车身涂装线工程输调漆系统技术标书(发送版)
- 格式:doc
- 大小:725.50 KB
- 文档页数:53
专用车涂装生产线投标书范本尊敬的XXX公司:我们公司是一家专业从事专用车涂装生产线设计、制造和销售的企业。
非常荣幸能有机会参与贵公司专用车涂装生产线的项目投标。
根据贵公司的需求和要求,我们特别为您准备了以下投标书,以期能为您提供最优质的产品和服务。
一、公司简介我们公司成立于XX年,拥有多年专用车涂装生产线制造经验。
我们的产品质量过硬,技术一流,已经在国内外市场取得了卓越的成绩。
我们的团队拥有专业的设计师和工程师,并且配备了先进的生产设备和工艺,能够满足各种不同规模和要求的项目。
二、项目概述本次项目是为贵公司提供一条专用车涂装生产线,包括以下要求:1. 能够适应不同尺寸和类别的专用车涂装需求;2. 生产线应该具备高效、智能化、环保等特点;3. 设备操作简便,能够提高生产效率和产品质量。
三、投标内容我们将为贵公司提供以下投标内容:1. 详细的技术方案和所需设备清单;2. 设备价格及报价表;3. 项目实施计划和交付时间表;4. 售后服务支持方案。
四、技术方案我们的技术方案基于专用车涂装生产线的最新行业标准和技术要求,同时结合了我们公司多年的研发和制造经验。
我们将采用先进的涂装设备和控制系统,确保高效、智能化和环保,同时兼顾操作简便和产品质量。
我们将为贵公司提供详细的技术参数和图纸,并根据贵公司的实际情况进行个性化定制。
五、服务支持我们将为贵公司提供全程的售前、售中和售后服务支持,确保项目顺利实施和设备正常运行。
我们的服务支持包括设备安装调试、操作培训、维护保养、备件供应等。
同时,我们将提供一定时期的质保服务,确保设备在正常运行期间的质量和性能。
希望以上投标书能够满足贵公司的要求,并期待能与贵公司开展合作。
如有任何疑问或进一步需求,请随时与我们联系。
谢谢您的关注和支持!此致XXX公司联系人:联系电话:邮箱:。
浅谈汽车涂装车间集中输调漆系统的设计汽车涂装车间集中输调漆系统的设计是为了提高涂装工艺的效率和质量,并在节约能源和降低环境污染方面贡献一份力量。
该系统涉及涂装工艺中的颜料输送、调配和喷涂等关键环节,因此其设计要考虑诸多因素。
首先,汽车涂装车间集中输调漆系统的设计应考虑到色彩的准确性。
汽车涂装需要根据客户要求精确匹配车身颜色,所以输送的颜料需要保持稳定的颜色浓度和成分。
为了实现这一目标,系统设计应采用先进的颜料控制技术,如使用压力和流量传感器来实时监测颜料的输送量和浓度,确保颜色的一致性。
其次,汽车涂装车间集中输调漆系统的设计还要考虑到涂装工艺的效率。
有效的涂装工艺可以大大提高涂装效率和生产线的吞吐量。
系统设计应考虑到涂装工艺的各个环节,如颜料的储存、输送和调配等,以实现涂装工艺的自动化和流程的连续化。
此外,系统还应提供高效的清洗设备,以减少停机时间和清洗成本。
第三,汽车涂装车间集中输调漆系统的设计还应考虑到节约能源和降低环境污染的因素。
在涂装过程中,颜料的使用和处理可能会对环境造成污染,同时也会浪费大量的能源。
为了解决这些问题,系统设计应采用节能设备和环保工艺,如采用低能耗的输送设备和高效的喷涂设备,以减少能源消耗和污染排放。
此外,汽车涂装车间集中输调漆系统的设计还需考虑到灵活性和可扩展性。
由于汽车涂装工艺和需求可能会随着市场的变化而不断变化,系统设计应具备一定的灵活性和可扩展性,以满足不同涂装工艺的要求,并能够适应未来的发展需求。
总之,汽车涂装车间集中输调漆系统的设计应综合考虑色彩准确性、涂装工艺效率、节约能源和降低环境污染等多个因素。
通过采用先进的技术和设备,设计出高效、稳定和环保的输调漆系统,可以提高涂装工艺的质量和效率,降低生产成本和环境影响,从而为汽车制造行业的可持续发展做出贡献。
外墙涂料工程投标书XXXXXXXXXXXXXXXX二零一一年二月二十八日目录一投标函二投标报价三技术服务承诺书四施工组织设计1.施工组织2.质量、工期保证措施3.安全、文明施工措施4.配合措施5.恶劣天气施工保护措施6.成品、半成品保护措施五附件1.公司介绍2.涂料工程业绩3.营业执照4.税务登记证5.ISO—9000质量体系认证书6.环保认证书:我公司有幸请参加贵方外墙涂料工程的投标,感到非常荣幸,通过分析该工程具体特点,我公司承诺:1.愿意承担本次本工程范围内全部内容.2.保证所供产品质量达到一等品。
投标单位:2011 年 2月 28日三技术服务承诺书一、售前服务1、了解客户需求首先了解客户的涂装部位、底材的情况、预期的效果,了解客户对漆膜的性能要求、对色彩以及涂装效果的要求等。
2、推荐产品体系根据要涂装部位的材质和要求效果,以及客户对产品价格方面的要求,推荐适合的涂装体系,例如合适的腻子、底漆,是否需要中涂以及与之配套的面漆等。
3、计算购漆量根据客户的涂饰面积、选用产品的理论耗漆量、涂装工序的要求,计算出客户的购漆量.4、介绍施工工艺根据要涂饰的部位的情况建议底材处理的办法,介绍产品需要的涂装工艺,例如涂装方法、涂装工序、重涂时间、涂装操作注意事项等.二、售中服务1、施工指导如果客户购买的涂料施工工艺比较特殊,或是涂料的施工操作比较困难,如金属漆、浮雕、真石漆等涂料的施工,我公司可以安排熟悉涂料施工工艺的人员为客户的施工队伍进行施工工艺及施工过程控制的培训,在后期的施工过程中进行施工指导。
2、制作配色效果图如果客户的被涂物需要多种颜色的涂料涂刷,但是客户又想事先看到涂刷后的效果图,那我公司可以为客户制作配色效果图,方便客户选择颜色。
3、样板制作在客户选择好涂料以后,我们可以为客户制作效果样板,也可以在工程现场制作工程现场样板.4、现场监督及质量控制在工程进行过程中,我公司可以配合施工监理方进行现场监督及质量控制。
BN■装车系统故障管线维修更换服务项目技术投标书招标编号:投标人:______________________________ (盖章)法定代表人:(盖章)日期:年月日.、八、-刖言........................................一、工程概述....................................1.1项目名称..................................1.2项目概述..................................1.3编制依据..................................二——、施工方^案..............................2.1工作界面..................................22施工内容 ..................................2.3施工准备..................................2.4施工步骤..................................2.5人力计划..................................2.6设备机具及耗材投入计划............................2.7施工进度计划及工期保证措施.........................三、施工组织设计.................................3.1项目管理组织机构图............................3.2人员职责..................................四、质量控制体系 .................................4.1工程质量承诺................................4.2质量保证措施................................4.3加强现场HSE管理 ............................4.4施工质量的控制措施.............................五、工作安全控制 .................................5.1施工安全保证措施..............................5.2风险分析及控制措施.............................六、应急预案....................................6.1目的....................................6.2应急政策...................................6.3适用范围...................................6.4组织保障:.................................6.5应急程序..................................6.5.2人员触电事故应急程序............................6.5.3 施工人员伤亡、落水应急程序......................6.6应急通讯联系................................七、安全、环境与健康(HSE管理..........................7.1总贝U .......................................................7.2承诺和方针目标..............................7.3 HSE管理组织机构、职责 .......................7.3.1 组织机构...............................7.3.2 HSE 职责 ...............................7.4人员培训...................................7.5 HSE控制程序和措施............................八、人员、机具证书.................................8.1项目人员履历及资格证书...........................8.2主要工机具.................................刖言本技术标书制定是根据海洋石油工程股份有限公司维修公司技术要求书编制的,工程涉及焊道检测维修、管线更换、管线试压及保温等工作,我公司为了本次招标工作作出巨大努力,要以高效率、高质量、全面、安全的完成此项工程项目。
解决方案编号:LX-FS-A53574输电线路喷涂RTV施工方案标准范本In the daily work environment, plan the important work to be done in the future, and require the personnel to jointly abide by the corresponding procedures and code of conduct, so that the overall behavior oractivity reaches the specified standard编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑输电线路喷涂RTV施工方案标准范本使用说明:本解决方案资料适用于日常工作环境中对未来要做的重要工作进行具有统筹性,导向性的规划,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
一、施工准备:在接到施工合同或协议后,根据施工地点远近,施工用量大小,施工时间及确定施工人员,明确职责和任务,作好施工的一切准备工作。
二、施工现场:到达施工现场后,施工负责人应根据用户要求,签订安全协议,协商停电喷涂计划。
进入现场,施工人员必须统一着装,并听从用户方安全监护人、工作负责人的指挥,认真听读工作票,明确停电区域和停电设备。
工作开始前,施工负责人应主动向用户方负责人了解不同设备停电的难易情况,以确定喷涂先后顺序,为用户着想,做到用户满意。
三、安全生产:现场作业人员必须戴安全帽,高压作业人员必须系安全带、穿绝缘鞋,安全带应系在牢固的构件上,并且每进入一设备施工前,必须首先确认该设备无电,登高时一定要注意脚蹬,手抓物体的坚固处,不得攀爬、脚蹬操作机构及其不牢固、易变形物体,既要保证人身安全,又不得损坏设备。
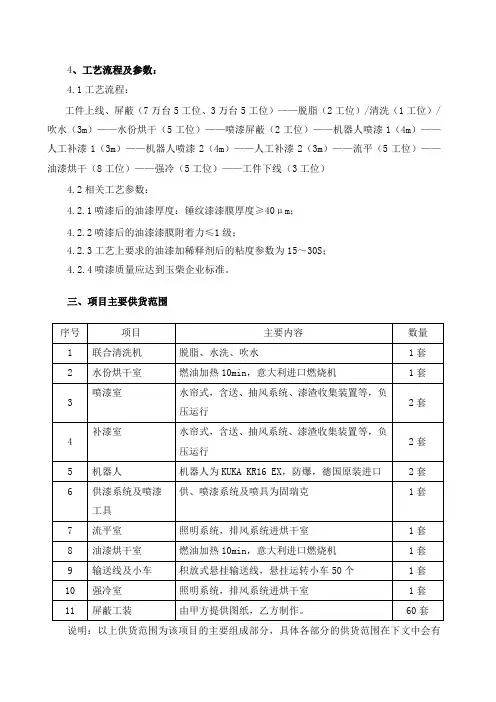
4、工艺流程及参数:4.1工艺流程:工件上线、屏蔽(7万台5工位、3万台5工位)——脱脂(2工位)/清洗(1工位)/吹水(3m)——水份烘干(5工位)——喷漆屏蔽(2工位)——机器人喷漆1(4m)——人工补漆1(3m)——机器人喷漆2(4m)——人工补漆2(3m)——流平(5工位)——油漆烘干(8工位)——强冷(5工位)——工件下线(3工位)4.2相关工艺参数:4.2.1喷漆后的油漆厚度:锤纹漆漆膜厚度≥40μm;4.2.2喷漆后的油漆漆膜附着力≤1级;4.2.3工艺上要求的油漆加稀释剂后的粘度参数为15~30S;4.2.4喷漆质量应达到玉柴企业标准。
三、项目主要供货范围说明:以上供货范围为该项目的主要组成部分,具体各部分的供货范围在下文中会有详细描述。
四、设备描述:1、联合清洗机:1.1主要组成1.2功能描述:1.2.1结构描述:从结构上二室联合清洗机主要由室体、储液槽、喷淋系统、槽液加热系统及其它辅助设备等组成。
★设备室体是联接设备各部件的主体。
其形状是一个封闭隧道结构,用地脚螺栓固定在设有排水沟的设备基础上。
室体两端留有门洞,供出入工件之用。
室体壁板选用 1.5mm 厚不锈钢板制作,受力骨架采用100*100*5(mm)方管制作,室体整体密封,要求板面平整,无漏气漏水,保证喷射的溶液不外溢,同时工位之间均设有防止串液的挡液板(门),可以挡住折射在15°的串液。
室体顶部设排雾系统,保证了周边环境不受污染。
★储液槽的作用是储存和净化槽液,保证槽液正常工作循环。
槽体采用2mm不锈钢板制作,需保温的槽体保温层为50mm聚苯板外贴瓦楞板,箱体用微孔过滤网将其隔开为清洁槽液和工作槽液两个区域,泵的吸口设置在清洁液区域。
槽底部设排渣口,方便清除清洗后的杂物。
过滤精度:循环清洗池过滤精度要≤20µm,并保证喷淋系统的喷嘴不堵塞;★喷淋系统由泵、阀、喷淋管道及台湾高原喷嘴组成并设计了泄压旁路,其喷淋设备一律采用V-1型可调角喷嘴,此喷嘴采用PP塑料制作、可调方向的夹扣式喷嘴,该喷嘴耐磨,不易堵塞,喷射方向可调,维修方便,能产生更好的喷射效果,并能防止窜液,喷射压力≥0.2Mpa,且压力可调,充分确保了清洗时的机械冲刷力。
涂装车间集中输调漆系统的设计作者:葛明坤孙自松齐鹏文章来源:奇瑞汽车股份有限公司鄂尔多斯分公司发布时间:11-27集中输调漆系统向中涂,面漆生产线提供压力稳定,流速流量稳定,温度稳定和搅拌均匀的涂料,以保证优良的涂装防护性,耐久性和装饰性的油漆涂膜,并满足生产线的高节拍,连续性和高品质的生产需求.本文重点阐述了集中输调漆系统的构成及设计.集中输调漆系统向中涂、面漆生产线提供压力稳定、流速流量稳定、温度稳定和搅拌均匀的涂料,以保证优良的涂装防护性、耐久性和装饰性的油漆涂膜,并满足生产线的高节拍、连续性和高品质的生产需求。
本文重点阐述了集中输调漆系统的构成及设计。
集中输调漆系统是由各部件以及输送管路构成的管道网络,它不仅能够保证以适当的压力和流量输送涂料,同时还能对涂料的温度等特性进行控制。
其主要部件包括:调漆罐、循环罐、输送泵、稳压器、过滤器、调压器和温控系统等。
通常工程上将由这些部件和管路构成的一个集中式输调漆装置称为一个模组,每个模组可以有若干个涂料供给出口。
该系统运行时,通常由一台转移泵将油漆和稀释剂泵入调漆罐中进行调整,调整好的涂料被同一台转移泵泵入循环罐中,然后输送泵将循环罐中的涂料通过稳压器、过滤器泵入主管道,输送至各枪站点喷涂使用,而剩余涂料通过管道网络返回到循环罐中。
由于涂料是在密闭系统中循环,因而避免了外界杂质对涂料的污染,从而保证了输送涂料的洁净度。
下面详细介绍集中输调漆系统的设计。
调漆间的设计要求调漆间作为集中输调漆系统的安装空间,也是油漆输送的源头,对调漆间的位置、洁净度、送排风、温湿度和防静电有一定的要求。
这里只是简单介绍一下调漆间的设计要求。
首先,在前期规划时,调漆间选择在离喷漆线相对较近的位置,以便减少输送管网的长度,降低投资成本,同时较少油漆的循环量,也便于换色清洗。
其次,调漆间对洁净度有较高的要求,通常采用全新风送风空调,并对温湿度可以进行控制,保证油漆在工艺要求的温湿度环境下调配和输送,并通过湿度的调整降低静电的产生。

安徽东宝汽车制造有限公司汽车涂装生产线技术说明书涂装设备有限公司二零零三年七月文件内容:一:涂装车间的主要参数-------------------------------- 3 二:设计原则----------------------------------------------- 7 三:工艺过程----------------------------------------------- 9 四:技术说明----------------------------------------------- 14 五:涂装车间的主要设备明细-------------------- ----- 29 六:附:工艺设备平面布置图一份-------------------- 31一:涂装车间主要参数1.年生产纲领:面包车1万辆/ 年2.年工作日下:251 天2.2工作制度:单班制2.3.年总工时:1970小时(根据部标JBJ/T2-2000,单班年总工时为1970小时;双班年总工时为3820小时;三班年总工时为5250小时)2.4.设备工作时间:按1970小时计算2.5.日均产量:40辆/ 天(小时产量为5台/小时)2.6.生产节拍:约,12分钟/ 台设备利用率:0.85 %返修率15 %等于0.75台/小时,通过修补线3.产品外形尺寸:3765×1575×1780毫米4.产品重量:400 kg (为设计值)5.产品涂装面积:电泳60 平方米PVC 8 平方米中涂内12平方米,外20平方米面漆内12平方米,外20平方米6.厂房:跨度18米×3跨长度132米宽度54米粱下弦净高9米另加辅跨利用于涂装车间7.能源:7.1 电力: 10,000V ±10% 联系50HZ 三相电力:(装机) 380V KW7.2 天然气: 热值10,000 kCal/kg7.3 蒸汽: 0.4 Mpa t/h7.4 压缩空气0.6 Mpa m3/h压缩空气0.3 Mpa m3/h7.5 工业水0.2±0.05 Mpa m3/h 8.工件节距:前处理电泳 5.8 m中涂面漆 5.8 m 9.输送速度:前处理电泳间歇方式8.0min /台前处理电泳烘干连续方式 1.0 m/m in 10.涂层标准10.1 前处理线1) 磷化膜为Zn/Mn/Ni成份。
一、招标公告1.1 招标编号:XXXX-XX-0011.2 招标单位:XX汽车有限公司1.3 招标内容:汽车喷漆线设备采购及安装1.4 招标地点:XX汽车有限公司招标办公室1.5 招标时间:XXXX年XX月XX日至XXXX年XX月XX日二、项目概况2.1 项目名称:XX汽车有限公司汽车喷漆线设备采购及安装项目2.2 项目地点:XX汽车有限公司生产基地2.3 项目规模:年产汽车XX万辆2.4 项目投资:约XX亿元人民币2.5 项目周期:合同签订后XX个月内完成设备采购、安装调试及验收工作三、招标范围3.1 设备采购:包括但不限于喷漆线主体设备、辅助设备、电气设备、控制系统等。
3.2 设备安装:包括但不限于设备基础建设、设备安装、调试、试运行等。
3.3 技术支持:包括但不限于设备操作培训、维修保养、售后服务等。
四、招标要求4.1 投标人应具备以下资格:(1)具有独立法人资格,注册资金不低于人民币XXX万元。
(2)具备有效的营业执照、税务登记证、组织机构代码证。
(3)具备有效的安全生产许可证。
(4)具备同类项目设备供应及安装的经验,近三年内完成同类项目不少于XX项。
(5)具有良好的商业信誉和健全的财务会计制度。
4.2 投标文件应包括以下内容:(1)投标函及法定代表人授权委托书。
(2)企业法人营业执照、税务登记证、组织机构代码证、安全生产许可证等复印件。
(3)同类项目业绩证明材料。
(4)设备技术参数及报价清单。
(5)售后服务承诺。
(6)其他证明材料。
4.3 投标文件递交方式:现场递交或邮寄。
4.4 投标文件递交截止时间:XXXX年XX月XX日。
五、评标办法5.1 评标委员会由招标单位、行业专家等相关人员组成。
5.2 评标委员会将根据投标文件的技术参数、报价、售后服务等方面进行综合评审。
5.3 评标委员会将按照以下顺序进行评分:(1)技术参数:40分。
(2)报价:30分。
(3)售后服务:20分。
5.4 评标委员会将根据评分结果确定中标单位。
编号:20150809-9-125万辆SUV车身涂装线工程技术协议书甲方:**汽车(中国)有限公司乙方:**涂装设计制造有限公司二0一五年八月甲方:****汽车(中国)有限公司乙方:为保证项目质量,经双方友好协商并达成一致,就乙方以交钥匙总承包的方式承担甲方25万辆SUV车型涂装生产线工程的工程范围、供货内容及技术要求达成如下协议:一、工程内容及任务1.工程内容1.1涂装车间涂装生产线设备及装备工程的设计、制造、供应、安装、调试及其工程资料、图纸、光盘、设计计算书、设备使用保养说明书、调试记录、备件清单、技术培训资料、人员培训、试生产和生产陪伴及其服务等总承包,该工程为交钥匙工程。
需完成厂房、土建、公用、特构、消防、环保的设计提资和协助验收。
1.2 工程包含:前处理及电泳线(含电泳烘干)、钣金+刮灰+晾干+打磨线、焊缝密封胶+热熔胶垫+底部喷涂抗石击PVC涂料线、面漆线(含面漆后烘干)、精饰及成品暂存线、点补室、工位小车、从焊装接白车身直到涂装到总装上线工位的所有机械化系统等。
其中面漆线喷涂采用自动站与手工相结合的方式;中涂线。
包含:机器人操作系统,输调漆及供漆系统、自动喷漆站、自动或手动静电喷枪;各种气动或电动打磨抛光工具;调试及涂装生产用投槽药剂、原辅材料、工件等生产性材料。
2.工程任务2.1 生产纲领:年产25万辆SUV车型。
(大返修量按10%计算,具备27万辆生产能力)。
2.2 年时基数:300天/年;双班/天;10小时/班。
2.3 设备开动率:95%2.3 产品基本数据最大车身外形尺寸: [4400×1800×1800mm]最大车身重量: [400Kg]最大车身底漆面积: [ 90m2]钣金矫正时间:5-6min/台刮灰量:约0.5kg/台打磨:2-3min/台2.4 乙方对甲方提出的规划工程任务进行分析,并提出优化设计,保证设计的可靠性、经济性。
2.5 工艺流程:工艺流程表3、设计主要内容及配置要求本项目设计以甲方的工艺平面示意图及相关技术要求为基准(变动需甲方认可),要求生产线采用先进技术、合理结构及部分配套部件、材料等,便于生产组织、质量管理、操作及维修,要求油漆涂装作业一次交检合格率不低于95%,设备稼动率不小于95%。
河北中兴汽车制造有限公司宜昌项目车身涂装线工程输调漆及供胶系统招标技术要求河北中兴汽车制造有限公司2011年8月总则本技术要求运用于河北中兴汽车制造有限公司宜昌分公司涂装线项目输调漆系统、供胶系统及其全部配套设施和安全防护装置,提出设备的功能设计、结构、性能、安装和试验等方面的技术要求。
招标方在本规范书中提出了最低限度的技术要求,并未规定所有的技术要求和适用的标准,投标方应提供一套满足本技术要求和所列标准要求的高质量产品及其相应服务,充分体现出投标方的品牌和技术的优势。
对国家有关安全、环保等强制性标准,必须满足其要求。
为保证系统的完整和运行,投标方必须提供对系统运行和操作能力分析、传输系统模拟以及其它的计算。
投标方须执行本技术要求所列标准,有矛盾时,按较高标准执行。
合同签订后7日内,按技术要求,投标方提供合同设备的设计、制造、检验/试验、装配、安装、清洗、调试、试运行、验收、运行和维护等项目实施计划给招标方,招标方确认。
投标说明:投标方对招标方提出的对投标书的下列要求必须在技术标书中作出实质性的响应。
否则将作为废标处理。
1、本标书是投标方的报价基础;2、投标方应以满足或高于本标书描述的技术标准进行报价。
3、本标书中提到的各项要求投标方必须进行详细说明,需提供该设备的部件图。
4、投标方提供随机设备,设备的标定装置、附件、备件在投标书中单独报价;5、在本标书中没有提及到的内容,投标方必须保证设备各个部分功能齐全好用,且这部分价格应该包含在报价中,而不得另行加价;6、供货商提供的产品必须是全新的设备;7、合同签订后,招标方在任何情况下都不接受因技术商谈而引起的交货日期的延迟;8、投标方至少应通过ISO9000认证;9、投标方在投标时需要列出设备设计、制造、预验收、运输、安装的时间节点安排。
10、投标方应对本设备的完整性、可靠性、安全性(安全性应符合有关中国国家标准规范的要求)进行复核、确认,若有疑问应在投标方与招标方签订合同前提出,否则其后发生的费用全部由投标方负责。
招标文件招标编号:项目名称:东安黑豹股份有限公司二期建设项目车厢涂装车间合同名称:集中调输漆系统、工位供胶系统院副总:分院:室主任:编制:招标单位:机械工业第九设计研究院2010年10月目录1 前提1.1 任务1.2 产品1.3 生产纲领及生产节拍1.4 工作制度1.5 工艺描述1.6系统基本参数1.7 气候条件及厂房温度1.8 调漆间1.9 能源及介质数据2 供货范围2.1 涂料供给系统2.2 重要说明3 技术要求3.1 一般要求3.2 调输漆系统3.3 供胶系统4 方案图纸会审5 设计制造6 设备安装及调试7 培训与指导8 技术文件9 材料设备的包装、运输、保险和保管10 设备监造与验收11 保修及技术服务12 项目管理13 保密14 付款方式附件Ⅰ:涂装车间局部工艺设备布置图附件Ⅱ:公司工厂区内环色彩标识规定附件Ⅲ:设备供货、报价清单★1 前提1.1 任务主要承担小型卡车车厢总成的预清洗及涂装任务。
1.2 产品设计车箱外形尺寸:l×b×h,mm:4000×1800×1600,通过车箱最大外形尺寸:l×b×h,mm:5000×2000×1600表面积:40 m2产品质量:200 kg内、外表面喷涂面积:32m2(估计,最终以实际产品为准)。
1.3 生产纲领及生产节拍年产60000辆小型卡车车厢总成。
节距:胶线 5.50 m/台面漆 6.00 m/台生产节拍:胶线 1.77 min/台面漆 1.70 min/台生产线链速:胶线 3.10 m/min面漆 3.53 m/min1.4 工作制度全年工作日 251天生产班制 1班1.5 工艺描述本次设计考虑车厢总成进入各条生产线进行处理。
涂装工艺按照“两涂层”汽车涂装工艺设计。
使用脱脂、磷化漆前处理,涂阴极电泳底漆、焊缝密封胶、车底防护涂料和面漆。
面漆使用本色漆和罩光漆两种油漆材料。
DOI: 10.19289/j.1004-227x.2021.10.005汽车涂装集中输调漆系统的发展现状叶显松1, *,张龙1,谢国菊2(1.吉利汽车集团极氪工厂涂装车间,浙江 宁波 315000; 2.吉利汽车集团质量管理中心试验管理部,浙江 宁波 315000)摘要:概述了汽车涂装集中输调漆系统的发展现状,描述了集中输调漆系统的一般构成,重点介绍了电动泵智能油漆循环系统和走珠式快速换色系统。
关键词:汽车涂装;油漆循环系统;智能化;走珠式快速换色 中图分类号:TQ639.3文献标志码:A文章编号:1004 – 227X (2021) 10 – 0759 – 06Current development status of paint circulation system for automobile paintingYE Xiansong 1, *, ZHANG Long 1, XIE Guoju 2(1. Paint Shop of Zeekr Plant, Geely Automobile Group Co., Ltd., Ningbo 315000, China;2. Test Management Department of Quality Management Center, Geely Automobile Group Co., Ltd., Ningbo 315000, China)Abstract: The development status of centralized paint blending and delivery system for automobile painting wassummarized. The general constitution of the system was described. The intelligent motor-driven paint circulation system and piggable fast color change system were introduced.Keywords: automobile painting; paint circulation system; intelligentization; piggable fast color change作为适应大型流水线生产而发展起来的集中输调漆系统,一直是汽车涂装中的一个重要组成部分。
喷漆标书模板尊敬的先生/女士:感谢您对我们公司的关注,并邀请我们参与喷漆工程的投标。
我们十分荣幸能有机会向您展示我们公司的专业技术和丰富经验。
为了使投标过程有序进行,我们特意准备了下面的喷漆标书模板,供参考和填写。
一、项目概况1. 项目名称:(请填写)2. 项目地点:(请填写)3. 建设单位:(请填写)4. 项目背景和要求:(请填写)二、投标单位介绍1. 公司名称:(请填写)2. 公司注册资金:(请填写)3. 公司成立时间:(请填写)4. 公司规模:(请填写)5. 公司资质和荣誉:(请填写)三、技术方案2. 喷漆设备和材料:(请填写)3. 喷漆工艺和环保措施:(请填写)四、施工进度安排1. 施工时间计划表:(请填写)2. 施工人员安排:(请填写)3. 资源需求和供应计划:(请填写)五、质量控制1. 质量标准和检测方法:(请填写)2. 质量管理措施:(请填写)3. 质量保证期相关说明:(请填写)六、安全管理1. 安全管理组织机构:(请填写)2. 安全生产责任制度:(请填写)3. 安全培训和应急预案:(请填写)七、费用预算1. 劳务费用:(请填写)3. 设备费用:(请填写)4. 预算总金额:(请填写)八、售后服务1. 售后服务内容和承诺:(请填写)2. 售后服务期限和责任:(请填写)九、商务合作1. 报价和付款方式:(请填写)2. 合同签订和执行:(请填写)3. 违约责任和争议解决:(请填写)以上所列仅为喷漆标书模板的主要内容,您可以根据实际情况自行增删修改。
为确保您的权益,我们特别提醒您在填写标书时需尽量提供详细准确的信息,并保证所填写内容符合实际情况和法律规定。
最后,我们希望通过我们严谨细致的投标服务,为您提供优质的喷漆工程解决方案。
如有任何疑问或需要进一步了解,请随时与我们联系。
无论最终结果如何,我们都衷心感谢您对我们公司的信任与支持。
谢谢。
此致敬礼(您的姓名)(您的职位)(您的公司名称)(联系方式)。
甲方:XXXX汽车有限公司乙方:投标方涂装车间厂房、土建、公用及涂装生产线工程招标技术要求一、标的内容涂装车间厂房、土建、公用、特构、消防、环保及涂装生产线设备及装备工程的设计、制造、供应、安装、调试及其工程资料、图纸、软盘、设计计算书、设备使用保养说明书、调试记录、备件清单、技术培训资料、人员培训、试生产和生产陪伴及其服务等总承包,该工程为交钥匙工程。
二、技术要求及相关说明㈠涂装生产线任务:此涂装线承担S11、B11、T11、A11四种车型及其备件和套色车身柔性生产任务。
㈡设计参数:1、生产纲领:年生产纲领表2、工作制和年时基数⑴工作制两班制工作制表⑵设备负荷率:93%。
⑶年时基数年时基数表3、生产方式:连续通过式涂装线4、工艺流程5、能源:电:三相380V/50Hz,单相220V/50Hz。
蒸汽:0.3~0.4Mpa;压缩空气:0.6 Mpa;水:工业自来水空混液化气:⑴ LPG组成:C3+C4≥95%;⑵空混液化气组成:空气:LPG≈62∶38;⑶密度:1.6~1.7kg/NM3;⑷热值:9000kcal/NM3(允差不超过±5%)⑸Wobbe指数:36.1~50.2kcal/NM3⑹压力:2.7bar±0.2bar(绝压)⑺要求天然气进入芜湖即可直接接入,无需再次投资。
6、气象条件:夏季气温:39℃;冬季气温:室外-4℃;室内15℃。
年平均相对湿度:50~60%。
7、地质资料:由于厂区总平面布置调整,原焊装地质资料现作为涂装地质资料,若需补勘或发生费用增减,按实际情况核算。
(费用在投标定标前增减有效)㈢设计主要内容及要求本项目设计以甲方提供的工艺平面示意图、工艺流程表及相关技术要求为基准,由乙方以最经济的投资实现国内领先的工艺及涂装技术水平,要求生产线采用国外先进技术、合理结构及部分配套部件、材料等,便于生产组织、质量管理、操作及维修,要求油漆车身一次交检合格率不低于90%,设备停线率不大于7%。
车身涂装线工程输调漆系统技术标书(发送版)河北中兴汽车制造有限公司宜昌项目车身涂装线工程输调漆及供胶系统招标技术要求河北中兴汽车制造有限公司2011年8月总则本技术要求运用于河北中兴汽车制造有限公司宜昌分公司涂装线项目输调漆系统、供胶系统及其全部配套设施和安全防护装置,提出设备的功能设计、结构、性能、安装和试验等方面的技术要求。
招标方在本规范书中提出了最低限度的技术要求,并未规定所有的技术要求和适用的标准,投标方应提供一套满足本技术要求和所列标准要求的高质量产品及其相应服务,充分体现出投标方的品牌和技术的优势。
对国家有关安全、环保等强制性标准,必须满足其要求。
为保证系统的完整和运行,投标方必须提供对系统运行和操作能力分析、传输系统模拟以及其它的计算。
投标方须执行本技术要求所列标准,有矛盾时,按较高标准执行。
合同签订后7日内,按技术要求,投标方提供合同设备的设计、制造、检验/试验、装配、安装、清洗、调试、试运行、验收、运行和维护等项目实施计划给招标方,招标方确认。
投标说明:投标方对招标方提出的对投标书的下列要求必须在技术标书中作出实质性的响应。
否则将作为废标处理。
1、本标书是投标方的报价基础;2、投标方应以满足或高于本标书描述的技术标准进行报价。
3、本标书中提到的各项要求投标方必须进行详细说明,需提供该设备的部件图。
4、投标方提供随机设备,设备的标定装置、附件、备件在投标书中单独报价;5、在本标书中没有提及到的内容,投标方必须保证设备各个部分功能齐全好用,且这部分价格应该包含在报价中,而不得另行加价;6、供货商提供的产品必须是全新的设备;7、合同签订后,招标方在任何情况下都不接受因技术商谈而引起的交货日期的延迟;8、投标方至少应通过ISO9000认证;9、投标方在投标时需要列出设备设计、制造、预验收、运输、安装的时间节点安排。
10、投标方应对本设备的完整性、可靠性、安全性(安全性应符合有关中国国家标准规范的要求)进行复核、确认,若有疑问应在投标方与招标方签订合同前提出,否则其后发生的费用全部由投标方负责。
11、投标方在投标时可以对招标方招标文件提出偏离,但所有偏离必须填入技术偏离表。
12、投标方必须说明投标保证:我们的报价除了偏差表中明确列出的条款外,完全符合招标文件的要求。
13、投标方在投标书中指定的本工程项目经理必须参加招标答疑,以便双方就一些重要问题进行沟通、确认。
14、投标方投标时须提出设备安装期间的水、电、气用量需求,否则日后安装时造成变更由投标方承担责任。
投标报价应包含在招标方工厂由于施工所实际发生的水、电、气的费用。
施工过程中的水、电、气等由招标方提供,费用从投标方合同款中扣除。
15、投标方提供的输调漆和供胶管路的初次清洗材料,清洗效果由涂料供应商认可。
投标方资质条件、能力及信誉等的总体要求1)资质条件:必须具有国内独立法人资格;2)财务要求:注册资金必须在200万人民币以上;3)业绩要求:必须具有近三年,成功参与5条年产10万台以上,国内外汽车乘用车涂装输调漆系统的同类工程业绩、相应资质及成功经验。
4)任何投标工厂必须具备:设备按模段化结构设计,工厂预制,现场组装而成(现场安装时绝对不允许进行任何结构件的制作)。
5)信誉要求:投标工厂在最近3年中,无任何合同中有违约被驱逐或因任何原因而使任何合同被解除。
一、设计依据1车间任务:1.1该涂装车间承担皮卡、SUV、轿车的涂装生产任务,主要包括前处理、电泳、涂密封胶、喷PVC、喷中涂、面漆等工作;1.2 生产纲领:100000台/年;有效JPH为23台/时1.3工作制度: 300个工作日/年、二班制(每班8小时)、工人年时基数1820小时,设备年时基数4550小时。
1.4工件最大外形尺寸:L×B×H,mm:5000(L)×2200(开门B)×1760(H)1.5涂装总面积:喷涂最大外表面面积:30㎡。
1.6项目所在地气候特征序名称参数备注号1 冬季大气压力1011.32 夏季大气压力988.33 冬季空调室外室外干球温度-0.8℃4 冬季空调室外相对湿度73%5 夏季空调室外室外干球温度35.6℃6 夏季通用空调室外相对湿度65%7 夏季空调空外湿球温度27.8℃8 极端最高气温41.7℃9 冬季最低气温-17.2℃1.7车间内送风温度、湿度及换气次数:名称冬季夏季风速/换气次数温度℃湿度%中涂喷漆室23±265±10空调送自然风0.4-0.45m/s面漆喷漆室23±265±10空调送自然风0.4-0.45m/s名称冬季夏季风速/换气次数温度℃湿度%清漆喷漆室23±265±10空调送自然风0.4-0.45m/s底涂PVC 18±250~80空调送自然风0.2-0.25m/s调漆间18±250-80空调送自然风5次/h车间≥18 不控空调送自然风2次/h1.8动力条件:电气动力电AC:380±10% 三相50Hz照明电AC:220±10% 单相50Hz自来水一次侧压力:0.2~0.3Mpa 热水车间内热水锅炉:90℃天然气压力:0.02~0.04 Mpa压缩空气一次侧压力:0.3~0.7Mpa;固体含有量5mg/Nm3, ≤0.1μm;油分含有量0.01 mg/Nm3,0.01μm以下;大气露点:<-20℃(0.7MPa)若压缩空气品质不能满足系统要求,投标方提供相关设备及详细的接口尺寸。
1.9输送方式根据生产节拍的要求,设计采用连续流水作业方式,前处理、电泳底漆线采用空中积放链输送,PVC底涂采用推杆悬链输送,其它工序为滑橇输送系统连续输送。
2、工件间距、速度、节拍计算明细(前处理电泳撬体长度为5.2米,面漆撬体长度为5.6米)序号项目工件间距(m)生产线速度,Vm/min生产节拍min/台备注1 前处理线6.4 2.47 2.59空中积放链序号项目工件间距(m)生产线速度,Vm/min生产节拍min/台备注2 电泳线 6.4 2.47 2.59 空中积放链3 电泳烘干线5.4 2.08 2.59∏型炉滑撬4 电泳打磨线6.0 2.32 2.59 滑撬5 焊缝密封线6.0 2.32 2.59 滑撬6 PVC底涂线6.0 2.32 2.59空中积放链7 中涂喷漆线7.0 2.70 2.59 滑撬8 中涂烘干线5.8 2.34 2.59∏型炉滑撬9 中涂打磨线6.0 2.32 2.59 滑撬序号项目工件间距(m)生产线速度,Vm/min生产节拍min/台备注10 面涂喷漆线7.0 2.83 2.47 滑撬11 面涂烘干线5.8 2.33 2.47∏型炉滑撬12 验收报交线6.0 2.43 2.47 滑撬二、主要技术要求1、招标内容1.1输调漆系统的工程范围:中涂系统1套、金属漆系统8套、罩光清漆系统1套、溶剂系统1套、废溶剂回收系统1套,满足技术规范中所述各喷漆工位的供漆和循环要求。
系统包括以下部分:1)涂料和溶剂混合的调漆系统;2)为喷漆室提供涂料和溶剂的输漆系统;3)为管中管和液压站提供冷媒水的制冷机;4)管中管温度控制系统;5)溶剂回收系统;6)压缩空气管路系统;7)辅助输调漆设备;1.2供胶系统工程范围:密封胶系统1套,PVC系统1套,裙边胶系统1套,满足技术规范中所述各涂胶工位的供应要求。
系统采用GRACO产品,由气动泵、过滤装置、管道、取料口、保温装置、相应的软管、枪及枪头等组成1.3工程界面1.3.1与喷漆室系统接口界面:投标方负责输调漆管路在喷漆室壁板上的开洞及密封工作,非标厂家配合投标方完成相关施工工作。
1.3.2与公用动力的接口界面1)投标方提供设备所需压缩空气、热水管路使用点位置、使用量和管径等资料,由非标设计方协助招标方汇总整理后转四院设计,招标方委托专业厂家施工,负责连接到总使用点;2)投标方提出供水点位置、使用量、管径等资料,由非标设计方协助招标方汇总整理后转四院设计,招标方委托专业厂家施工,负责连接到总使用点。
3)投标方提供设备所需用电量和使用点等资料,由非标设计方协助招标方汇总整理后转四院设计,招标方委托专业厂家施工,招标方负责安装至总控制柜开关上接线端子连接,设备内接线由投标方负责。
2、输调漆、供胶系统基本参数2.1喷漆枪站基本参数:(采用溶剂型涂料)喷站涂料色数喷涂枪站手工/机器人喷涂流量(ml/min)喷涂压力(Mpa)中涂 1 6/3 手800/自动10000.6--0.8金属漆8 6/6 手800/自动10000.6--0.8清漆 1 6/3 手800/自动10000.6--0.8溶剂 1 18/12 手800/自动10000.6--0.82.2供胶枪站基本参数:涂料种类色数手动喷涂枪站数涂料出口数密封胶 1 12(其中2个在PVC上遮12(其中2个在PVC上蔽工位)遮蔽工位)PVC胶 1 4 4裙边胶 1 2 22.3辅助系统(1)提供2个漆桶搬运车,2个平板手推车。
(2)提供18把GRACO 手提式静电枪,带空气软管和接头。
(3)提供5把用于点修补的吸上罐式喷枪和5把重力式罐式喷枪,要求盐田品牌。
(4)提供GRACO手动挤胶枪12把及根据甲方要求量身订做的胶嘴24个。
(5)提供PVC喷枪4把及不同扇面及流量的喷嘴8个。
(6)提供裙边胶喷枪2把及不同扇面及流量的喷嘴4个。
(7)提供GRACO小型输调漆系统2套(喷涂小颜色漆用),包括隔膜泵、带搅拌器的20L原漆桶盖、7.5m涂料软管、快插接头等。
(8)提供设备维修、保养所需专用工装、工具。
3.输调漆系统技术要求3.1输调漆系统配置表序号项目功能描述1 油漆循环系统(两线循环)包括:1种中涂漆、8种金属漆、1种罩光漆,1种溶剂1.1 循环主泵系统选用GRACO VⅡ 460 柱塞泵1.2 稳压器隔膜式不锈钢稳压器。
1.3 涂料软管特氟隆波纹管不锈钢外编网1.4 涂料过滤器涂料模组液压泵出口和主管回路入罐处各配有一个袋式过滤器。
15 涂料球阀模组上使用的涂料球阀选用不锈钢卫生球阀,确保无死角和拆装方便。
1.6 油漆桶调漆桶和循环桶:有效容积200L 溶剂桶:有效容积300L圆弧底,无死点吸料口桶底下有防漏裙边,桶身与桶盖之间有TEFLON密封垫桶盖可以完全拆卸,以便于清洗;桶盖上开有搅拌器、液位计、温度计等的工艺孔桶壁抛光,确保与油漆触面的表面粗糙度<0.1桶壁厚度3mm以上,sus304L以上材质。
1.7 搅拌器选用电动搅拌器。
电机减速机选用SEW 1.8 补漆泵采用HUSKY716隔膜泵(D53211)1.9 背压阀不锈钢背压阀1.10 补漆输送路线原料桶经隔膜泵到循环桶1.11 液位控制器每个油漆循环桶和调漆桶上装有1套电子液位计。