. 研究和开发涂装工艺技术,设计和改进涂装工艺流程,提高涂装质量和效率;2. 负责制定涂装工艺参数和标准,制定涂装工艺文件,并指导涂装操作人员进行操作;3. 解决涂装过程中的技术问题和质量问题,提出改进意见和措施,确保涂装生产的顺利进行;4. 参与新产品的开发和试制,进行涂装工艺的验证和优化,确保新产品的顺利上市;5. 跟踪涂装设备的运行状况,进行维护和保养,确保设备的正常使用。
四、总装工艺部总装工艺部主要负责汽车总装工艺的研发和实施。
现代汽车整车制造四大工艺过程一、工艺基础—概念1、工艺即加工产品的方法(手段、过程)。
是利用生产工具对原材料、毛坯、半成品进行加工,改变其几何形状、外形尺寸、表面状态和内部组织的方法。
2、工艺规程规定产品或零部件制造工艺过程和操作方法等工艺规定(文件)。
3、工艺文件指导工人操作和用于生产、工艺管理的各种技术文件。
是企业组织生产、计划生产和进行核算的重要技术参数。
4、工艺参数为达到加工产品预期的技术指标,工艺过程中选用和控制的有关量,如电流、电极压力压等。
5、工艺装备产品制造过程中所用的各种工具的总称。
包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。
6、工艺卡片(或作业指导书)按产品的零、的某一工艺阶段编制的一种工艺文件。
他以工序为单元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备。
包括冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。
7、物料清单(BOM)用数据格式来描述产品结构的文件。
8、外协件明细表填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。
9、外购工具明细表填写产品在生产过程中所需购买的全部刀具、量具等的名称、规格与精度等的一种工艺文件。
10、材料消耗工艺定额明细表填写产品每个零件在制造过程所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件。
11、材料消耗工艺定额汇总表将“材料消耗工艺定额明细表”中的各种材料按单台产品汇总填列的一种工艺文件。
12零部件转移卡填写各装配工序零、部件图号(代号)名称规格等的一种工艺。
二、工艺基础—管理1、工艺管理内容包括:产品工艺工作程序、产品结构工艺性审查的方式和程序、工艺方案设计、工艺规程设计、工艺定额编制、工艺文件标准化审查、工艺文件的修改、工艺验证、生产现场工艺管理、工艺纪律管理、工艺标准化、工艺装备编号方法、工艺装备设计与验证管理程序、工装的使用与维护、工艺规程格式、管理用工艺文件格式、专用工艺装备设计图样及设计文件格式。