注脂机、注脂枪操作手册
- 格式:doc
- 大小:448.00 KB
- 文档页数:12
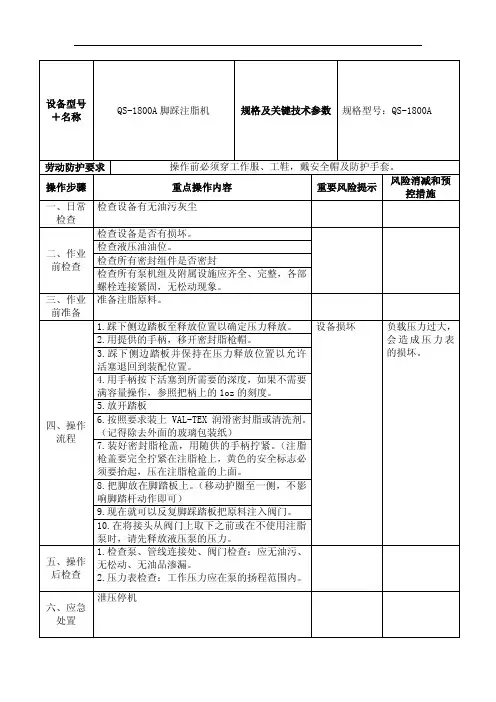
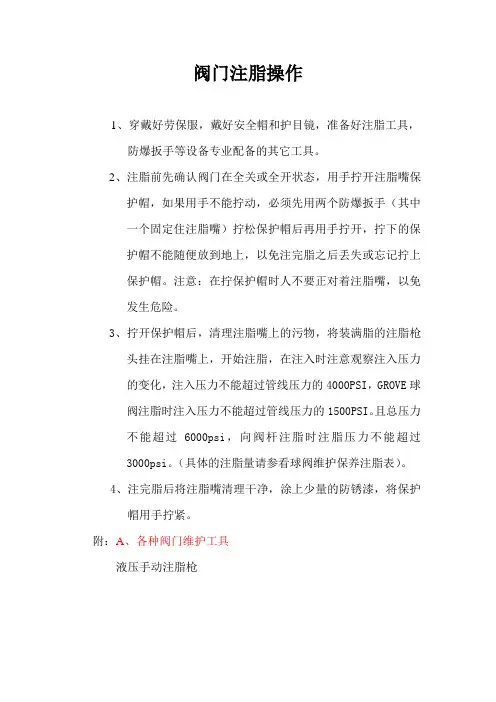
阀门注脂操作1、穿戴好劳保服,戴好安全帽和护目镜,准备好注脂工具,防爆扳手等设备专业配备的其它工具。
2、注脂前先确认阀门在全关或全开状态,用手拧开注脂嘴保护帽,如果用手不能拧动,必须先用两个防爆扳手(其中一个固定住注脂嘴)拧松保护帽后再用手拧开,拧下的保护帽不能随便放到地上,以免注完脂之后丢失或忘记拧上保护帽。
注意:在拧保护帽时人不要正对着注脂嘴,以免发生危险。
3、拧开保护帽后,清理注脂嘴上的污物,将装满脂的注脂枪头挂在注脂嘴上,开始注脂,在注入时注意观察注入压力的变化,注入压力不能超过管线压力的4000PSI,GROVE球阀注脂时注入压力不能超过管线压力的1500PSI。
且总压力不能超过6000psi,向阀杆注脂时注脂压力不能超过3000psi。
(具体的注脂量请参看球阀维护保养注脂表)。
4、注完脂后将注脂嘴清理干净,涂上少量的防锈漆,将保护帽用手拧紧。
附:A、各种阀门维护工具液压手动注脂枪1、注脂压力可以达到10,000psi2、50 strokes = 1 oz3、枪的容积是12 ozSealweld SuperGun1、注脂压力可达到15,000psi2、25 strokes = 1 oz3、枪的容积为15 ozSealWeld ACTIV-8 Pump1、需要80-120psi的气源压力2、注脂压力可以达到10,0003、注脂速度:5秒钟1oz4、每一个行程可向送料缸内注入2 oz,一般8个行程可将料缸注满5、料筒的容积为10 lbB、注脂周期1、一年只进行一次开关操作的阀门每年注满一次Sealweld公司生产的Equa-Lube 80润滑脂。
2、每月开关一次的阀门每三个月注入1/4容积的密封脂。
3、每周开关操作一次的阀门每月进行一次注脂工作。
C、常用润滑脂和密封脂1、Equa-Lube 80Equa-Lube 80 是一种合成润滑脂,对于新阀门和没有磨损的阀门建议使用。
2、Total-Lube 911#润滑脂Total-Lube 911粘稠度较高,属于润滑脂或密封脂,里边含有粉末状的PTFE,PTFE颗粒微小不可见。

(型号ACTIV-8)气动注脂机ACTIV-8气动注脂机操作和保养规程一、ACTIV-8气动注脂机操作规程1.使用前将注脂机用抹布擦干净,检查注脂机上面的每个零部件是否有松动,如有松动则紧固松动的部件。
检查注脂机外观是否有污物,如果有则用带有汽油的毛巾或抹布将注脂机擦拭干净,特别注意注脂接头的清洁。
(如果注脂接头粘有沙子或比较坚硬的物体,则有可能沙子或坚硬的物体会随着润滑脂或密封脂从注脂嘴进入阀门密封系统。
如果活动阀门,就很有可能将阀门的密封面滑伤,使阀门密封系统失效。
2.将注脂机拖或拉到注脂现场,把塑料气管连接到注脂机下部气泵右侧的金属接头上。
3.将塑料气管的另一头连接到压缩机的金属接头上,然后将空压机接上电源。
4.用注脂机右侧的操作手柄将注脂机下部液压千斤顶的泄压丝堵拧松(将操作手柄插在泄压丝堵上逆时针旋转1/4-1/2圈即可),将注脂机托盘下部的支撑杆移出,用手缓慢往下压托盘至最下端即跟千斤顶接触,或者把气管接在注脂管泄压口利用空压机中的气压将其吹下。
然后取下托盘上的金属固定套筒,将套筒上的螺母拧下来,把10磅装的润滑脂或密封脂装入金属套筒里,然后将套筒上的螺母重新安装上并拧紧后放在托盘上。
5.用操作手柄将千斤顶下部的泄压丝堵拧紧,然后将手柄插入千斤顶上部的套筒里,上下操作手柄。
等装有润滑脂或密封脂的金属筒顶部接触到注脂机上的密封圈后,旋开密封圈上部的放空阀,继续上下操作手柄,等到有脂从放空阀均匀益处时关闭放空阀。
6.将注脂机气泵左侧的操作板踩下,继续上下操作手柄,注意观察小压力表的数值,等到压力上升至600-800kpa时停止操作手柄。
7.将注脂机上的注脂接头连接到阀门的注脂嘴上,用脚缓慢踩下注脂机气泵上面右侧的操作板,即开始注脂,注意观察注脂时的压力变化,注脂压力不要超过6000psi。
8.等听到注脂声音有明显变化且看到注脂压力立即下降时,表示一次注脂完成,注脂量大约为16盎司。
注脂时间大约需要1分钟。
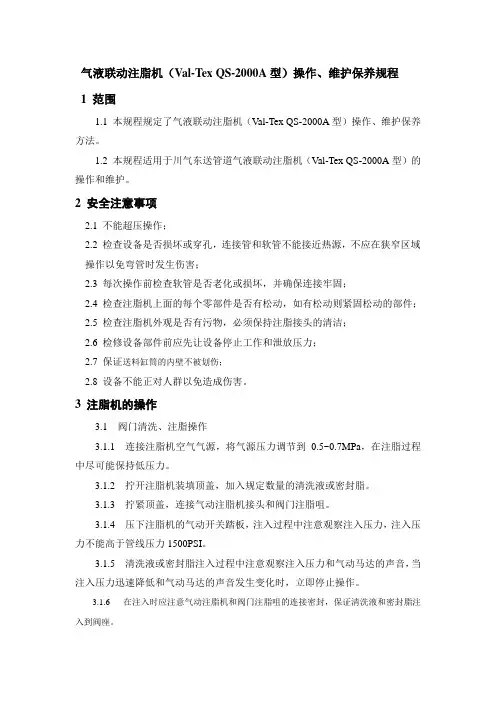
气液联动注脂机(Val-Tex QS-2000A型)操作、维护保养规程1 范围1.1 本规程规定了气液联动注脂机(Val-Tex QS-2000A型)操作、维护保养方法。
1.2 本规程适用于川气东送管道气液联动注脂机(Val-Tex QS-2000A型)的操作和维护。
2 安全注意事项2.1 不能超压操作;2.2 检查设备是否损坏或穿孔,连接管和软管不能接近热源,不应在狭窄区域操作以免弯管时发生伤害;2.3 每次操作前检查软管是否老化或损坏,并确保连接牢固;2.4 检查注脂机上面的每个零部件是否有松动,如有松动则紧固松动的部件;2.5 检查注脂机外观是否有污物,必须保持注脂接头的清洁;2.6 检修设备部件前应先让设备停止工作和泄放压力;2.7 保证送料缸筒的内壁不被划伤;2.8 设备不能正对人群以免造成伤害。
3 注脂机的操作3.1 阀门清洗、注脂操作3.1.1 连接注脂机空气气源,将气源压力调节到0.5~0.7MPa,在注脂过程中尽可能保持低压力。
3.1.2 拧开注脂机装填顶盖,加入规定数量的清洗液或密封脂。
3.1.3 拧紧顶盖,连接气动注脂机接头和阀门注脂咀。
3.1.4 压下注脂机的气动开关踏板,注入过程中注意观察注入压力,注入压力不能高于管线压力1500PSI。
3.1.5 清洗液或密封脂注入过程中注意观察注入压力和气动马达的声音,当注入压力迅速降低和气动马达的声音发生变化时,立即停止操作。
3.1.6 在注入时应注意气动注脂机和阀门注脂咀的连接密封,保证清洗液和密封脂注入到阀座。
4 注脂机的检查、维护及保养4.1 注脂机的检查4.1.1 注脂机每季度应进行检查和维护4.1.2 检查注脂机储油罐的油位,油位应保持在距离罐口1厘米处,液压油不足时应及时补充,安装丝堵,用手拧紧。
4.1.3 将泵倾斜检查丝堵处是否存在泄漏,如有则检查密封,必要时更换密封件。
4.1.4 检查并确保所有的气路和油路的连接处无松动、泄漏。
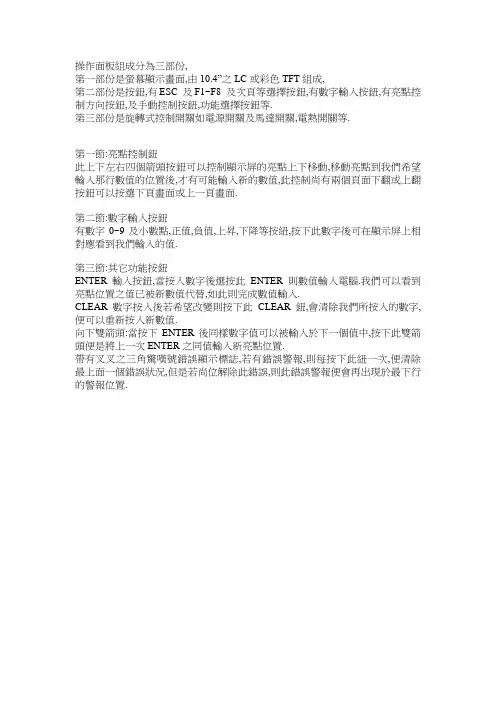
操作面板組成分為三部份,第一部份是螢幕顯示畫面,由10.4”之LC或彩色TFT組成,第二部份是按鈕,有ESC 及F1~F8 及次頁等選擇按鈕,有數字輸入按鈕,有亮點控制方向按鈕,及手動控制按鈕,功能選擇按鈕等.第三部份是旋轉式控制開關如電源開關及馬達開關,電熱開關等.第一節:亮點控制鈕此上下左右四個箭頭按鈕可以控制顯示屏的亮點上下移動,移動亮點到我們希望輸入那行數值的位置後,才有可能輸入新的數值,此控制尚有兩個頁面下翻或上翻按鈕可以按選下頁畫面或上一頁畫面.第二節:數字輸入按鈕有數字0~9及小數點,正值,負值,上昇,下降等按紐,按下此數字後可在顯示屏上相對應看到我們輸入的值.第三節:其它功能按鈕ENTER 輸入按鈕,當按入數字後選按此ENTER則數值輸入電腦.我們可以看到亮點位置之值已被新數值代替,如此則完成數值輸入.CLEAR 數字按入後若希望改變則按下此CLEAR鈕,會清除我們所按入的數字,便可以重新按入新數值.向下雙箭頭:當按下ENTER後同樣數字值可以被輸入於下一個值中,按下此雙箭頭便是將上一次ENTER之同值輸入新亮點位置.帶有叉叉之三角驚嘆號錯誤顯示標誌,若有錯誤警報,則每按下此紐一次,便清除最上面一個錯誤狀況,但是若尚位解除此錯誤,則此錯誤警報便會再出現於最下行的警報位置.第四節:輸入控制鑰匙此鑰匙有OFF位置:不能變更顯示屏上所有之值,不允許輸入新值,此位置祇能查看電腦之條件設定值.ON 位置:若鑰匙轉於此位置則允許輸入新值到電腦中,可以改變成型條件或是其它參數.但是不能列印參數於印表機上.PR 位置:鑰匙轉於此位置除了可以輸入數值改變設定外,還可以將利用印表機等作條件列印.要用印表機唯有將鑰匙位置轉至此.第五節:ESC及F1~F8按鈕ESC按鈕可跳離目前之狀況,或中斷現在之功能, F1 ~ F8 按鈕則相對應於顯示屏之說明功能.此為軟體選擇鈕,會根據不同的動作相對應不同的屏幕選擇!第六節:顯示屏選擇鈕,有下列各種選擇鈕,關模螢幕,開模螢幕,頂出螢幕,射出螢幕,進料螢幕,品質控制螢幕,服務螢幕,螢幕列印鈕,中子控制螢幕,模具資訊螢幕,射座螢幕,溫度控制螢幕,微型圖螢幕,機械手控制螢幕,及特殊功能幕錯誤報告螢幕等按鈕.按下此列按鈕可選擇一個功能螢幕然後在螢幕上配合說明之F1~F8有其它相關之螢幕可選擇.譬如按下關模鈕後出現關模控制F1之螢幕,但是仍可以選擇F2,F4,F5等按鈕查看其它顯示幕.第七節:程序選擇鈕,這裡有手動半自動全自動及模厚設定鈕及一個特殊程序鈕. 按下模厚設定鈕則螢幕上出現SET UP字樣,此時按下手動關模開關可以設定模具厚度.按下半自動鈕則螢幕上出現Semiautomatic 字樣,表示在半自動狀態中.半自動狀態每一個循還後便會自動停下來等候再一次週期啟動.按下全自動鈕則螢幕上出現Fully automatic字樣,此時週期完了會自動再執行下一個週期使其循還不已.第二章啟動機械第一節:將面板處之電源打開後機械自動自我測詴硬體,測詴全部之電子基板,輸出入基版之電壓信號等,測詴中出現漏斗狀圖形請稍待,完成硬体測詴後,則出現手掌圖形,此時才可以啟動馬達或操作機械.第二節:打開馬達電源控制鈕,經過數秒之啟動保護時間後,可聽到馬達轉動聲音,機械首先判別油溫,現在實際油溫若低於設定之最低溫,則幫浦以設定之高功率高壓力運轉,以循環加熱油溫,直到油溫達到最低溫設定值後,幫浦才會停下高壓輸出,在高壓力輸出加熱油溫情況下,我們可以聽到較大的幫浦噪音,此為正常現象.第三節:此時若緊急按鈕在按下狀態則沒有油壓力輸出必頇旋開緊急按鈕方可.第四節:各安全門必需關上,否則可能油壓亦無輸出,不能操做某些手動功能.第五節:在啟動馬達之前或後我們都可以打開料管加熱控制開關,打開電熱器開關後料管以我們設定之溫度開始加熱,因為機械有冷啟動加熱功能所以會以慢慢加熱型態為電熱片送電.電熱片在停機冷卻狀態會吸收水份,若是加熱時,馬上以100%功率送電加熱,很容易損壞電熱片,所以有此冷啟動加熱功能,此時機械先送小功率電壓到電熱片加熱其水份,過了數分鐘後才以全功率加熱.電熱片是以PID式控制加熱情況,可於設定參數上變更加熱系數.第三章操作理念第一節:循還週期我們要先了解成型之週期開始及所執行之程序.週期自關模開始,關模完了執行高壓鎖模,然後射座前進,如果射座先前已在模具接觸位置,則射座已完成前進,開始射出功能並執行多段式射出程序,然後是執行保壓時間,保壓時間完了後,射座系統側之螺桿進行進料,模具這邊則進行冷卻計時,通常冷卻時間大於進料所需時間, 冷卻時間到了後即執行開模,模具行程到達預定位置後,可以做頂出動作,頂出配合取出機械臂,完成頂出次數及頂針退回最小設定位置,便是一個週期完了.我們按照上列成型程序,思考所要設定的值,然後選擇相關之螢幕畫面,便容易操作了!第二節:手動程序操作時可獨立控制關模’開模’頂出’座進’座退’進料’射出等動作,在選擇半自動或全自動程序下,要按下啟動鈕才會執行週期開始,週期開始必需滿足下列條件:1,模具需大於A位置,就是模具實際位置需大於開模行程位置.2,頂出針需退回在小於設定之起點位置方可.3,料溫必需到達所設定之上下範圍內.4,螺桿位置必需大於C2*值,以上四個條件滿足後,才可以執半自動或全自動.此時按下START鈕啟動機械便開始一個成型週期.第三節:成型機一般性檢查若是液壓作動油不夠是會警報的,注塑機之液壓油一般運作在40~45度C為最洽當黏度,一般可工作約5000 小時或每年更換一次液壓作動油.每個月檢查油位是否在位準之上.機械上的安全門限位開關不可隨意拆卸以免發生危險,有部份客戶為了取出產品方便,拆卸下安全門之透明窗部份,更要注意使用安全.機械上的活動部位設有黃油注入孔,請操作者按照機械書之說明找出各個注油嘴,至少每個月需注油一次,以幫助潤滑.譬如射座滑軌,進料馬達與螺桿間之聯結機構,鎖模機構滑動部份,聯結部份等.機械液壓油冷卻水之水閥開關需打開,以冷卻作動油.及冷卻模具等.第四節:成型準備塑膠原料之儲放不可受潮,不可受灰塵污染等,成型前需考慮乾燥情況,不同的原料需不同乾燥溫度,及所需幾個小時之乾燥等.應事先準備材料之乾燥.譬如PC需設定在120度C ,乾燥兩小時等,因此要考慮產能選用適當之料斗容量,以備足夠之乾燥需要.模具溫度影響成型品之收縮率,及表面平面度光亮度,成型如PC’ PMMA’ POM 等高級工程塑料需模具加溫,應在成型前準備模溫控制機,將模具昇溫至適當目標值.不同大小及使用不同塑料之模具,需要適當的加熱瓦特數模溫控制機.一般模具昇溫最大應在40分鐘內達到目標值,以備生產.塑料在料管中加熱到達可成型狀態需時二十分中左右,不同的塑料需設定其適當的料管加熱溫度,應事先了解該塑料之物理性, 了解此種塑料在使用上應將料管之每個加熱段設定在幾度C.第五節:模具厚度設定將模具吊入機械中需注意安全,鎖緊模具需平均用力於每個固定螺絲,螺絲之螺牙需符合機械之牙距,螺絲用力前需已深入機械模板中,以免模板崩裂,機械之螺牙孔中需加點黃油以利轉動螺絲.要注意模具定位環與注塑機孔徑是否相符及射嘴之孔徑和弧度是否與模具適合.定位環不符則不容易對準中心射出孔,射嘴孔徑或弧度不合則有可能會發生漏料等問題.固定模具後開啟機械,做好模厚設定,不同型式之成型機有不同模厚設定之程序,請注意學習或參考詳細之英文操作手冊.並作好記錄.第六節:成型條件設定模厚設定完成後首先設定開模’關模速度,因為不同之模具需不同之開模行程及速度壓力等.按下螢幕選擇頁面之關模或開模頁面,先設定模具最大開模行程A,然後設定第一第二第三段速度及速度變換點,設定低壓保護壓力及位置等,並設定適當之鎖模力,把開關模相關值都設定完,並詴詴手動開關模,觀查模具開合是否順利等.然後設定適當之頂出行程及力量’速度等,從小距離及小壓力’慢速度開始設定,找到適合的速度’壓力及距離位置等,開始設定時要小心,或是要注意模具必需在鎖緊狀態,以免太大力把模子頂壞.第七節: 進料距離’速度’背壓設定按下進料頁面,設定較小之進料位置,可作為詴射之參考.在射出後觀查塑料不足程度再加大進料距離.可給個進料前及進料後鬆退位置以利進料.進料前鬆退有可能會進入空氣造成PMMA等成品不良,未設定進料鬆退距離則可能會造成流料情況.進料速度不需太高,在進料時間足夠情況下大約設定在60%即可,在最高速下可設定100%以減少進料時間,若在生產時100%轉速之進料時間仍大於冷卻時間,即表示此情況最好採用電動進料馬達.以縮短成型週期.背壓有五段,最大值是40Bar,一般設定在5Bar左右即可.每段可相同或是漸昇,最後一段昇高以利進料密度均勻.成型時觀查保壓完了後之螺桿殘量(緩衝距離),殘量太大則減少進料距離,若殘量距離太小則增加進料距離..按下合模選擇鈕出現此頁SFx是模具現在位置實際值.A是模具開模行程位置.V1是合模第一段速度,位置從A到W3,此速度要慢些以免震動機械但行程要短.此例V1設定15%,W3 設定在230mm位置,所以看實例此速從247.8mm到230mm.V2是合模第二段速度,位置從W3到W1,此例中設定速度22%,位置則自230mm 到40mm.V3是合模第三段速度,位置從40mm到G2 位置.G1是合模低壓保護開始位置,此時壓力下降至P2值,P2是低壓保護之壓力設定值.此例保護位置開始於30mm並以壓力40%到關模終止.模具位置到達G2位置時,,即保護完了!並且鎖模高壓將上昇到設定值.模具保護時間之實際值若大於所設定之ZF,則模具不關模並打開模子及警報.若開模時遇到保護問題則開模,但是依照多重關閉次數最大值再次關模,若沒問題則繼續生產否則發出警報.設定0表示不用此能.按下合模後再按下F2設定值曲線圖可在曲線圖畫面設定合模條件A是開模最大行程距離W3是第一段速度到第二段速度切換位置W1是第二段速度到第三段速度切換位置G1是低壓保護開始位置,G1到G2是低壓保護的行程距離G2是低壓保護完了位置,從此位置開始鎖模高壓出力. 相對應於位置設定各個速度及壓力例中:第一段關模速度是15%第二段關模速度是22%第三段關模速度是13%低壓保護設定40%按下關模及選擇鎖緊力出現此頁SK是設定希望之鎖模力量例:700 kN10 kN 約等於1噸鎖模力此例70噸鎖模力實際鎖模力SKx將大於SK值A是所要之開模行程距離例:245mmSFx是實際模具現在位置: 例:247.8mm此時模具已開,需到達最大設定位置A以上按下開模選擇鈕出現此畫面.第一段開模速度V6要慢!此速度從G2點到W4位置,所以W4位置不可太大,範圍在50mm以內,考慮模具打開時不要拉傷產品即可.範例中以第一段V6速度15%,行程自0mm到30mm.第二段速度V7要快些,行程也給多些.此段速度控制W4至W2位置之間距速度.範例是自30mm至200mm.第三段速度V8控制W2至A點之速度,範例中是自200mm到245mm.速度設定於20%.A位置是開模終點.也就是開模到達之意.或是說模子是從0mm開到245mm位置,實際開模行程必需大於A值.SFx是模具現在位置顯示值.Zux是週期時間進行實際值,Zus是上一模之週期時間值,此例中我們設定最大值60秒,表示正常情況下週期時間不會超過60秒,週期時間監察設定在”是”狀態,則機械將偵查週期時間不可超過最大值,若超過則警報.按下開模再按下F3顯示此頁氣動閥硬體是屬於外加設備請檢查此機是否有裝? 氣動閥動作可選擇七種動作方式,用數字表示此例4 是表示選擇第4個功能項.開始吹氣時模具位置在那裡?吹氣延遲:雖然開始但是要再延遲嗎?吹氣時間:要吹氣多久呢?SFx:顯示現在模具實際位置在多少mm按下開模選擇F4安全門顯示此頁此頁是監控安全門開關的指示燈打開安全門顯示此畫面E1 E2 E7 是前門下方左右兩邊的開關開關有時序開關之時序有時差限制,必需在一秒內完成相關動作!就是此開關動了另一開關就必頇也動作否則就會警報,開關是連動的情況!若開關不順利需拆下門來調整開關的角度!DO 25是控制油壓總開關!按下開模選擇F4後顯示此頁把安全門全關上時顯示此頁此為正常顯示頁所有開關跳到上面DO25閥燈亮起來注射畫面之第一頁注射畫面之F1顯示此頁顯示此機最高射出速度可達每秒300mm.共十段的射出速度設定值如下第一段至第五段射出速度第六段至第十段射出速度射出速度是以每秒多少mm為單位P6是射出之允許壓力值限制於此範圍內P6是以此為射出壓力目標值PHx是目前油壓出力值SSx是螺桿之現在位置ZSx實際射出所用時間值若實際射出時間超過最小值或是最大值則機械警報ZIN是射出前螺桿轉動進料時間!通常設定為 0V23是射出前螺桿轉動之速度.通常設定為0若需射出較此機理論容積更大的量時才用上述兩個設定! 射出前會執行ZIN時間後才射出開始!按下注射選擇F3設定值曲線圖顯示此頁此機之最大可設定射出速度以每秒mm表示共十段的射出速度設定值如下第一段至第五段射出速度第六段至第十段射出速度射出速度是以每秒多少mm為單位PHx是目前油壓出力值SSx是螺桿之現在位置C3u是射出切換至保壓知螺桿位置值C1是螺桿進料行程但未加上進料後鬆退位置此處壓力125BAR是P6設定值按下注射選擇F5注射絕對值曲線圖顯示此頁此機之最大可設定射出速度以每秒ccm表示共十段的射出速度設定值如下射出速度是以每秒多少ccm為單位射出壓力是以絕對值表示非以pump壓力表示切換模式選擇控制畫面成型時自射出切換至保壓有四種選擇行程控制VP切換點,若設定為”是”則射出時螺桿到達C3時即轉換成保壓之意.C3u是實際上VP切換位置.SSx是螺桿現在位置值.C3a是螺桿射出位置必需小於此點時才能做切換,以防止在此點前產生之高壓力干擾VP切換點!時間控制切換VP點若設為”是”,則射出時間到達Z1此值時即作切換為保壓,ZSx 是實際射出時間值.液壓壓力控制切換VP點若設定為”是”,則射出壓力達到PH值時做VP切換!實際切換時之壓力值顯示在Phu值.最大值是PVs值,射出螺桿位置必需小於C3b時才能作切換,PVs模腔壓力控制VP切換點,若設為”是”, 則必需模腔壓力達到PF點後才能切換至保壓.實際模腔壓力值是Pfu,最大值是PFs,現在值是PFx.此功能需要外加裝上模腔內壓力感測器屬非標準配備.保壓畫面之第一頁射出完後切換到保壓保壓有十段設定,每段以BAR為單位,第一行是從第一到五段之設定第二行是從第六段到十段之設定Z2是保壓時間設定,原則上平均分配到十段保壓壓力Z4是冷卻時間設定值,左邊是實際進行值CPx是保壓完了螺桿位置值設定最小值及最大值:這是警報範圍設定.緩沖監控若設定”是”, 則當CPx值超出最小值或最大值時都將記不良品一次(請看頂出頁之F2),若超出設定次數會警報.C1是塑化進料量位置設定值SSx是螺桿現在位置PHx是油壓現在實際值PNs是保壓之最大油壓值此處輸入螺桿直徑SDM=多少mm供機械計算絕對值按下保壓及選擇F2設定值曲線圖在此頁面可以設定保壓條件次頁保壓時間已分段設定保壓之速度是以射出之最後一段為基準保壓速度不能單獨變更保壓壓力可以單獨變更保壓壓力之第一段起,應以射出切換至保壓時之壓力為基準,並慢慢以十段漸降至30BAR因為多段所以沒有全部顯示在同一畫面需要向左右選擇要調整的段數.按下保壓後選擇F3 顯示此頁射出完後切換到保壓此處是以絕對值表示保壓有十段設定,每段以BAR為單位,第一行是從一到五段設定第二行是從六段到十段設定Z2是保壓時間設定,原則上平均分配到十段保壓壓力Z4是冷卻時間設定值,左邊是實際進行值CPx是保壓完了螺桿位置值以ccm表示設定最小值及最大值緩沖監控設定”是”則當CPx值超出最小值或最大值時都將記不良品一次(要看頂出頁之F2)HV是螺桿行程以容積計算表示C1的量HVx是螺桿現在位置換算成ccm之值PNs是保壓之最大油壓值此處輸入螺桿直徑SDM=多少mm供機械計算絕對值射台控制畫面若想要在保壓完了後射座後退,則必需選擇設定在 1 “是”狀態.射台前端是否已到模具接觸位置J會亮起來,P5射台射嘴接觸模具之壓力設定,太小則可能射嘴漏料Z5a是鎖模高壓完成後出力P5接觸壓的時間值,不可設定為0秒.P5b是保壓完了後射座保持壓力值,不需太大.若保壓完了要射座後退則需設定K值,則射座會後退到K值處,Z6是延遲射座後退的開始執行時間.CONT.---這行意思是:射座接觸壓力與鎖模力高壓上昇同步進行.射台前進與合模同步:若射座有後退動作則是否要與合模同步進行呢?當關模到達DS位置時開始做射座前進動作.E9Q及E9是射座安全門開關信號動作顯示.塑化之畫面第一頁C1是進料時之螺桿停止轉動位置(還會鬆退)此塑化速度以螺桿每分鐘最大轉速百分比設定此例是80%DZm 標示此機之最大螺桿轉速例:400 rpmDZx是現在螺桿之轉動速度值PSS是出現背壓之最大值,PSx背壓實際值設定塑化時之五段背壓,背壓最大值是40barZDx是塑化之實際值再給個最小值最大值範圍,並選擇是否要監控警報? 範例:是上一次之循環週期顯示在ZDs 秒數Z3是塑化進料前是否給個延遲時間?C4是塑化前螺桿鬆退距離,螺桿不轉動直退C4包含在C1行程距離內C2是塑化進料螺桿轉動停止後再直退距離C2*等於C1+C2之值是螺桿應停止位置:80mm實際螺桿停止位置SSx大於C2* 例:81.2mmV24是螺桿鬆退時之速度按下塑化後選F2設定值曲線圖C1是進料時之螺桿停止轉動位置(還會鬆退)此塑化速度以螺桿每分鐘最大轉速百分比設定此例是80%DZm 標示此機之最大螺桿轉速例:400 rpmDZx是現在螺桿之轉動速度值PSS是出現背壓之最大值,PSx背壓實際值設定塑化時之五段背壓,背壓最大值是40barZDx是塑化之實際值再給個最小值最大值範圍,並選擇是否要監控警報? 範例:是上一次之循環週期顯示在ZDs 秒數Z3是塑化進料前是否給個延遲時間?C4是塑化前螺桿鬆退距離,螺桿不轉動直退C4包含在C1行程距離內C2是塑化進料螺桿轉動停止後再直退距離C2*等於C1+C2之值是螺桿應停止位置:80mm實際螺桿停止位置SSx大於C2* 例:81.2mmV24是螺桿鬆退時之速度按下塑化選擇F2設定值曲線圖顯示此頁C1是進料時之螺桿停止轉動位置(還會鬆退)此塑化速度以螺桿每分鐘最大轉速百分比設定此例是80%DZm 標示此機之最大螺桿轉速例:400 rpmDZx是現在螺桿之轉動速度值PSS是出現背壓之最大值,PSx背壓實際值設定塑化時之五段背壓,背壓最大值是40barZDx是塑化之實際值再給個最小值最大值範圍,並選擇是否要監控警報? 範例:是上一次之循環週期顯示在ZDs 秒數Z3是塑化進料前是否給個延遲時間?C4是塑化前螺桿鬆退距離,螺桿不轉動直退C4包含在C1行程距離內部份看不到要按下向右鈕C2是塑化進料螺桿轉動停止後再直退距離C2*等於C1+C2之值是螺桿應停止位置:80mm實際螺桿停止位置SSx大於C2* 例:81.2mmV24是螺桿鬆退時之速度按下塑化選擇F4設定值曲線圖顯示此頁此處以絕對值表示塑化量塑化位置是以ccm表示螺桿轉速以多少rpm/每分鐘表示設定塑化時之五段背壓,以絕對值bar顯示C4是塑化前螺桿鬆退距離,螺桿不轉動直退C4包含在C1行程距離內部份看不到要按下向右鈕C2是塑化進料螺桿轉動停止後再直退距離螺趕實際位置以ccm表示頂出控制畫面SFx是模具位置實際值顯示,A是開模之位置射定值,A1是頂出針可動作位置值,Sax是頂針現在位置值,L1是頂出之最前面行程位置L是頂針在後面之準備位置,L2是頂針若有做震動狀況時之中間位置V25是頂針前進第一段速度值,V27是頂針前進第二段速度值P25是頂針前進第一段壓力值,P27是頂針前進第二段壓力值V28是頂針後退第一段速度值P28是頂針後退第一段壓力值L3是前進速度切換位置,L4是後退速度切換位置V26 P26是後退第二段速度壓力值ZAV是頂針前進之延遲時間ZA是頂針後退之延遲時間AZ是頂針動做之次數設定循環結束位置:頂出完了後頂針位置,也就是下一循環開始時允許頂針的位置是在那?脫模時間:是間隔下一週期開始之延遲時間!週期完了後執行此Z5時間後才開始下一週期. 頂出監控:是否作落下確認?電熱控制第一個畫面區域第一段自左邊之射嘴開始算起,狀態之T是實際值在允許之上下限範圍內之意狀態H是現在正在加熱狀態之意狀態K是現在處於冷卻狀態,若沒有加裝風扇或冷卻水等此狀態沒作用狀態F是表示故障狀態.機械判定可能硬体故障.監查開關可控制此段故障是否可忽略.最大正向溫度波動範圍是允許實際值在設定值加上此值之範圍內,否則警報.最大負向溫度波動範圍是允許實際值在設定值減掉此值之範圍內,否則警報.溫度下限:此值是當機械有問題時將自動降溫至此溫度點,亦可以人工設定在”開”狀態!以保持料管溫度於此油溫實際值大於設定值時將打開冷去水閥,油溫有上下限,低於下限則自動加溫並不能生產,油溫高於設定之最高溫度則停機警報.最高油溫及最低油溫建議在50度C及25度.SDM是螺桿直徑數字供機械計算絕對值時使用!。
黄油机之气动润滑脂加注机使用说明书安装方法1.无论是13KG润滑脂加注机和15-50KG润滑脂加注机,均按要求连接油管及油枪,连接接头上可适当缠上生料带以确保无渗漏。
2.准备好带快接头的气源线,如选购了油水分离器或调压阀则将其连接在油泵的进气口。
3.对于15-50KG润滑脂加注机及180KG润滑脂加注机,按要求连接好随动板,弹簧及桶盖。
最后将弹簧挡圈卡在油泵最下端卡槽内。
注意:180KG润滑脂加注机无弹簧。
使用操作说明A.13KG润滑脂加注机1.松开桶盖锁紧螺母,双手握住手柄将油泵及随动板一起倾斜20-30°将其拔出油桶。
2.在油桶内加入润滑脂。
注意:不可将桶加满,油面距离油桶上沿约10CM距离。
3.双手握住手柄将油泵及随动板一起倾斜20-30°将其放进油桶里,然后扶正油泵使随动板朝下面与桶内油面紧贴,用力下压手柄使桶盖扣在桶沿上,锁紧3个锁紧螺母。
4.接上气源,打开加油枪即可开始加油。
注意:气源工作压力设定在4-8公斤。
B.15-50KG润滑脂加注机1.将标准润滑脂桶放在小推车上,并将油桶内油脂取出1/3另置。
2.将连接好的润滑脂加注机倾斜20-30°将其放进油桶里,然后扶正油泵使随动板朝下面与桶内油面紧贴,用力下压手柄使桶盖扣在桶沿上,锁紧3个锁紧螺母。
3. 接上气源,打开加油枪即可开始加油。
注意:气源工作压力设定在4-8公斤。
C.180KG润滑脂加注机1.将标准润滑脂桶放在小推车上。
2.将连接好的润滑脂加注机倾斜20-30°将其放进油桶里,然后扶正油泵使随动板朝下面与桶内油面紧贴,用力下压手柄使桶盖扣在桶沿上,锁紧3个锁紧螺母。
3. 接上气源,打开加油枪即可开始加油。
注意:气源工作压力设定在4-8公斤。
安全警告1.本设备使用之气源应保持干燥无杂质,如有必要请选购油水分离器或调压阀。
2.一般情况下工作气压不得超过8公斤。
3.勿将加油枪枪口对准其他人或物,以免发生危险。
黄油机之气动润滑脂加注机使用说明书安装方法1.无论是13KG润滑脂加注机和15-50KG润滑脂加注机,均按要求连接油管及油枪,连接接头上可适当缠上生料带以确保无渗漏。
2.准备好带快接头的气源线,如选购了油水分离器或调压阀则将其连接在油泵的进气口。
3.对于15-50KG润滑脂加注机及180KG润滑脂加注机,按要求连接好随动板,弹簧及桶盖。
最后将弹簧挡圈卡在油泵最下端卡槽内。
注意:180KG润滑脂加注机无弹簧。
使用操作说明A.13KG润滑脂加注机1.松开桶盖锁紧螺母,双手握住手柄将油泵及随动板一起倾斜20-30°将其拔出油桶。
2.在油桶内加入润滑脂。
注意:不可将桶加满,油面距离油桶上沿约10CM距离。
3.双手握住手柄将油泵及随动板一起倾斜20-30°将其放进油桶里,然后扶正油泵使随动板朝下面与桶内油面紧贴,用力下压手柄使桶盖扣在桶沿上,锁紧3个锁紧螺母。
4.接上气源,打开加油枪即可开始加油。
注意:气源工作压力设定在4-8公斤。
B.15-50KG润滑脂加注机1.将标准润滑脂桶放在小推车上,并将油桶内油脂取出1/3另置。
2.将连接好的润滑脂加注机倾斜20-30°将其放进油桶里,然后扶正油泵使随动板朝下面与桶内油面紧贴,用力下压手柄使桶盖扣在桶沿上,锁紧3个锁紧螺母。
3. 接上气源,打开加油枪即可开始加油。
注意:气源工作压力设定在4-8公斤。
C.180KG润滑脂加注机1.将标准润滑脂桶放在小推车上。
2.将连接好的润滑脂加注机倾斜20-30°将其放进油桶里,然后扶正油泵使随动板朝下面与桶内油面紧贴,用力下压手柄使桶盖扣在桶沿上,锁紧3个锁紧螺母。
3. 接上气源,打开加油枪即可开始加油。
注意:气源工作压力设定在4-8公斤。
安全警告1.本设备使用之气源应保持干燥无杂质,如有必要请选购油水分离器或调压阀。
2.一般情况下工作气压不得超过8公斤。
3.勿将加油枪枪口对准其他人或物,以免发生危险。
![[笔记]成品轴承住脂机轴承零件清洗机操作规程](https://uimg.taocdn.com/7697cbff846a561252d380eb6294dd88d0d23d97.webp)
成品轴承注脂机操作规程1、安装时不需底脚螺钉,机床垫平即可。
2、接通电源时,应检查接地可靠,正常后才能开机使用。
3、接通气源时,调整系统压力5—8㎏/c㎡,储脂桶封油压力,由减压阀调至2—3㎏/c㎡,封油橡皮压入油桶内不漏脂即可。
4、转动手动阀,使气缸上下运动,调节好气缸的节流阀。
5、气缸停止在上端时,拧下供脂泵吸口处锥行套上的排气螺钉,然后转动手动阀,气缸下降,封油橡皮压入油脂桶内,向下压到在排气孔口看见油脂,把空气排尽,拧上排气螺钉,打开供脂泵开光阀,即能开始供脂。
6、供脂泵出口的油脂,通过精密过滤器,进入定量泵,再接到加脂头上。
7、接近开光的调整,轴承落入加脂爪形槽内,能发汛,不落槽不会发汛即可。
8、加脂量的调整,按轴承的需用量,由定量泵上的M10X1螺钉调整,调对后螺母锁紧。
9、供脂泵和定量泵的管道,应密封性能良好,防止漏气,以免发失定量不正确现象。
10、加脂头由使用厂按轴承实际尺寸,参阅加脂头附图自行制造。
11、安装机床周围环境要清洁。
12、本机床在出产前(除接近开光位置及定量泵的出脂量外)各控部分已调试好,如发现异常,应了解该机床的结构和性能后,才能进行调整,以保证正常使用效果13、开机使用前,必须将油管脱开加脂头,开动供脂泵及定量泵将油脂打开管道,使管道内空气全部排除后,再将管口接上加脂头,然后根据轴承加脂量,调整定量泵。
聊城市恒盛轴承有限公司 2007年6月轴承零件清洗机操作规程1、本机床安装时,不需地脚螺钉,但地坪必须平整,使用时,机床无振动。
2、工作前,先加足清洗液和减速箱内机械油。
退磁器配有循环冷却箱,箱内应加足变压器油,已防发热。
3、接通电源,应检查惦记的旋转方向,接地可靠,正常后才能开机使用。
4、严禁异物带入机体内,周围严禁明火。
5、清洗机定期保养,滤芯器应定期更换,定期清洗油箱,用抽油泵抽去清洗液,然后打开清洗窗口,清除污物。
保持油箱清洁,经常检查清洗液,如供油不足,应及时加液,使液面始终不低于视镜标线,过滤芯正常使用2—3个月,必须更换。
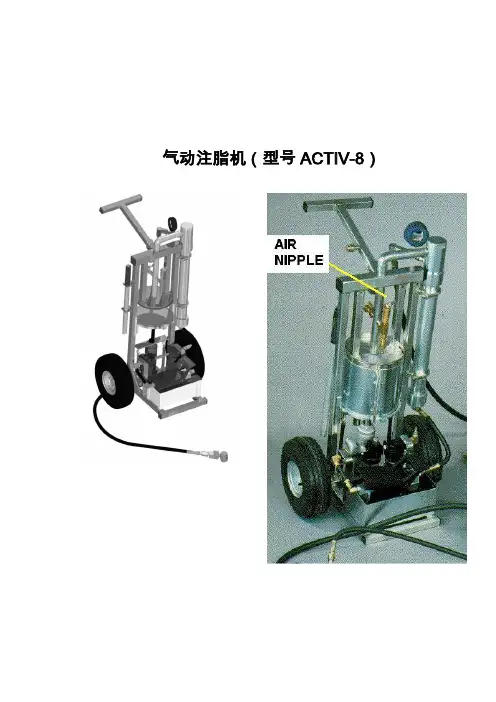
气动注脂机(型号ACTIV-8)ACTIV-8气动注脂机操作和保养规程一、ACTIV-8气动注脂机操作规程1.使用前将注脂机用抹布擦干净,检查注脂机上面的每个零部件是否有松动,如有松动则紧固松动的部件。
检查注脂机外观是否有污物,如果有则用带有汽油的毛巾或抹布将注脂机擦拭干净,特别注意注脂接头的清洁。
(如果注脂接头粘有沙子或比较坚硬的物体,则有可能沙子或坚硬的物体会随着润滑脂或密封脂从注脂嘴进入阀门密封系统。
如果活动阀门,就很有可能将阀门的密封面滑伤,使阀门密封系统失效。
2.将注脂机拖或拉到注脂现场,把塑料气管连接到注脂机下部气泵右侧的金属接头上。
3.将塑料气管的另一头连接到压缩机的金属接头上,然后将空压机接上电源。
4.用注脂机右侧的操作手柄将注脂机下部液压千斤顶的泄压丝堵拧松(将操作手柄插在泄压丝堵上逆时针旋转1/4-1/2圈即可),将注脂机托盘下部的支撑杆移出,用手缓慢往下压托盘至最下端即跟千斤顶接触,或者把气管接在注脂管泄压口利用空压机中的气压将其吹下。
然后取下托盘上的金属固定套筒,将套筒上的螺母拧下来,把10磅装的润滑脂或密封脂装入金属套筒里,然后将套筒上的螺母重新安装上并拧紧后放在托盘上。
5.用操作手柄将千斤顶下部的泄压丝堵拧紧,然后将手柄插入千斤顶上部的套筒里,上下操作手柄。
等装有润滑脂或密封脂的金属筒顶部接触到注脂机上的密封圈后,旋开密封圈上部的放空阀,继续上下操作手柄,等到有脂从放空阀均匀益处时关闭放空阀。
6.将注脂机气泵左侧的操作板踩下,继续上下操作手柄,注意观察小压力表的数值,等到压力上升至600-800kpa时停止操作手柄。
7.将注脂机上的注脂接头连接到阀门的注脂嘴上,用脚缓慢踩下注脂机气泵上面右侧的操作板,即开始注脂,注意观察注脂时的压力变化,注脂压力不要超过6000psi。
8.等听到注脂声音有明显变化且看到注脂压力立即下降时,表示一次注脂完成,注脂量大约为16盎司。
注脂时间大约需要1分钟。
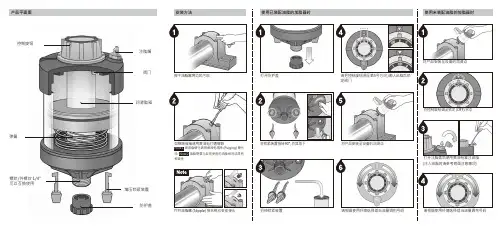
将产品安装至设备的润滑点 打开注脂盖后使用黄油枪灌注油脂(注入油脂时请参考背面注意事项) 将产品安装至设备的润滑点请把控制旋钮调至第5号方向, 确认出脂后锁定阀门 请根据使用环境选择适当油量调剂号码 将控制旋钮调至锁定 (OFF) 状态 产品平面图
控制旋钮
阀门
润滑脂箱
防护盖弹簧
螺纹/外螺纹 1/4" 可以互换使用
增压锁紧装置
打开防护盖扔掉锁紧装置将锁紧装置扭转90°, 将其取下擦干油脂嘴周边的污垢拧开油脂嘴 (Nipple) 接合相应变径接头如管路被堵请用黄油枪打通管路 Note1 如油脂硬化请用黄油枪清除 (Purging) 硬化油 Note2 油脂需要与目前使用的油脂相同或具有相容性
▶过量灌注油脂不易于产品的正常工
作, 请注意活塞位置保持“Do not fill
below this line”以上状态.
因产品经常对油脂加载压力请根据设备背压, 温度以及加脂经验适当调剂出脂量.
因产品经常对油脂加载压力, 请定期(最少每15天)确认出脂状态.
为提供最佳的润滑, 通过检测表定期检测出脂状态为最有效的管理方案. 一个月以上油脂量没有变化, 长时间尚未检测设备润滑点;
弹簧式加脂器只能单点润滑, 为避免管路负荷过大一般情况下建议直接安装.▶ ▶ ▶ ▶ 质保期 每个自动加脂器的保质期为一年.产品质保仅限于材料以及工艺的原始缺陷, 不包括任何由于误操作, 滥用以及任何其他不合理使。
10-90注脂泵、400D注脂枪操作、维护保养规程(旋塞阀配套产品)1 范围1.1 本规程规定了10-90 注脂泵、400D注脂枪的操作、维护保养方法。
1.2 10-90 注脂泵、400D注脂枪专用于川气东送管道所有旋塞阀。
2 安全注意事项2.1 不能超压操作;2.2 检查设备是否损坏或穿孔,连接管和软管不能接近热源,不应在狭窄区域操作以免弯管时发生伤害;2.3 每次操作前检查软管是否老化或损坏,并确保连接牢固;2.4 检查注脂机上面的每个零部件是否有松动,如有松动则紧固松动的部件;2.5 检查注脂机外观是否有污物,必须保持注脂接头的清洁;2.6 检修设备部件前应先让设备停止工作和泄放压力;2.7 保证送料缸筒的内壁不被划伤;2.8 设备不能正对人群以免造成伤害。
3 使用10-90注脂泵注脂操作步骤3.1 装配注脂泵3.2 将外接气源连接到泵的气源接口3.3 连接泵的注脂口和阀门的注脂口3.4 操作10-90注脂泵3.5 注脂泵密封脂更换方法和详细注脂步骤如下:3.5.1断开气源3.5.2解开泵桶上盖的3个固定夹,注意防止泵桶上盖弹跳伤人3.5.3移出泵桶上盖以上部分及密封脂罐3.5.4新的密封脂罐被放进泵桶中,拿开密封脂罐的盖子3.5.5在硬橡胶活塞边缘抹上薄薄一层密封脂以便润滑,重新合上泵桶上盖及以上部分3.5.6硬橡胶活塞对准密封脂罐口部3.5.7整体下压硬橡胶活塞和泵桶上盖。
下压时可倾斜45度以便下压更容易,压下后扶正,并转动两周以便活塞和密封脂更贴合,滞留的空气更少3.5.8当活塞完全压好时扣紧3个固定夹(需要两个人共同完成,以便活塞位置更准确)3.5.9重新与气源连接3.5.10排空气阶段:打开泵注脂口的开关,打开气源,泵开始工作工作。
当看到注脂口逐渐连续流出密封脂时,关闭气源,关闭泵注脂口的开关3.5.11将泵的注脂口连接到阀门的注脂口3.5.12拧开泵的注脂口开关,再次打开气源3.5.13密封脂通过软管注入阀门4 400D注脂枪使用步骤4.1 松开旁通阀。
注脂枪执行标准(一)注脂枪执行标准引言•注脂枪是一种常用于工业领域的工具,用于向机械设备中注入润滑剂。
•为了确保注脂枪的正常使用和操作安全,制定本文档旨在明确注脂枪执行标准。
注脂枪的定义•注脂枪是一种手持式或固定式装置,用于将润滑剂喷射至机械设备的摩擦表面,以减少摩擦和磨损。
注脂枪的分类1.手动注脂枪–通过手柄手动加压来推动润滑剂进入设备。
–应注意手动加压力度,避免因过量加压导致设备受损。
2.气动注脂枪–通过空气压力来推动润滑剂进入设备。
–气动注脂枪应配备调节阀,用于控制注脂的速度和压力。
注脂枪的使用要求•操作人员需经过专业的培训,理解注脂枪操作的基本知识和安全规范。
1.安全操作–在使用前,检查注脂枪是否完好无损,并确认其工作状态正常。
–使用时,注脂枪应与设备密封良好,避免润滑剂外泄或飞溅。
2.选择正确润滑剂–根据设备制造商的建议,选择适合的润滑剂。
–确保润滑剂的质量符合执行标准,并注意不要混用不同类型的润滑剂。
3.定期维护–对注脂枪进行定期的检查和维护,确保其正常工作状态。
–清洁和更换润滑剂时,应遵循制造商的说明。
注脂枪的维护与保养1.清洁–使用后,应清洁注脂枪的外部表面,并确保无残留物。
–清洁时,应注意避免水或其他溶剂进入注脂枪内部。
2.润滑–定期润滑注脂枪的各移动部件,以确保其灵活性和正常工作状态。
3.检查–定期检查注脂枪的连接部件和密封件,如有损坏或磨损应及时更换。
–检查注脂枪的压力表、压力调节阀等部件,确保其准确度和可靠性。
结论•注脂枪的使用和维护对于设备的正常运行和寿命具有重要意义。
•严格遵守注脂枪执行标准,能够保证操作的安全性和效果的可靠性。
请在使用前仔细阅读操作手册,并遵循执行标准进行操作和维护。
注射机操作规程一、设备检查与准备1.检查注射机设备是否完好,并保证设备的正常运转;2.检查注射机所使用的注射器是否符合要求,包括容量、材质等;3.确保注射机的注射针具有良好的封装,并注意检查是否存在任何损坏或异物;4.确保注射机的电源连接,并检查是否有电以及电源的稳定性;5.准备好所需的药物,并确保药物的有效期限;6.对于使用多次的注射器和针头,应进行消毒和清洗,确保其无菌。
二、操作步骤1.将准备好的药物放入注射器中,注意遵守正确的药物剂量,避免过量或不足;2.确认注射机开关为关闭状态;3.将注射器插入注射机的注射器槽中,并确保安装牢固;4.将注射针头插入注射机的针头槽中,并确保安装牢固;5.打开注射机的电源开关,并确认电源正常;6.根据需要调整注射机的注射速度和剂量,确保药物的注射量符合要求;7.确认注射机的工作模式,如连续注射、间歇注射等,并根据需要调整;8.确认注射机的注射针头位置,确保与注射部位对齐;9.确认注射机的注射深度,根据需要进行调整;10.准备好注射部位,对皮肤进行消毒;11.将注射针头插入皮肤,并注入药物,确保注射的顺利进行;12.在注射完成后,关闭注射机的电源开关;13.将注射针头从注射部位取出,并对注射部位进行消毒;14.将使用过的注射器和针头进行正确的处理,包括分类和回收。
三、注意事项1.操作人员应具备相关的操作资质,并接受相关的培训;2.操作人员应经常检查注射机设备的运行状态,并及时发现和处理故障;3.操作人员应遵循相关的操作规程和安全标准,确保注射过程的安全可靠;4.操作人员应定期清洗和消毒注射机设备,确保设备的卫生与无菌;5.操作人员应严格遵守药物的储存和使用规定,避免药物的交叉污染;6.操作人员应注意个人卫生,包括洗手、佩戴手套等,避免感染传播。
四、故障处理1.若注射机设备无法正常运转,应立即关闭电源,并进行故障检查和处理;2.若注射器或针头出现损坏或堵塞,应立即更换,并对涉及药物的重新检查和准备;3.若出现注射过程中出血、肿胀、疼痛等异常情况,应立即停止注射,并采取相应的处理措施;4.若发现药物异常、过期或疑似受污染,应立即停止注射,并报告相关部门进行处理。
MESO-PRI: 韩国美塑枪MESO-PRI01:11 Meso-Pri main frame: Meso-Pri主机01:13 Guide 导板01:15 adapter适配器01:18 1cc exclusive use holder:1cc专用固定器01:21 Manual CD 使用手册光盘01:35 Joining method (1cc) 安装方法(1cc)02:42 Joining method (10cc) 安装方法(10cc)03:39 Isolation 分离04:04 Switch on 开启04:18 Injector capacity indication department (1cc, 5cc,10cc)注射器容量指示(1cc, 5cc,10cc)04:38 10cc Choice 选择10cc04:42 Mode selection indication department (PPP, Auto, NPG)模式选择指示(PPP模式,自动模式,NPG模式)05:00 Auto mode choice选择自动模式05:04 Auto mode 自动模式Dosage choice 剂量选择1mm-10mm 1毫米-10毫米Dosage剂量06:09 PPP mode choice 选择PPP模式06:15 PPP mode PPP模式Injection velocity choice 选择注射速度06:30 Depth choice (1mm-10mm) 深度选择(1毫米-10毫米)06:57 Running time 运行时间Dosage 剂量07:02 Mode selection indication department (PPP, Auto, NPG)模式选择指示(PPP模式,自动模式,NPG模式)NPG mode choice 选择NPG模式07:08 NPG mode NPG模式Rate control choice (per minute 120th ~ maximum 360th)NPG模式(120针/分钟~最多360针/分钟)07:30 Depth choice (1mm-3mm) 深度选择(1毫米-3毫米)07:41 NPG mode NPG模式Running time 运行时间Dosage 剂量07:51 Caution 警告Battery residual quantity tribe 电池残电量不足07:57 I am marked on the battery residual quantity tribe city LCD right side top portion.右上部的液晶显示器显示电池残电量。
气动注脂泵安全操作规程操作规程(一)、启动前检查与准备1、用活动扳手把高压软管的活动接口连接在泵体上。
2、通过压缩空气软管及快速接头把驱动气源连接在底部的气源接口上,举升气缸自动把轭及随进盘举起。
3、取下防喷盒并将防喷盒套在密封脂上,为了防止密封脂喷溅,请将防喷盒和密封脂桶的压边布置在180度上,注意防喷盒上缘不能超过密封脂桶的上缘。
4、用轻质的机械润滑油涂抹在随进盘的O型圈和举升杆上,把密封脂桶安装在注脂泵底座上。
5、用脚把支架腿旋起,微微向后倾斜提把,以便移动注脂泵。
(二)、启动操作1、用快速接头把驱动气源的接口接好。
2、把防喷盒及密封脂桶安放在底部的保持架上,用防喷盒的紧扣把防喷盒固定在密封脂桶上。
3、把密封脂堆成尖顶状以便锥形的随进盘和脂之间的空气能够排尽。
4、把气源的快速接头在底部的接口上并打开针型阀抬起轭头并将随进盘压在密封脂桶顶部。
5、把密封脂桶及防喷盒放置在注脂泵的操作位置上。
6、请确认泵体上的回流阀关闭。
将气源管快速接头连接在接口上,充气针阀后将充气针打开2/圈。
7、,排空阀完全打开,同时回流阀开启2圈8、在关闭气动马达启动阀条件下,随进盘向下使密封脂桶和排空阀间慢慢被密封脂填满,当有连续的密封脂由排空阀流出后,启动可开启气动马达直到排空阀处有密封脂流出。
9、完全排除空气后,关闭回流阀和排出阀.10、在关闭排空阀及停机状态下,将高压注脂管阀的开启程度并观察压力表上的读数以保证旋塞阀的注脂。
(三)、停机1、正常停机(1)注脂完成后,停机并关闭阀。
(2)当密封脂桶用完后,关闭充气针阀。
(3)卸下防喷盒.(4)如更换密封脂种类,建议由高压管头处泵入新的密封脂,这样可完全排出需要更换的脂类。
2、紧急操作及紧急停车作业中发生异常和失控时可紧急关闭电源或操作紧急停车按钮。
气动注脂机(型号ACTIV-8)
ACTIV-8气动注脂机操作和保养规程
一、ACTIV-8气动注脂机操作规程
1.使用前将注脂机用抹布擦干净,检查注脂机上面的每个零部件
是否有松动,如有松动则紧固松动的部件。
检查注脂机外观是
否有污物,如果有则用带有汽油的毛巾或抹布将注脂机擦拭干
净,特别注意注脂接头的清洁。
(如果注脂接头粘有沙子或比
较坚硬的物体,则有可能沙子或坚硬的物体会随着润滑脂或密
封脂从注脂嘴进入阀门密封系统。
如果活动阀门,就很有可能
将阀门的密封面滑伤,使阀门密封系统失效。
2.将注脂机拖或拉到注脂现场,把塑料气管连接到注脂机下部气
泵右侧的金属接头上。
3.将塑料气管的另一头连接到压缩机的金属接头上,然后将空压
机接上电源。
4.用注脂机右侧的操作手柄将注脂机下部液压千斤顶的泄压丝
堵拧松(将操作手柄插在泄压丝堵上逆时针旋转1/4-1/2圈即
可),将注脂机托盘下部的支撑杆移出,用手缓慢往下压托盘
至最下端即跟千斤顶接触,或者把气管接在注脂管泄压口利用
空压机中的气压将其吹下。
然后取下托盘上的金属固定套筒,
将套筒上的螺母拧下来,把10磅装的润滑脂或密封脂装入金
属套筒里,然后将套筒上的螺母重新安装上并拧紧后放在托盘
上。
5.用操作手柄将千斤顶下部的泄压丝堵拧紧,然后将手柄插入千
斤顶上部的套筒里,上下操作手柄。
等装有润滑脂或密封脂的
金属筒顶部接触到注脂机上的密封圈后,旋开密封圈上部的放
空阀,继续上下操作手柄,等到有脂从放空阀均匀益处时关闭
放空阀。
6.将注脂机气泵左侧的操作板踩下,继续上下操作手柄,注意观
察小压力表的数值,等到压力上升至600-800kpa时停止操作
手柄。
7.将注脂机上的注脂接头连接到阀门的注脂嘴上,用脚缓慢踩下
注脂机气泵上面右侧的操作板,即开始注脂,注意观察注脂时
的压力变化,注脂压力不要超过6000psi。
8.等听到注脂声音有明显变化且看到注脂压力立即下降时,表示
一次注脂完成,注脂量大约为16盎司。
注脂时间大约需要1
分钟。
如需要继续注脂请重复第6部。
9.等千斤顶上升至最大限度时,将千斤顶泄压并把托盘下部的支
撑杆推至托盘正下方,然后继续上下操作手柄即可。
10.等千斤顶再次上升至最大限度时,表示筒中的脂已用完需要更
换。
11.如需更换注脂筒请重复第4第5步。
二、注脂机的检查、维护及保养
1.注脂机的检查
2.注脂机每季度应进行检查和维护
3.检查注脂机储油罐的油位,油位应保持在距离罐口1厘米处,
液压油不足时应及时补充,安装丝堵,用手拧紧。
4.将泵倾斜检查丝堵处是否存在泄漏,如有则检查密封,必要时
更换密封件。
5.检查并确保所有的气路和油路的连接处无松动、泄漏。
6.注脂机每操作100小时应更换液压油,在使用条件恶劣时缩短
更换液压油的时间间隔。
7.在气动马达上装有过载泄压阀,已预调到最大操作压力,禁止
调试过载泄压阀。
8.检查注脂机再运行时是否可以建立注入压力,如无法建立注入
压力,则:
1)确认液压油满足要求。
2)将气动注脂机水平放置。
3)将气源压力调节到30~40PSI(2.1~2.7bar)。
4)将注脂机踏板向前储油罐方向置于卸载的位置。
5)压下踏板后端下方的按钮启动启动马达,马上向前储油罐
6)方向压下踏板几次,使油流回到泵中并充满整个通道。
7)6)检查泵是否可以加载,正常操作。
如不能则重复第5 步。
9.注脂机的存放
1)注脂机存放前应擦拭干净。
2)注脂机载存放时应拆除所有的空气和液体的连接管路。
3)注脂机应储存于干燥、清洁的环境中,不应放置于温度过
高或过低的地方。
10.注脂机故障的诊断与排除
注脂机故障的诊断与排除参见附录A。
附录 A
(提示的附录)
气液联动注脂机故障的诊断和排除
SealWeld ACTIV-8 Pump
1、需要80-120psi的气源压力
2、注脂压力可以达到10,000
3、注脂速度:5秒钟1oz
4、每一个行程可向送料缸内注入2 oz,一般8个行程可将料缸注满
5、料筒的容积为10 lb
‘
Seal weld gun手动注脂枪操作及维护保养规程
一、手动注脂枪操作规程
1.穿戴好劳保服,戴好安全帽和护目镜,准备好注脂工具,防爆
扳手等设备专业配备的其它工具。
2.检查注脂枪外观是否有污物,如果有则用带有汽油的毛巾或抹
布将注脂枪擦拭干净,特别注意注脂接头的清洁。
(如果注脂
接头粘有沙子或比较坚硬的物体,则有可能沙子或坚硬的物体
会随着润滑脂或密封脂从注脂嘴进入阀门密封系统。
如果活动
阀门,就很有可能将阀门的密封面滑伤,使阀门密封系统失
效。
)
3.下图为 Seal weld gun 手动注脂枪的外形图片:
4.下图为注脂枪填装器的外形图片:
5.润滑脂或密封脂的装填操作:
1)将填装器用汽油擦拭干净后,用手将带有螺纹的套筒拧下来(逆时针旋转)平放到铺有旧报纸或卫生纸等干净东西的上面,不能随手放到地上。
取一小筒润滑脂或密封脂,(12盎司装的或16
盎司装的)让小筒的底部(未带拉盖的为底部)对着活塞的顶部,然后用手将小筒推入填料筒内。
操作如下图
2)用手将小筒的拉盖拉开,然后放入垃圾桶里(现场的垃圾不能随便乱扔)。
3)将带有螺纹的套筒重新拧到填装器上(注意:套筒两端的内径不同,内径大的一端与填装器配合),然后将填装器放到事先铺好的报纸或卫生纸上,不能随手将填装器放到地上。
然后由两个人将注脂筒拧下来:一个人把住操作杆,另一个人把住注脂筒,把住注脂筒的人逆时针旋转注脂筒将其拧下。
操作如下图:
4)拿起装好的填料筒,将填料筒与注脂筒通过带螺纹的套筒连接起来,然后将填料筒倒置放在地上,用手逆时针转动旋杆就可将脂装入注脂筒里。
操作如下图:
6、注脂操作
1)将装满脂的注脂筒重新装回到注脂抢上,然后将注脂接头连接到需要注脂的阀门的注脂嘴上;打开注脂接头的阀门;开始注脂。
2)注脂时注意观察压力表的变化,对阀体密封系统注脂,压力不要超过6000psi ; 对阀杆密封系统注脂,压力不要超过3000psi。
操作手柄上、下动作一次为一个行程,大约25个行程的注脂量为1盎司,操作25个行程后,顺时针转动旋杆6到7圈可继续注脂。
操作如下图:
7、液压手动注脂枪
1、注脂压力可以达到10,000psi
2、50 strokes = 1 oz
3、枪的容积是12 oz
8、Sealweld SuperGun
1、注脂压力可达到15,000psi
2、25 strokes = 1 oz
3、枪的容积为15 oz。