纯粘纤纺纱生产的工艺实践
- 格式:doc
- 大小:17.00 KB
- 文档页数:5

技术普梳棉粘胶涤混纺的生产实践为了满足环保及客户对面料舒适度的需求,采用紧密纺纺纱技术,改善纱线的均匀度及提高纤维间的抱合力,降低纱线的条干和毛羽,众多工厂正在大量生产棉、涤纶混纺纱线。
经过粘胶纤维与涤纶纤维的混合,生产的涤纶混纺纱线既有涤纶纤维的光滑抗皱性,又有较好的光泽,同时还能具备极好的吸湿性,这是目前市场上比较流行且应用广阔的纱线,这类纱线可以满足不同阶层消费者的需求,因此越来越多的纺织企业正在逐步转型,将重点转移到新原料、新产品的研发上。
一、原料性能特点粘胶纤维是一种应用较广泛的化学纤维,又名木天丝,是一种运动型环保面料。
因其特殊的纳米螺纹分子结构,具有柔软、光滑、透气、抗静电、染色绚丽等特性。
涤纶是耐热性和热稳定性比较好,耐皱性超过其他纤维的一种合成纤维,但是不透气。
而棉也是一种具有透气、舒适、保暖及耐用耐加工等特点的天然纤维,但是容易褶皱。
三种纤维混纺,可以取长补短,能克服了单一纤维的缺点,实现了三种纤维的优势功能互补。
二、纺纱工艺流程2.1 混纺方案将三种纤维分别制条,在并条工序进行合理搭配混合。
2.2 工艺流程(1)普梳棉制条FA002自动抓棉机→ZFA051凝棉器→FA017B混棉机→JWF1124开清机→ZF9104风机→FA221D梳棉机(2)粘胶纤维制条FA002自动抓棉机→ZFA051凝棉器→FA017B混棉机→JWF1124开清机→ZF9104风机→JWF1216梳棉机→FA313预并(3)涤纶纤维制条FA002自动抓棉机→ZFA051凝棉器→FA017B混棉机→JWF1124开清机→ZF9104风机→JWF1216梳棉机→FA313预并(4)混合纺纱(1)+(2)+(3)→FA306并条机(混一、混二)→HSR1000并条机(混三)→TJFA458A粗纱机→DTM129细纱机→Savio络筒机三、各工序纺纱控制要点3.1预处理因三种原料回潮差异大,生产前需将原料提前放置到车间,平衡24小时后再分别装箱。

粘胶纱生产工艺一、引言粘胶纱是一种由粘胶纤维制成的纱线,具有很强的粘结力和弹性,广泛应用于纺织和制造领域。
粘胶纱的生产工艺经过了长期的发展和优化,本文将详细介绍粘胶纱的生产工艺流程、设备和加工技术。
二、粘胶纱的生产工艺流程粘胶纱的生产工艺流程可以分为纤维预处理、纺纱、捻线和整理四个主要步骤。
2.1 纤维预处理纤维预处理是粘胶纱生产工艺的第一步,主要目的是去除纤维上的杂质和控制纤维的含水率。
常用的预处理方法包括浸渍、洗涤、阳光曝晒和烘干等。
这些步骤能够有效提高纤维的质量和纺纱的稳定性。
2.2 纺纱纺纱是将经过预处理的纤维加工成纺织纱线的过程。
纺纱过程中,纤维经过选择、梳理、并列和拉伸等步骤,最终形成连续的纱线。
纺纱机是纺纱过程中的关键设备,常用的纺纱机有锭式纺纱机和喷气纺纱机等多种类型。
2.3 捻线捻线是将纺出的纱线进行加捻的过程。
加捻可以提高纱线的强度、耐磨性和柔软度。
捻线分为S捻和Z捻两种类型,通过不同的捻向可以获得不同的纺织效果。
常用的捻线设备有捻线机、捻接机和整理机等。
2.4 整理整理是将捻好的纱线进行加工处理,以改善纱线的质量和外观。
整理过程中,纱线经过绕线、热定型和整理等步骤,最终形成成品粘胶纱。
整理设备有整理机、纺织机和染色机等多种类型。
三、粘胶纱的生产设备粘胶纱的生产设备根据不同的工艺流程可以分为纺纱设备、捻线设备和整理设备三大类。
3.1 纺纱设备纺纱设备是将纤维加工成纱线的关键设备。
常用的纺纱设备有锭式纺纱机和喷气纺纱机。
锭式纺纱机通过旋转锭子将纤维纺成纱线,适用于生产普通粘胶纱。
喷气纺纱机则是通过高压气流将纤维喷射成纱线,适用于生产空气交织粘胶纱。
3.2 捻线设备捻线设备是对纱线进行加捻处理的设备。
常用的捻线设备有捻线机、捻接机和整理机。
捻线机通过绕线器将纱线加捻成绳线,适用于生产多股粘胶纱。
捻接机则可以将多根纱线捻接成一根粘胶纱,适用于生产超细纱线。
3.3 整理设备整理设备是对纱线进行后续加工处理的设备。

粘胶纤维制成纱线流程As a manufacturer, you are constantly looking for innovative ways to create high-quality products. One material that has gained popularity in recent years is viscose fiber, also known as rayon, which is made from cellulose found in wood pulp or cotton linters.作为制造商,您不断寻找创新的方式来创建高质量的产品。
近年来,一种备受青睐的材料是粘胶纤维,也被称为人造丝,它是由木浆或棉麻中的纤维素制成。
The process of turning viscose fiber into yarn is crucial in the textile industry, as it determines the quality and characteristics of the final product. It involves several key steps, including purification, spinning, and finishing, all of which require precise attention to detail and specialized equipment.将粘胶纤维制成纱线的过程在纺织行业中至关重要,因为它决定了最终产品的质量和特性。
它涉及几个关键步骤,包括纯化、纺纱和精加工,所有这些都需要对细节的精确关注和专业设备。
Purification is the initial step in the process, where the viscose fiber undergoes a series of chemical treatments to remove impurities and improve its strength and flexibility. This step is crucial in ensuringthat the resulting yarn is of high quality and free from defects.纯化是这个过程中的初始步骤,粘胶纤维经历一系列化学处理,以去除杂质,提高其强度和柔韧性。

R923转杯纺纱机生产19.7tex粘胶针织纱的实践田光祥季学喜(杭州吉利宝纺织有限公司)摘要:介绍了采用抽气式转杯纺纱机开发生产中、细支粘胶针织纱的工艺流程、设备选型、设备性能及工艺技术措施,生产中纺纱器材的选用要针对不同原料,不同支数合理配置纺纱元件;保证纱线中合理的纤维根数是稳定产品质量的关键;保持车间温湿的稳定对纺纱生产的顺利进行起着决定性作用;接头操作时要规范,换条时要重新生头,不能包卷,防止产生接头纱疵。
关键词:抽气式:转杯纺;中、细支;粘胶纱;设备性能;技术措施;转杯纺纱技术是目前新型纺纱技术发展最成熟的一种纺纱技术,特别是纯棉中、粗支纱的生产在我国已大部分被转杯纺所替代,开发的产品从初期的粗布、鞋面布、台布等,发展到今天的牛仔布、灯芯绒、细布、府绸以及针织品等,各种非棉产品也在积极地开发中。
由于转杯纱具有成纱均匀、接头少、结杂少、纱身光洁、弹性伸长大、耐磨性能好等特点,使之也非常适用于开发针织品。
尽管转杯纺产品的开发领域不断拓展,但我国主要还局限于粗支纱的加工。
我国转杯纺的平均纺纱支数在12~16支,其中16支以下的纱约占80%,而国际上转杯纺的平均纱支达21~32支,21支以下的纱支比例不足50%,一些发达国家中、细支转杯纺针织纱的比例已占到40%,近年来随着抽气式转杯纺纱机的进一步发展,我国转杯纺纺纱支数在不断提高,中、细支转杯纱用于针织品的比例也在不断增加。
我公司2007年根据市场行情,引进了瑞士立达3600头R923抽气式转杯纺纱机开发生产中、细支粘胶针织纱,经过半年多的运行,生产比较稳定,现就我公司生产情况向各位专家和同仁介绍一下,有不当之处望批评指正:1 设备选型和工艺流程设计我公司转杯纺设计的产品是化纤纱线,前纺设备选用的是郑纺机纺化纤的清钢联流程,一机两线供应12台梳棉机;并条工序采用两道并条工艺,头道并条机选用的是沈阳纺机FA306A 自动换筒并条机,二道并条机选用的是瑞士立达公司RSB D401自调匀整单眼并条机;转杯纺纱机选用的是瑞士立达R923抽气式半自动接头纺纱机。
第五节粘胶纤维的纺丝成型一、粘胶纤维纺丝工艺流程粘胶纤维通常只能用湿法纺丝。
由于纤维素未熔融即分解,不可能采用熔纺;又因为要在纺丝过程中完成纤维素黄酸酯分解的化学过程,故难以采用干法纺丝。
按照纺丝浴槽的数量及要求不同,粘胶纤维纺丝方法通常分为一浴法纺丝和二浴法纺丝,个别情况还采用三浴法纺丝。
一浴法纺丝是粘胶的凝固和纤维素黄酸酯的分解都在同一浴槽内完成(如普通粘胶长丝);二浴法纺丝则是粘胶的凝固主要在第一浴,纤维素黄酸酯分解主要在第二浴(如强力粘胶长丝、粘胶短纤维),并且在第二浴中进行塑性拉伸,对短纤维生产还便于在第二浴中回收二硫化碳。
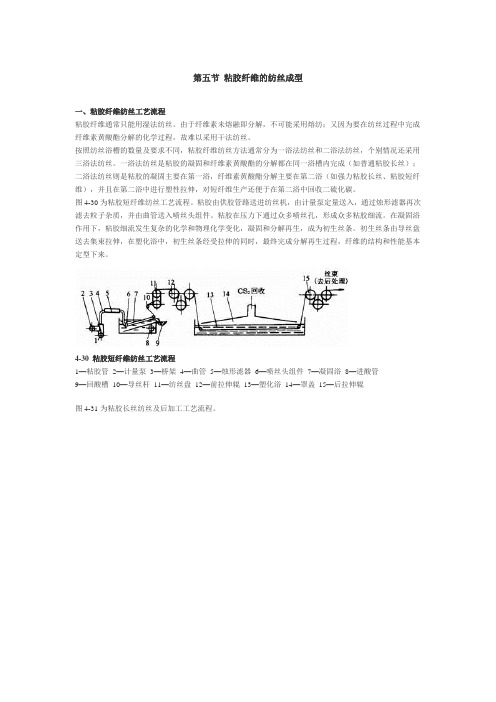
图4-30为粘胶短纤维纺丝工艺流程。
粘胶由供胶管路送进纺丝机,由计量泵定量送入,通过烛形滤器再次滤去粒子杂质,并由曲管送入喷丝头组件。
粘胶在压力下通过众多喷丝孔,形成众多粘胶细流。
在凝固浴作用下,粘胶细流发生复杂的化学和物理化学变化,凝固和分解再生,成为初生丝条。
初生丝条由导丝盘送去集束拉伸,在塑化浴中,初生丝条经受拉伸的同时,最终完成分解再生过程,纤维的结构和性能基本定型下来。
4-30 粘胶短纤维纺丝工艺流程1—粘胶管2—计量泵3—桥架4—曲管5—烛形滤器6—喷丝头组件7—凝固浴8—进酸管9—回酸槽10—导丝杆11—纺丝盘12—前拉伸辊13—塑化浴14—罩盖15—后拉伸辊图4-31为粘胶长丝纺丝及后加工工艺流程。
图4-31? 粘胶长丝生产工艺流程在一定压力下进入纺丝机进胶管,经计量泵计量、过滤器过滤,由喷丝头喷入凝固浴进行抽丝。
丝条经导丝钩、纺丝盘进行牵神。
离心式纺丝机再通过漏斗在离心罐内进行叠丝,进一步凝固、分解、落丝。
半连续式纺丝机牵神后,在凝固辊上进一步凝固分解,再绕到去酸辊上去酸,然后由漏斗将丝条在离心罐内叠成丝饼,最后落丝。
离心纺丝机流程如下:粘胶→计量泵→过滤器→喷丝头→导丝钩→纺丝盘(上、下)→漏斗→离心罐半连续纺丝机流程如下:粘胶→计量泵→过滤器→喷丝头→凝固辊→去酸辊→漏斗→离心罐二、粘胶纤维的成型原理粘胶纤维的成形过程,实际上就是粘胶细流通过喷丝头孔道进入凝固浴,凝固成初生纤维的过程。
粘胶短纤维的生产工艺1、粘胶纤维生产的基本过程粘胶纤维的原料和成品,其化学组成都是纤维素纤维,仅是形态、结构以及物理机械性质发生了变化。
粘胶纤维生产的任务,就是通过化学和机械的方法,将浆粕中很短的纤维制成各种形态,并具有所要求的品质,适合各种用途的纤维成品。
各种粘胶纤维,不论采用何种浆粕原料和生产设备,其生产的基本过程都是相同的,都必须经过下列四个过程,⑴粘胶的制备⑵粘胶在纺丝前的准备⑶纤维的成形⑷纤维的后处理生产粘胶短纤维的主要过程也和这个相同,其中前两个工序在本厂叫制胶工序,后两个叫纺丝工序。
2、制胶工序2.1粘胶的制备的工艺流程把浆粕制成粘胶,要经过两个化学过程。
首先将浆粕与碱液作用,生成碱纤维素,然后再使碱纤维素与二硫化碳作用,生成纤维素黄酸酯。
通过这两个反应,在不能直接溶于希碱液中的纤维素分子上,引入极性很强的磺酸基团,从而使它溶解而制得粘胶。
这时粘胶为粗制粘胶,还要经过精制过程才能进行纺丝。
图如下:碱)浆粕加入NAOH(碱) 纤维素磺酸酯CS22.2粘胶的制备过程⑴浆粕的准备粘胶纤维厂必须贮存一定数量的浆粕,各批浆粕在使用前还需要进行混合,以使各批粘胶的原料性能基本上一致。
⑵碱纤维素的制备浆粕浸渍于一定浓度的碱中,生成碱纤维素。
反应方程式如下:C6H9O4-OH+NaOH→C6H9O4-Na+H2O碱纤维素经过压榨,除去多余的碱液,然后进行粉碎。
粉碎后的碱纤维素成为松散的絮状。
⑶纤维素的老成把粉碎后的碱纤维素,在空气中暴露适当的时间,由于空气中氧的作用,纤维素分子链发生断裂,平均聚合度下降,使制成的粘胶的粘度得到适当调整,避免因粘胶粘度过高而使工艺过程发生困难。
碱纤维素的老成程度,根据纤维品种的特性而不同,有些品种没有专门的老成过程。
⑷纤维素磺酸酯的制备碱纤维与二硫化碳作用,生成纤维素磺酸酯。
其反应如下:S//C6H9O4-Na+CS2→C6H9O4-O-C-SNa各种粘胶纤维对纤维素磺酸酯的品质要求是不同的。
11.8tex粘涤AB双色纱的生产实践于灵芳项玲(杭州二棉纱线有限公司)摘要:探讨11.8tex粘涤AB双色纱的纺纱生产工艺。
针对混纺各组分纤维的性能物点,正确选择混合工艺,合理配置各工序工艺参数及采取必要的技术措施。
结果用紧密赛络纺设备成功纺制出11.8tex粘涤AB双色纱,质量达到了较好水平。
关键词:粘胶纤维;改性涤纶纤维;混纺纱;AB双色纱;紧密赛络纺;质量AB双色纱是指两根不同颜色的粗纱同时喂入细纱机直接纺制而成的纱,具有股线的双色效应,制成织物手感柔软、表感丰满、纹路清晰、色泽多姿,给人以立体感的视觉效果;由于采用有色纤维纺制,故从纱线到面料,无需再染色处理,对环境无污染,符合绿色环保的理念。
我们在粘涤70/30 11.8tex AB双色纱赛络紧密纺生产中,A组采用100%的白粘胶,B 组采用黑涤46%、黑粘胶40%、扁平灰涤12%、蓝色有光三角涤纶2%,把该纱用于织造商务牛仔面料、西装面料,布面呈现细致、均匀、整洁、平整的外观,深受用户的喜爱,获得了良好的经济效益。
1原料选配粘胶纤维属再生纤维素纤维,原料来源广泛且价格低廉,吸湿性好,穿着舒适透气,但单纤强力较低,特别是湿强更低,导致织物湿强度不高;纤维柔软,无身骨;黑粘胶的干强和湿强比白粘胶还要低一些。
选用的改性涤纶纤维有两种,即扁平涤纶和三角涤纶。
扁平涤纶纤维截面呈“一”字型,具有强烈的反光和折光作用,纤维平滑挺直,不易缠结,可代替腈纶仿毛,具有优良的抗起球性能和良好的仿毛效果;三角涤纶纤维截面呈三角形,具有特殊的折光性能,在混纺纱中加入一定比例的三角涤纶,能使混纺纱具有特殊的光学效果。
粘涤混纺不仅保留了粘胶吸湿性好、穿着舒适透气的优点,而且弥补了粘胶强力低、无身骨的缺点,从而使成纱强力明显提高;同时因扁平涤纶和三角涤纶的加入,使混纺纱织物具有独特的闪光效果和较好的仿毛效果。
各原料纤维实测性能指标见表1。
表1 各原料纤维实测性能指标2 工艺流程(1)A粗纱的制备:粘胶纤维:FA002A型抓棉机→FA016A型混棉机→FA106A型开棉机→FA046A型振动棉箱给棉机→A076E型成卷机→A186G型梳棉机→FA311型并条机(二道)→RSB末道并条机→A454型粗纱机(2)B粗纱的制备:黑涤、黑粘胶、扁平灰涤、蓝色有光三角涤纶:FA002A型抓棉机→SFU150G型卧式液压打包机→FA002A型抓棉机→FA016A型混棉机→FA106A型开棉机→FA046A型振动棉箱给棉机→A076E型成卷机→A186G型梳棉机→FA311型并条机(二道)→RSB末道并条机→A454型粗纱机(3)A粗纱+B粗纱同时喂入ZJ1218型细纱机→№21C型自动络筒机→包装3 各工序主要技术措施及参数3.1 预混重点控制好B组4种原料的配棉比例及混和均匀度。
纯粘胶纤维纺织生产工艺研究与实践张永社袁俊王彬(陕西九棉实业有限责任公司)摘要:粘胶纤维断裂强度低、伸长大、回潮大的特点,决定了其在纺织过程中的独特工艺特点。
通过优化纺织工艺参数,改变浆料配方和浆纱工艺路线,提高上浆质量,最终达到提高织造效率和产品质量的目的。
关键词:粘胶纺织工艺浆纱强力伸长随着人们对衣着服用性能的要求越来越高,对面料的生态、环保、美观、安全及健康性提出了更高的要求,而粘胶纤维为纤维素纤维,具有环保优势和良好的亲肤性,光泽良好,吸湿性强,抗微生物。
用纯粘胶纤维织造的织物特点是细洁、光滑、平整、白净、柔软,透气性好,不沾身,穿着舒适,其优良的染色性能,使其花色鲜艳美观,近几年得到了市场的广泛认同,具有较好的市场前景。
为此我公司对R9.8t/9.8t360/340.5 165cm平纹织物进行了试织,对各工序的生产工艺进行研究,取得了较好的效果。
1、原料性能粘胶纤维断裂强度低,断裂伸长率大,特别是湿强特低,只有干强的60%,对纺织生产有特别要求。
我们选取1.33dtex×38mm纯粘胶短纤维纺制R9.8tex纱,织制平布织物。
实测纤维性能指标为:细度1.33 dtex,长度38.11mm,断裂强度2.35 CN/dtex,断裂伸长率17.7%,含油率0.22%。
2、纺织工艺流程:A002A抓花机—A006C混棉机—A036C梳针开棉机—A092A给棉机—A076C成卷机—A186D梳棉机—FA306并条机(两道)—FA458A粗纱机—JF1506细纱机—AUTOCONER238络筒机—CGGA114整经机—GA308浆纱机—GA710喷气布机3、纺纱工艺优选与调整:3.1 清棉工序开清棉工序执行“多松、轻梳、少打”的工艺原则,降低各打手的速度,防止速度过快将纤维打成束丝,增加棉结。
适当放大各开清点打手与尘棒的隔距,A036C采用全梳针滚筒打手,A076C把三翼综合打手取掉三个刀片改为梳针打手,提高粘胶纤维的开松度。
棉和粘纤混纺段彩纱的生产实践程四新;阮浩芬【摘要】为了纺制出风格特异,质量能达到客户要求的段彩纱,生产实践中要处处留意.文章介绍段彩纱的纺纱原理、布面效果、工艺优化、配棉要求等,为了避免色差和达到来样布面风格,生产过程中应特别注意粗纱捻度、细纱钢丝圈的运用、前罗拉速度的一致性以及基纱、饰纱需平行喂入等事项.【期刊名称】《现代纺织技术》【年(卷),期】2014(022)002【总页数】3页(P29-31)【关键词】段彩纱;纺纱工艺;配棉;车速的校准【作者】程四新;阮浩芬【作者单位】百隆东方股份有限公司,浙江宁波315206;百隆东方股份有限公司,浙江宁波315206【正文语种】中文【中图分类】TS104.71 段彩纱的纺纱原理及布面风格特征段彩纱是一种以花色纱纺纱工艺生产出多颜色组合的新型花色纱。
它有别于一般的花色纱,在纱线上呈现出不规则粗细与色彩的花纱效果,是一种新型纱线。
尤其是饰纱仿佛浮雕于布面之上,富有层次变化及立体感,用段彩纱织成面料,在布面上呈现出无规律的水流状及长条状的色彩分布,形成的断续条纹增加了织物的立体感。
段彩纱是在环锭纺细纱机上通过工艺和设备的改造,使罗拉速度发生改变而达到此效果[1]。
它由基纱和饰纱组成的,饰纱是从后罗拉喂入,采用间歇运动断断续续喂入并附着在基纱上的一根粗纱;基纱是从中罗拉连续喂入,直接进入主牵伸区的粗纱。
图1为段彩纱的纺纱工艺简图,其纺纱工艺流程是:饰纱1在后罗拉3处喂入,基纱4在中罗拉6处喂入,通过集棉器7进入前罗拉8,经过牵伸加捻形成段彩纱。
图2为段彩纱织成布面的风格示意。
1.饰纱,2.喇叭口,3.后罗拉,4.基纱,5.喇叭口6.中罗拉,7.集棉器,8.前罗拉,9.导纱钩图1 纺纱工艺简图图2 布面效果2 纺好段彩纱的几项关键技术2.1 原料的选配段彩纱一般来说基纱和饰纱的颜色对比度较大,故在原料选配时要根据实际情况而定。
对于颜色较深的全棉基纱或饰纱,需加入一定的长绒棉,以保证成纱后纱线的强力。
纯粘纤纺纱生产的工艺实践
0 前言
近几年来,众想集团不断对市场进行调研和分析,调整优化产品结构,开发适销对路的产品,组织有关技术人员开发了一系列纯纺粘胶产品,赢得了市场,用户使用满意,为公司取得了较好的经济效益。
粘胶织物在市场上很受消费者的喜爱,夏季穿着粘胶服装飘逸大方,市面上此类面料以纯粘胶为主,产品具有条干均匀,布面光洁匀整,吸湿染色性好,悬垂性好,不粘身,有丝绸风格,价格低廉,故很有市场。
以我公司生产的产品 Fb 19. 5tex 为例,在纺纱生产过程中,反映其生产的稳定性和成纱质量的波动均较大,为了解决这一问题。
我们从原料工艺与设备上进行探索和研究,取得了较好的效果,满足了用户要求,并获得省优质产品称号,下面谈谈我们几点作法和体会。
1 原料的性能及工艺流程
1. 1 粘胶纤维的主要性能
指标如表 1 所示。
表 1 粘胶纤维性能指标
产地平均长度/mm 纤维细度/ 强度/cN? 含油率/% 回潮率/%
dtex dtex-1
台湾 38 1. 67 1. 95 0. 7 10. 5 1. 2 工艺流程
粘纤纯纺可用普梳系统,其工艺流程如下所示。
A002C 型自动抓棉机?A006B 型自动混棉机?FA106 型豪猪开棉机?A092A 型棉箱给棉机?A076C 型单打手成卷机 ? A186D 型梳棉机 ?A272F 型并条机?FA303 型并条机?A454G 型粗纱机?FA502
型细纱机?1332M 型络筒机。
2 主要工艺参数的选择
由于粘纤比重大,易粘、易缠,当纤维回潮率大时,这些特点更为突出,因此
采取多松轻打、多梳少落的原则。
2. 1 开清棉主要工艺
开清棉工艺选择干定量40 0 g / m, FA106型速度550 r / min、A076C型速
度784 r / min 、风扇型速度1645 r / min,设计长度35. 1 m,压棉帘 , 角钉
帘隔距6. 5 mm 本工序采取的措施如下:
(1) 缩短开清棉的工艺流程,减少打击,多排杂质,减少短绒。
(2) 将 FA106 型豪猪开清棉刀片式打手,换成梳针滚筒打手,以梳代打,减
少对纤维的损伤。
(3) 为防止粘卷,应缩短卷长,同时用粗纱做隔纱,以保证梳棉工序的正常退卷。
(4) 当粘胶纤维的回潮率大时,需加大风力,回潮率超过 14%应预先烘晒去湿。
2. 2 梳棉工序
梳棉工序采用轻打、多梳、多排疵点,防绕(锡林、刺辊 )防堵 (斜管 )高转
移即 (道失 ),适当减慢速度 (锡林,刺辊、盖板 ),梳棉工序的主要工艺参数干定量20. 22g / 5m,刺辊速度900 r / min,锡林速度300 r / min,道夫速度24. 7r / min,张力欠伸倍数1. 37,锡林,盖板隔距 0. 33 mm、0. 2 mm、0. 18 mm、0. 18 mm、0. 2 mm,锡林,刺辊0.19 mm,锡林,道夫0. 13 mm。
梳棉措施主要有:
2. 2. 1 刺辊速度减慢,锡林与刺辊的线速比为1.8
2. 2. 2 刺辊与盖板的针刺需保持锐利,光洁、加强针刺的磨砺。
2. 3 粘纤纯纺
粘纤纯纺因在开清工序开始混和,混合比较均匀,所以并条机采用两道。
在工艺路线上应采取“重加压、低速度、大隔距”的工艺配置。
其主要工艺参数如表 2 所示。
表 2 并条主要工艺
道数干定量(g / 5m) 前区牵伸倍数/后区牵伸倍数/罗拉中心距前罗拉速度(r 倍倍 (mm) / min) 一19. 70 3. 800 1. 637 46 × 55 1307 二 17. 91 6. 557 1. 335 46 × 55 1058 本工序采取的措施如下:
2. 3. 1 牵伸形式是三上四下压力棒牵伸,总牵伸倍数大于并合数。
2. 3. 2 头二并采用 6 × 8 并合数。
2. 3. 3 应适当缩短揩车周期,使圈条器通道保持光洁。
2. 4 粗纺工序
由于粘胶纤维整齐度好,故粗纱工序应采用“重加压,大隔距,小张力,小捻系数”的原则。
其工艺参数如表3 所示。
我们使用的是有光纤维,故选用稍微大的捻系数,降低前罗拉速度在 223r / min 左右,较为合理,以利于稳定粗纱伸长率,减少意外断头;同时缩短揩车周期,使粗纱锭、空心臂等机件保持光洁。
2. 5 细纱
在 FA502 型细纱机上进行粘胶纤维纯纺,只需对牵伸部分的加压和隔距作适
当调整,其主要工艺参数如表4 所示。
表 3 粗纱工艺
干定量总牵牵伸分配倍罗拉中心距 (mm ) 加压 (KN / 锭 ) 速度 ( r / 捻
系数 ( g / 伸倍数前区后区前中后 min ) 锭10m ) 数前区后区子前罗拉 4. 31 8. 32 7. 051 1. 180 52 62 220 150 200 647 223 72. 82
4 细纱主要工艺
干定量牵伸分罗拉中心距加压 ( KN / 速度 ( r / 捻系( g / 配前(mm ) 前锭 ) 前中后 min ) 锭数 100m ) 区后区区后区子前罗拉 1. 681 26 , 1. 31 43 55 150 80 70 11074 216 317
68
本工序采取的措施如下:
2. 5. 1 由于纤维间摩擦系数较大,采用较大的后区牵伸和罗拉隔距,并加大加压重量,增加对纤维的握持能力。
2. 5. 2 钢领型号 PG1 / 2 型,选用圈形大,通道宽畅的钢丝圈 oss2 / 0 并缩短钢丝圈使用周期。
2. 5. 3 销子开口比纺棉时增大,有利于成纱条干。
2. 5. 4 采用表面不处理胶辊,硬度 720,成纱条干明显提高。
2. 6 络筒
管纱至筒子,无论是单强、伸长率还是毛羽都将受到一定影响,纺粘胶纱时络筒线速度,一般采用 600m / min 左右,同时选择适当的张力片重量 6 , 8g。
3 半制品和成纱质量情况
随着织机的无梭化,整经机的高速化,织造中对单纱强力的要求越来越高,成纱的质量不再以国家标准为依据,而以达到用户满意为标准,我们就以此为原则,进行工艺设计和生产
3. 1 各工序半制品质量 (如表 5 )
表 5 半制品质量
项目棉卷生条半熟条熟条粗纱重量不匀率 1. 2 3. 6 1. 40 0. 61 0.
90 (%)
条干 CV(%) 3. 5 4. 79 4. 11 6. 49 3. 2 成纱的质量 (如表6)
表 6 成纱质量指标
条干CV/% 单纱断裂强重量不匀率单纱强力千米细节/个千米细节/个千米细节/个
力/cN /% CV/%
17. 83 217. 8 1. 9 19. 40 40 116 132 4 FB19. 5 在纺纱过程中应注意的几个问题
(1) 粘胶纤维吸放湿性能比棉纤维快,在生产过程中,粘纤对温湿度反应敏感,如控制不良极易引起生产波动,在生产过程中,粗纱必须严格控制温湿度,或及时调整粗纱捻度;细纱温度控制在22?以上,相对湿度控制在 55% + 5%,比较恰当。
(2) 由于粘纤具有弹性,蓬松性好,表面光滑,抱合力差等特性,故在生产过程中更要注意防粘。