挤出机改造方案
- 格式:pptx
- 大小:303.57 KB
- 文档页数:4
橡胶挤出机项目实施方案项目概述:橡胶挤出机项目是为了满足橡胶制品生产的需求,以提高生产效率和产品质量为目标,引进橡胶挤出机设备。
本实施方案将包括项目计划、项目流程、风险分析、资源需求、项目团队以及监控和评估等内容。
一、项目计划1.1项目目标:引进橡胶挤出机设备,提高橡胶制品生产效率和产品质量。
1.2项目范围:设备采购、安装、调试和培训。
1.3项目时间计划:项目总计划为6个月,其中设备采购和准备阶段为2个月,安装和调试阶段为2个月,培训阶段为1个月,项目总结和评估为1个月。
二、项目流程2.1设备采购和准备阶段:-确定橡胶挤出机设备的规格和技术要求。
-筛选供应商,进行报价和评估。
-与供应商签订合同,确定交付时间和条件。
-安排设备安装和调试的场地和人力资源。
2.2安装和调试阶段:-进行设备安装和调试工作,确保设备正常运行。
-测试设备性能,调整参数以满足生产需求。
-编制设备操作手册和日常维护计划。
-为橡胶制品生产线的工人进行培训,提高操作和维护技能。
2.3培训阶段:-将橡胶挤出机设备的操作和维护技能传授给生产线工人。
-进行实际操作和维护演示,解答工人的疑问。
-进行培训评估,确保培训效果。
2.4项目总结和评估:-对项目的实施过程进行总结和评估,检查项目是否达到预期目标。
-汇报项目实施情况,提出改进意见和建议。
三、风险分析3.1设备选型风险:如果选择不合适的橡胶挤出机设备,可能会产生生产效率低下、产品质量不稳定等问题。
解决办法是仔细评估设备的技术参数和供应商的信誉度,选择最适合的设备。
3.2安装和调试风险:如果设备安装和调试不及时或不正确,可能会导致项目延期和生产线故障。
解决办法是提前安排好安装和调试计划,确保设备能够按时投入使用。
3.3培训效果风险:如果培训工人的效果不好,可能会导致操作和维护技能不熟练,无法发挥设备的最大效益。
解决办法是培训前进行培训需求调研,制定培训计划,并进行培训评估。
四、资源需求4.1人力资源:-项目经理:负责项目整体管理和协调。
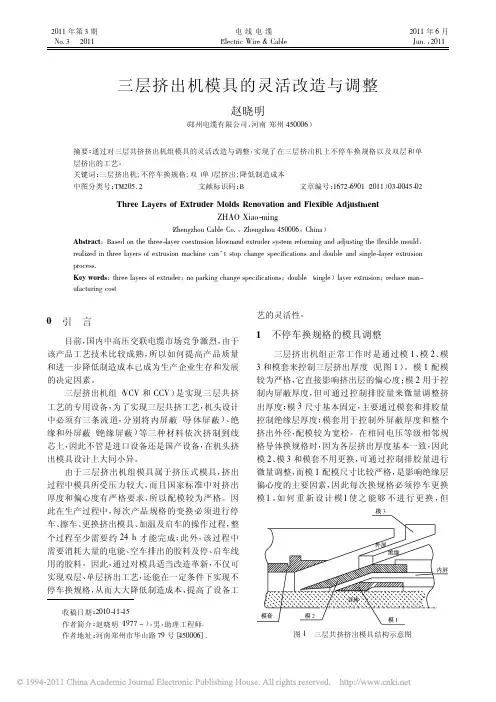
2011年第3期No.32011电线电缆Electric Wire &Cable 2011年6月Jun.,2011三层挤出机模具的灵活改造与调整赵晓明(郑州电缆有限公司,河南郑州450006)摘要:通过对三层共挤挤出机组模具的灵活改造与调整,实现了在三层挤出机上不停车换规格以及双层和单层挤出的工艺。
关键词:三层挤出机;不停车换规格;双(单)层挤出;降低制造成本中图分类号:TM205.2文献标识码:B文章编号:1672-6901(2011)03-0045-02Three Layers of Extruder Molds Renovation and Flexible AdjustmentZHAO Xiao-ming(Zhengzhou Cable Co.,Zhengzhou 450006,China )Abstract :Based on the three-layer coextmsion blownand extruder system reforming and adjusting the flexible mould ,realized in three layers of extrusion machine can ’t stop change specifications and double and single-layer extrusion process.Key words :three layers of extruder ;no parking change specifications ;double (single )layer extrusion ;reduce man-ufacturing cost收稿日期:2010-11-15作者简介:赵晓明(1977-),男,助理工程师.作者地址:河南郑州市华山路79号[450006].0引言目前,国内中高压交联电缆市场竞争激烈,由于该产品工艺技术比较成熟,所以如何提高产品质量和进一步降低制造成本已成为生产企业生存和发展的决定因素。

布鲁克纳挤出机电气改造发布时间:2021-11-29T06:32:40.377Z 来源:《现代电信科技》2021年第14期作者:何祎[导读] 布鲁克纳挤出机是以电锯、压力铸造和挤压成型等工艺为基础,采用先进的电子伺服闭式多工种联合控制技术,通过对典型产品进行改型加工生产而成,在电气改造时利用了自动化控制系统(PLC)与计算机通讯网络系统来实现自动控压设备。
(四川宜宾普拉斯包装材料有限公司 644007)摘要:布鲁克纳挤出机是以电锯、压力铸造和挤压成型等工艺为基础,采用先进的电子伺服闭式多工种联合控制技术,通过对典型产品进行改型加工生产而成,在电气改造时利用了自动化控制系统(PLC)与计算机通讯网络系统来实现自动控压设备。
本次电气改造的原因是由于现有的挤出机不能满足实际生产需求,挤出机设备电气出现了不同的故障及问题,使得设备出现不同的质量问题,电气稳定性能下降。
本文就分析当前布鲁克纳挤出机电气故障损失及其改造方案,为保障挤出机连续稳定生产,满足我企生产的需求,提供了可行方案。
关键词:布鲁克纳;挤出机;电气改造2012年我企从德国布鲁克纳公司引进的进口设备,该批设备使用年限超过16年,其中挤出机设备电气出现了不同的故障及问题主要是传动变频器和PLC控制器出现通讯软故障及电气的通讯硬接口出现不同程序氧化现象,并且传动变频器已经停产,购买备件困难并且多数变频器由于经过多次维修出现电气稳定性能下降。
为保障挤出机连续稳定生产,急需对挤出机电气设备进行改造升级[1]。
一、布鲁克纳挤出机电气故障布鲁克纳挤出机电气由于其于2012年所引入,实际使用的年限较长,各类零件与元件之间的损耗,导致设备在使用的过程中出现了不同程度的问题。
通过对布鲁克纳挤出机电气故障统计来看,在使用挤出机时,主要是变频器以及PLC控制器故障导致电气运行不畅。
变频器在实际使用的过程中烧坏,驱动变频器(主挤、计量泵、成型站、边刀、牵引)通讯时无规律;PSG模块无规律掉站,主要表现为管道3.2区至模头、模温机所有温度显示为0℃,且加热停止,故障能手动复位并再次开启加热,但会无规律再次出现;DP头插针易氧化,造成阻值过大,通讯故障;通讯线因设备安装时未做穿管屏蔽,常因信号干扰出现掉站问题[2]。
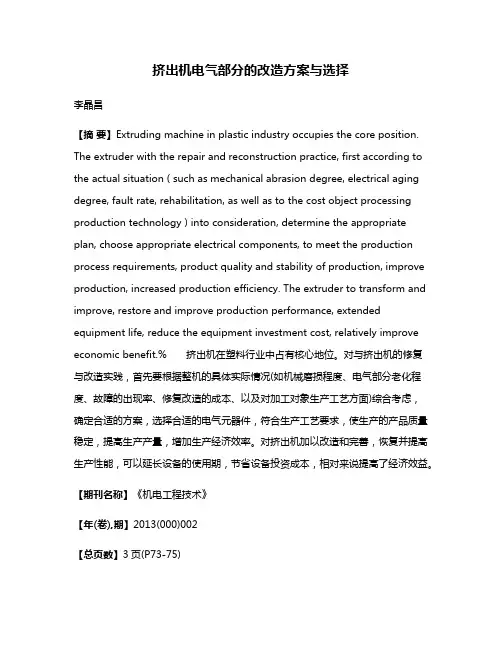
挤出机电气部分的改造方案与选择李晶昌【摘要】Extruding machine in plastic industry occupies the core position. The extruder with the repair and reconstruction practice, first according to the actual situation ( such as mechanical abrasion degree, electrical aging degree, fault rate, rehabilitation, as well as to the cost object processing production technology ) into consideration, determine the appropriate plan, choose appropriate electrical components, to meet the production process requirements, product quality and stability of production, improve production, increased production efficiency. The extruder to transform and improve, restore and improve production performance, extended equipment life, reduce the equipment investment cost, relatively improve economic benefit.% 挤出机在塑料行业中占有核心地位。
对与挤出机的修复与改造实践,首先要根据整机的具体实际情况(如机械磨损程度、电气部分老化程度、故障的出现率、修复改造的成本、以及对加工对象生产工艺方面)综合考虑,确定合适的方案,选择合适的电气元器件,符合生产工艺要求,使生产的产品质量稳定,提高生产产量,增加生产经济效率。
电缆厂挤出机整改方案
操作人员必需相熟本人所操作的挤出机的构造特征,尤其要准确控制螺杆的构造特征,加热和冷却的控制仪表特征、机头特征及拆卸状况等,以便准确地控制挤收工艺条件,准确地操作机器。
挤出不同塑料制品的操作方法是各不雷同的,但也有其雷同之处。
上面扼要介绍挤出各种制品时雷同的操作步骤和操作时应注重的事项。
1、开车前的预备任务
(1)用于挤出成型的塑料。
原资料应到达所须要的枯燥请求,必要时需作进一步枯燥。
并将原料过筛除去结块团粒和机械杂质。
(2)检讨装备中水、电、气各体系能否正常,保障水、气路疏通、不漏,电器体系能否正常,加热体系、温度控制、各种仪表能否任务牢靠;铺机空车低速试运转,视察装备能否运转正常:启动定型台真空泵,视察任务能否正常;在各种装备滑润部位加油光滑。
如发明故障及时清除。
(3)装机头及定型套。
依据产品的种类、尺寸,选好机头规格。
按下列次序将机头装好。
①机头应拆卸在一起,整体安装在挤出机上。
②拆卸机头前,应擦去保留时涂上的油脂,细心检讨型腔表面能否有碰伤、划痕、锈斑,进行必要的抛光,而后在流道表面涂上一层硅油。
③按次序将机头各块板拆卸在一起,螺栓的螺纹处涂以低温油脂,而后拧上螺栓和法兰盘。
挤出设备生产线的生产工艺优化与改进随着科技的发展和工业制造的进步,挤出设备在塑料加工行业中扮演着至关重要的角色。
挤出设备生产线的生产工艺优化与改进对于提高生产效率、降低成本、改善产品质量具有重要意义。
本文将分析目前挤出设备生产线面临的挑战,并提出相应的生产工艺优化与改进方案。
一、挤出设备生产线存在的问题目前,挤出设备生产线面临着以下几个主要问题:1. 低效率生产:传统的挤出设备生产线由于工艺瓶颈以及设备技术的限制,生产效率较低。
生产效率低下不仅导致生产成本过高,还可能使企业无法满足市场需求。
2. 能源消耗大:传统挤出设备使用过程中能源消耗较大,如电力、燃气等。
不仅增加了生产成本,还对环境造成了一定影响。
3. 产品质量不稳定:挤出设备生产线在生产过程中容易出现产品质量不稳定的情况。
产品质量不稳定不仅会增加后续加工的难度,还可能导致产品被淘汰。
二、生产工艺优化与改进方案针对挤出设备生产线存在的问题,可以通过以下几个方面对生产工艺进行优化与改进:1. 优化生产流程:通过对生产流程的全面优化,减少生产环节的重复和浪费,提高生产效率。
可以考虑引入先进的自动化控制系统,实现生产过程的智能化管理和监控。
2. 引入高效能设备:采用新型的挤出设备,提高生产线的生产能力和效率。
例如,采用具有更高生产能力的挤出机,配备高精度的熔体温度和压力控制系统,以提高产品质量稳定性。
3. 优化供应链管理:改进原材料供应链管理,确保原材料的及时到达和供应稳定。
同时优化产品的配方和配料过程,提高产品质量稳定性和一致性。
4. 减少能源消耗:采用节能型挤出设备,如采用高效率的电机、变频器等,减少能源消耗。
同时,采用先进的加热和冷却系统,减少能源的浪费。
此外,还可通过优化生产计划和排程,合理利用设备和能源资源。
5. 强化质量控制:建立完善的质量控制体系,通过对生产过程的监测、质量检测和反馈,及时发现和纠正问题,确保产品质量的稳定性和一致性。
挤出机管材冷却技改方案方案一:改进方式:1 浸泡式,将管材浸泡在冷冻水中;2 使用一个冷却水槽,去掉另两个水槽;3 去掉全部水泵和冷却塔;4 使用工业冻水机内的水泵自循环;5 水槽入水口靠近管子入水槽口,即靠近整形模;6 水槽中填塞一定数量的、两头塞紧盖子的管子,以减小水槽内的空间,但要保证管子全部浸没在冻水中;7 如水槽能够用泡沫塑料围裹更佳;8 在冻水机回水管上加装过滤器,过滤器前后加装球阀。
冻水机功率:1 输入总功率9kW左右;2 制冷量28kW左右;3 冻水温度3-5℃(3℃更佳)。
改进目的:1 节省挤出机占用的空间;2 改善管材椭圆度;3 节省能耗(目前一台挤出机冷却系统需要水泵9台?,每台输入功率3kW,还有冷却塔既需要水泵也需要风机)。
方案二:改进方式:1 喷淋式,喷头将冷冻水喷淋在管材上;2 使用一个冷却水槽,去掉另两个水槽;3 去掉全部水泵和冷却塔;4 使用工业冻水机内的水泵自循环;5 水槽入水口靠近管子入水槽口,即靠近整形模;6 水槽中填塞一定数量的、两头塞紧盖子的管子,以减小水槽内的空间,但要保证管子全部能够被冻水喷淋上;7 如水槽能够用泡沫塑料围裹更佳;8 在冻水机回水管上加装过滤器,过滤器前后加装球阀。
冻水机功率:1 输入总功率9kW左右;2 制冷量28kW左右;3 冻水温度3-5℃(3℃更佳)。
改进目的:1 节省挤出机占用的空间;2 改善管材椭圆度;3 节省能耗(目前一台挤出机冷却系统需要水泵9台?,每台输入功率3kW,还有冷却塔既需要水泵也需要风机)。
最佳方案:浸泡式。
冻水机价格:2-2.3万(含税)。
挤出机项目发展计划目录前言 (4)一、风险应对评估 (4)(一)、政策风险分析 (4)(二)、社会风险分析 (4)(三)、市场风险分析 (5)(四)、资金风险分析 (5)(五)、技术风险分析 (5)(六)、财务风险分析 (5)(七)、管理风险分析 (6)(八)、其它风险分析 (6)二、挤出机项目建设地分析 (6)(一)、挤出机项目选址原则 (6)(二)、挤出机项目选址 (7)(三)、建设条件分析 (8)(四)、用地控制指标 (9)(五)、用地总体要求 (10)(六)、节约用地措施 (11)(七)、总图布置方案 (12)(八)、运输组成 (14)(九)、选址综合评价 (17)三、建设规划分析 (17)(一)、产品规划 (17)(二)、建设规模 (18)四、挤出机项目概论 (19)(一)、创新计划及挤出机项目性质 (19)(二)、主管单位与挤出机项目执行方 (19)(三)、战略协作伙伴 (20)(四)、挤出机项目提出背景和合理性 (21)(五)、挤出机项目选址和土地综合评估 (22)(六)、土木工程建设目标 (23)(七)、设备采购计划 (24)(八)、产品规划与开发方案 (24)(九)、原材料供应保障 (24)(十)、挤出机项目能源消耗分析 (25)(十一)、环境保护 (26)(十二)、挤出机项目进度规划与执行 (27)(十三)、经济效益分析与投资预估 (28)(十四)、报告详解与解释 (29)五、合作伙伴关系管理 (30)(一)、合作伙伴选择与评估 (30)(二)、合作伙伴协议与合同管理 (31)(三)、风险共担与利益共享机制 (32)(四)、定期合作评估与调整 (33)六、挤出机项目落地与推广 (34)(一)、挤出机项目推广计划 (34)(二)、地方政府支持与合作 (35)(三)、市场推广与品牌建设 (36)(四)、社会参与与共享机制 (37)七、质量管理与监督 (38)(一)、质量管理原则 (38)(二)、质量控制措施 (39)(三)、监督与评估机制 (41)(四)、持续改进与反馈 (42)八、科技创新与研发 (45)(一)、科技创新战略规划 (45)(二)、研发团队建设 (47)(三)、知识产权保护机制 (48)(四)、技术引进与应用 (49)九、市场营销与品牌推广 (50)(一)、市场调研与定位 (50)(二)、营销策略与推广计划 (52)(三)、客户关系管理 (53)(四)、品牌建设与维护 (55)十、合规与风险管理 (56)(一)、法律法规合规体系 (56)(二)、内部控制与风险评估 (57)(三)、合规培训与执行 (58)(四)、合规监测与修正机制 (60)十一、员工福利与团队建设 (62)(一)、员工福利政策制定 (62)(二)、团队建设活动规划 (63)(三)、员工关怀与激励措施 (63)(四)、团队文化与价值观塑造 (65)十二、成本控制与效益提升 (66)(一)、成本核算与预算管理 (66)(二)、资源利用效率评估 (68)(三)、降本增效的具体措施 (70)(四)、成本与效益的平衡策略 (72)前言在当今激烈的市场竞争中,项目合作是激发创新、优化资源配置、实现共赢战略的关键手段。
2#挤出机三辊及牵引辊电气改造技术要求一.工作原理:板材经三辊压光成型,由牵引辊牵引到合适位置。
图示:二.改造要求原设备配置:类别三辊(3台)牵引辊(1台)备注伺服电机型号1FT6081-8AF71-6SD31FT6082-8AC71-6SD3控制器型号6SE4210-1GA20-1 配置电源6SE4225-1NA00厂家西门子转速显示方式显示表显示精度0.01m/min减速机减速比465 133连接方式弹性联轴器周长(mm)1600 650改造要求:1.更换原伺服电机、伺服控制器、配置电源,新电机功率、扭矩、转速等要求不小于原设备配置,电机转速满足板材线速度不低于8.5m/min,精度必须保证三辊及牵引辊线速度波动小于0.03m/min。
2.新系统新增PLC控制系统,各辊可分别单独控制,在触摸屏上实现三辊及牵引辊电机的单独加减速,使用按钮实现三辊及牵引辊电机整体的加减速,以方便操作者操作。
3.在触摸屏上显示三辊和牵引辊的转速及其线速度。
4.电机安装牢固,无异常声音,振动、无异常气味、温升符合标准.5.所有线路走线必须规范并入线槽,线号标注明显,电源线中间无接头。
线号要求不掉色,与图纸相符。
线径选择合适,用红外线测温仪检查各线路无过热、超载现象.6.PLC电源有相应保护设施; PLC安装牢固,通风良好; 输入、输出用两种线区别; 有3个以上I/O点备用。
7.充分考虑设备的运行可靠性和无维修设计,设备运行稳定,故障率低,易于维修维护.板材8.设备制造厂家不得人为地填加控制系统和软件加密措施.三.改造配置清单:序号名称品牌单位数量备注1 伺服驱动器西门子或艾默生CT台 42 伺服电机西门子或艾默生CT台 43 PLC 西门子、三菱台 14 触摸屏西门子、欧姆龙维纶块 1 不小于6寸彩屏5 空气开关25A 块 4 知名品牌6 相应电机电缆编码器电缆条 47 相应电线通讯线等批 1 四.工期要求:制造周期30天,现场施工2天。
塑料挤出机械改造方案塑料挤出机械改造方案包括以下几个方面的改进措施:1. 提高挤出机的生产效率:通过改善挤出机的机械结构、优化生产流程和加强设备维护管理等措施,提高挤出机的生产效率,降低生产成本。
2. 提高挤出机的产品质量:通过改进挤出机的控制系统、优化挤出机的参数配置等手段,提高挤出机的产品质量,降低产品的次品率。
3. 提高挤出机的能源利用率:采用能源节约型的挤出机设备,通过改善挤出机的传动系统和加强能源管理等措施,提高挤出机的能源利用率,减少能源消耗。
4. 提高挤出机的安全性能:通过加强挤出机的安全保护装置和设备维护管理等措施,提高挤出机的安全性能,保障工作人员和设备的安全。
具体的改造方案如下:1. 改进挤出机的机械结构:加强挤出机的主机结构和传动系统,提高挤出机的刚性和稳定性。
增加机器的出挤能力和韧性,提高挤出能力和工作效率。
2. 优化挤出机的控制系统:改进挤出机的控制系统,增加自动控制装置和传感器,提高挤出机的控制精度和稳定性。
加强温度、压力等重要参数的实时监测和调节,保证产品的一致性和稳定性。
3. 加强挤出机的维护管理:建立挤出机的维护保养制度,定期检查和维修挤出机设备,保证设备的正常运行。
加强对挤出机操作人员的培训,减少人为操作失误和设备故障。
4. 采用能源节约型的挤出机设备:选择具有能耗监测和控制功能的挤出机设备,采用高效节能的电动驱动系统和空气压缩系统,减少能源消耗。
通过改善设备的热交换效果和采用节能型的加热方式,降低加热能耗。
5. 加强挤出机的安全保护装置:在挤出机设备上增加安全保护装置,如自动停止装置、防火装置、过载保护装置等。
配备专业的操作人员,加强对挤出机设备操作的安全培训,确保设备的安全运行。
综上所述,通过提高挤出机的生产效率、提高产品质量、提高能源利用率、提高安全性能等改进措施,可以实现挤出机设备的升级和优化,提升企业的竞争力和核心竞争优势,实现可持续发展。
.挤压机节能改造方案一、原型机结构及工况贵司成型机组主要由挤出机、T型机头、二辊压光机、牵引机及收卷机等五部分组成,其工艺流程可概述为:铝合原配料由挤出机加热、塑化、挤出,经T型机头延展后流向压光机压光冷却,再经牵引机引至收卷机收卷包装。
其中,压光机中的定辊和压辊以及牵引机的牵引辊三者线速度要求保持同步,牵引机及收卷机部分需要张力控制。
二、原型电气拖动方案以贵司WB2000型PP片材挤出机为例,目前电气动力部分全系列采用三垦变频器配合异步电机拖动,各部分主要动力设备清单如下表:变频器型号说明:1.I PF-90K为三垦公司风机水泵类负载专用变频器,过载能力为120%额定电流60秒,为防止瞬时过负载,变频器降额使用;2.S HF-4.0K为通用型变频器,具有V/f及无速度传感器矢量两种控制模式,过载能力150%额定电流60秒;3.W D05-1.5K是三垦公司专为卷绕机械开发的一款卷绕专用变频器。
它采用收卷线速度预测曲线和张力架位置修正相结合方式达到恒张力控制。
而转矩控制依靠V/f分离技术实现,即频率指令与输出电压指令完全独立,输出电压通过外部端子VRF1的模拟输入值(0-10V)进行控制。
显然,这是一种近似的转矩功能,其调整范围及控制精度是非常有限的,输出电压调整过大容易使电机磁路过饱和,出现过流报警。
目前高性能变频器都采用PG闭环方式实现转矩控制功能,可获得准确的转矩控制效果。
4.E F-4.0K为三垦公司推出迷你型变频器,只有V/f控制模式,过载能力150%额定电流60秒。
⏹拖动方式说明1.主机IPF-90K变频器采用通用调速功能,以电位器给定频率,经皮带轮及减速箱变速后拖动单螺杆铝合原料。
因机械系统惯性及摩擦力存在,电机启动时需要一定启动转矩,恒速运行时也要求一定过载能力。
IPF-90K变频器虽然降低功率使用,但因是风机水泵类负载专用变频器,其过载能力稍差。
2.定辊、压辊及牵引辊的三个变频器采用一个电位器同步给定主频,同时各自还配备电位器微调频率,以期达到同步控制。
橡胶冷喂料挤出机项目设计方案第一章设计方案的初步确定此次设计的挤出机适应与橡胶的冷喂料挤出机,挤出的成品可直接作为成品或半成品。
由于是冷喂料挤出机的长径比要相应的取大,故胶料在机筒内的时间也相应的增加,同时螺杆和机筒要受到较大的轴向力,从热平衡的角度考虑,为使挤出机吃料性能增加,对挤出机的加料段要进行加热,故在机筒上应加加热通道,并采用蒸汽加热;在塑化段和挤出段要进行冷却,又由于在此两段机筒上沿径向排列有销钉,故在机筒上横向开沟槽。
在销钉间隙处依次开槽与相临两周向沟槽相通,采用端面密封,循环,并采用水冷。
在螺杆中心钻水孔(采用端面密封),并在中心插入通水管,管中通入冷水,冷水在螺杆前段冷却,螺杆升温后,在螺杆后部加料段放热。
对螺杆加热,完成加热冷却过程,从受力角度来说螺杆受力较为复杂,故采用较好的材料并做完整式结构,同样机筒也要承受较大的摩擦,但为了节省贵重金属,故将机筒做成双筒结构,内筒采用耐磨材料而且可以更换,外筒采用普通材料制成。
本次设计的挤出机对传动部分的要求:可以调整螺杆转速(最好是无级调速)并且是传动系统的工作特性满足挤出机的工作特性,而挤出机的工作特性为恒扭矩工作特性。
另外再考虑传动效率、成本,制造的难以和控制操作的复杂程度,根据直流电机的优点,本设计的传动部分采用直流电机无级调速机构。
本设计的挤出机的机头部分不是本设计的重点,机头可根据产品结构自行安装。
挤出机的销钉的加工和安装,是本次的设计的重点。
整个机台的布置情况如下:直流电机(平键)联轴器(平键)齿轮减速器(平键)挤出系统螺杆轴向力的封闭传导路线如下:螺杆——止推轴承——轴承座——箱体——联接螺栓——机筒——联接螺栓——机头——胶料——螺杆1.1工作原理直流电机通过减速机构将转速和扭矩传递给螺杆,而胶料加入胶料口后,在旋转螺杆作用下,胶料被搓成团状沿螺槽滚动前进。
因螺杆的剪切压塑和搅拌作用,胶料受到进一步的混炼和塑化,呈现出粘流态以一定的压力和温度通过机头得到所需一定形状的制品。
双螺杆挤出机(造粒机)换网器改造项目技术方案一、项目概述:公司现有造粒机:同向平行双螺杆挤出机SHJ-95B。
设备功率:250KW;最高转速:400r/min;螺杆直径:φ93;长径比:52:1。
现设备生产过程中的换网作业,需设备止料停机进行换网作业。
降低生产效率,增加电耗和物料损耗,造成生产成本上升以及产品质量波动。
为解决以上问题,计划对设备换网器系统进行改造,实现不停机不断条换网作业,降低生产成本,提高生产效率,消除因换网作业造成的产品质量波动。
二、项目关键指标:1、改造后,造粒机可实现不停机、不断条、不减产换网作业。
2、改造后,产品质量和设备台时产量不受影响。
3、改造后,生产运行中换网作业时机头压力无明显升高,主机电流无明显波动,不影响设备正常运行。
三、技术方案:1、方案一:双换网板式(网板单工/双共)。
具体方案如下(网板单工):将现有单通道机头换网器拆除,更换为双通道双换网板换网器(附:图片)。
双通道水平布置(也可上下布置),换网板垂直并排布置,换网时液压缸带动换网板上下垂直动作。
换网器换网板为单工板,正常生产时两个换网器(编号:1#、2#)换网板均处于工作位,此时物料从螺筒挤出后分别进入两个通道并均匀的通过两个换网器滤网,物料通过换网器滤网后汇入一个通道,经出料口模头出料形成料条。
在需要换网时,将液压缸换向阀转换至1#液压缸,1#抽出换网板,并利用换网板封闭1#通道(双工换网板可提前换好滤网一用一备,换网时可保持双通道通过物料),2#换网板处于工作位正常工作过滤。
此时所有物料都经2#通道过滤。
1#换网作业完成后,经液压缸将换网板推入至工作位,此时1#通道打开,恢复双通道过滤,关闭换网液压站。
2#换网器需换网时,将换向阀转换至2#液压缸,重复以上操作。
2、方案二:双柱塞式(柱塞单工/双工)。
具体方案如下(柱塞单工):将现有单通道机头换网器拆除,更换为双通道双柱塞换网器(附:图片)。
双通道水平或上下布置,换网柱塞水平垂直并排或上下垂直并排布置,换网时液压缸带动换网柱塞上下垂直动作。