盘套类零件的加工
- 格式:pptx
- 大小:1.54 MB
- 文档页数:34
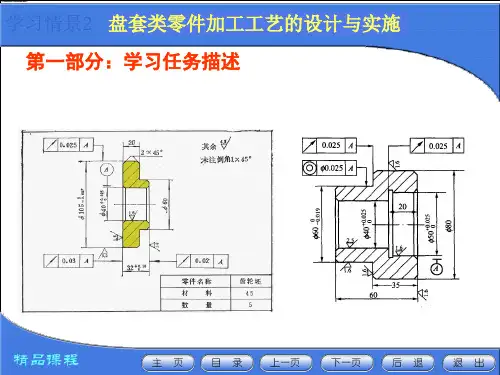
第二节 盘、套类零件工艺设计一、盘、套类零件特点(一)盘类零件1、功用盘类零件在机器中主要起支承、连接作用。
2、结构特点盘类零件主要由端面、外圆、内孔等组成,一般零件直径大于零件的轴向尺寸。
3、技术要求盘类零件往往对支承用端面有较高平面度及轴向尺寸精度及两端面平行度要求;对转接作用中的内孔等有与平面的垂直度要求,外圆、内孔间的同轴度要求等。
(二)套类零件1、功用套类零件在机器中主要起支承和导向作用。
2、结构特点零件主要由有较高同轴要求的内外圆表面组成,零件的壁厚较小,易产生变形,轴向尺寸一般大于外圆直径。
3、主要技术要求孔与外圆一般具有较高的同轴度要求;端面与孔轴线(亦有外圆的情况)的垂直度要求;内孔表面本身的尺寸精度、形状精度及表面粗糙度要求;外圆表面本身的尺寸、形状精度及表面粗糙度要求等。
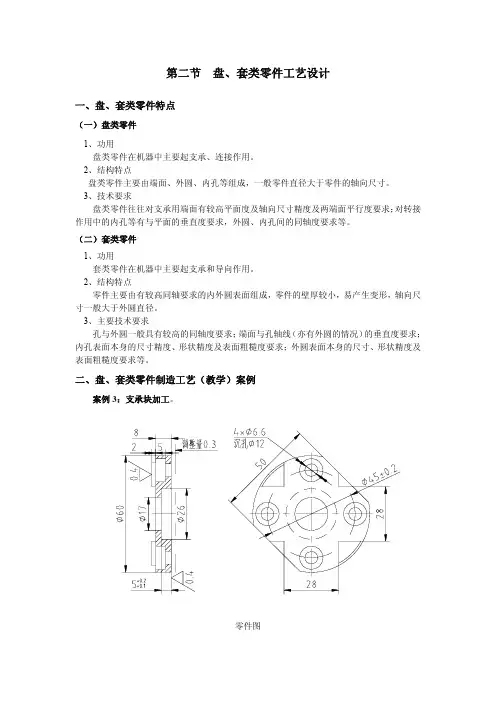
二、盘、套类零件制造工艺(教学)案例案例3:支承块加工。
零件图三维图1、零件工艺性分析(1)零件材料:45钢。
切削加工性良好。
刀具材料及几何参数选择同案例1。
(2)零件组成表面:两端面,外圆面,中间孔及沉孔,安装孔,侧面,十字槽,倒角等。
(3)零件结构分析:两端面起支承作用,光度要求高,轴向尺寸在安装后通过配磨保证两件等高。
轴向尺寸小,为典型的盘类零件。
(4)主要技术条件:端面粗糙度要求Ra0.4µm两端面保证平行。
2、零件工艺设计(1)毛坯选择按零件形状及要求,可选棒料。
(2)基准及安装方案分析该零件的主要基准无疑为两端面,安装孔及十字槽等表面加工均为端面作定位基准,侧表面位置,孔的中心考虑精度要求不高,且该零件为单件生产,采用划线确定;两平面的平行度则采用互为基准的方法保证。
(3)零件表面加工方法按端面Ra0.4µm的要求,其终加工方法选择精磨。
为确保零件安装平整,安装孔应与端面垂直,在加工安装孔,铣十字槽前先粗磨好平面,孔及槽等表面加工后再精磨平面。
侧面采用铣削,安装孔采用钻削,中间孔及沉孔可采用车削。
对机床盘套类零件的生产加工工艺探讨近年来,伴随着我国工业发展的加快和人民生活水平的提高,人们对机械零件的性能要求出现日趋精密化和复杂化需求。
同时,在人们普遍使用数控机床加工盘套类零件的条件下,积极探索出加工该类零件的较好的工艺方案,降低生产成本,提高产品性能和竞争力对企业有着重要的意义。
为此,本篇在分析盘类零件和套类零件性能和要求的基础上,展开对机床盘套类零件的生产加工工艺的程序和加工过程中出现的问题进行探究和讨论。
标签:机床盘套类零件;精密化;加工工艺;产品性能机床中盘套类零件的在工业领域应用非常广泛。
例如:支承回转轴的各种形式的滑动轴承、夹具中的导向套、液压系统中的油缸、内燃机上的汽缸套、法兰盘以及透盖等。
盘类零件一般起连接和压紧作用。
套类零件通常超支承和导向作用。
套类零件由于用途不同,其结构和尺寸有着较大的差异,但仍有其共同的特点。
下面我们分别开展开对盘类零件和套类零件的性能和结构特点的分析和学习,以便为生产出更高性能的零件打下基础。
1.1机床盘类零件的功用与结构特点1.1.1机床盘类零件的功用机床盘类零件在机器中主要起支承、连接作用。
1.1.2机床盘类零件的结构特点机床盘类零件主要由端面、外圆、内孔等组成,一般零件直径大于零件的轴向尺寸。
1.1.3机床盘类零件的生产技术要求机床盘类零件往往对支承用端面有较高平面度及轴向尺寸精度及两端面平行度要求;对转接作用中的内孔等有与平面的垂直度要求,外圆、内孔间的同轴度要求等。
1.2.机床套类零件的功用与结构特点1.2.1机床套类零件的功用机床套类零件在机器中主要起支承和导向作用。
1.2.2机床套类零件的结构特点机床零件主要由有较高同轴要求的内外圆表面组成,零件的壁厚较小,易产生变形,轴向尺寸一般大于外圆直径。
1.2.3、机床套类零件的主要技术要求孔与外圆一般具有较高的同轴度要求;端面与孔轴线(亦有外圆的情况)的垂直度要求;内孔表面本身的尺寸精度、形状精度及表面粗糙度要求;外圆表面本身的尺寸、形状精度及表面粗糙度要求等。
指导老师:专业:机电一体化班级:10机电三班姓名:学号:101101题目:课题一套类零件的加工以及盘类零件的设计与加工摘要前言第一章零件图样工艺分析1.1零件图样分析1.2零件工艺结构分析1.3 确定加工方法1.4 确定加工方案第二章工件的装夹2.1定位基准的选择2.2定位基准选择的原则2.3确定零件的定位基准〈1〉2.4装夹方式的选择2.5数控车床常用装夹方式2.6确定合理的装夹方式第三章刀具及切削用量3.1选择数控刀具的原则3.2选择数控车削用刀具3.3设置刀点和换刀点3.4确定切削用量第四章典型轴类零件加工4.1 轴类零件加工的工艺分析4.2 典型轴类零件加工工艺4.3 手工编程4.4 用proe绘图4.5用proe对工件进行建模4.6 用proe装配零件4.7 用cad制图4.8 孔及螺纹的仿真和程序编写第五章典型盘类零件的加工5.1 盘类零件加工的工艺分析5.2 典型盘类零件加工工艺5.3 PROE绘图第六章致谢词参考文献错误!未定义书签。
摘要本零件在设计加工过程中分析了轴的特点及作用,介绍了轴的数控加工工艺设计与程序编制。
要体现在对材料的选择、刀具的选择、工装夹具、定位元件、基准的选择、定位方式、对刀、工艺路线拟定、程序的编制、数控车、数控铣等。
着重说明了数控加工工艺设计的主要内容、数控加工工艺与普通加工工艺的区别及特点、控刀具的要求与特点、数控刀具的材料、选择数控刀具时应考虑的因素、工件的安装、定位误差的概念和产生的原因、数控车床的主要加工对象、数控车床的坐标系、零件图形的数学处理及编程尺寸设定值的确定〈2〉、工步顺序的安排、切削参数选择、数控铣床的主要加工对象等。
全面审核投入生产制造中。
其中轴的数控加工工艺分析、装夹、基准的选择、工艺路线的拟定、程序的编制既是重点又是难点。
前言制造业是所有与制造有关的行业的总称,是一个国家国民经济的支柱产业。
它一方面为全社会日用消费品生产创造价值,另一方面也为国民经济各部门提供生产资料和装备。
项目四盘套类的数控车削加工一.巩固训练❖填空题1.加工内孔时G71粗车循环指令中X向的精车余量取___________值。
2.外圆车刀刀尖方位T取___________,内孔车刀刀尖方位T___________。
3.钻孔前必须将___________车平,使钻头的轴线与________________重合。
❖选择题1.影响数控车床加工精度的因素很多,要提高工件的质量,有很多措施,但()不能提高加工精度。
A.绝对编程改变为增量编程B.正确选择车刀类型C.控制刀尖中心高误差D.减少刀尖圆弧半径对加工的影响2.用塞规检测工件时,若通规通过,止规不通过,则工件尺寸()。
A.刚好B.太小C.太大D.无法判断3.在数控机床上,当不使用G41、G42刀尖圆弧半径补偿时,对()的尺寸与形状没有影响。
A.圆柱面与端面B.凸圆弧与凹圆弧C.圆柱面与锥面D.圆弧面与锥面4.车孔的关键技术是解决()问题。
A.车刀的刚性B.排屑C.车刀的刚性和排屑D.冷却5.在G72 W(△d) R(e); G72P(ns) Q(nf) U(△u) W(△w) F(f) S(s) T(t);程序格式中,()表示精加工路径的第一个程序段顺序号。
(FANUC系统)A.△wB.nsC.△uD.nf6.在FANUC系统中()是精加工指令。
A.G70B.G71C.G72D.G737.切削用量三要素中,()对切削温度影响最大。
A.背吃刀量B.每齿给量C.切削速度D.进给量8.手工建立新的程序时,必须最先输入的是()。
A.程序段号B.刀具号C.程序名D.G代码9.程序段G90 X50 Z-60 R-2 F0.1;完成的是()的单次循环加工。
(FANUC系统)A.圆柱面B.圆锥面C.圆弧面D.螺纹10.车削外圆时发现由于刀具磨损,直径超差-0.02mm,刀具偏置中的磨损补偿应输入的补偿值为()。
A.0.02B.0.01C.-0.02D.-0.0111.孔的精度主要有()和同轴度。
第⼆节盘套类零件⼯艺设计第⼆节盘类零件的制造⼯艺(精)第⼆节盘、套类零件⼯艺设计⼀、盘、套类零件特点(⼀)盘类零件1、功⽤盘类零件在机器中主要起⽀承、连接作⽤。
2、结构特点盘类零件主要由端⾯、外圆、内孔等组成,⼀般零件直径⼤于零件的轴向尺⼨。
3、技术要求盘类零件往往对⽀承⽤端⾯有较⾼平⾯度及轴向尺⼨精度及两端⾯平⾏度要求;对转接作⽤中的内孔等有与平⾯的垂直度要求,外圆、内孔间的同轴度要求等。
(⼆)套类零件1、功⽤套类零件在机器中主要起⽀承和导向作⽤。
2、结构特点零件主要由有较⾼同轴要求的内外圆表⾯组成,零件的壁厚较⼩,易产⽣变形,轴向尺⼨⼀般⼤于外圆直径。
3、主要技术要求孔与外圆⼀般具有较⾼的同轴度要求;端⾯与孔轴线(亦有外圆的情况)的垂直度要求;内孔表⾯本⾝的尺⼨精度、形状精度及表⾯粗糙度要求;外圆表⾯本⾝的尺⼨、形状精度及表⾯粗糙度要求等。
⼆、盘、套类零件制造⼯艺(教学)案例案例3:⽀承块加⼯。
零件图三维图1、零件⼯艺性分析(1)零件材料:45钢。
切削加⼯性良好。
⼑具材料及⼏何参数选择同案例1。
(2)零件组成表⾯:两端⾯,外圆⾯,中间孔及沉孔,安装孔,侧⾯,⼗字槽,倒⾓等。
(3)零件结构分析:两端⾯起⽀承作⽤,光度要求⾼,轴向尺⼨在安装后通过配磨保证两件等⾼。
轴向尺⼨⼩,为典型的盘类零件。
(4)主要技术条件:端⾯粗糙度要求Ra0.4µm两端⾯保证平⾏。
2、零件⼯艺设计(1)⽑坯选择按零件形状及要求,可选棒料。
(2)基准及安装⽅案分析该零件的主要基准⽆疑为两端⾯,安装孔及⼗字槽等表⾯加⼯均为端⾯作定位基准,侧表⾯位置,孔的中⼼考虑精度要求不⾼,且该零件为单件⽣产,采⽤划线确定;两平⾯的平⾏度则采⽤互为基准的⽅法保证。
(3)零件表⾯加⼯⽅法按端⾯Ra0.4µm的要求,其终加⼯⽅法选择精磨。
为确保零件安装平整,安装孔应与端⾯垂直,在加⼯安装孔,铣⼗字槽前先粗磨好平⾯,孔及槽等表⾯加⼯后再精磨平⾯。
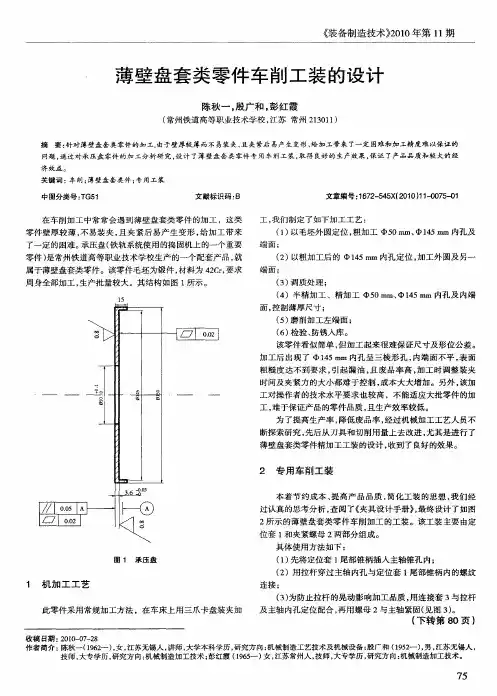
关于解决数控车床加工各种轴类、套类、盘类零件工艺定位浅析摘要:数控车床加工轴类、套类、盘类零件时,绝大部分都需多次装夹,因装夹方法不合适导致很难保证加工质量。
本文在分析这类零件数车加工工艺定位的基础上,结合生产实际情况,设计出一种新的定位装置来解决这类零件的装夹问题,大大提高了零件的质量和加工效率。
关键词:数控车床装夹工艺加工效率0 前言轴类、套类、盘类零件是比较常见的机械零件,特别是细长轴、薄壁筒套之类的零件在电器开关中应用较多,给数控车床操作者带来了不少麻烦,对加工者提出了更高的要求,如果不注意,轻者影响加工效率,进而影响生产进度,重者产生废品。
因此,解决这一类零件数控车床的加工定位装夹以及加工工艺问题,既是现实生产中的迫切要求,又具有重要的经济价值意义,也给企业带来可观的经济效益。
1 数控车床加工此类零件存在的问题数控车床在加工过程中,常用的定位方法有两种:第一种是软爪定位,这种定位方法因软爪所夹紧零件的尺寸有限,所以对于一些较长工件的加工,因伸出过长而刚性太差,而且因刀具磨损和切削用量等因素,在加工过程中容易出现窜动,因而零件的质量很不稳定。
再者零件因尺寸不同加工者还需要不间断的车软爪,这不仅降低了卡爪的使用寿命,而且在装夹时会发生磕碰划伤的现象,同时无形中也增加了很大的加工成本。
另外一种定位方法是前定位,这种方法需要将每件零件重新找正一次,而且还要进行两次装卡,生产效率非常低,数控设备的加工能力不能得到充分发挥。
2 设计一种解决工艺方案为了避免上述问题,同时也是为了更好的提高零件的加工质量及产品性能,我们设计了一种适用于各种轴类、套类及盘类零件在数控机床上加工时的组合定位装置,实现加工方便,定位准确,质量稳定,生产效率高的目的。
解决工艺方案如下:1)根据生产实际情况,相关数控机床操作人员设计制造一套定位装置,要求该装置在加工各种轴类、套类及盘类零件时,定位方法科学合理,使用时充分与数控车床主轴和卡盘紧密配合,加工者可以根据零件实际情况调整定位装置的伸缩量以及该定位装置的组合方式,使零件装夹定位后达到最佳状态,即实现零件加工时的后定位。